Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали. Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.
Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.
Нанесение полимера
Полимерное покрытие наносят U-образной окрасочной машиной. Она играет важную роль для всех, кто организовывает свое производство профнастила. У такой машины есть две головки (А и В) для нанесения лицевого покрытия и нижняя головка (С) для нанесения покрытия на обратную стороны полосы.
Наличие двух пар красящих головок позволяет осуществлять переход с одного цвета краски на другой, не останавливая линию. В то время как одна покрасочная головка находится в работе, вторая может быть подготовлена к последующей окраске другим цветом.
После нанесения покрытия изделия сушат в конвекторной газовой печи. Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Режим сушки устанавливает технолог.
Высушенный окрашенный металл помещают в камеру воздушного охлаждения. Это делается для снижения температуры полосы. Затем ее (полосу) кладут в секцию водяного охлаждения, что позволит избежать температурного удара и деформации металла.
После нанесения полимерного слоя окрашенная полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания полосы в рулон.
При помощи гидравлической тележки рулон снимают с намотчика и подают на накопительные подставки. Затем окрашенный рулон перевозят мостовым краном на специальный участок для упаковки.
Защитные слои профнастила, начиная от пассивирующего и заканчивая полимерным, призваны предотвратить появление коррозии на стали.
Полимерное покрытие обеспечивает профлисту нужный цвет, привлекательный внешний вид, защищает сталь от выгорания на солнце и от механических повреждений.
Технология производства
Производство профилированного листа начинается с расчетов математической формы гофры. Также подбирают толщину сырья и выбирают вид защитного покрытия. После установки и отладки профилегибочного оборудования, можно запускать линию и начинать выпуск металлопроката. Технологические этапы прокатки профилированного листа следующие:
- Рулон металла подают посредством подъемника и фиксируют на разматывателе. После установки, освобождают край ленты и направляют приемную часть прокатного станка. Важно убедиться, что рулон прочно закреплен на устройстве.
- Лента поступает на вальцы и поэтапно, проходя сквозь клети, выгибается в соответствии с заданными параметрами. За один раз придать металлу форму профиля невозможно, так как материал стремится вернуться в прежнее положение.
- В конце прокатной линии гильотина отрезает готовые листы по заданной длине. Пластины попадают на рольганг. После можно приступать к окрашиванию готовой продукции, если это изначально запланировано.
Готовый профлист можно перегружать в упаковочную часть цеха. Там выполняют маркировку и заворачивают стопки профилированного листа в плёнку. Готовая и упакованная продукция может быть перенесена на склад для хранения или вывезена из цеха. Если производство полностью автоматизировано, но для управления самим станком потребуется не больше 3-4 человек, один из которых будет заниматься работой с блоком управления. В случае с полуавтоматическим оборудованием, также потребуется нанять работников на гильотину.
Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. располагает собственной лабораторией. Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции .
Рабочее место инженера-технолога для проведения тестов.
выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный). Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений. Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.
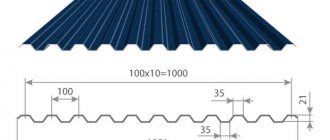
Размеры профнастила всех марок, технические характеристики, виды трапеций на производстве
| Профнастил С8 Для стен, фасада, забора
| Профнастил С10 Для стен, фасада, забора
| Профнастил С20, МП20 Для кровли, стен, фасада, забора
|
| Профнастил С21 Для кровли, стен, фасада, забора
| Профнастил МП35 Для кровли, стен, фасада, забора
| Профнастил НС35 Для кровли, перекрытий, несущий
|
| Профнастил С44 Для кровли, фасада, стен
| Профнастил НС44 Для кровли, перекрытий, несущий
| Профнастил Н57 Для кровли, перекрытий, несущий
|
| Профнастил Н60 Для кровли и несущих конструкций
| Профнастил Н75 Для кровли и несущих конструкций
| Профнастил Н114 Для кровли и несущих конструкций
|
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз. Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов. К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам. Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил соответствует самым высоким стандартам качества.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК. Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
Современное оборудование позволяет исключить из производства «человеческий фактор».
Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений. Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил. Выберите нужный профлист и закажите его в нашем интернет-магазине.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.ru в разделе «Документы».