25.11.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Каковы особенности горизонтальной сварки труб
- Как сделать горизонтальную сварку труб
- Как проверить качество горизонтальной сварки труб
Электросварка позволяет соединять металлические изделия при помощи их нагрева и расплавления электрической дугой. Сегодня данная технология активно используется в самых разных сферах промышленности и даже в быту. Далее вы узнаете, каким образом происходит горизонтальная сварка труб.
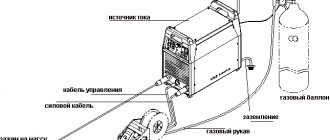
Необходимое оборудование
При горизонтальной сварке используются следующее оборудование и инструменты:
- Инвертор сварочный. Применяется для понижения сетевого напряжения до требуемого значения. Подходит для металлических деталей различной толщины.
- Трансформатор. Понижает напряжение до рабочего.
- Выпрямитель. Превращает переменный ток в постоянный. Создает стабильность горения дуги.
- Электроды. Представляют собой стержень с защитным покрытием.
Сварщик должен иметь экипировку, обеспечивающую безопасность при работе: одежду из несгораемого материала, защитную маску.
Сварка вертикальных швов
Сварка вертикальных швов может производиться снизу вверх (на подъём, схема а) на рисунке), или сверху вниз (на спуск, схема б) на рисунке). Рекомендуется вести сварку снизу вверх, если это возможно и, как можно более короткой электрической дугой. При сварке снизу вверх, нижележащий металл успевает частично кристаллизоваться и образующийся кратер в виде полочки, препятствует стеканию наплавляемого металла и помогает его удержать.
При способе сварки на подъём, проще обеспечить хороший провар корня шва и сварных кромок, т.к. жидкий металл с них стекает в сварочную ванну и улучшает теплопередачу тепла от дуги к основному металлу. Но, при этом, поверхность сварного шва получается чешуйчатой.
При сварке на спуск хороший провар и высокое качество сварки получить сложнее. Жидкий шлак и расплавленный металл, под действием силы тяжести, подтекают под дугу. От стекания их может удержать сила отталкивания дуги и сила поверхностного натяжения, но часто их оказывается недостаточно и жидкий металл стекает вниз, на ещё не проваренные участки.
При сварке на спуск, электрическую дугу возбуждают при положении электрода, перпендикулярном к свариваемым кромкам. После возбуждения дуги, электрод наклоняют вниз и выполняют сварку максимально возможно короткой дугой (схема в) на рисунке). Рекомендуемый диаметр электродов 4-5мм, сила сварочного тока 150-170А.
Технология сварки горизонтального шва
Качественная сварка горизонтального шва заключается в том, что необходимо подобрать сечение электрода и силу тока. Важным является умение сварщика грамотно перемещать электрод по направлению шва, держать его под правильным углом. Нельзя допускать перегрев стыков и затухания дуги раньше времени.
Когда выполняется горизонтальный шов сварка вызывает стекание вниз жидкого металла. Чтобы этого избежать, сваривание производят поочередным выполнением узких валиков. Каждый предыдущий становится опорой для следующего. Поперечные колебания недопустимы. Наплавку ведут по направлению снизу вверх. Сварочный ток подбирается максимально возможный для толщины свариваемых материалов.
Сварочная ванна начинает опускаться вниз. Чтобы этого избежать, следует наклонять электрод. Угол наклона электрода относительно вертикальной плоскости составляет порядка 80 градусов. Сварка горизонтального шва на вертикальной поверхности обеспечивает формирование его необходимой ширины и глубины благодаря аккуратным перемещениям конца электрода. Расслабление руки сварщика способствует ведению электрода волнообразными движениями. Применяются различные рисунки поперечного хода.
Кроме перемещения электрода большую роль для получения качественного шва играют параметры тока. Сила тока должна быть тем выше, чем больше диаметр электрода и толщина свариваемого металла. Ровный шов получается при оптимальном соотношении силы тока и скорости перемещения электрода.
Сварка швов в вертикальном, горизонтальном и потолочном положении
Сварка вертикальных, горизонтальных и потолочных швов требует повышенного профессионального мастерства от сварщика. В отличие от сварки швов в нижнем положении, сварка швов в вертикальном, горизонтальном и потолочном положении имеет свои особенности и трудности. Одна из таких трудностей — это растекание расплавленного металла из сварочной ванны или попадание расплавленного электродного металла мимо неё.
Чтобы исключить подобные моменты, сварку металлов стараются вести максимально короткой дугой, насколько это возможно. Движение электрода выполняют, чаще всего, с поперечными колебательными движениями.
При сварке в нижнем положении, сила тяжести не способствует растеканию жидкого металла за пределы свариваемых кромок. А при сварке в других пространственных положениях, жидкий металл, под действием силы тяжести, растекается за пределы металлической ванны. И в этом случае металл может удерживаться от растекания лишь силой поверхностного натяжения.
Поэтому, для увеличения силы поверхностного натяжения, нельзя допускать большого объёма сварочной ванны. Чтобы уменьшить объём ванны, необходимо время от времени отводить электрод в сторону от неё, чтобы жидкий металл мог частично закристаллизоваться.
Далее, необходимо уменьшить ширину сварочных валиков. Она не должна превышать трёх диаметров электрода. Кроме того, при выборе режимов ручной дуговой сварки, силу тока устанавливают на 10-20% ниже того значения, который используется при сварке в нижних положениях. Электроды для ручной дуговой сварки в наклонных положениях применяют малого диаметра: для сварки вертикальных и горизонтальных швов не более 5мм, а для сварки потолочных швов — не более 4мм.
Как сварить шов встык?
Давайте начнём изучение как варить вертикальный шов. Стыковое соединение применяется, как правило, в случае, если необходимо соединить между собой листовой металл или торцевые части труб. Заготовки следует расположить друг относительно друга таким образом, чтобы между ними оставался незначительный зазор, величина которого не должна превышать 2 мм. Если есть возможность, то их следует жестко зафиксировать при помощи струбцин. В процессе проведения сварочных работ зазор будет заливаться расплавленным металлом.
Если толщина металла не превышает 4 мм, то профессиональные сварщики не прибегают к каким-либо особенным мерам подготовки за исключением очистки от ржавчины. Сваривают изделие строго с одной стороны. При большей толщине формируют уже двойной шов. Также требуется специальная разделка кромок заготовки.
Подготавливают соединения по одной из следующих технологий:
- Если элемент обладает толщиной от 4 до 12 мм, то края следует зачищать одним из удобных способов. Разделку кромки нужно будет производить только на одном элементе. При толщине порядка 8-10 мм зачистку осуществляют в форме латинской буквы V. Другие разделки технологически более сложные, поэтому к ним прибегают довольно редко;
- При получении сварных стыков при толщине металла свыше 12 мм, в обязательном порядке изготавливают двойной шов, так как такую толстую заготовку прогреть и расплавить только с одной стороны не представляется возможным. Обрезают кромки по двусторонней технологии в форме буквы Х, так как обыкновенная разделка приводит к слишком большому разрезу металла.
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.
Виды сварки, поэтапная инструкция и ТБ
Существуют разные способы сварки:
- Полумесяц. Электрод располагается под прямым или острым углом по отношению к поверхности и двигается волнообразно по уровню шва.
- Лесенка. Электрод необходимо расположить также, как в предыдущем варианте, но при нагреве материала его требуется отодвинуть, а потом подносить обратно.
- Обратно-поступательный. Электрод нужно возвращать на шов, который застывает.
Полумесяц подходит для новичков и считается самым лёгким, однако не таким надёжным, как остальные. На второй и третий виды необходимо будет потратить немного больше времени, однако результат будет качественнее.
Способ сварки полумесяцем Источник i.ytimg.com
Также есть поэтапная инструкция сварки электродом:
- Первым этапом идёт обработка мест, которые в будущем будут свариваться. Зачистка происходит УШМ или щёткой из проволоки.
- Далее необходимо приварить электродом в 0,3 см корень шва, делая валик.
- Если наваривать нужно с наружной стороны, то электрод следует прислонять к материалу на 1 секунду или меньше после сего убирать и повторять процедуру заново.
- Во время процесса необходимо следить за равномерностью дуги.
- После этого необходимо валик очистить от шлака, который образовался в процессе. Если форма получилась выпуклой, то её необходимо довести до ровного состояния.
- При выполнении следующих этапов необходимо применять электрод 4 мм.
Зачистка мест для сварки Источник svarkagid.ru
По такой инструкции начать варить может даже неопытный пользователь, держащий сварочный аппарат в руках первый раз. Также при использовании системы необходимо помнить о нескольких правилах безопасности:
- варить всегда необходимо в специальной маске и костюме, защищающем от искр;
- рядом не должны находиться легковоспламеняющиеся объекты;
- необходимо следить за исправностью станка (или аппарата), во избежание опасных ситуаций.
Во время сварки также нужно следить, чтобы швы ложились аккуратно, не создавая слишком большую выпуклость, иначе потом будет трудно это счищать.
Правильный шов Источник i.ytimg.com
Как правильно вести электрод при сварке металла.
Если мы ведём электрод ровно, у нас получается «ниточный» шов. Его может быть достаточно, чтобы проварить металл на всю толщину. Если свариваемые изделия имеют большую толщину, то для его прогрева надо делать различные манипуляции: от возвратно-поступательных перемещений по спирали, до движения дугами поперёк шва.
В результате чего дольше задерживаемся над каждым участком шва, лучше прогревает и заполняет его. Выделяют однопроходной шов (обычно на металле до 3 мм толщиной) и многопроходной шов, когда для заполнения всего объёма сварного шва потребуется несколько проходов.
Ниже — видео уроки: сварка металла инвертором для начинающих, как варить инверторной сваркой и прочее полезное.
Потолочный шов
Теперь можно разобраться с тем, как варить потолочный шов электросваркой. Его необходимо на маленьком расстоянии от поверхности с помощью тугоплавкого электрода. Из-за этого на торце возникает чехольчик, способный предотвратить растекание материала. По мере создания шва конец электрода равномерно удаляется, а потом приближается к дуге. Во время отдаления она гаснет, а металл затвердевает. Чтобы знать, как варить потолочный шов, следует ознакомиться с информацией о том, какие электроды для него используются. Несмотря на направление ведения шва, он должен быть маленького диаметра.
При работе с потолочной сваркой в корне шва всплывают пузыри газа. Из-за этого может получиться брак. Её рекомендуется использовать только при невозможном выполнении нижнего шва.
Потолочное соединение Источник i.ytimg.com
Электрическая дуга
Электрическая дуга – это пространство, которое находиться между поверхностью и электродом в момент максимального нагрева. Его должно хватить для появления электрического разряда. Первое, что учатся делать сварщики на практике – это её контроль. Есть 3 дуговых промежутка во время сварки:
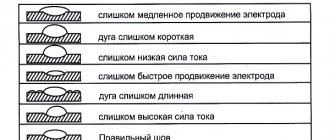
- Короткий (0,1-0,15 см). Главным отличием этой дуги является то, что металл плохо нагревается по ширине. На краях шва образовывается небольшое углубление, что показывает низкое качество.
- Длинный (0,35 – 0,6 см). Дуга периодически гаснет, что отмечает также недостаточный прогрев. Также на выходе получается брак.
- Нормальный (0,2-0,3 см). Вариант, подходящий для сварщика, который только учится работать с аппаратом.
Важно помнить, что от длины дуги зависит её напряжение, а также с её помощью устанавливается правильная или нет структура шва.
Нормальная дуга Источник atl-met.ru
Инструкция для начинающих
Работа с инвертором для начинающих требует облачения в следующие элементы защитной экипировки:
- рабочий костюм, перчатки, ботинки из огнеупорных материалов;
- головной убор, закрывающий затылок;
- маску сварщика, защищающую глаза и лицо.
Чтобы соединить металлы, применяют исправное ручное или полуавтоматическое оборудование. Электрические компоненты должны быть изолированы прочным корпусом от остальных деталей. Не допускается использование кабелей с поврежденной оплеткой, не соответствующих техническим характеристикам аппарата. Рабочее место сварщика снабжают всем необходимым: специальным столом, заземляющей шиной, осветительным прибором, средствами противопожарной защиты.
Сначала работники изучают правила электросварки, способы формирования сварных соединений.