Сталь лучше сверлить еще до процесса каления, поскольку это не вызовет никаких затруднений. Если же попалась каленая заготовка (большой толщины), отпустите ее, просверлите отверстия стандартным сверлом и повторно произведите закалку, если того требует ситуация. Однако, не всегда этот вариант возможен. Часто бывают ситуации, когда требуется сделать отверстие в заготовке из стали, но она уже сильно закалена. В производстве и народными умельцами, создано множество вариантов и технологий сверления калёной стали. Исходить нужно из той ситуации, тех материалов, которые есть под рукой. Обязательный фактор – цели, ради которых требуется проделывать данную работу.
В домашних условиях
Порой, чтобы получить отверстие, достаточно сделать прорезь болгаркой. Через нее пропустить винт, далее закрепить заготовку. Чтобы отверстие вышло меньше, его нужно делать с 2 сторон. Диск при этом используется наименьшего диаметра. Лучше будет практически стертый диск.
Перед работами сталь необходимо обследовать на твердость. Уже отталкиваясь от этого выбирать метод. Если заготовка хорошо гнется, подойдет сверло с победитовыми напайками, т.е. по бетону. Обязательное условие – оно должно быть острое. Заточить его можно алмазным кругом. В противном случае требуется использование специальных инструментов.
Во время работ заготовка сильно прижимается дрелью, и ставятся большие обороты. Место сверления предварительно смазывается. Лучше будет изначально использовать сверло меньшего диаметра, а потом заменить на больший. Так снижается площадь сопротивления, повышается эффективность.
Если используется специальное сверло из углеродистых сталей, требуется работать, учитывая следующие тонкости:
- Дрель сильно не прижимать к заготовке;
- Не включать большие обороты.
Следующий метод займет от 2 часов. Сначала металл протравливается серной или азотной кислотой. Из парафина делается бортик, туда закапывается кислота. Диаметр «глазка» получается чуть шире, нежели сам борт, поэтому делая его, учитывается этот нюанс. Для ускорения процесса заготовка подогревается до 50 градусов.
Также отверстие делается обычным сварочным аппаратом. Само место прожигается, либо «отпускается», а далее просто просверливается. Оплавленные края необходимо зашлифовать.
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
- Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла. Определить твердость можно при применении самых различных технологий.
- Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
- При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
На производстве
Для сверления более толстых каленых заготовок используют специальные станки. В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
Сверла бывают:
- Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
- С пластинами из твердосплавных материалов. Также подходят для толстой закаленной стали;
- Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.
Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.
Глубина отверстия контролируется нанесенными насечками с разметкой на пиноли. Если на ней предусмотрен лимб, то глубина сверления получится с точностью до 0,01 миллиметра. Сверлить необходимо в несколько этапов. Сделав отверстие глубиной в 2 мм, сверло выводится из стали и удаляется стружка (из отверстия и выводных каналов сверла). После чего процесс продолжается. Если не соблюдать данную технологию, сверло может заклинить и сломаться. Надо не забывать использовать смазочную жидкость.
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
- Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
- Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно. Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
- Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
- Рекомендуется уделять внимание продукции исключительно известных производителей. Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
- При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.
Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Контроль размера
После получения отверстий проводится контроль размеров. Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Применение смазочных материалов
- Область сверления на каленом металле отмечают керном. На эту точку наносят небольшое количество смазки. Если она жидкая, то выдавливают каплю масла так, чтобы оно не растекалось.
- Режущую область инструмента опускают в смазку и устанавливают на отмеченную ранее точку.
- Во время сверления каленого металла следят за количеством смазки и добавляют по мере ее выработки.
- Следят за состоянием нагрева инструмента, не допуская его перегрева. Интенсивное выделение дыма от горения смазки указывает на необходимость прекратить работу и остудить оснастку и металл.
Как сверлить дрелью?
Сверление металла дрелью предполагает соблюдение некоторых рекомендаций:
- Для изготовления отверстия понадобится электродрель, керн, молоток, машинное масло и защитные очки.
- Изначально сделать разметку.
- Надеть защитные очки.
- При малом давлении на дрель нужно выбрать положение малых оборотов и начать работу.
- Нельзя забывать поливать обрабатываемое место с оснасткой охлаждающей жидкостью.
При соблюдении технологии и использовании качественных инструментов можно делать отверстия разного диаметра и глубины. Чтобы сверлить ровные отверстия или точно выбирать глубину, можно использовать устройство, которое называется «ограничитель глубины». Оно закрепляется на электродрель и настраивается под нужную глубину.
Сверление металла дрелью
Подбор инструмента
На заводах и предприятиях, где обработка чугунных заготовок поставлена на широкий поток, сверлильные станки оборудованы подачей эмульсии в точку контакта сверла. Такой технологичный ход позволяет избежать фазовых превращений в обрабатываемой области. Особым требованием к сверлильным станкам предъявляется повышенное требование к возможности контролировать и плавно менять скорость оборотов режущего инструмента и подачи внутрь обрабатываемой заготовки. В качестве эмульсий часто используют специально разработанные вещества. Преимущественно это сульфированные и хлорированные масла. Для серого чугуна можно использовать керосин. В случае отсутствия необходимости ускорять процесс, серый чугун можно сверлить без применения охлаждающей смазывающей жидкости.
В домашних условиях для сверления применяют дрель с регулировкой оборотов и довольно мощную, если надо просверлить отверстие значительного диаметра. Если есть возможность, обязательно используйте устройство, фиксирующее дрель по отношению к заготовке. Это продлит жизнь режущего инструмента. Основной причиной выхода его из строя является перекос, отклонение от вертикальной оси сверления.
Сверловка стального проката
Сверловка отверстий в металле – один из видов механической обработки для получения сквозных и глухих отверстий требуемого диаметра. Суть процесса состоит в закреплении обрабатываемой детали, разметке и обработке ручным или автоматизированным инструментом.
Оборудование для сверления
Тип оборудования выбирают, в зависимости от поставленных задач. Сверлильные станки бывают радиально-сверлильными, вертикально-сверлильными, координатно-сверлильными. С их помощью выполняют:
- сквозные и глухие отверстия с цилиндрическими стенками;
- многогранные, овальные и другие отверстия;
- внутреннюю резьбу;
- чистовую отделку;
- рассверливание уже имеющегося отверстия.
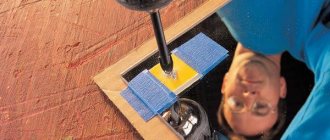
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Смазывание стали специальным маслом
Специальное масло позволяет не только упростить сверление, но и увеличить срок службы применяемого инструмента.
Это связано с тем, что масло может снижать температуру режущей кромки.
Приспособления для облегчения процесса
Смазочно-охлаждающую жидкость используют во многих видах обработки металла резанием. Чаще всего ее используют при глубоком сверлении для снижения сил трения и стабилизации температуры рабочего инструмента. Качественная жидкость не вызывает коррозию поверхности, безопасна для человека, не обладает неприятным запахом и прекрасно отводит тепло.
В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.