При изготовлении декоративных изделий из металла часто используется бронза. Из этого материала получаются привлекательные изделия, которые длительное время сохраняют приличный внешний вид. Литье бронзы считается одни из самых популярных литейных процессов и применяется сотни лет для изготовления различных изделий из этого металла. Чтобы понимать насколько этот материал подходит для литья и как с ним правильно работать, требуется обладать общей информацией о самом металле и способах его обработки.
Литье бронзы
Литье стали в домашних условиях
Изящные копии древних воинов, произведения искусства в миниатюре, причудливые животные и многое другое находит своё отражение в металлических статуэтках, которые можно купить в любом магазине сувениров. Но как быть, если вы хотите удивить товарища эксклюзивной вещью? Данная статья описывает способ литья металла в домашних условиях.
Прежде чем приступить к созданию той или иной причудливой формы вы должны продумать чёткую последовательность ваших действий. Помните о главном: так как вы работаете с расплавленным металлом и возможно с открытым огнём, соблюдайте все правила пожарной безопасности.
Вам понадобится воск (желательно моделировочный), примитивные инструменты (используйте всё, что кажется, вам подходит) для придания воску формы вашей статуэтки. Гипс, жидкость для мытья посуды (нанесение разделительного слоя) для создания многоразовой формы. Так же вам необходим материал для создания опоки — ёмкости, удерживающей формовочную смесь при её уплотнении. рисунок №1, 2.
Рисунок №1 — Опока
Рисунок №2 – Статуэтка, помещённая в опоку
В просторах интернета вы сможете найти много рекомендаций по данной тематике. Обратите внимание на следующие нюансы:
1) Если вы хотите сделать несколько статуэток – вам необходима многоразовая разборная форма При создании разборной формы вам понадобится предусмотреть направляющие – я выделил их красным цветом на рисунках. Они необходимы вам для того что бы форма всегда совмещалась правильно при её закрытии.
Рисунок №3 — Нижняя половина разборной формы с установленной направляющей
1- Восковая модель статуэтка
Направляющие необходимо предусмотреть стразу, рекомендую залить гипсом нижнюю половину разборной формы, после высыхания аккуратно просверлить отверстия и вставить в них деревянные стержни. После нанести разделительный слой и залить вторую часть формы оставив отверстия для металла и воздуха.
Рисунок №4 – Многоразовая разборная форма в разрезе
3 — Литник для металла;
4 — Отверстие для выхода воздуха (не обязательно делать его сверху).
2) Прежде чем заливать метал в готовую форму, её необходимо хорошо прогреть, до температуры металла.
3) Расплавляйте метала чуть больше чем объем вашей статуэтки – это необходимо для того, что бы он заполнил все пустоты в форме. Также вам необходимо создать давление при помощи какой-нибудь пробки, заткнув ею отверстие в которое налили метал рисунок №5.
Рисунок №5 -Иллюстрация процесса заливки металла в форму
5 — метал наливается через широкую воронку;
6 — воздух выходит через специальное отверстие.
Пробка выделена оранжевым цветом, направляющие красным, расплавленный метал синим.
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт https://bip-mip.com/
- Многоразовая форма из гипсаЕсли вам необходимо сделать несколько одинаковых статуэток из гипса.
- Электроискровой карандашГравировать на металле можно разными приспособлениями начиная от штихелей и.
- Самодельный корпусКогда собираешь то или иное устройство, не достаточно приобрести.
- Порошок для очистки металловВсе мы знаем о пользе химии в быту, данная.
- Термолобзик своими рукамиДля фигурного выпиливания в легкоплавких листовых материалах, удобно применять так.
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.
Оборудование и материалы, которые понадобятся
Для того, чтобы произвести плавку металла необходимо купить следующие компоненты для изготовления:
- огнеупорный кирпич;
- гвозди;
- трансформатор;
- медный провод;
- графит;
- слюда;
- асбестовые и цементные плитки;
- газовая горелка;
- тигель.
Размеры будут варьироваться от желания собирающего ее. Лучше создать небольшую печь для переплавки металлов, если вы хотите ее использовать только для своих нужд. Вы потратите меньше времени на ее изготовление, и на разогрев ее будет тратиться малое количество киловатт. Если вы делаете ее на солярке или на угле, то не забудьте про установку теплоизоляции и поддува воздуха.
В электропечи плавятся такие металлы, как железо, никель, олово, медь. Напряжение на выходе в электропечи должно быть больше, а значит и расстояние между электродами будет увеличиваться. Щетки от электромотора подойдут вместо электродов.
Пошаговая инструкция
Как сделать плавильную печь в домашних условиях -прочтите в следующей инструкции:
- Устанавливается высокочастотный генератор переменного тока.
- Обмотка в виде спирали. Изготавливается из медной проволоки.
- Тигель.
Все эти элементы помещаются в один корпус. Чашечка для плавления помещается в индуктор. Обмотка подключается к источнику питания. Когда включается ток, то появляется электромагнитное поле. Образовавшиеся вихревые токи проходят сквозь метал в чашечке и нагревают его. Происходит плавление.
Самодельная муфельная печь
Положительные свойства индукционной печи в том, что при переплавке металлов получается однородный расплав, не испаряются легирующие компоненты, а плавление происходит довольно быстро. К тому же установка такой печи не вредит экосистеме и безопасна для использующего ее.
Литье в форму: изготовление, песчаные, оболочковые формы
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях.
Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.
Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Литьё из бронзы для изготовления рукоятей ножей
Многие из таких изделий, не отличающихся большими габаритами и сложностью форм, можно изготавливать из бронзы и латуни не только в производственных, но и в домашних условиях.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы.
На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки.
Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.
Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Следующим этапом после создания точной модели будущего изделия из бронзы является изготовление литейной формы. Для этого используются специальные приспособления и инвентарь, а основными материалами, которые применяются в этом случае, являются формовочные смеси, созданные на базе глины и тщательно очищенного кварцевого песка.
Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль.
Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку.
Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Микролитье на дому
Литых деталей из цветных металлов и их сплавов в технике применяется немало, в том числе достаточно сложных и миниатюрных, серийный выпуск которых могут себе позволить лишь предприятия с прецизионной технологией.
Однако единичное (или даже мелкосерийное) микролитье вполне под силу организовать и на дому.
С современной технологией, оказывается, может соперничать старинный способ литья под давлением с помощью незамысловатой ручной центрифуги.
Практически все, что нужно для такого микролитья, может быть изготовлено своими руками. Затраты — минимальные.
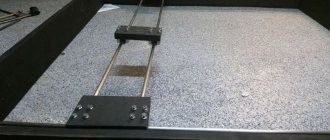
Действительно, требующаяся при литье опока в данном случае — это Отрезок обычной стальной трубы диаметром 50—60 мм и с толщиной стенок 2—3 мм. Для литья изделий разной величины хорошо иметь несколько опок различного диаметра при условии, что каждая свободно умещается в бадейке центрифуги. При наличии такого набора можно отливать по очереди целую серию деталей.
Под стать опоке по простоте и центрифуга. Деревянная ручка ее имеет длину порядка 200 мм и диаметр 20—30 мм. В осевое отверстие ручки вставлен болт М8. К нему с помощью законтренной гайки прикреплена металлическая серьга так, чтобы и ручка, и серьга легко вращались, не мешая друг другу.
К серьге на коромысле из 6-мм стальной проволоки подвешена бадейка для опоки. Борт бадейки изготовлен из 60-мм отрезка стальной трубы 80×3 мм, а приварное днище — из стального листа толщиной 3 мм. Дужка высотой 200 мм — из той же 6-мм стальной проволоки.
Чтобы уверенно пользоваться такой центрифугой, надо сначала немного потренироваться, вспомнив, как в школьные годы в физкабинете доводилось крутить на бечевке ведерко с водой при изучении центробежной силы.
Правда, теперь вместо бечевки и ведерка с водой в руках самодельная центрифуга с бадейкой, на днище которой— пластмассовый (чтобы не разбился) стаканчик.
Но вода в нем обычная, какая была в школьных экспериментах по физике. И действие центробежной силы аналогичное.
Крепко удерживая рукоятку, надо вращать всю цепь (серьга — коромысло — бадейка и сосуд с водой) вокруг болта-оси, стараясь не пролить ни капли.
Технология получения качественного микролитья пол давлением из цветных металлов и сплавов с помощью ручной центрифуги:
1 — болт-ось; 2 — деревянная ручка; 3 — металлическая, легко вращающаяся серьга; 4 — законтренная гайка; 5 — стальное проволочное коромысло; 6— дужка; 7 — борт бадейки; 8 — днище бадейки; 9 — опока; 10 — формовочная масса; 11 — восковая модель; 12 — восковой шарик с технологическими проволочными штифтами; 13—литьевая форма с литниковыми каналами, образовавшаяся после выплавления воска и удаления штифтов; 14—расплавляемый металл (сплав); 15 — пламя бензиновой горелки; заполнение формы расплавом при вращении центрифуги и последующие операции по извлечению и доводке готового изделия не показаны
Приноровившись, впоследствии можно иметь дело уже не с водой, а с расплавленным цветным металлом (или сплавом), который станет вдавливаться центробежной силой через литниковые каналы в литьевую полость в опоке, установленной в бадейке вместо пластмассового стаканчика.
Самое, пожалуй, сложное и трудоемкое в микролитейном деле — это изготовление объемной, в натуральную величину восковой модели.
Лепится такая из воска вручную, с использованием нагретого глазного скальпеля или горячей штопальной иглы С предельной тщательностью прорабатываются даже мелкие детали, ведь расплавленный металл (а равно и любой сплав) ошибок и неряшливости не прощает. Более того, отливка, выполняемая на центрифуге под давлением, проявляет все огрехи модели!
В своей практике я использую восковые модели, высота у которых не более 40, а диаметр — 50 мм. При этом стараюсь соблюдать соразмерность, чтобы масса металла в отливке не превышала 40 г Ограничения обусловлены в основном небольшой мощностью горелки, используемой мною для плавки.
Тонкости технологии
Для того чтобы выполнить художественное литье из бронзы или изготовить из данного сплава изделие практического назначения, необходимо в первую очередь получить расплавленный металл.
Для плавки металла применяются различные типы печей: индукционные, дуговые, пламенные и др.
В самом простейшем варианте (при выполнении литья в домашних условиях) для плавки бронзы можно использовать и обычную газовую горелку, расположив ее под специальной емкостью для расплава.
Возможностей небольших печей, которые можно изготовить и самостоятельно, вполне хватает для того, чтобы выполнять в них плавку цветных металлов и их сплавов, к числу которых также относятся латунь и бронза.
Для расплава небольшого количества бронзы нужен огнеупорный кирпич и газовая горелка
Важнейшим этапом литья из бронзы является заполнение расплавленным металлом литейной формы. Несмотря на что, что такая заливка длится всего 1–2 минуты, правильность ее выполнения напрямую влияет на качественные характеристики готового изделия. Итогом неправильно выполненной заливки могут стать такие дефекты, как:
На этих бронзовых отливках раковины образовались вследствие плохой очистки тиглей перед заливкой
При литье латунных и бронзовых изделий небольшого размера разливка расплавленного металла осуществляется не из самого тигля, в котором он нагревался, а при помощи специального приспособления, используемого в качестве ручного ковша или ложки.
Металлу, который уже залит в литейную форму, необходимо дать остыть до требуемой температуры, которая, в зависимости от марки используемого сплава, может варьироваться.
Порядок извлечения готового изделия из формы зависит от того, какого она типа – одноразовая или многоразовая. В первом случае ее просто разбивают молотком, а отливку извлекают при помощи клещей.
Многоразовые формы, соответственно, разбивать не надо: их просто размыкают по соединяемой поверхности и аккуратно извлекают из них отливку.
Только что извлеченную отливку необходимо доработать. Заключается такая доработка в том, что с поверхности изделия удаляются литники, выпоры, прибыли и заливы, образовавшиеся в процессе выполнения литья. Такая операция, которую можно выполнять при помощи различного механического инструмента, называется обрубкой.
Ювелирное литье в домашних условиях для новичков
Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил.
Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо. Теперь нам нужно обработать слепленную модель.
Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру.
Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Мастер-класс по изготовлению мастер-модели из литейного воска. Часть вторая. Литьё
Продолжаю свой рассказ о кошке, которая родилась из воска, повзрослела в бронзе, а вершину своей карьеры достигнет, став хрустальной стопкой