Строительная индустрия сегодня переживает активный этап технологического развития, что отражается и на применяемых инструментах, и на методологии выполнения ремонтно-монтажных операций, и, конечно, на материалах. При этом за счет доступности и низкой стоимости по-прежнему сохраняют свою востребованность традиционные материалы, среди которых древесина. Другое дело, что использовать ее в чистом виде нельзя, поскольку даже твердотельные породы уже не соответствуют строительным нормативам в защитных свойствах. Преодолеть этот барьер позволяют специальные операции подготовки, в том числе сушка древесины в сушильных камерах – технология, благодаря которой улучшается целый спектр технико-физических показателей материала.
Технология выполнения сушки в камерах
Принцип сушки в вакуумных камерах базируется на законах испарения и циркуляции воды. То есть главные задачи метода сводятся к обеспечению оптимально быстрого вывода влаги из структуры дерева, но без негативных последствий для эксплуатационных качеств. На выполнение этого процесса и ориентирована рассматриваемая технология. На практике она выполняется с помощью специальных установок, обеспечивающих циркуляцию воды по древесной структуре в направлении от сердцевины к наружной части. Далее производится выведение воды и с поверхности посредством испарения. Но важно понимать, что избавление от влаги – не единственная задача, которую реализует сушка древесины в сушильных камерах. Технология также позволяет устранять физические дефекты, но для этого применяется дополнительное оборудование наподобие прессов. Что касается технической реализации процесса, то он обычно выполняется путем ручной загрузки материала в соответствующую камеру. Далее за счет нагревательных пластин агрегат производит автоматический прогрев на фоне интенсивного испарения.
Вакуумная сушка древесины
Содержание
Технологии в переработке древесины не стоят на месте. Все больше предприятий уходит в глубокую переработку. Тут и встает вопрос выбора наиболее эффективной сушильной камеры.
Это необходимо для этого, чтобы существенно повысить качества пиломатериала, увеличив его прочность, долговечность и наделив привлекательными характеристиками внешнего вида. Но далеко не каждая сушильная камера отвечает требованиям современных предприятий. При некоторых видов камер лишь 20-30 % влаги удаляются из древесины.
А это никак не вписывается в рамки понятия качественный пиломатериал, тем более, когда речь идет о столярных изделиях и погонаже.
Чтобы правильно подобрать оборудование для сушки древесины, необходимо руководствоваться, прежде всего, требованиями заказчика и первоначальным состоянием пиломатериала.
Плюсы вакуумных сушильных камер
Если он был спилен при влажности в 90%, то и распределенная влажность будет довольно высокой, поэтому сушка займет уйму времени, если пользоваться камеры традиционного типа. Все системы с воздушным обдувом выполняют удаление влаги сравнительно долго, при этом часто пиломатериал сильно крутит и коробит.
Чтобы получить качественный пиломатериал все чаще выбирают вакуумные сушильные камеры. Эти камеры различаются по методу нагрева на 2 типа: контактный и конвективный. Контактный метод позволяет прогреть штабель на полную глубину равномерно по всей длине. Это достигается за счет использования специальных нагревательных панелей. Такой способ позволяет получить качественный пиломатериал за более короткий промежуток времени.
Конвективный способ также хорошо при вакуумной сушке дерева. Главное преимущество процесса именно в вакууме, за счет которого влага буквально высасывается из глубин древесины. Вакуумная сушка дерева позволяет более качественно и быстро удалить влагу до любого ее процентного содержания. Влажность 6-8% зачастую достигается за 3 суток. А мобильность, универсальность и простота в эксплуатации статут идеальным дополнением.
Данная вакуумная сушилка – это еще и отличный источник тепловой энергии. Вторичное тепло можно использовать для отопления производственных и складских помещений в зимний период.
Что позволит существенно сэкономить на энергозатратах. К тому же данная технология вакуумной сушки позволяет экономить и на процессе сушки древесины, т.к. при подключении котла на отходах производства электропотребление составляет около 1.5 кВт/час .
Особенности метода вакуумной сушки
По сравнению с традиционными сушильными камерами, новые технологии цилиндрической вакуумной сушки позволяют добиваться высокой скорости процесса. Связано это не столько с принципом воздействия на материал, сколько с механикой загрузки и расположением заготовок относительно функциональных пластин. Но и тепловое воздействие имеет свои особенности. Поскольку древесный материал сжимается между пластинами под давлением, обеспечивается высокая интенсивность воздействия на структуру – соответственно, выпаривается большее количество влаги. В части энергопотребления тоже имеет свои отличия вакуумная сушка древесины. Особенности технологии по этому параметру обуславливаются повышением температуры пластин и оптимизацией физического перемещения материала внутри камеры. Поэтому для достижения одинаковых с альтернативными способами сушки результатов такие камеры затрачивают меньше энергии.
Как проходит сушка древесины
Вакуумная сушка древесины осуществляется при соблюдении 3 этапов.
К ним относят:
- Начальный. Здесь осуществляется поверхностная обработка пиломатериалов. Сушка осуществляется при помощи прогревания без применения вакуума. Температура внутри камеры подбирается индивидуально с учетом разновидности древесины, её толщины;
- Сушение. Здесь применяется специальная помпа, которая позволяет быстро удалить воздушные массы из закрытого пространства. Благодаря этому удается равномерно распределить влагу внутри древесных волокон. Вакуумная помпа позволяет предотвратить деформацию и растрескивание внутреннего содержимого. Излишки жидкости быстро испаряются или выводятся через специальные каналы;
- Кондиционирование. В данном случае доски начинают равномерно охлаждаться. Таким образом им удается передать прочности и выносливости. На этапах кондиционирования сокращается риск деформации. После остывания пиломатериалы аккуратно извлекают из вакуумной емкости.
Контролировать работоспособность устройства можно при помощи специальных датчиков и панели управления на корпусе оборудования. Таким образом удается сохранить эксплуатационные характеристики досок.
Предварительно рекомендуется правильно настроить уровень давления, которое будет влиять на состояние деревянных изделий. Например, для сушки дуба, толщина которого превышает 30 мм подбирают температуру не менее 85 градусов.
Объём давления должен быть не более 520 кг на 1 кв. м. Сушить пиломатериалы из этой древесины будут на протяжении 30 дней.
Этапы сушки
Автоматизированные камеры позволяют без участия пользователя реализовывать стандартный набор технологических этапов, который выглядит следующим образом:
- Прогрев материала. Первичная термическая обработка, в ходе которой структура древесины подготавливается к последующим этапам.
- Непосредственно сушка. На этой стадии выполняется комбинированная операция увлажнения-сушки, позволяющая максимально размягчить материал в целях дальнейшего иссушения.
- Охлаждение. По сути, это этап кристаллизации структуры, благодаря которому ставшая податливой из-за тепловой обработки древесина вновь обретает оптимальные характеристики твердости.
Как отмечалось выше, все стадии процесса сушки контролирует автоматика, а оператор следит за показателями индикаторов безопасности. Но еще до начала мероприятия от пользователя требуется установка оптимального режима сушки. В частности, он устанавливает давление и температуру, ориентируясь на характеристики материала. К примеру, для хвойных заготовок толщиной 2,5 см требуется давление на уровне 500 кг/м2. Что касается температурного режима, то он в данном случае может составлять 80 °C.
Вакуумная сушка овощей и фруктов
Вакуумное подсушивание представляется действием сублимации или лиофилизации, что базируются на технологическом процессе, продуктивно используемым уже многочисленные года, равно как в сфере пищевой промышленности, таким образом и в фармацевтической области. Что касается последней, в таком случае использование вакуумной сушки важно для производства элементов и товаров, обладающих высокой восприимчивостью к нагреву: вакцины, фармацевтические вещества, биотехнологические провианты, продукты питания для людей с узким пищевым меню и многое другое.
Технологические характерные черты вакуумной сушки обуславливаются высокой быстротой движения, абсолютным неимением молекул воздуха, невысокой степенью температуры, что в совокупности гарантирует структурное единство и сберегает главные характеристики материала (форму, запахи, расцветки, пищевкусовые свойства, структуру, био-динамичность, калорийную значимость, нужные витамины и минералы).
По своей сути, вакуумная сублимационная сушка представляет собою период, в котором выполняется дегидратация. Предоставленный процесс заключается в том, что заранее замороженная продукция располагается в вакуумное окружение, где совершается ее подогревание. За счет того, что изделие, будучи в твердой фазе, в облике льда, начинает сублимироваться, то есть – лед из-за пребывания в вакууме переводится с твердой фазы моментально в газовидную, абсолютно минуя отделение воды.
Весь процесс вакуумной сушки можно поделить на 3 основных этапа, которые обуславливают метод обработки возделываемого материала:
- Первый этап включает в себя заморозку до максимально твердого состояния. Чтобы обеспечить правильную заморозку применяется тройное фазовое давление, равное 4,58 мм рт. ст., при нулевой температуре.
- Второй этап включает в себя первичную сублимацию твердой формы воды. Внутри рабочей камеры созданы такие условия, чтобы вакуумная среда имела давление ниже степени сжатия паров льда. В агрегате включаются нагреватели, которые разогревают обрабатываемый материал и заставляют водяные пары выступать на поверхности продукта и после этого, собираться в конденсаторе. После того, как из внутренних волокон продуктов выходят кристаллики льда, там остаются микрополости.
- Последняя, третья стадия именуется вторичной сушкой, при которой удаляются остатки жидкости с поверхностного слоя обрабатываемого продукта. Этот процесс называется десорбцией и осуществляется при помощи увеличения температурного режима и понижения степени давления паров внутри рабочего объема камеры.
Со времен, когда еще не было изобретено камер для вакуумной сушки, применялись традиционные методы удаления влаги из продуктов, используя обычный нагрев. Но при таком термическом воздействии неизбежно происходит коагуляция белковой массы, что обусловлено внушительной потерей питательных веществ внутри продукта. В наше время до сих пор используются такие методы обезвоживания пищевых элементов, но с каждым годом вакуумная сублимационная сушка все больше замещает устарелые методы, так как имеет в десятки раз больше привилегий и достоинств, позволяющих сохранить не только полезные свойства продуктов, но и их форму, структуру, а также вкусовые качества.
Для примера, можно привести результаты одного научного исследования, целью которого было протестировать фрукты и овощи (красный перец, клубника, апельсин, лайм, смородина, брокколи) на количество сохраненных белков и питательных веществ, после проведения сублимационной вакуумной сушки. Конечные показатели высушенной клубники составили 100% содержание витамина C и финальных компонентов, при том условии, что общая потеря способности к антиоксидантам получилась всего 8%. Если сравнить эти данные, с результатами лабораторных анализов, взятых у клубники, которая провела в охлажденном состоянии 7 дней, то витамин C понизится на 20%, а общая способность к антиоксидантам упадет до 23%.
Помимо вышеописанных тестов, сельскохозяйственными институтами Ньюкасла и Чосера были проведены интересные тесты, на то, какое количество потери витамина C произойдет у продуктов, прошедших вакуумную сублимационную сушку, через один год хранения. Для наглядности рассмотрим туже клубнику. Пробы на содержание витамина C брались раз в квартал, на протяжении всего года, и что самое интересное, так это мизерный уровень потери, выраженный в 1,8% в месяц.
Как видите, технологический процесс вакуумной сушки позволяет добиться консервации продуктов, максимально сохраняя их качества и характеристики на протяжении долгого срока хранения, чего нельзя добиться при помощи традиционных методов обезвоживания продуктов питания.
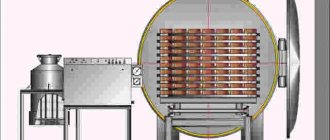
Устройство сушильной камеры
Современные камеры выполняются в форме параллелепипеда или цилиндра. Выходная сторона конструкции снабжается крышкой, через которую и производятся операции загрузки/выгрузки материала. Причем структура крышки включает резиновый лист, фиксированный на металлической раме – это решение позволяет создавать почти идеальный вакуум с повышенной герметизацией. Каждый пласт пиломатериала подкладывается нагревательными пластинами, которые обычно выполняются из теплопроводных сплавов алюминия. Для осуществления перемещений пластины снабжаются роликовыми механизмами. Благодаря движению нагревателей обеспечивается сбалансированная сушка древесины в сушильных камерах. Технология изготовления камер также предусматривает подключение контуров с циркулирующей водой. Бойлеры с жидкостью размещаются отдельно и предусматривают собственный подогрев. Для стабильного поддержания вакуума внутри камеры размещается специальная помпа.
Применение гидравлического пресса
Уже говорилось выше, что в процессе прохождения этапов сушки структура древесины размягчается и становится податливой. Данное состояние именно в рамках сушильного процесса является побочным и избыточным. Собственно, для устранения этих последствий и предусматривается финальный этап охлаждения. Однако размягченную структуру материала можно подвергать воздействию гидравлического пресса, который избавит заготовку от физических дефектов – как минимум обеспечит ее выпрямление. Такие прессы вводятся в общий комплекс мощностей, на которых производится сушка древесины в сушильных камерах. Технология прессования, в свою очередь, устраняет и возможные дефекты, которые были приобретены материалом в камере. Конечная же заготовка будет «правильно» деформирована с теми параметрами, которые нужны для рабочего пиломатериала.
Технологические режимы вакуумной сушки пиломатериалов при конвективных методах подвода тепла
Сафин Р.Р.
В последние годы в России начался рост малых и средних предприятий по производству столярно-строительных изделий и мебели, потребляющих пиломатериалы и заготовки из древесины хвойных, лиственных и, особенно, твердых лиственных пород. Таким производствам, выпускающим изделия по европейским стандартам, потребовалась высококачественная сушка древесины. Возникший спрос на качественную и одновременно непродолжительную сушку привел к росту предложения вакуумных камер на рынке сушильной техники. Применение вакуумных технологий позволяет получить экономический эффект при сушке дорогих твердых пород древесины не только за счет сокращения продолжительности процесса, но и благодаря снижению температуры сушки, что, кроме того, уменьшает деструкцию древесины, и не влияет на изменение цвета.
Однако при реализации вакуумных способов возникают существенные трудности подвода тепла в условиях пониженного давления. Известные способы подвода тепла в вакууме являются дорогостоящими (ТВЧ- и СВЧ-энергия) или отличаются трудоемкостью процесса и неудовлетворительным качеством (контактные методы). Поэтому наиболее перспективными в области вакуумной сушки древесины исследователи считают способы при конвективном теплоподводе.
Существующие в настоящее время технологические режимы вакуумной сушки пиломатериалов с конвективным подводом энергии в основном получены разработчиками аппаратов чисто эмпирическим путем и отличаются большой разнообразностью. Каждый из этих режимов имеет свои преимущества и недостатки перед аналогами, и поэтому чаще всего ориентирован на определенный сортамент пиломатериалов.
Весь широкий спектр вакуумных технологий сушки древесины с подводом тепловой энергии конвекцией можно классифицировать следующим образом:
- «импульсные» технологии, сушильный процесс в которых складывается из последовательно чередующихся стадий прогрева пиломатериала и вакуумирования;
- конвективная сушка пиломатериала при пониженном давлении среды;
- сушка древесины в жидкостях, над поверхностью которых давление ниже атмосферного.
Рассмотрим основные технологические особенности представленных классов.
Сущность «импульсных» технологий заключается в проведении сушильного процесса циклически. На первой стадии цикла (так называемой стадии «импульса») материалу передается тепловая энергия, которая в дальнейшем будет являться движущей силой процесса удаления влаги. На стадии нагрева материал обдувается горячим теплоносителем при давлении среды равном или близком к атмосферному. В этот период температура древесины повышается, что сопровождается испарением влаги с ее поверхности. Влажность несколько снижается. Движение влаги внутри материала проходит под действием градиента влажности. Стадия «импульса» длиться до прогрева древесины в центре до температуры, превышающей температуру кипения воды при пониженном давлении на стадии вакуумирования.
На второй стадии (стадии вакуумирования) начинается интенсивное испарение влаги с поверхности материала. Температура поверхности снижается, быстро достигает температуры кипения, а затем продолжает падать. В полостях клеток происходит вскипание воды, образовавшийся водяной пар движется к поверхности под избыточным давлением. При этом часть пара удаляется из древесины, а часть, при контакте с охлажденными поверхностными зонами конденсируется. Водяной пар, покинувший древесину, образует вокруг нее среду практически чистого насыщенного или перегретого пара. В результате этого, влага удаляется при достаточно высокой влажности поверхности и, следовательно, малом ее перепаде по толщине материала, что позволяет избежать значительных сушильных напряжений и больших остаточных деформаций.
В период выдержки досок в вакууме при удалении свободной влаги ее движение проходит под действием градиентов давления, влажности и температуры, а при влажности древесины ниже предела насыщения — градиентов влажности и температуры. Этим и обеспечивается высокая интенсивность вакуумной сушки. Вакуумирование прекращается после падения температуры в центре материала ниже температуры кипения воды при данной глубине вакуума.
Среди «импульсных» технологий наибольшее распространение получил вакуумно-конвективный способ сушки, где на стадии прогрева материала используется горячий воздух. Данный метод хорошо себя зарекомендовал при сушке дубовых пиломатериалов. Однако в производственных условиях нередко возникала сложность регулирования режимных параметров горячего воздуха.
Поскольку известно, что удаление влаги из древесины в процессе её прогрева зачастую приводит к нарушению целостности поверхностных слоев, то древесину необходимо быстро прогреть без испарения из нее влаги, для чего в камере должна быть создана высокая степень насыщенности среды. Степень насыщенности при влажности древесины выше 25 % устанавливают в интервале 0,98 – 1, при влажности ниже 25 % — 0,90 – 0,92. Таким образом, использование горячего воздуха на стадии прогрева древесины возможно лишь в комбинации с насыщенным паром. В противном случае может наблюдаться снижение качества пиломатериала.
Поэтому развитием вакуумно-конвективного метода стала технология вакуум-осциллирующей сушки пиломатериалов, разработанная сотрудниками кафедры переработки древесных материалов КГТУ, при которой прогрев древесины происходит в среде перегретого пара при отсутствии воздуха в полости аппарата. Предварительное удаление воздуха из вакуумной камеры приводит к отсутствию фазового сопротивления (технология по своей сути близка к системе «тепловая труба»), способствуя тем самым более интенсивному прогреву пиломатериала. Стадия прогрева при этом состоит из двух периодов (см. рис.1.):
- прогрев поверхностных слоев материала за счет конденсации пара;
- общий прогрев древесины в среде перегретого пара.
Применение перегретого пара для прогрева является целесообразным и с точки зрения релаксации внутренних напряжений, возникших на предыдущей стадии вакуумирования, поскольку в начале стадии прогрева конденсирующийся на холодной поверхности материала пар выполняет роль промежуточной тепловлагообработки. Предложенная технология упрощает регулирование процесса и позволяет ускорить сушку за счет сокращения продолжительности стадии прогрева.
Одной из разновидностей «импульсной» технологии является сушка древесины «сбросом» давления. Физической основой этого метода является максимальное использование эффекта от интенсивного молярного переноса пара, возникающего после предварительного прогрева влажного пиломатериала под давлением и последующего быстрого его снижения до давления ниже атмосферного, с этой целью используется вакуумный ресивер. В момент «сброса» давления во всем объеме тела происходит бурное вскипание влаги, между центром и поверхностью образца образуется перепад давления, способствующий формированию направленного к поверхности частицы потока влаги в виде пара. На своем пути поток пара увлекает капельки жидкости, а при встрече со сплошными водяными пробками проталкивает их к поверхности образца. Регулируя процесс вскипания, то есть скорость понижения давления среды, можно добиться, чтобы вместе с паром из материала удалялось до 40% влаги в жидком виде (эффект, аналогичный механическому обезвоживанию).
Однако при резком «сбросе» давления существует опасность разрушения или видоизменения структуры пиломатериала, поэтому при удалении влаги данным методом необходим индивидуальный подход к сушке каждой партии материала. Кроме того, необходимость создания вакуумного ресивера, позволяющего производить «сброс» давления ниже атмосферного и соразмерного по своим габаритам с вакуумной камерой непосредственной сушки, приводит к значительному удорожанию всей сушильной установки.
Конвективная сушка пиломатериала при пониженном давлении среды является частным случаем традиционной конвективной технологии и также может осуществляться в среде горячего воздуха и перегретого пара. Основное технологическое отличие данного способа состоит в том, что сушка происходит в разреженной среде, за счет чего возможно использование более низких температурных режимов.
Различают несколько технологических схем конвективной сушки в разреженной среде: в сочетании с «импульсной» технологией в интервале определенной влажности древесины или как самостоятельный метод сушки. Как самостоятельный метод удаления влаги данный способ используется в основном для сушки мягких пород древесины, когда использование «импульсных» технологий является нецелесообразным вследствие сложного технологического регламента.
Один из возможных технологических режимов, предложенный сотрудниками КГТУ и представленный на рис.2, предусматривает прогрев пиломатериала при атмосферном давлении, стадию сушки при понижающемся давлении среды, сушку при постоянном остаточном давлении и при снижении средней влажности древесины ниже 20% — сушку при регулируемом повышении давления в зависимости от влажности древесины.
Известна также схема, разработанная сотрудниками МГУЛ, по которой процесс проводят в вакууме глубиной 0,085 – 0,090 МПа с конвекцией сушильного агента при скорости 15 – 20 м/с. Сушка ведется циклами «работа-пауза» при постоянной глубине вакуума. На стадии «работа» происходит сушка в среде, температура которой выше температуры точки кипения воды при заданном давлении. Эта стадия характеризуется высокой интенсивностью процесса за счет большого градиента влажности по толщине материала. Ввиду малой продолжительности, возникающие сушильные напряжения сравнительно малы, а деформации носят, в основном, упругий характер. На стадии «пауза» система циркуляции отключается и происходит выравнивание влажности по толщине материала и уменьшение сушильных напряжений. Снижение градиента влажности компенсируется возникающим в материале положительным градиентом температуры за счет снижения температуры поверхности, поэтому скорость движения влаги в древесине сохраняется на прежнем уровне.
Продолжительность стадии «работа» определяется возникающими сушильными напряжениями, которые не должны превышать предела упругости. На стадии «пауза» продолжительность устанавливается из условия выравнивания температуры центра и поверхности и прекращения движения влаги под действием градиента температуры.
Такой способ вакуумной сушки, как утверждают разработчики, резко повышает ресурс работы вакуумного насоса и снижает потребление им электроэнергии.
Вакуумная сушка древесины в жидкостях является частным случаем сушки в гидрофобных жидкостях и получила название совмещенной сушки-пропитки, поскольку в качестве агента сушки используют антисептические пропиточные масла, а после завершения удаления влаги из древесины проводят пропитку под давлением.
Основным видом влагопереноса в данном случае является молярное перемещение пара под действием градиента избыточного давления внутри материала, поэтому удаление влаги из древесины возможно только при температуре жидкости выше точки кипения воды при данном давлении.
В условиях вакуумной сушки древесины с подводом тепла от жидкого теплоносителя над поверхностью материала барометрическое давление отсутствует, поэтому удаление влаги из материала происходит при температуре жидкости выше точки кипения воды при давлении столба гидрофобной жидкости. Такая схема ведения процесса позволяет снизить температуру среды до 80 – 90 °С, что существенно ниже по сравнению с традиционной сушкой в жидкостях, где температура поддерживается в интервале 120 – 130 °С. Тем самым вакуумная сушка древесины в жидкостях позволяет предотвратить возникновение значительного перепада влажности по сечению древесины, а значит и развития разрушающих сушильных напряжений.
Такой способ применяют для обработки шпал и других крупномерных сортиментов, к которым не предъявляются требования по внешнему виду.
Все статьи
Методы сушки
На данный момент развития технологии выделяют три основных метода вакуумной сушки. Первые два способа уже были рассмотрены – это непосредственно сушка и пресс-вакуумная подготовка материала. Но есть также метод паровой обработки в вакуумной камере. Его актуальность обусловлена возможностью исключения из конструкции камеры нагревательных пластин, поскольку горячий пар охватывает все пространство, не требуя специального направления потоков на отдельные участки заготовок. Данный подход дает немало плюсов, которые обеспечивают паронагревательные методы сушки древесины. Сушильные камеры, например, позволяют выполнять загрузку не только трудоемким ручным способом, но и с помощью вилочных грузчиков.
Пресс вакуумная сушильная камера. Цена
Говоря о применении подобных камер, то можно смело заявить о том, что наибольшим спросом они пользуются именно в Москве. Хотя, купить вакуумные сушильные камеры, можно и в любом другом городе, причем значительно дешевле. В столице же, цена обусловливается большим спросом на подобное оборудование. Многое в формировании стоимости, зависит от того, о какой именно вариации вакуумных прессов идет речь.
Пресс вакуумная сушильная камера. Цена
Сейчас мы рассмотрим вариации вакуумных сушильных камер, которые пользуются набольшим спросом:
- Конвекторные камеры для сушки
- Вакуумные камеры для сушки
- Аэродинамические камеры
- Диэлектрические камеры сушки
- Камеры для сушки СВЧ
Принцип работы вышеперечисленных камер во многом отличается друг от друга, соответственно и стоимость их может быть совершенно разной. Именно поэтому, еще до покупки следует определиться с той вариацией камеры, которая вам нужна. Так же следует определить подходящий ценовой сегмент, в котором вы можете позволить приобрести себе какую-то вакуумную сушилку.
Сейчас мы рассмотрим ценовые диапазоны вакуумных сушильных камер ПВСК:
- Низкий ценовой сегмент рынка – 90.000 рублей до 150.000 рублей
- Средний ценовой сегмент рынка – от 150.000 рублей до 300.000 рублей
- Высокий ценовой сегмент рынка – от 300.000 рублей до 850.000 рублей и выше
Исходя из ценового диапазона, можно легко понять, насколько установка будет качественной и универсальной в использовании. Приобретая себе камеры для сушки, нужно обязательно обращать внимание на стоимость и не покупать первый попавшийся агрегат. Желательно, отдавать предпочтение камерам из среднего диапазона, либо же низкого, но максимально приближенного к среднему. Таким образом, можно будет избежать не совсем добросовестных производителей, которые создают дешевое и некачественное оборудование, чтобы как можно больше на этом заработать.
Какой эффект обеспечивает сушка?
Сама по себе сушка как процесс оптимизации гигроскопического свойства наделяет древесину относительно высокими показателями прочности. Этого уже достаточно для того, чтобы материал соответствовал базовым требованиям строительных регламентов. Но крупные деревообрабатывающие комбинаты используют вышеописанные технологии и способы сушки древесины лишь как подготовительный этап для дальнейшей обработки материала. В частности, для пропиток, которые дополнительно придадут заготовкам качества огнеупорности, влагостойкости, морозоустойчивости и т. д.
| Барабанные сушилки |
| Сушилки с наклонным барабаном, вращающимся вокруг горизонтальной оси |
| Вращающиеся конические сушилки |
| Все страницы |
Сушильные шкафы
. Наиболее просты по конструкции сушилки с неподвижным слоем высушиваемого материала. Это вакуумные сушильные шкафы цилиндрической или прямоугольной формы, обогреваемые паром, и в редких случаях горячей водой, с барометрическими или поверхностными конденсаторами или с мокровоздушными насосами. Поверхностные конденсаторы применяют, если необходимо уловить пары ценных летучих растворителей; если растворителем является вода, то обычно вакуумные шкафы снабжают барометрическими конденсаторами смешения.
Изучение процесса вакуумной сушки в неподвижном слое и опыт эксплуатации вакуумных сушильных шкафов показывают, что этот способ сушки малоэффективен. Кроме того, очень велики затраты ручного труда, так как загрузка и выгрузка шкафов производятся вручную. Такие шкафы применяют лишь на установках с малой производительностью. Более производительны сушилки, в которых материал во время сушки может перемешиваться.
Гребковые сушилки — это аппараты, внутри которых вращается вал с лопастями — гребками, перемешивающими высушиваемый материал. Конечный продукт в них благодаря перемешиванию получают в грубо измельченном виде (в виде крупы). Для обогрева служит рубашка корпуса аппарата, в которую подается пар или горячая вода, полый вал, внутрь которого подается теплоноситель, и, наконец, одновременно и вал, и рубашка. Наиболее распространены для сушки пастообразных материалов гребковые вакуумные сушилки с периодическим изменением направления вращения вала.
Гребковые сушилки отечественного производства (вакуумные цилиндрические сушилки с реверсивной мешалкой) имеют следующие технически характеристики (V—полная геометрическая емкость- D и L указаны на рис. 72)
СВЦР 800/2500 СВЦР 1000/3200 СВЦР 1250/4000
D в мм 800 1000 1 250
L в мм 2500 3200 4 000
V в л 1320 2600 5 040
Масса в кг 5000 7200 11 300
Исследование работы гребковой вакуумной сушилки показало, что ход процесса сушки зависит от начальной влажности материала. Процесс при высокой начальной влажности складывается из двух стадий. В первой стадии наблюдается период подогрева, постоянной и падающей скорости сушки. Во второй стадии (при влажности 34—35%) скорость сушки опять сильно возрастает и превышает максимальную скорость первой стадии, а за тем снова падает. Это объясняется тем, что при подсыхании пасты материал до влажности 34—35% она легко рассыпается на мелкие куски под действие мешалки. Это значительно увеличивает поверхность испарения и повышает скорость сушки.
На рис. 73 показана гребковая сушилка фирмы Бусс (Швейцария схема сушилки и ориентировочные габаритные размеры различных типе таких сушилок приведены на рис. 74 и в табл. 24.
Части аппарата, соприкасающиеся с сушимым материалом, изготовляют из хромоникелевых сталей. Материал для сушки может быть жидким, пастообразным или твердым (крупно- или мелкозернистым). Если из продукта удаляют воду, то рабочее давление в сушилке 30—40 мм рт. ст., а в
некоторых случаях и ниже. При этом температура сушимого материала не превышает 100° С. Таким образом, сушка происходит при низких температурах, и аппарат можно применять для материалов, чувствительных к высоким температурам.
Таблица 24 Значения параметров при номинальной емкости в л
Так как сушимый материал непрерывно перемещается внутри сушилки, то его температура может быть выше неподвижного материала (при прочих равных условиях). Большая разность температур между теплоносителем и сушимым материалом, а также постоянное перемешивание и измельчение значительно сокращают продолжительность сушки.
Рис. 74. Схема и габаритные размеры гребковой сушилки фирмы Бусс (Швейцария): 1 — сушилка; 2 — передаточный механизм; 3 — рукавный фильтр; 4 — промежуточная часть; 5 —разгрузочное приспособление; 6 — наполнительный патрубок
В горизонтальном цилиндрическом корпусе сушилки вращается мешалка с лопастями. Оболочка сушилки и вал мешалки с лопастями могут обогреваться.
Таблица 25
| Диаметр В MM | Длина в MM | Емкость в л | Теплопередающая поверхность в M1 | Диаметр В MM | Длина в MM | Емкость в л | Теплопередающая поверхность в м |
| 600 | 2500 | 700 | 4,71 | 1200 | 4500 | 5 100 | 17,0 |
| 600 | 4000 | 1140 | 7,55 | 1200 | 6000 | 6 800 | 22,6 |
| 800 | 3000 | 1500 | 7,55 | 1200 | 7500 | 8 500 | 28,2 |
| 800 | 4000 | 2000 | 10,0 | 1500 | 4500 | 9 000 | 22,6 |
| 950 | 3000 | 2120 | 8,95 | 1500 | 6000 | 12 000 | 30,1 |
| 950 | 4500 | 3190 | 13;4 | 1500 | 7500 | 15 000 | 37,7 |
| 950 | 6000 | 4250 | 17,9 | 1500 | 9000 | 18 000 | 45,1 |
Обогрев производится паром, а в некоторых случаях жидким теплоносителем — горячей водой. Насыщенный пар для обогрева имеет давление 5 атм. Жидкий теплоноситель применяют в тех случаях, когда температура нагрева должна быть значительно ниже 100° С. Подшипники мешалки находятся вне корпуса и не соприкасаются с сушимым материалом. Конструкция вала и корпуса позволяет сушить весьма вязкие продукты.
Загрузка и разгрузка сушилки в значительной степени механизированы. Выдеяющийся из сушимого продукта пар проходит через специальный нагреваемый фильтр, а затем поступает в конденсатop. Для водяного пара обычно примеряют конденсатор инжекторного типа; если же нужно улавливать пар ценного или ядовитого материала, то применяют конденсатор поверхностного типа. Для откачки неконденсирующихся газов служит водокольцевой вакуумный насос. Сушилки заполняют примерно до 50% их емкости.
Схема сушилки ГДР (Деитше вакуум аппарате) дана на рис. 76. Сушилки такого типа с поверхностью нагрева от 32 до 150 м2 предназначены для больших нагрузок. Для работы при давлениях больше 17,5 мм рт. ст. выпускают сушилки меньших размеров с поверхностями нагрева от 4,3 до 21 м2.
Тарельчатые сушилки — разновидность сушилок с перемешивающим устройством. Материал располагается на дне аппарата, снабженном греющей рубашкой, и перемешивается лопастями, насаженными на вращающемся валу (рис. 77).
Таблица 26
| Емкость сушилки в л | Внутренний диаметр в м | Высота в м | Масса в кг |
| 189 | 0,91 | 0,3 | 1580 |
| 1140 | 1,83 | 0,46 | 4930 |
| 1670 | 1,83 | 0,66 | 5750 |
| 1900 | 2,0 | 0,61 | 4550 |
Для ускорения сушки можно нагревать корпус и крышку, тогда тепло передается к материалу не только теплопроводностью, но и тепловым излучением. Сушилки обычно применяют для высушивания небольших количеств сильно пылящихся материалов. В некоторых случаях при загрузке сушилки влажный материал смешивают с предварительно высушенным материалом.
Схемы тарельчатых сушилок различных конструкций даны на рис. 78. Технические характеристики тарельчатых одноэтажных сушилок фирмы Буфловак (США) приведены в табл. 26.
Барабанная вакуумная сушилка состоит из цилиндрического вакуумного корпуса с нагревательной рубашкой, вращающегося вокруг горизонтальной оси, и штуцера с крышкой и люком, служащего при малых размерах барабана для загрузки и выгрузки материала. Через несущую цапфу лобовой стенки корпуса выходит паровоздушная смесь, через другую цапфу циркулирует теплоноситель для нагрева рубашки корпуса. Кроме того, на внутренней стенке барабана иногда укрепляют подъемные лопатки, которые при одном направлении вращения загружают материал, а при обратном — перемещают материал по направлению к разгрузочному отверстию.
Многие барабанные сушилки имеют сложное внутреннее устройство для дополнительного нагрева материала (трубчатая или змеевиковая нагревательная система). Примером может служить сушилка ВСАИ с трубчатыми нагревателями отечественного производства (рис. 79). Сушилка предназначена для сушки полиамидной крошки смолы капрон. Применение барабанной сушилки позволяет производить сушку при непрерывном перемешивании, что обеспечивает равномерную влажность смолы и устраняет возможность ее подгорания. Кроме того, в вакууме снижается концентрация кислорода в барабане примерно в 100 раз, благодаря чему свойства смолы не ухудшаются.
Барабан вращается от электродвигателя через клиноременную передачу, червячный редуктор и цилиндрическую пару. Частота вращения барабана регулируется сменой шкивов клиноременной передачи. Мокрый пылеуловитель (вертикальный цилиндрический сосуд с приваренными днищами) предназначен для очистки паровоздушной смеси от пыли полиамидной смолы.
Рис. 79. Барабанная вакуумная сушилка типа BCA с трубчатыми нагревателями: 1 — люк для загрузки и выгрузки Ду-400; 2 — приспособление для отбора проб; 3 — трубки к мановакуумметрам; 4 — вход пара; 5 — выход конденсата; 6 — воздушник; 7 — сборник капроновой пыли; 8 — впуск воздуха; 9— к поршневому вакуумному насосу;10 — отсос водяных паров; 11 — к термометру 1
Конденсаторы служат для конденсации воды и паров лактама. Раствор лактама регенерируется.
Вакуум-барабанные сушилки Иркутского филиала НИИХИММАШа имеют единовременную загрузку барабана от 0,015 до 0,045 м3. Барабаны обогреваются водяным паром или жидким динилом. Кроме того, выпускается сушилка с единовременной загрузкой 0,32 м3 с обогревом водяным паром. Вакуум в сушилке создается либо пароэжекторным насосом, либо вращательным масляным насосом ВН-4Г. При работе насоса ВН-4Г в схему включают пылеотделитель, поверхностный конденсатор, конденсатор-вымораживатель для улавливания остаточной влаги.
Наиболее рационально работать с пароэжекторным насосом, если имеется производственный пар давлением 0,6 Мн/мг и высота здания достаточна для установки барометрических труб. Материал при сушке непрерывно перемещается по периферии наружного и внутреннего сушильных барабанов. Загрузка и выгрузка продукта производятся шнеком, расположенным в загрузочной цапфе, и улиткой на торцовой стенке со стороны загрузки и выгрузки.
Сушимый материал подают в загрузочный бункер через специальный люк, после чего люк закрывают и в системе создают вакуум. После выравнивания давлений в загрузочном бункере и корпусе сушилки открывается клапан бункера, включается привод барабана и в рубашки барабанов подается теплоноситель. Для создания мягкого температурного режима в период загрузки продукта в сушилку при обогреве водяным паром включают вихревой насос для создания разрежения в рубашках барабанов. Скорость подачи продукта в сушилку регулируется величиной открытия клапана загрузочного бункера. Возможны два варианта присоединения барабанной сушилки; с пароэжекторным насосом и с механическим (рис. 80 и 81). Технические характеристики сушилок приведены в табл. 27.
Таблица 27
| Параметры | Значения параметров сушильных установок с загрузкой в м3 | |||
| 0.015 | 0,032 | 0,045 | 0,32 | |
| Полная емкость в м3 …… | 0,037 | 0,075 | 0,104 | 0,7 |
| Коэффициент заполнения . | 0,4 | 0,45 | 0,45 | 0,45 |
| Поверхность нагрева в м2 | 0,74 | 1,22 | 1,6 | 4,88 |
| Обогрев ………….. | Водяной пар или жидкий динил | Водяной пар | ||
| Угловая скорость вращения барабана | 1,26 | 1,26 | 1.05 | 1,84 |
| Мощность привода в кВт ….. | 0,6 | 0,6 | 1,7 | 1,7 |
| Габаритные размеры барабана сушилки в мм: | ||||
| диаметр ……. | 300 | 350 | 400 | 800 |
| высота | 645 | 700 | 920 | 1400 |
| Габаритные размеры сушилки в мм: | ||||
| высота ………… | 740 | 730 | 80 | 1340 |
| Масса сушилки в кг…….. | 301 | 340 | 496 | 1700 |
Примечание. Максимальная начальная влажность 15%; минимальная конечная влажность 0,01 — 0,02%; напряжение поверхности по влаге в 1-й период сушки 1,25 кг/(м2*ч), во 2-й —, 0,28 кг/(м’- ч); остаточное давление в барабане 6,6- 10* МН/м2; давление пара в рубашке до 0,2 МН/м2; температура греющей поверхности при обогреве днннлом до 533° K и паром до 388° K
Рис. 80. Принципиальная схема вакуумной барабанной сушильной установки с пароэжекторным насосом: 1 — вакуумная барабанная сушилка; 2 — загрузочный бункер; 3 — пароэжекторный вакуумный насос; 4 — барометрический ящик; 5 — холодильник; 6 — насос; 7 — спуск в канализацию; 8 — выгрузка крошки; 9 — спуск конденсата; 10 — вход пара; 11 — V — ступени эжектора
Pис. 81. Принципиальная схема вакуумной барабанной сушильной установки с механическим насосом:I — вакуумная барабанная сушилка; 2 — загрузочный бункер; 3 — конденсатор от сушильной установки; 4 — вакуум-насос ВН-4Г; 5 — пылеуловитель; 6 — конденсатор—вымораживатель; 7 — холодильник; 8 — спуск в канализацию; 9 — вход; 10 — спуск конденсата; 11 — вход пара;
Фирма Дейтше вакуум аппарате (ГДР) выпускает вакуумные барабанные сушилки различных типоразмеров. На рис. 82 показана сушилка, в которой процесс происходит при давлении —0,5 мм рт. ст. Хотя давление внутри аппарата ниже давления в тройной точке для воды, подводимое количество тепла достаточно велико, чтобы обеспечить тепловую сушку без замораживания материала. Пар и неконденсирующиеся газы отсасываются из сушилки пароэжекторными многоступенчатыми насосами. Сушильная установка периодического действия суточной производительностью 3,7 т готового продукта (за одну загрузку) для сушки полиамидной крошки от начальной влажности 12% до влажности 0,05% состоит из бункера сырого материала емкостью 6 м3, вращающегося барабана диаметром 2000 мм и длиной 4000 мм и выгрузного охлаждающего устройства.
Барабан представляет собой горизонтальный цилиндр с рубашкой, внутри которого концентрично встроены еще три двухстенных обогреваемых цилиндра. Крепление производят специальными распорками. Транспортерные шнеки, вваренные между цилиндрами, создают в аппарате циркуляцию материала как вдоль оси, так и в радиальном направлении. Влажный материал загружают через патрубок 13 и по спирали—транспортерному шнеку 11— он входит внутрь барабана.
По внутреннему цилиндру вещество передвигается слева направо, после чего попадает в следующее кольцевое пространство, по нему проходит справа налево и т. д. Наконец, пройдя по наружному кольцевому пространству, оно с помощью специального устройства попадает во внутренний цилиндр и повторяет тот же циркуляционный контур. После окончания сушки направление вращения барабана меняется на противоположное, и вещество шнеком 11 выносится из сушилки. С двух сторон барабана расположены обогреваемые крышки с полыми цапфами. Таким образом, загрузку и выгрузку производят с одной стороны сушилки с помощью шнекового устройства, расположенного с внутренней стороны крышки. Шнек вращается вместе с барабаном.
Сушка производится следующим образом. В барабане создают вакуум и одновременно барабан обогревают, пропуская в паровые рубашки так называемый вакуумный пар, т. е. пар с давлением ниже атмосферного. Сырой продукт загружают в бункер, и в нем мокровоздушным насосом создается вакуум. Когда давление в бункере сравняется с давлением внутри барабана, материал пересыпается через спускную трубу и попадает в загрузочный шнек барабана. После окончания загрузки переключают сушилку на полный обогрев, т. е. в паровой системе создают избыточное давление максимум 1 атм. Из рубашки конденсат отсасывается отдельным мокровоздушным насосом. Для улавливания пыли установлен циклон.
Предварительная откачка воздуха из барабана производится мокровоздушным вакуумным насосом. Когда давление в сушилке после загрузки достигнет 20 мм рт. ст. (предельное давление, создаваемое мокровоздушным насосом), включаются поочередно три ступени пароэжекторного насоса. Температура сушки 90° С, остаточное давление в сушилке 0,5 мм рт. ст.
После окончания сушки, о чем свидетельствует увеличение температуры материала, создают вакуум в выгрузном бункере-холодильнике. Выгрузной бункер состоит из цилиндра и конического днища с охлаждающей рубашкой— охлаждение водой 15° С. Внутри находится другой цилиндр с рубашкой небольшого диаметра, внутри которого вращается шнек со скоростью 60 об/мин. В кольцевом пространстве между наружным и внутренним цилиндрами к обеим стенкам приварены лопасти для транспортировки материала.
Рис. 82. Барабанная вакуум-сушилка с концентрическими паровыми рубашками (фирма Дейтше вакуум-аппарате, ГДР): 1 — вход пара; 2 — привод; 3 — подшипник; 4 — цапфа; 5 — нагреваемая лобовая крышка; 6 — концентрические нагреваемые барабаны; 7 — нагреваемый наружный корпус; 8 — люк; 9 — полая цапфа; 10 — корпус шнека; 11 — транспортерный шнек; 12 — отвод паровоздушной смеси; 13 — патрубок для загрузки влажного материала; 14 — электродвигатель; 15 — вакуумный затвор; 16 — выгрузка сухого материала
Перед началом разгрузки направление вращения барабана изменяю на противоположное и увеличивают скорость его вращения. Поступающий из сушилки материал заполняет коническое днище выгрузного бункера, за тем подхватывается вертикальным шнеком, проходит вверх и пересыпается в наружную кольцевую камеру. Таким образом происходит постоянная циркуляция и охлаждение высушенного материала.
На рис. 83 дана схема установки с барабанной сушилкой большой производительности фирмы Дейтше вакуум аппарате (ГДР). Основные характеристики барабанных сушильных установок этой фирмы приведена в табл. 28.
Подобные установки для сушки пластмасс изготовляются фирмой Лешбольд (ФРГ). Отличительной особенностью установки является наличие охлаждаемого конденсатора, который конденсирует выделяющиеся из продукта пары в твердое состояние (рис. 84).
Рис. 83. Схема барабанной сушилки ГДР:
1 — сушилка с вращающимся барабаном; 2 — привод; 3 — мокрый пылеуловитель; 4 — конденсатор; 5 — вакуум -насосный агрегат; 6 — пульт управления; с, d — патрубки для загрузки и выгрузки в установках № 1 — № 3; е, f — патрубки для загрузки и выгрузки в установках № 4— № 8
Рис. 84. Схема барабанной вакуумной сушильной установки фирмы Лейбольд (ФРГ) с десублимационным конденсатором. а — сушильный барабан; б — присоединение насосов н конденсатора; 1 — барабан; 2 — десублимационный конденсатор; 3 — пылеуловитель; 4 — прессостат; 5 — подвод пара для оттаивания льда; 6 — отстойник; 7 — место отбора проб; 8 — подвод охлаждающей воды
Таблица 28
| Поверхность нагрева в M2 | Максимально заполняемый объем и м3 | Размеры в мм | ||||
| L | В | N | а | Ь | ||
| 8,5 | 0,4 | 9 000 | 1400 | 2700 | 1600 | 600 |
| 14 | 0,7 | 10 500 | 1500 | 2700 | 1700 | 600 |
| 22 | 1,2 | 11 000 | 1750 | 3000 | 1900 | 700 |
| 40 | 1,9 | 11 750 | 2000 | 3100 | 1900 | 700 |
| 95 | 4,5 | 13 500 | 3000 | 3500 | 2000 | 800 |
| 150 | 9 | 15 000 | 3500 | 4000 | 2200 | 1000 |
Емкость конденсатора около 500 кг . Для охлаждения конденсатора применяют холодильную установку производительностью примерно 80 000 ккал/ч при tисп = —10° С и tK = = 30° С и —3000 ккал/ч при tисп = —45° С и tK = 35° С. Загрузочный шнек может перемещаться в горизонтальном направлении и вращаться независимо от барабана. Рубашки барабана обогреваются насыщенным паром под вакуумом.
Общая обогреваемая поверхность составляет 60 м2. Откачка производится последовательно соединенными насосами: паромасляным газобалластным насосом 12 производительностью 180 м3/ч (при атмосферном давлении) и предельным давлением 1 мм рт. ст. и двухроторным насосом) 13 производительностью 1500 м3/ч и предельным давлением 5•1O-2 мм рт. ст. Управление установкой полностью автоматизировано.
В пар подается в рубашку сушилки семью ступенями, которые переключаются автоматически в зависимости от величины вакуума. В первой ступени температура рубашки 76° С, затем 80° С и т. д. Острый пар проходит по змеевику, расположенному в нижней части нагревательного бака 11, наполненного водой. Бак герметичный, и образующийся в нем вторичный пар поступает по трубопроводу в рубашку сушилки. Образующийся в рубашке конденсат возвращается обратно в нагревательный бак.
Эта циркуляционная схема соединена трубопроводом малого проходного сечения с водокольцевым вакуумным насосом 16, благодаря чему в нагревательном баке поддерживается определенное разрежение. Если нужно повысить температуру в рубашке, то достаточно при прочих равных условиях увеличить количество острого пара, поступающего в змеевик нагревательного бака. Регулирование количества поступающего пара производится пружинным пневматическим вентилем. В свою очередь, пневматической системой управляет прибор, фиксирующий степень вакуума в барабане.
При автоматическом управлении процессом непрерывно производится регистрация режима сушки. Для этого предусмотрена дроссельная заслонка между сушилкой и конденсатором, которая один раз в каждые три минуты перекрывает проход пару, и в этот момент производится запись повышения давления в сушилке. Чем меньше влаги остается в материале, тем меньше это кратковременное повышение явления. Сушилка фирмы Лейбольд (ФРГ) показана на рис. 85.
Рис. 85. Барабанная сушилка фирмы Лейбольд (ФРГ)
В сушилках с наклонным барабаном материал перемещается под действием силы тяжести. Такие сушилки применяют, например, в производстве искусственного волокна для сушки сыпучих материалов. В этих сушилках достигается очень высокая степень обезвоживания. На рис. 86 показана сушилка с наклонным барабаном, у которой ось корпуса барабана наклонена приблизительно на 25° по отношению к горизонтальной оси вращения. Благодаря такому наклону материал при вращении барабана непрерывно меняет свое положение, соприкасаясь с внутренними стенками корпуса. Для загрузки и выгрузки материала из барабана служит один и тот же штуцер. При загрузке барабана корпус поворачивается таким образом, чтобы штуцер находился в самой верхней точке; при выгрузке положение барабана таково что штуцер находится в самой нижней точке.
Корпус сушилки имеет рубашку, в которую подается горячая вода (с температурой от 40 до 130° С). Вода иа электрического нагревателя 1 подается через левую полую цапфу в рубашку сушилки, причем в небольших установках вода поднимается без помощи наcoca. Вода из рубашки, передав свое тепло сушимому материалу, выходит через правую полую цапфу и по трубе 3 проходит по фундаментной плите обратил в нагреватель 1. Часть циркулирующей воды отводится для нагревания пылеотделителя 4. Бункер 5 для дополнительной загрузки дает возможность добавлять материал в барабан во время сушки, что может понадобиться, если аппарат работает как смеситель. Вакуум в установке создается с помощью поверхностного конденсатора и двух масляных насосов, соединенных последовательно. Перед насосами целесообразно- разместить промывной сосуд для улавливания унесенного продукта.
Паровоздушная смесь откачивается из сушилки по-разному в зависимости от этапов работы сушилки. На первом этапе, когда из материала выделяется относительно большое количество влаги, пар поступает в поверхностный конденсатор, охлаждаемый холодной водой, а неконденсирующийся газ откачивается одним форвакуумным насосом. Давление в сушилке прнJ этом понижается, пока не достигнет давления насыщения пара, соответствующего температуре охлаждающей воды в конденсаторе. После этого! конденсатор практически не работает, и тогда паровоздушная смесь идет в обход конденсатора и откачивается двумя последовательно соединенными! насосами. После окончания сушки в корпус напускают сухой воздух или1 азот, после чего, производят выгрузку. Для высокоагрессивных материалов такие сушилки изготовляют эмалированными. Наклонный барабан более прост по устройству и надежен в работе, чем барабан с концентрично расположенными рубашками, так как его внутренняя поверхность в большинстве случаев совершенно гладкая. Такие сушилки работают при вакууме порядка 1 мм рт. ст.
На рис. 87 и 88 показаны сушилки фирмы Бонапак (Италия) общей емкостью соответственно 136 и 6800 кг. Основные характеристики сушилок этой фирмы приведены в табл. 29. Барабан сушильного аппарата делает поочередно по одному обороту в поотивоположных направлениях; благодаря этому барабан может соединяться откачивающей системой гибким шлангом, что существенно упрощает конструкцию. Если требуется высокий вакуум, то конденсатор (змеевиковый) встраивают таким образом, что он вращается вместе с барабаном, и соединившая трубка между сушилкой и конденсатором имеет большую пропускную способность.
Преимуществом конструкции является и то, что сконденсированный пар выводится из вращающейся сушилки в виде жидкости, и поэтому можно уменьшить проходное сечение гибкого шланга. Гибкий шланг изготовляют из резины или из коррозионностойкого гофрированного металла
Рис. 87. Сушилка фирмы Бонапак (Италия) емкостью 136 кг
Сушилка снабжена рубашкой, по которой циркулирует теплоноситель Гибкий шланг свободно свисает с барабана, а при совершении барабаном полного оборота в одном направлении шланг обвивается вокруг барабана При втором обороте в противоположном направлении шланг опять прови сает, и так происходит непрерывно. Сушилка без встроенного конденсатора работает при давлениях 30—35 мм рт. ст.
Таблица 29 Характеристики сушилок фирмы Бонапак (Италия)
| Общий объем в л | Общая поверхность в M1 | Поверхность конденсации в M2 | Производительность вакуумного насоса в м’/ч | Емкость ресивера в л | Масса в кг | Габаритные размеры 1 в MM |
| 80 | 0,85 | 0,80 | 30 | 50 | 200 | 180Х 1000Х 1800 |
| 300 | 2,50 | 2,50 | 50 | 100 | 450 | 2500Х 1200Х 2000 |
| 1 000 | 4,60 | 5,00 | 100 | 200 | 900 | 3000Х 1500 X 2500 |
| 5000 | 15,0 | 16,0 | 200 | 400 | 2000 | 4000X 2000X 3200 |
| 15000 | 30,0 | 32,0 | 400 | 2X400 | 5000 | 8000X 3500X 5000 |
Сушилка с встроенным конденсатором имеет наклонный барабан; такую конструкцию удается применить благодаря малому диаметру соединительного шланга.
Внутреннее устройство сушилок показано на рис. 89 и 90. Трубка для да пара из камеры расположена все время вертикально благодаря на-ию противовесов (см. рис. 90, а и б). Внутреннее устройство является одновременно скребком и дробилкой для комков сушимого материала. Если большая поверхность теплообмена и нет опасности налипания, камера имеет внутреннее устройство, показанное на рис. 90, в и г установлены нагревательные змеевики или пакет труб, параллельных к вращения. Когда высушиваемое вещество склонно к прилипанию и обраованию комков, применяют свободно перекатывающиеся шарики (см. к. 90, д).
Рис. 90. Различные схемы устройства барабана
На рис. 91 показана вращающаяся коническая сушилка, чрезвычайно простая по устройству и в то же время обеспечивающая быстрое высушивание материала в высоком вакууме и при кьма низких температурах. Корпус сушилки вращается вокруг горизонтальной оси. При этом сушимый материал, предварительно загруженный корпус через верхний загрузочный люк, непрерывно и интенсивно перепиливается благодаря соприкосновению с коническими стенками корпуса, и вращении каждая частица материала внутри сушилки соприкасается !внутренней стенкой сушилки, снабженной нагревательной рубашкой. Ькой контакт частичек материала с теплопередающей поверхностью привит к быстрому высушиванию, так как во время сушки частицы непрерывно меняют свое положение и не уплотняются, оставляя свободное пространство для выхода пара. С другой стороны, кристаллы вещества не ломаются и не истираются, так как внутри аппарата нет движущихся частей, и сохраняют свою первоначальную форму и размер. В то же время в сушилах барабанного типа с концентрическими цилиндрами, как показала эксплуатация, наблюдается значительное истирание материала.
Pис. 91. Вращающаяся коническая сушилка: а — общий вид; б — схема установки
Материал мужается через специальный люк, находящийся на противоположной грузочному люку стороне сушилки. Сушилки успешно применяют для высушивания материала от органических растворителей. Растворители улавливаются с помощью конденсанных устройств. Фирма Данто-Роже (Франция) выпускает подобные пилки из стали, покрытой стеклоэмалью. Объемы аппаратов 100, 600 и 6000 л.
Организация сушки своими руками
Для изготовления собственной сушилки доступными средствам в первую очередь потребуется отдельное помещение. По размерам оно может соответствовать небольшой подсобке или хозблоку. Сооружение желательно выполнять из кирпича или бетона, а внутренние поверхности изолировать и утеплить слоями пенопласта с фольгированным покрытием. В итоге получится хоть и не вакуумная, но герметизированная сушилка для досок. Как сделать элементы теплового воздействия? Для этого следует предусмотреть несколько конвекторов или радиаторов – их количество будет определяться конструкционными возможностями помещения и требованиями к самой сушке. Отопительное оборудование и будет обеспечивать эффект испарения. Для большей эффективности можно дополнить функцию термического воздействия вентиляторами.