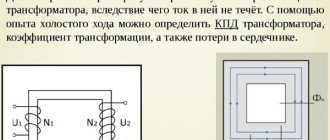
Проблема в том, что напряжение в электрической сети меняется в зависимости от ее нагрузки, при этом для правильной работы большинства потребителей электроэнергии необходимо найти напряжение питания в определенном диапазоне, чтобы оно не было выше или ниже определенного допустимого пределы.
Поэтому нам нужны какие-то способы регулирования, регулирования, регулирования сетевого напряжения. Один из лучших способов — изменить коэффициент трансформации по мере необходимости, уменьшив или увеличив количество витков первичной или вторичной обмотки трансформатора в соответствии с известной формулой: U1 / U2 = N1 / N2.
Для регулировки напряжения на вторичных обмотках трансформаторов, чтобы поддерживать правильное напряжение для потребителей, некоторые трансформаторы имеют возможность изменять соотношение витков, то есть регулировать коэффициент трансформации в ту или иную сторону.
Подавляющее большинство современных силовых трансформаторов оснащено специальными устройствами, позволяющими регулировать коэффициент трансформации, то есть складывать или вычитать витки в обмотках.
Эту настройку можно производить либо непосредственно под нагрузкой, либо только тогда, когда трансформатор заземлен и полностью обесточен. В зависимости от важности объекта и частоты, с которой эти регулировки необходимы, существуют более или менее сложные системы переключения витков в обмотках: те, которые выполняют переключение без нагрузки — «переключение без возбуждения» или с переключением нагрузки. — «осадка под нагрузкой». В обоих случаях обмотки трансформатора имеют ответвления, между которыми происходит переключение.
Переключение без возбуждения
Переключение без возбуждения происходит от сезона к сезону, это плановое сезонное переключение смен, когда трансформатор выводится из эксплуатации, что, очевидно, будет работать нечасто. Коэффициент трансформации изменился, сделано более менее в пределах 5%.
На трансформаторах большой мощности переключение выполняется с помощью четырех розеток, на трансформаторах малой мощности — только с помощью двух. Этот вид коммутации связан с отключением электроэнергии потребителей и поэтому выполняется довольно редко.
Часто розетки делают на стороне более высокого напряжения, где витков больше и регулировка точнее, к тому же ток меньше, переключатель более компактный. Изменение магнитного потока в момент такого переключения витков на понижающем трансформаторе очень мало.
Если необходимо увеличить напряжение на стороне более низкого напряжения понижающего трансформатора, витки на первичной обмотке уменьшаются, если необходимо их понизить, они складываются. Если регулировка производится со стороны нагрузки, то для увеличения напряжения витков вторичной обмотки прибавляйте, а для понижения — уменьшайте. Выключатель, используемый на обесточенном трансформаторе, в просторечии называется анзапфа.
Место контакта, несмотря на то, что оно выполнено из пружины, со временем подвергается медленному окислению, что приводит к увеличению сопротивления и перегреву. Чтобы предотвратить возникновение этого вредного кумулятивного эффекта, чтобы не сработала газовая защита из-за разложения масла под воздействием чрезмерного нагрева, выключатель регулярно обслуживается — дважды в год проверяют правильность настройки коэффициента трансформации, при переключении анапф во все положения, чтобы удалить оксидную пленку перед окончательной установкой требуемой степени трансформации.
Также измерьте сопротивление обмоток постоянному току, чтобы убедиться в качестве контакта. Эту процедуру также проводят для трансформаторов, которые не использовались долгое время перед тем, как начать их использовать.
Регулирование нагрузки
Оперативное переключение выполняется автоматически или вручную, непосредственно под нагрузкой, где напряжение значительно меняется в разное время суток. Трансформаторы большой и малой мощности, в зависимости от напряжения, имеют устройства РПН разных диапазонов — от 10 до 16% с шагом 1,5% на стороне более высокого напряжения — где ток меньше.
Здесь, конечно, есть некоторые сложности: на мощном трансформаторе просто невозможно разорвать цепь, так как в этом случае возникнет дуга и трансформатор просто выйдет из строя; на короткое время закорачивают витки друг на друга; требуются токоограничивающие устройства.
Токоограничивающие реакторы в коммутационных системах под нагрузкой
Управление нагрузкой с ограничением тока позволяет создать систему с двумя контакторами и двойным реактивным сопротивлением обмотки.
Две обмотки реактора соединены через контактор, замкнутый в нормальном режиме работы трансформатора, рядом с таким же контактом на выводе обмотки. Рабочий ток протекает через обмотку трансформатора, затем параллельно через два контактора и через две части реактора.
В процессе переключения один из контакторов переключается на другой вывод обмотки трансформатора (назовем его «вывод 2»), при этом часть обмотки трансформатора замыкается накоротко, а рабочий ток ограничивается реактором. Затем второй контакт реактора переводится на «штырь 2».
Процесс настройки завершен. Коммутатор с реактором имеет небольшие потери в средней точке, так как ток нагрузки перекрывает конвекционный ток двух переключателей, и реактор всегда может быть в цепи.
Токоограничивающие резисторы в коммутационных системах под нагрузкой
Альтернативой реактивному сопротивлению является пружинный контактор, в котором 4 быстрых переключателя включаются последовательно с использованием промежуточных положений, когда ток ограничивается резисторами. В рабочем положении ток протекает через байпасный контакт К4.
При необходимости переключения схемы из положения II в положение III (в данном случае с меньшим количеством витков) селектор переводится с контакта I на контакт III, затем резистор R2 подключается параллельно замкнутому контактору K4 через контактор K3, затем размыкается контактор К4 и теперь ток в цепи ограничивается только резистором R2.
Следующим шагом является замыкание контактора K2, и часть тока также течет через резистор R1. Контактор K3 размыкается, изолирующий резистор R2, ответвленный контакт K1 замыкается. Переход завершен.
Хотя трудно прервать реактивный ток переключателя с помощью реактора, и поэтому он чаще используется на стороне низкого напряжения с высокими токами, быстродействующий переключатель с резисторами успешно используется на стороне высокого напряжения с относительно низкими токами.
В нормальных условиях автомобильный аккумулятор заряжается во время движения. Но если машина долгое время стоит в гараже, аккумулятор разрядится.
Для его зарядки понадобится зарядное устройство с регулируемым зарядным током. Один из вариантов этих устройств — зарядное устройство с регулировкой по первичной обмотке трансформатора.
Особенности регуляторов для первички трансформаторов
Ток зарядки батареи составляет 10% ее емкости. Это значит, что аккумулятор с емкостью 60Ач заряжается током не более 6А. Напряжение заряда при работе автомобиля 14,5В. Учитывая необходимый запас, зарядное устройства должно быть способно выдать 10А при напряжении 16В.
Запас напряжения необходим для регулировки и ограничения зарядного тока.
В разных моделях аппаратов она производится разными способами:
- Добавочными сопротивлениями. Включаются после диодного моста. Самая простая конструкция, но имеющая самые большие размеры.
- Транзисторами. Высокая точность регулировки, но самая сложная схема, требующая хорошего охлаждения силовых транзисторов.
- Тиристорное управление. Простые схемы. Регулировка осуществляется тиристорным ключем в цепи первичной обмотки или тиристорами, установленными вместо диодов в выпрямительный мост.
Схема и назначение тиристорного регулятора напряжения для трансформатора
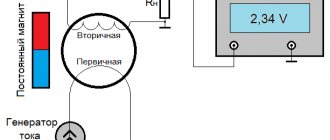
Ток, протекающий при зарядке через аккумуляторную батарею, определяется внутренним сопротивлением аккумулятора, его ЭДС и напряжением на выходе зарядного устройства. Для его изменения, кроме других способов, можно регулировать напряжение на первичной обмотке. Самый удобный способ – использование тиристорного регулятора.
Модели для зарядки аккумуляторов
Зарядные устройства делятся на три группы:
- Пусковые. Предназначены для запуска двигателя при разряженном аккумуляторе. Использовать для зарядки батареи не рекомендуется – недостаточное напряжение и отсутствие регулировок.
- Зарядные. Предназначены для заряда аккумуляторов. Имеют ручную или автоматическую регулировку.
- Пуско-зарядные. Могут выполнять обе функции.
Принцип действия тиристорного регулятора
Тиристор имеет два состояния – открытый, в котором он пропускает электрический ток и закрытый. Открывается этот элемент при протекании тока через управляющий электрод и остается открытым, пока через тиристор идет ток. Переменное напряжение в сети имеет синусоидальную форму. Тиристор, включенный в цепи нагрузки, открывается в определенный момент полуволны. Это называется “угол открытия”. В результате этого через электроприбор ток протекает не все время, а только после перехода элемента в открытое состояние. Это меняет действующее значение напряжения на нагрузке.
Важно! Вольтметр измеряет действующее значение. Для надежной работы допустимое напряжение тиристоров должно соответствовать максимальному напряжению, которое больше в 1,4 раз. Для бытовой сети это 308В.
Разновидности и технические характеристики тиристорного регулятора
Из-за того, что тиристор пропускает через себя напряжение только одной полярности, его нелзя использовать для управления трансформатором без дополнительных элементов:
- Включить тиристор в диодный мост из 4 диодов на вывода “+” и “-“. Вывода “~” подключаются в разрыв цепи вместо выключателя или последовательно с ним. Диодный мост выпрямляет напряжение и на тиристор подается питание только одной полярности.
- Использовать два тиристора, включенные встречно-параллельно и для управления через переменный резистор соединяются управляющие вывода. Каждый из элементов открывается при своей полярности, а оба вместе управляют напряжением на нагрузке.
Открытие тиристора происходит при прохождении тока больше определенной величины и есть два способа управления углом открывания:
- Переменным сопротивлением, включенным между анодом и управляющим электродом. В течении первой половины полуволны напряжение и ток управления растут и при достижении его определенной величины, зависящей от марки элемента. Недостаток этой схемы в ограниченном диапазоне регулировки 110-220В, но этого достаточно для управления трансформатором зарядного устройства.
- Управление импульсами, которые подает отдельная схема на управляющий электрод в определенный момент полуволны синусоиды. Допустимый ток и напряжение тиристорного регулятора зависят в первую очередь от установленных тиристоров. Самые распространенные – тиристоры серии КУ 202, но в некоторых случаях допускается применение других элементов:
- КУ 202Н – 400В, 30А. Крепятся на резьбе М6. При регулировке первичной обмотки, ток которой менее 1А, используются без радиаторов.
- КУ 201л – 300В, 30А, крепление- резьба М6. Допускается использовать в первичной обмотке.
- КУ 201а – 25В, 30А, крепление – резьба М6. Можно использовать только с радиаторами при регулировке после трансформатора.
- КУ 101г – 80В, 1А. Похож на транзистор. В силовых цепях зарядных устройствах не используются, только в схемах управления.
- КУ 104а – 6В, 3А. Так же в силовых цепях не применяются.
Регулировка сварочного тока по первичной обмотке
Присутствие сварочного аппарата на строительной или производственной площадке объясняется простой необходимостью, поскольку возведение современной металлоконструкции, каркаса здания, производство деталей практически невозможно без участия рассматриваемого оборудования.
И на производстве, и в сельском хозяйстве, и на строительной площадке, в быту требуется оборудование для обработки металлов различной толщины, а поэтому регулировка сварочного тока является важной задачей любого сварочного аппарата.
Целесообразно рассмотреть важность приспособления, более известного под названием регулятор тока.
Описание приспособления
Регулировка рабочего тока аппарата для производства соединения швов – важная задача, с которой стоит быть в обязательном порядке ознакомленным до начала выполнения работ. Регулирование сварочного тока, прежде всего, необходимо в случае выполнения работ по обработке деталей различной толщины.
Для того чтобы регулировка данного параметра обыкновенного сварочного аппарата была удобна, используются различные методики, включая переключения отводов в первичной, а также вторичной обмотках аппарата, гашениесварочного тока посредством балластных резисторов и т. п. Однако наиболее распространенным и надежным способом для реализации рассматриваемой возможности является специальный регулятор тока.
Таким образом, регулятор сварочного параметра доступен для самостоятельного повторения, располагает хорошими показателями, касающимися качества сварочного шва, энергопотребления аппарата. Регулятор имеет довольно простую принципиальную схему, относительно которой далее будет вестись речь.
Устройство и принцип действия
Регулятор рабочего тока для многопостовых установок, а также сварочных машин имеет отличия от известных, которые заключаются в следующем: регулирующий элемент (регулятор) выполняется в виде автономного аппарата, соединенного с выпрямителем через токоограничивающие реакторы и трансформатор. Также через выпрямитель производится его подключение к источнику постоянного тока.
В цепь сварочного тока рассматриваемого приспособления включен реактор с выпрямителем. Выпрямитель ответственный за возврат мощности в сеть постоянного тока. Работа аппарата обеспечивается за счет блока управления.
Относительно принципа работы стоит знать, что при незначительном сопротивлении нагрузки все напряжение питающего источника приложено к инвертору, в то время как максимальный показатель рабочего параметра определяется в зависимости от величины реактивного сопротивления реактора.
В рассматриваемом положении в контуре, который состоит из инверторного аппарата, сварочного поста, а также выпрямителя, показатель постоянного тока фактически остается идентичным, одинаковым на всех участках.
От источника постоянного тока потребляется лишь минимальный параметр, определяемый потерями в элементах схемы.
По мере увеличения сопротивления в цепи происходит уменьшение напряжения на инверторе, к тому же уменьшается рассматриваемый параметр вместе с величиной автономной мощности, которая отводится отаппарата.
Схема:
- Инвертор;
- Трансформатор;
- Реактор;
- Выпрямитель;
- Блок управления;
- Пост.
В результате всего вышесказанного, изменения рабочего тока достигаются посредством изменения индуктивности в цепи возврата энергии, что дает возможность увеличить КПД, а также улучшить эксплуатационные характеристики такого полезного приспособления, как регулятор.
Как получить регулятор рабочего параметра?
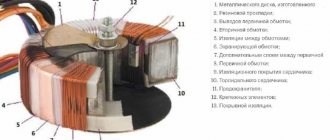
Трансформатор понадобится с запасом мощности в 3 кВт. Для подобной мощности сварочного трансформатора понадобится обмотка, состоящая из 200-240 витков провода в ПСД изоляции с сечением 5 квадратных миллиметров. Относительно вторичной силовой обмотки сварочного трансформатора, то она выполняется сечением 16 кв. миллиметров и более.
Первичная и силовая обмотки разносятся на разные сердечники. Разносить обмотки понадобится для более мягкого сварочного процесса.
При намотке вторичной обмотки и первичной друг на друга коэффициент связи выходит достаточно качественным, но при этом оборудование производит соединения достаточно жестко.
В такой ситуации выходом может послужить использование сглаживающего дросселя на выходе. С помощью дросселя становится возможным устранение провалов напряжения при переходе через нуль.
Качественно и правильно выполненная намотка сварочного трансформатора позволяет получить надежные параметры электрической дуги, мягкого шипения во время работы. Напряжение вторичной обмотки нужно выбирать в диапазоне 50-55В при показателе мощности сварочного трансформатора в пределах 3-3,5 кВт. Показатель тока при этом может получать пределы 200-220А.
Регулятор тока трансформаторного аппарата функционирует на нескольких видах оборудования собственноручного производства, на устройстве Дуга.
Блок штатной заводской регулировки удален, имеются дополнительно две обмотки, предназначенные для питания электрической схемы, а также вставлены два тиристора и есть силовые диоды.
Схема имеет дроссель на выходе, а поэтому узел в рамке исключается. На качественной стороне сварочного процессе переделывание подобного рода не отражается.
Электронный вариант приспособления
Основная часть системы управления электронного устройства аналогичного действия представляет собой тракт регулирования, включающий широкополосный импульсный модулятор, датчики сварочного тока, а также напряжения, контроллер рабочего цикла. Регулятор для режима аргонодуговой сварки предусматривает, что сигнал с ДТ поступает в ШИМ.
Предпочтение ШИМ в рассматриваемых приспособлениях обуславливается тем, что в конверторах с широкополосным импульсным регулятором частота переключения транзисторного ключа VT, частота пульсаций рабочего параметра нагрузки на протяжении регулирования неизменна.
За счет этого достигается оптимизация параметров дросселя, буферного конденсатора, обеспечение эффективного возбуждения дуги на начальной стадии, поддержание стабильного разряда электрической дуги в условиях незначительных значений рабочего тока, а это достаточно важно при производстве швов и соединений в режиме аргонно-дуговой обработки деталей.
Кроме узлов, перечисленных выше, в состав тракта входят также блоки ввода, отвечающие за контроль заряда конденсатора на этапе формирования импульса управления на транзисторный ключ посредством диодной связки с сопротивлением.
Для решения задач высокочастотного преобразования энергии на ключе VT параллельно ему подключается снаббер.
Регуляторы обеспечивают высокое быстродействие тракта, надежное возбуждение электрической дуги, устойчивость горения в различных пространственных положениях, устойчивый перенос электродного металла при ручной сварке и в режимах МИГ/МАГ.
Регулятор тока – важный элемент сварочного аппарата. Оборудование должно быть оснащено исключительно важными составляющими, а поэтому информация относительно обустройства приспособления рассматриваемого предназначения считается целесообразной.
Регулировка сварочного тока по первичной обмотке — Справочник металлиста
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.
Что представляет собой симистор
У тиристора есть недостаток, усложняющий его применение в сети переменного тока – он пропускает через себя только одну полуволну и на выходе вместо переменного напряжения получается постоянное пульсирующее. Поэтому эти приборы используются парами или вместе с диодным мостом. От этого недостатка свободен симистор.
Симистор внешне похож на тиристор. Также, как и тиристор, он открывается импульсом тока, протекающего через управляющий электрод, но этот прибор пропускает через себя обе полуволны и способен работать в сети переменного тока.
Принципиальная схема симисторного регулятора тока для активной и индуктивной нагрузки Устройство симисторного регулятора аналогично тиристорному. Отличие в том, что симистор управляет обоими полярностями и поэтому нет необходимости использовать диодный мост или встречно-параллельное включение элементов.
Кроме того, для симистора не имеет значение полярность управляющего напряжения, что позволяет упростить схему импульсного управления.
Совет! Для регулировки симистором можно использовать диммер от лампы накаливания. Для этого он включается между анодом и управляющим электродом силового симистора.
Способы регулировки сварочного тока — Сварка Профи
Регулировка рабочего тока сварочного аппарата имеет первостепенное значение для удобства пользования и качества получаемого шва. Это объясняется возможностью подбирать тип используемого электрода и его толщину применительно к каждому конкретному случаю.
Конструкционно вариация режима функционирования может осуществляться достаточно просто (механически) или гораздо более сложно (тиристорное или симисторное электронное управление).
В последнем случае ремонт сварочного оборудования при выходе его из строя представляет собой непростую задачу и может быть выполнен лишь в условиях спецмастерской.
Методы регулировки
Для коррекции тока служат следующие способы:
- механическое переключение между отводами обмоток первичной и/или вторичной цепи (изменение количества рабочих витков);
- дополнительное их шунтирование подключаемой последовательно активной или реактивной нагрузкой;
- искажение (за счет сдвига-разноса в пространстве обмоток относительно друг друга ) связующего магнитного потока или внесения в него вспомогательного шунтирующего дросселя;
- регулирование параметров цепи с помощью блока электронного управления, включая использование широтно-импульсной модуляции.
Первый способ, фактически заключающийся в манипуляции вторичным напряжением холостого хода, не позволяет варьировать ток в широких пределах, так как даже для двух- или трёхкратного изменения требуется коммутировать дополнительные секции не только силовой, но и первичной обмотки. А это чревато усложнением конструкции, излишним расходом проводов, увеличением массы аппарата и его габаритов.
Во втором случае в цепь включаются магазины мощных (и, к сожалению, громоздких) балластных реостатов сопротивлением в десятые и сотые доли ома.
Улучшая характеристики силового трансформатора и параметры дуги, они в то же время рассеивают на себе полезную мощность, снижая общий КПД сварочного аппарата.
Несколько лучше третий метод: он, в отличие от предыдущих, позволяет регулировать ток плавно, а не скачками. Применяется в трансформаторах типов ТС, ТСК или ТД.
Перечисленные приёмы достаточно просты и могут использоваться даже в самодельных конструкциях. Да и ремонт сварочных аппаратов такого класса также под силу домашним умельцам.
Значительно привлекательнее обстоит дело с последним рассматриваемым методом.
Электронное управление защищает трансформатор от перегрузок, позволяет легко, плавно и удобно регулировать сварочный ток, причём даже в процессе горения дуги.
Элементы не подвергаются чрезмерному нагреву, поэтому могут быть смонтированы в закрытом кожухе. Единственный недостаток – чуть большая прерывистость дуги на минимальной мощности.
Новости
Электронный регулятор тока для сварочного трансформатора. Регулировка тока трансформатора
ТрансформаторРегулировка тока трансформатора
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.
Другие простые варианты регулировки напряжения в первичке
Кроме тиристорных и симисторных регуляторов есть другие способы управления зарядным током в первичной обмотке трансформатора:
- Переключением выводов первичной обмотки. Недостаток в том, что эти вывода необходимо делать при намотке катушек.
- Подключением зарядного аппарата после ЛАТРА (лабораторного автотрансформатора). Его мощность должна быть не менее 160Вт.
- Переменным сопротивлением, подключаемым последовательно с трансформатором. Его параметры приблизительно 50-100Ом, мощностью 50Вт и зависят от конкретного зарядного.
Несмотря на появление современных зарядных устройств, аппараты с обычными трансформаторами есть у многих владельцев автомобилей, и регулировка аппарата по первичной обмотке позволяет обойтись без мощных тиристоров или добавочных сопротивлений.
Регулировка сварочного тока по первичной обмотке — Справочник металлиста
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.
Как сделать регулятор тока для сварочного аппарата своими руками
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей.
Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера.
Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.
Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать.
В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.
В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков.
Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе.
С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы.
Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Схема тиристорного регулятора
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны).
RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7.
В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.