Что собой представляет алмазный карандаш, его состав
Алмазный карандаш имеет вид металлического стержня с длиной около 5 см. Абразивная составляющая в виде алмазов находится с нижней стороны, тип размещения и форма могут отличаться в зависимости от типа приспособления и его предназначения.
Для связки и крепления алмазных кристаллов используется специальная связка, которая представляет собой сплав с особым составом, обладающим схожим с алмазом коэффициентом теплового расширения. Благодаря этой особенности при нагревании камни не будут подвергаться деформации.
Преимущества и особенности применения алмазных карандашей
Правка круга с помощью данного приспособления позволяет получить высокую точность рабочей поверхности, восстановить фасонный профиль для достижения оптимальной заточки рабочего инструмента. Для этого необходим правильный подбор инструмента, соответственно операции и показателю твердости круга.
Что же касается вопроса — как пользоваться алмазным карандашом, то методика работы зависит от операции. В общем случае инструмент фиксируется на подручнике и рабочей зоной вводится в соприкосновение с вращающимся кругом. Таким образом, снимается слой абразива, восстанавливается геометрия круга и обновляется поверхность с восстановлением первоначальных свойств.
Стоимость карандаша зависит от массы алмазов, типа, использования природных или синтетических камней. Но в любом случае, его применение экономически оправдано значительным увеличением ресурса работы абразивных кругов, снижением эксплуатационных расходов.
Разновидности алмазных приспособлений
Тип алмазного карандаша зависит от расположения алмазов в рабочей части, а также от их характеристик. Основные типы приспособлений:
- Тип Ц. В карандаше такого типа алмазные кристаллы размещаются цепочкой. Для изготовления приспособления отбираются камни высокого качества, масса каждого из них составляет 0,03-0,5 карат. Используются эти инструменты для правки кругов, предназначенных для бесцентрового фасонного, внутреннего и круглого шлифования.
- Тип С. В этом случае камни располагаются послойно, при этом слои могут перекрываться или не перекрываться. Для изготовления карандаша используются алмазы двух марок: первая марка включает камни с мелкими зернами, количество в одном слое равно 10 штукам; вторая марка включает малозернистые алмазы, весом 0,1-0,2 карата каждый, в один слой вмещается 2-5 камней. Приспособление отличается повышенной износостойкостью и предназначается для правки абразивных дисков при чистовом шлифовании.
- Тип Н. Такие карандаши отличаются хаотичным (не ориентированным) расположением камней, а также использование алмазов с различной массой и размерами, вплоть до включения в состав колотых и дробленых кристаллов. Кроме того, приспособления характеризуются принадлежностью к разным маркам и разнообразными габаритами оправы и вставки камней. Алмазные карандаши типа Н используются для правки дисков для шлифовки со структурой из мелких зерен во время бесцентрового и круглого шлифования, а также в роли приспособления для правки шлице- и зубошлифовальных кругов тарельчатого, плоского и однониточного типа.
В зависимости от исполнения различают цилиндрические, конические и ступенчатые карандаши.
Кроме того, алмазные карандаши могут отличаться по предназначенности: имеются виды для твердых или для мягких кругов. Чтобы легче было определиться с выбором, каждое приспособление имеет собственную маркировку:
- карандаши No 0051 — 0055 принадлежат к типу Ц, масса алмазов составляет:
0051 – 05 карат,
0052 – 05 карат,
0053 – 0,5,
0054 – 1;
- карандаши No 0081 – 0085 относятся к типу С, масса камней составляет 1 карат, за исключением No0084, где камень весит 2 карата;:
- карандаши No 0086 – 0088 относятся к типу С, масса всех алмазов равна 1 карату.
- карандаши No 0059-0068 принадлежат к типу Н и отличаются массой алмазов в 1 карат.
Технические требования и правила контроля
- В карандашах типа 03 алмазы должны быть расположены равномерно по сфере.
- Алмазы на рабочей поверхности карандаша должны быть вскрыты.
- На поверхности алмазного элемента не должно быть раковин и трещин, видимых невооруженным глазом.
- На поверхности карандаша должна быть четко нанесена следующая маркировка: товарный знак предприятия-изготовителя;
- обозначение карандаша (кроме первых 6 цифр);
- обозначение подгруппы алмазного сырья — для карандашей из природного сырья: подгруппа «о» не маркируется; подгруппу «а-1» маркировать цифрой 1, «а-2» — цифрой 2, «а-3» — цифрой 3;
Правила установки алмазных карандашей в инструмент
Для получения высокого качества обработки приспособления должны жестко фиксироваться в держателе инструмента. Карандаши, относящиеся к типу С и Ц, необходимо устанавливать под небольшим наклоном с сторону вращения круга для шлифования – угол наклона должен составлять 10-15 градусов, при этом режущая кромка алмазного кристалла должна располагаться на уровне центральной линии или ниже ее на 1-2 мм.
Чтобы износ алмаза происходил равномерно, следует хотя бы иногда поворачивать камень при помощи специальных поворотных головок. Правка шлифовальных дисков производится на высоких скоростях, что гарантирует хорошую производительность и точность обработки.
В процессе правки и доводки цилиндрической поверхности диска или при правке торцевой поверхности предполагается подача инструмента продольным способом, при этом она направляется параллельно оси круга. Правка и доводка фасонной поверхности производится путем продольной подачи инструмента, направленного вдоль поверхности круга.
Область применения
При помощи шарошек, оснащенных острыми зубьями, выполняется правка шлифовальных кругов, плотная структура которых состоит из абразивных зерен минимального размера. Если при помощи острозубых шарошек взяться за правку кругов из абразивных зерен средней и крупной фракции, то правящий инструмент просто испортит их рабочую поверхность, нанеся ей серьезный вред. В таких случаях как раз и используется тупозубая шарошка, специально предназначенная для правки средне- и крупнозернистых абразивных кругов.
Высокая эффективность использования шарошек-звездочек обеспечивается тем, что обработка с их помощью осуществляется на высокой скорости их вращения. Следует иметь в виду, что правка точильных и шлифовальных кругов выполняется не одной шарошкой, а целым их набором, помещаемым на специальную ось, оснащенную смазочным ниппелем.
Специальная державка для шарошек
Учитывая тот факт, что шарошечный инструмент в процессе использования испытывает серьезное механическое воздействие со стороны абразивного круга, его рабочая часть должна быть обязательно подвергнута качественной закалке.
Алмазные карандаши — их назначение, функции и применение
Как известно, алмазная резка бетона и любых других твердых материалов, не обходится без применения специальных шлифовальных кругов на завершающих этапах работы, однако иногда может понадобиться их автоматическая правка, которая помогает обеспечить высокую точность функционирования устройства. Для этого используется такой инструмент, как алмазный карандаш
. Он позволяет полностью восстановить режущую способность и саму форму шлифовального инструмента, причем количество правок никак не влияет на качество его работы, что обеспечивается высокой прочностью карандаша. Кроме того, даже при частотных правках сохраняется идентичность инструментов, то есть изделия, обработанные с помощью подобных абразивов, всегда остаются однородными.
В России на производстве алмазных карандашей специализируется несколько крупных предприятий; все изделия подлежат обязательной сертификации, соответствуют ГОСТам.
Традиционно выделяют три вида таких карандашей, которые различаются типом построения алмазов. Это
- -01 (алмазы располагаются цепочкой вдоль оси инструмента);
- -02 (алмазы располагаются послойно);
- -03 (алмазы покрывают сферу);
- -04 (алмазы располагаются хаотично).
Что касается формы, то обычно алмазный карандаш изготавливают по определенным «лекалам». Так, он может быть в виде цилиндра (тип исполнения А), иметь конический корпус (тип исполнения В), являться ступенчатым (вариант исполнения С).
Операции правки шлифовальных инструментов с применением алмазных карандашей можно условно разделить на несколько видов. Так, выделяют наружную и внутреннюю, а также круглую и плоскую правку, а кроме того, бесцентровое шлифование. Также во время отдельных работ могут с успехом применяться такие типы рези, как бошлифование и зубошлифование. Помимо алмазных карандашей, со схожими целями используют некоторые другие инструменты, например, алмазные бруски, алмазные сверла или алмазные иглы. О них Вы можете узнать подробнее из материалов на данном сайте.
Почему же становится необходима обработка кругов с помощью всех названных материалов? Потому что абразивные зерна, которые находятся непосредственно на режущей поверхности круга, со временем изнашиваются, притупляются или выпадают. Сама же плоскость круга засаливается, то есть покрывается продуктами обработки. Проводимая периодически правка помогает содержать инструмент в порядке, возвращает ему прежние режущие свойства, идеальную геометрическую форму. Правку можно осуществлять несколькими способами. Кроме шлифования (в процессе которого правящим приспособлением срезаются и подвергаются дроблению абразивные зерна), к ним относятся обкатывание, обтачивание, накатывание и тангенциальное точение.
Разумеется, чтобы алмазная резка проходила быстро и успешно, нужно применять только качественный, надежный инструмент. Если Вы выбрали шлифовальный круг, постарайтесь следить за тем, чтобы он всегда был готов к работе: в запланированное время обрабатывайте его алмазным карандашом, и тогда в отличном результате работ не придется сомневаться.
ШЛИФОВАЛЬНЫХ КРУГОВ
ГОСТ 607-80
Технические условия
Настоящий стандарт распространяется на алмазные карандаши для правки шлифовальных кругов, изготовляемых для нужд народного хозяйства и экспорта.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Алмазные карандаши должны изготовляться типов:
01 — с алмазами, расположенными цепочкой по оси карандаша;
02 — с алмазами, расположенными слоями;
03 — с алмазами, расположенными на сферической поверхности;
04 — неориентированным расположением алмазов.
1.2. Алмазные карандаши должны изготовляться исполнений: А — цилиндрические;
В — с коническим корпусом;
С — ступенчатые.
1.3. Основные размеры карандашей должны соответствовать указанным на черт. 1—3 и в табл. 1—3.
Типы 01 и 04
Исполнение А
Таблица 1 (Размеры, мм)
Обозначение карандаша
| Тип | D h14 | d f9 | L+/-IT16/2 | Алмазное сырье | Алмазные порошки по ГОСТ 9206 | |||||
| Группа, подгруппа, тип | Количество алмазных зерен в одном карате, шт./кар | Масса одного алмазного зерна, кар | Размер одного алмазного зерна, мм | |||||||
| Марка | Зернистость | |||||||||
| 3908-0051 | 01 | 10 | 10 | 55 | XV «а», «а-1», тип 1 | 30-20 | — | — — | — | |
| 3908-0052 | 45 | XVI «а», «а-1», тип1 | — — | 0,05—0,10 | ||||||
| 3908-0053 | 0,10—0,20 | |||||||||
| 3908-0054 | 0,20—0,50 | |||||||||
| 3908-0055 | XVI «а-3», тип 1 | 0,31—0,50 | ||||||||
| 3908-0056 | 04 | 6 | 6 | 45 | — | — | A3 | 100/80 | ||
| 3908-0057 | 125/100 | |||||||||
| 3908-0058 | 200/160 | |||||||||
| 3908-0059 | 8 | 8 | 63/50 | |||||||
| 3908-0060 | 100/80 | |||||||||
| 3908-0061 | 125/100 | |||||||||
| 3908-0062 | 200/160 | |||||||||
| 3908-0063 | 315/250 | |||||||||
| 3908-0064 | 400/315 | |||||||||
| 3908-0065 | 10 | 10 | 500/400 | |||||||
| 3908-0066 | 630/500 | |||||||||
| 3908-0067 | 800/630 | |||||||||
| 3908-0068 | XV «о-2», тип 1 | -1,0 +0,8 | — | — | ||||||
| 3908-0069 | — | — | АРС4 | 1000/800 | ||||||
Примечание . Допускается применять алмазное сырье XII группы, подгруппы «в», XV группы, подгруппы «а» 1-го и 2-го качества, подгруппы «в», сито 0,8 и XVI группы, подгруппы «а» 1-го и 2-го качества.
Пример условного обозначения карандаша типа 04, диаметром D = 8 мм, из алмазного порошка зернистостью 125/100:
Карандаш 3908-0061 ГОСТ 607-80
Типы 01, 02, 04
Исполнение В
Таблица 2 (Размеры, мм)
| Обозначение карандаша | Тип | D h14 | L +/- IT16/2 | Алмазное сырье | Алмазные порошки по ГОСТ 9206 | ||
| Группа, подгруппа, тип | Масса одного алмазного зерна, кар | Марка | Зернистость | ||||
| 3908-0070 | 01 | 10 | 70 | XVI «о», «0-1», тип 1 | 0,05-0,10 | — | — |
| 3908-0071 | 65 | 0,10-0,20 | |||||
| 3908-0072 | 0,20-0,50 | ||||||
| 3908-0073 | 60 | XVI «о-З», тип 1 | 0,31-0,50 | ||||
| 3908-0074 | 02 | XVI «а» «0-1» «о-2» тип 1 | 0,05_=01]оП | ||||
| 3908-0075 | 0,10-0,20 | ||||||
| 3908-0076 | 12 | 0,05-0,10 | |||||
| 3908-0077 | 0,10-0,20 | ||||||
| 3908-0078 | 04 | 10 | — | — | A3 | 500/400 | |
| 3908-0079 | 630/500 | ||||||
| 3908-0080 | 800/630 | ||||||
Примечание . Допускается применять алмазное сырье XII группы, подгруппы «в» и XVI группы, подгруппы «а» 1-го, 2-го, 3-го, 4-го качества.
Пример условного обозначения карандаша типа 02, диаметром D = 10 мм, из алмазного сырья массой одного зерна 0,10—0,20 карата:
Карандаш 3908-0075 ГОСТ 607-80
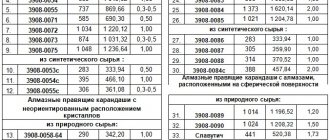
Тип 02, 03, 04 Исполнение С
Таблица 3
| Обозначение карандаша | Тип | Алмазное сырье | Алмазные порошки по ГОСТ 9206 | ||||
| Группа, подгруппа, тип | Количество алмазных зерен в одном карате, шт./кар | Масса одного алмазного зерна, кар | Размер одного алмазного зерна, мм | Марка | Зернистость | ||
| 3908-0081 | 02 | XV «а», «а-1» «я-2» тип 1 | 60-40 | — | — | — | |
| 3908-0082 | XVI «а», «а-1», «а-2» тип 1 | — | 0,05-0,10 | ||||
| 3908-0083 | 0,10-0,20 | ||||||
| 3908-0084 | |||||||
| 3908-0085 | XII «б», «5-1» тип 1 | 0,11-0,20 | |||||
| 3908-0086 | — | — | АРС4 | 1250/1000 | |||
| 3908-0087 | 1600/1250 | ||||||
| 3908-0088 | 2000/1600 | ||||||
| 3908-0089 | 03 | XVI «о», «0-1» тип 1 | 0,05-0,10 | — | |||
| 3908-0090 | 0,10-0,20 | ||||||
| 3908-0091 | 04 | — | — | АРС4 | 1000/800 | ||
| 3908-0092 | XV «а-2» тип 1 | -1,0+0,8 | — | — | |||
| 3908-0093 | — | — | АРС4 | 1250/1000 | |||
Примечание . Допускается применять алмазное сырье XII группы, подгруппы «а» 2-го качества, XV группы, подгруппы «а» 1-го и 2-го качества, подгруппы «в», сито 0,8 и XVI группы, подгруппы «а» 1-го, 2-го, 3-го, 4-го качества.
Пример условного обозначения карандаша типа 02, из алмазного сырья массой одного Зерна 0,1—0,2 карата:
Карандаш 3908-0084 ГОСТ 607-80
Условное обозначение карандашей дополнительно должно включать сведения об алмазном сырье:
а) марку природных алмазных шлифпорошков;
б) марку синтетических поликристаллических алмазов;
в) подгруппу алмазного сырья.
Примеры условных обозначений карандашей в зависимости от алмазного сырья:
карандаша типоразмера 3908—0060, изготовленного из природных алмазных шлифпорошков марки A3:
Карандаш 3908-0060 A3 ГОСТ 607-80
карандаша типоразмера 3908—0069, изготовленного из шлифпорошков синтетических поликристаллических алмазов марки АРС4:
Карандаш 3908-0069 АРС4 ГОСТ 607-80
карандаша типоразмера 3908—0082, изготовленного из алмазного сырья XVI группы, подгруппы «а-1», типа 1:
Карандаш 3908-0082 I ГОСТ 607-80
(Измененная редакция, Изм. № 1, 2).
Правящий карандаш типа С из композита АКТМ®
| Основное назначение — профильная правка абразильных кругов средней и малой твердости М1-СТ2 для всех диапазонов зернистости | |
| Типоразмер, мм | Аналог ГОСТ 607-80 |
| Ц2-1,5 | 3908-0052 |
| Ц3-2,0 | 3908-0053 |
| Ц4-3,0 | 3908-0054 |
Правящий карандаш типа С из композита АКТМ®
| Основное назначение — чрновая и чистовая правка абразильных кругов на большую глубину, в том числе для безцентрового шлифования | |
| Типоразмер, мм | Аналог ГОСТ 607-80 |
| С6 1 14-1,5 | 3908-0083 |
Виды алмазных карандашей
- С цепочным расположением кристаллов. Масса камней в этом инструменте составляет от 0,03 до 0,5 каратов. Такой алмазный карандаш подходит для фасонной бесцентровой шлифовки, применяется для обработки внутренних и криволинейных поверхностей.
- Со слоистым расположением кристаллов. Алмазы в этом инструменте могут быть как мелкими, так и крупными. Мелкие располагаются слоем до 10 штук, количество крупных в одном слое не превышает 5 штук. За счет увеличенной рабочей поверхности такие алмазные карандаши отличаются повышенной стойкостью к износу, используются при финишной доводке абразивных кругов.
- С неориентированным расположением камней. Для производства этого инструмента подходят кристаллы разного качества. С его помощью можно создать идеально ровную плоскость. Он особенно эффективен при обработке мелкозернистого абразива, применяется в круговом и бесцентровом шлифовании.
Главными достоинствами алмазных карандашей являются:
- долговечность, стойкость к коррозии и износу, обусловленная равномерным распределением нагрузки между кристаллами;
- простота эксплуатации (не требуется специальная подготовка перед применением) и хранения.
Также стоит отметить широкий ценовой диапазон инструмента. Цена зависит от того, какие именно камни использованы для его производства. Карандаши с алмазными вставками природного происхождения стоят дороже и чаще применяются в промышленных целях для выполнения больших объемов работ. Модели с синтетическими камнями обходятся дешевле и предназначены для эксплуатации в быту. В любом случае приобретение алмазного карандаша экономически целесообразнее, чем регулярная покупка новых шлифовальных материалов.