Большая часть операций, связанных с термической обработкой подразумевает один и тоже алгоритм действий:
- нагрев изделия до определенных температур;
- выдержку под действием набранной температуру в течение заданного времени;
- охлаждение, которое может быть проведено в разных средах и с разной скоростью.
Термообработка деталей может выступать и как промежуточный технологический процесс, и как финишный. В первом случае, через неё проходят те детали, которые еще будут обрабатываться, например, сверла или лопатки авиационных турбин. Второй случай подразумевает то, что после термообработки, готовая деталь получит новые свойства.
Нормализация стали – это один из видов термической обработки металла с последующим его охлаждением на воздухе. Результатом этой операции становится формирование нормализованной структуры стали. Кстати, отсюда и пошло название. Операцию применяют по отношению к поковкам, отливкам и пр. Нормализацию используют для минимизации зерен в структуре стали, образованного сварочным швом.
Суть процесса
Процедура нормализации выглядит следующим образом. Деталь разогревают до температур, которые превышает максимально допустимые параметры (Ас1, Ас3) на 30 – 50 градусов Цельсия, затем, какое-то время ее выдерживают под воздействием этой температуры, после чего ее охлаждают.
Подбор температуры выполняют, руководствуясь маркой стали. Так, сплавы содержащие 0,8 % углерода так называемые заэвтектоидные, обрабатывают при температурах, лежащих между критическими точками Ас1 и Ас3.
Что такое критические точки – так называют температуры, при которых происходят фазовые изменения и структуры сплава при его нагреве или охлаждении.
Результатом этого становиться то, что в твердый раствор попадает некоторый объем углерода и закрепляется аустенита. То есть, на свет появляется структура, состоящая из мартенсита и цементита. Именно цементит приводит к росту стойкости к износу и твердости. Нагрев высокоуглеродистой стали свыше ас3 приводит к тому, что увеличиваются внутренние напряжения. Это происходит из-за того, что растет количество аустенита, в следствии роста концентрации углерода.
Сталь с содержанием углерода менее 0,8% при нагреве свыше критической точки Ас3 приобретает повышенную вязкость. Это происходит потому что в стали этого типа появляется аустенит (мелкозернистый), переходящий в мартенсит (мелкозернистый).
Доэвтектоидная сталь не обрабатывают при температурах, расположенных в диапазоне Ас1 – Ас3. Так как в этом случае появляются феррит, который снижает параметры твердости.
Время необходимое для выполнения операции
Для получения однородной структуры сплава, при определенной температуре, требуется какое-то время. Это время и будет определено как время выдержки стали при нормализации. Опытным путем определено, что слой металла толщиной в 25 мм через час становится однородным. Таким образом. и определяют время нормализации.
Завершающий этап – охлаждение
Скорость охлаждения играет существенную роль в образовании объема перлита и размера его пластин. Многочисленные исследования показали, что высокая интенсивность охлаждения увеличивает количество перлита и сталь получает повышенную твердость и прочность. Малая интенсивность охлаждения приводит к тому, что сталь теряет твердость и прочность.
При обработке деталей с существенными перепадами размеров, например. валов, целесообразно убрать напряжения, возникающие под воздействием колебания температур. Для этого их предварительно нагревают в емкости, заполненной разными солями. При понижении температуры допускается ускорить этот процесс помещая горячие детали в воду или специально подобранное масло.
Другими словами, нормализация стали устраняет напряжения внутри детали, минимизирует ее структуру. То есть она оказывает прямое влияние на изменение микроструктуры стальных сплавов.
Дефекты при нормализации
Поскольку процесс нормализации отличается достаточно высокой сложностью, в ходе его выполнения у заготовок могут появляться разные дефекты. Их основные причины – нарушение условий этапов разогрева и охлаждения, прописанных в технологической карте, а также негативное влияние разогретых газов в рабочем объеме печи. Ниже представлены лишь наиболее критичные дефекты.
Обезуглероживание
Этот дефект возникает, когда изделие, пребывающее в среде, обладающей окислительными свойствами, разогревается до высокого значения температурного показателя. Проявляется он в выгорании в приповерхностном слое элемента углерод.
Предотвращение появления данного дефекта осуществляется путем размещения заготовки во время термообработки в защитные либо даже просто нейтральные газовые среды. В общем случае это может быть аргон (Аr) и гелий (Не). Еще один вариант – термообработка в вакууме, например, с использованием индукционной установки. Принцип ее работы представлен на рисунке.
Оксидирование
Появляется данный дефект в результате протекания химической реакции соединения двух элементов – железа (Fе) и кислорода (О2). Ее формула такая:
3Fе + 2О2=FеО▪Fе2О3
Происходит этот дефект чаще всего в печах пламенных, а также электрических. Проявляется он в виде образования на поверхности металлической заготовки окалины, формирующей раковины. И здесь на помощь приходит индукционный разогрев в защитной газовой среде, предотвращающий окисление стали.
Недогрев
Возникновение недогрева обусловлено, преимущественно:
- недостаточным временем выдержки металла;
- размещением заготовки в печи, не прогретой до требуемой температуры.
Проявляется этот дефект в создании сердцевины изделия, характеризующейся крупнозернистым строением, и обладающей к тому же повышенной плотностью. Его исправление осуществляется повторным, но уже корректным проведением операции нагрева заготовки.
Перегрев
Причина возникновения этого дефекта – термообработка металла в печи при температуре, превышающей установленную технологической картой. В результате изделие получится низкокачественным, а в его структуре будут преобладать крупные зерна. Перегрев поддается устранению. Исправляется он операцией нормализации, а также отжига.
Пережог
Пережог входит в категорию неисправимых дефектов. Возникает он при разогреве металла до отметки, близкой к температуре плавления в среде, обладающей окислительными свойствами. В результате пережога на внешних гранях зерен появляются оксидные включения, понижающие степень пластичности и уровень прочностных показателей сплава. Предотвращение этого дефекта обеспечивается четким соблюдением температурных характеристик процедуры разогрева заготовки.
Использование нормализации
Эту форму термической обработки применяют для достижения разных целей. Так применение нормализации может повысить или снизить твердость стального сплава, вязкость и прочностные характеристики. Этот способ термической обработки используют тогда, когда надо улучшить обрабатываемость стали разными методами – резание, штамповка и пр.
Детали, получаемые методом литья проходят нормализацию в целях получения гомогенизированной структуры и устранению внутренних напряжений. То же самое можно и сказать о деталях, полученных после обработки ковкой. То есть нормализация служит для получения однородной структуры металла и устранению внутренних напряжений. Кроме того, этот процесс может быть использован, как замена закаливания изделий со сложным профилем. Кроме, названных результатов процесса нормализации можно добавить и такие как минимизация зерен в структуре сплава, удаление вторичного цементита, повышения обрабатываемости стали.
Назначение
Нормализация стали имеет разные функции кроме усиления ее твердости. В некоторых случаях нормализацию проводят с обратной целью для понижения прочности и ударной вязкости.
К основным целям нормализации металла относятся:
- Получение результата нивелирования напряжений. После проработки у стали появляются дополнительные параметры, что позволяет легче обрабатывать ее разными способами.
- Уменьшение разнозернистости и полосчатости структуры. В этом случае нормализации подвергаются предметы после ковки или проведения прокатки с использованием метода давления.
- Снижение риска деформации деталей, имеющих перепады по сечению резкого характера или конфигурацию сложной формы.
- Изменение крупнозернистой структуры стали на мелкозернистую. Нормализация помогает удалить в заэвтектоидной стали сетку вторичного цемента, улучшает ее способность к обработке и закалке.
Данная методика используется для подготовки металла к термической обработке завершающего этапа технологического процесса.
Близкие по сути процессы термообработки
В перечень термообработки сталей, помимо нормализации, можно внести операции:
- отжиг;
- отпуск;
- закаливание;
- криогенная обработка и несколько других.
Операция отжига обеспечивает качественную, более тонкую структуру перлита, это происходит потому, что охлаждения деталей применяют печи. Назначение этой операции — понижение неоднородности структуры, удаления напряжений, повышение обрабатываемости.
Основы, заложенные в операцию закаливания, идентичны принципам нормализации, но существуют некоторые различия. Например, при закаливании применяют температуры куда как выше и высокие скорости охлаждения. Закаливание проводит к улучшению прочностных характеристик, твердости и пр. Но, нередко заготовки прошедшие через закаливание отличает сниженная вязкость и высокая хрупкость.
Отпуск деталей применяют после операции закаливания. Отпуск снижает хрупкость и внутренние напряжения. При этом диапазон температур ниже, чем тот, который используют в нормализации. Охлаждение деталей проводят на воздухе. При повышении температуры снижается предел прочности, твердость и в то же время растет ударная вязкость.
Криогенная обработка стали приводит к получению равномерной структуры металла и повышенной твердость. Эту технологию обработки применяют в отношении прошедшей закаливание углеродистой стали.
Нормализация
Отжиг
Глава 7. ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Термообработка стали состоит в нагреве до определённой температуры, выдержке и охлаждении. Основные параметры термообработки:
температура нагрева выбирается на основе протекающих фазовых превращений в твердом состоянии,
скорость охлаждения (охлаждающая среда) выбирается в зависимости от необходимости получения той или иной структуры.
Время выдержки при температуре нагрева должно обеспечить прогрев детали по объёму и завершение фазовых превращений.
Виды термообработки:
отжиг,
нормализация,
закалка
отпуск.
Отжиг, нормализация и закалка основаны на распаде аустенита при охлаждении. Отпуск основан на превращении мартенсита при нагреве.
Цель отжига – получение равновесной структуры. Это достигается путем медленного охлаждения детали вместе с печью (рис. 38). Структуры сталей после отжига соответствуют равновесной диаграмме состояния (Fe-Fe3C):
доэвтектоидных — П+Ф,
эвтектоидной – П,
заэвтектоидных – П+ЦII.
Рис. 38. Диаграмма изотермического распада аустенита для эвтектоидной стали с нанесенными на нее скоростями охлаждения при различных видах термообработки
Виды отжига:
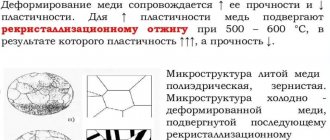
Рекристаллизационный отжиг проводится для снятия наклёпа. Температура нагрева сталей 650…700°С (Рис.39).
Отжиг для снятия остаточных напряжений (в отливках, сварных соединениях и др.) проводится при температуре 550..650°С.
Диффузионный отжиг (гомогенизация) применяется для легированных сталей с целью устранения химической и структурной неоднородности, Тнагр= 1100..1200°С (Рис.39), выдержка 15..20 часов. После диффузионного отжига формируется крупнозернистая структура (П+Ф).
Полный отжиг проводится для доэвтектоидных сталей с целью получения мелкозернистой равновесной структуры с пониженной твёрдостью и высокой пластичностью и снятия внутренних напряжений. Полный отжиг проводится при температуре на 30..50°С выше линии АС3 (Рис.38), происходит полная фазовая перекристаллизация, структура – П+Ф, мелкозернистая. Полный отжиг заэвтектоидных сталей не применяется, так как приводит к образованию структуры П+ЦII с хрупкой цементитной сеткой.
Неполный отжиг доэвтектоидных сталей проводится при температуре на 10…30°С выше линии АС1 (Рис.39) с целью снизить твёрдость для улучшения обработки резанием. Происходит частичная перекристаллизация. Применяется вместо полного отжига, если не требуется измельчение зерна.
Для заэвтектоидных сталей назначается только неполный отжиг. Он проводится при температуре на 10…30°С выше линии АС1 (Рис.39) с целью получения зернистого перлита. Такой отжиг называется сфероидизирующим.
Изотермический отжиг применяется для легированных сталей и заключается в нагреве выше линии АС3, быстром охлаждении до 620…660°Сс последующей изотермической выдержкой в течение 3…6 часов до полного распада аустенита с образованием сорбита пластинчатого. Далее ведут охлаждение на воздухе.
Рис. 39. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева при различных видах отжига
Нормализация – это нагрев доэвтектоидных сталей на 40…50 °С выше АС3, заэвтектоидных – на 40..50°С выше АСm, выдержка и последующее охлаждение на спокойном воздухе (Рис.38, 40).
Рис. 40. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева при нормализации
При нагреве происходит полная фазовая перекристаллизация, в результате охлаждения получают высокодисперсные феррито-цементитные смеси. Структуры:
доэвтектоидных сталей — С+Ф,
эвтектоидной – С,
заэвтектоидных – С+ЦII.
После нормализации сталь имеет более высокую прочность, твёрдость, сопротивление хрупкому разрушению, по сравнению с отжигом.
Цель нормализации — устранение крупнозернистой структуры, полученной при предшествующей обработке (литье, горячей прокатке, ковке или штамповке, диффузионном отжиге). Нормализацию применяют:
для низкоуглеродистых сталей — вместо отжига,
для среднеуглеродистых – вместо закалки с высоким отпуском,
для высокоуглеродистых (заэвтектоидных) – для частичного устранения цементитной сетки,
для некоторых легированных сталей – вместо закалки.
Отжиг
Глава 7. ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Термообработка стали состоит в нагреве до определённой температуры, выдержке и охлаждении. Основные параметры термообработки:
температура нагрева выбирается на основе протекающих фазовых превращений в твердом состоянии,
скорость охлаждения (охлаждающая среда) выбирается в зависимости от необходимости получения той или иной структуры.
Время выдержки при температуре нагрева должно обеспечить прогрев детали по объёму и завершение фазовых превращений.
Виды термообработки:
отжиг,
нормализация,
закалка
отпуск.
Отжиг, нормализация и закалка основаны на распаде аустенита при охлаждении. Отпуск основан на превращении мартенсита при нагреве.
Цель отжига – получение равновесной структуры. Это достигается путем медленного охлаждения детали вместе с печью (рис. 38). Структуры сталей после отжига соответствуют равновесной диаграмме состояния (Fe-Fe3C):
доэвтектоидных — П+Ф,
эвтектоидной – П,
заэвтектоидных – П+ЦII.
Рис. 38. Диаграмма изотермического распада аустенита для эвтектоидной стали с нанесенными на нее скоростями охлаждения при различных видах термообработки
Виды отжига:
Рекристаллизационный отжиг проводится для снятия наклёпа. Температура нагрева сталей 650…700°С (Рис.39).
Отжиг для снятия остаточных напряжений (в отливках, сварных соединениях и др.) проводится при температуре 550..650°С.
Диффузионный отжиг (гомогенизация) применяется для легированных сталей с целью устранения химической и структурной неоднородности, Тнагр= 1100..1200°С (Рис.39), выдержка 15..20 часов. После диффузионного отжига формируется крупнозернистая структура (П+Ф).
Полный отжиг проводится для доэвтектоидных сталей с целью получения мелкозернистой равновесной структуры с пониженной твёрдостью и высокой пластичностью и снятия внутренних напряжений. Полный отжиг проводится при температуре на 30..50°С выше линии АС3 (Рис.38), происходит полная фазовая перекристаллизация, структура – П+Ф, мелкозернистая. Полный отжиг заэвтектоидных сталей не применяется, так как приводит к образованию структуры П+ЦII с хрупкой цементитной сеткой.
Неполный отжиг доэвтектоидных сталей проводится при температуре на 10…30°С выше линии АС1 (Рис.39) с целью снизить твёрдость для улучшения обработки резанием. Происходит частичная перекристаллизация. Применяется вместо полного отжига, если не требуется измельчение зерна.
Для заэвтектоидных сталей назначается только неполный отжиг. Он проводится при температуре на 10…30°С выше линии АС1 (Рис.39) с целью получения зернистого перлита. Такой отжиг называется сфероидизирующим.
Изотермический отжиг применяется для легированных сталей и заключается в нагреве выше линии АС3, быстром охлаждении до 620…660°Сс последующей изотермической выдержкой в течение 3…6 часов до полного распада аустенита с образованием сорбита пластинчатого. Далее ведут охлаждение на воздухе.
Рис. 39. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева при различных видах отжига
Нормализация – это нагрев доэвтектоидных сталей на 40…50 °С выше АС3, заэвтектоидных – на 40..50°С выше АСm, выдержка и последующее охлаждение на спокойном воздухе (Рис.38, 40).
Рис. 40. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева при нормализации
При нагреве происходит полная фазовая перекристаллизация, в результате охлаждения получают высокодисперсные феррито-цементитные смеси. Структуры:
доэвтектоидных сталей — С+Ф,
эвтектоидной – С,
заэвтектоидных – С+ЦII.
После нормализации сталь имеет более высокую прочность, твёрдость, сопротивление хрупкому разрушению, по сравнению с отжигом.
Цель нормализации — устранение крупнозернистой структуры, полученной при предшествующей обработке (литье, горячей прокатке, ковке или штамповке, диффузионном отжиге). Нормализацию применяют:
для низкоуглеродистых сталей — вместо отжига,
для среднеуглеродистых – вместо закалки с высоким отпуском,
для высокоуглеродистых (заэвтектоидных) – для частичного устранения цементитной сетки,
для некоторых легированных сталей – вместо закалки.
Нормализация и её применение в практической деятельности
При назначении способа термообработки технолог должен учитывать концентрацию углерода. Стали, в которых содержание углерода не превышает 0,4%, могут быть обработаны и нормализацией и отжигом. Нормализация минимизирует размер зерен в структуре и повышает прочностные характеристики.
Сравнивая затраты времени между нормализацией и другими методами можно сделать вывод, что обработка другими способами, длится больше времени.
За счет скорости выполнения операции, охват большого количества сталей, качеством получаемых параметров (твердость, прочность и пр.), именно поэтому нормализацию широко применяют в машиностроении.
Оцените статью:
Рейтинг: 0/5 — 0 голосов