Домашний сверлильный станок (попросту – сверлилка) это оборудование, настоятельную потребность в котором чувствует любой, кто хоть что-то когда-то мастерит. Умельцы иногда делают сверлилки с 2-ступенчатой передачей, столами для детали, имеющими более 3-х степеней свободы и даже двухкоординатные сверлильно-фрезерные станки с ЧПУ, см. рис. ниже. Но в данной публикации мы рассмотрим изготовление сверлильного станка своими руками – такого, который просто сверлит и фрезерует – зато точно, чисто, и уверенно держит свою точность долгое время при условии эпизодической кратковременной перегрузки: стабильная точность обработки это главное требование к металлорежущему оборудованию. Которое в любительских конструкциях выполняется, к сожалению, чаще всего лишь благодаря случайному стечению обстоятельств.
Любительские сверлильные станки
Металл или дерево?
Деревянный сверлильный “станок”-монстр
Начинающим всегда кажется, что работать по дереву легко и просто. Испорченная заготовка сгодится на мелкие поделки или топливо. Возможно, поэтому в последнее время наблюдается настоящее поветрие: самодельные станки с ответственными деревянными деталями. В результате на свет порой появляются монстры, которые, наверное, удивили бы и Архимеда, см. рис. справа. Однако вспомним: наилучшая достижимая точность на дереве +/– 0,5 мм. В металлообработке резанием наибольшая допустимая погрешность по умолчанию 0,375 мм (в Англии и США 0,397 мм = 1/64 дюйма). На этом вопрос об использовании дерева как основного конструкционного материала станка закрывается без обсуждения, что, мол, дерево к тому же на порядки легче металла деформируется, изнашивается и повреждается. Ну, а любителям глубокого внутреннего самоудовлетворения в изделиях – вольная воля за свои деньги и труды.
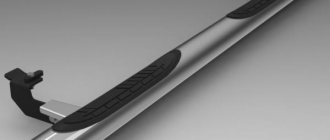
Станок на основе рулевой рейки легкового автомобиля
Рулевая рейка для автомобиля и дрель — достаточно массивные изделия, поэтому станина должна быть также массивной и, желательно, с возможностью закрепления станка на верстаке. Все элементы выполняют на сварке, так как соединение на болтах и винтах может оказаться недостаточным.
Станину и опорную стойку сваривают из швеллеров или другого подходящего проката, толщиной около 5 мм. Рулевую рейку закрепляют на стойку, которая должна быть длиннее рейки на 70–80 мм, через проушины рулевой колонки.
Чтобы станком удобнее было пользоваться, управление дрелью выносят в отдельный блок.
Порядок сборки сверлильных настольных станков:
- подготовка всех элементов;
- крепление стойки к станине (проверяем вертикальность!);
- сборка механизма перемещения;
- крепление механизма к стойке;
- крепление дрели (проверяем вертикальность!).
Все крепления должны быть выполнены максимально надёжно. Стальные неразъёмные конструкции желательно соединять сваркой. При использовании любого рода направляющих нужно убедиться, что при движении не образуется поперечный люфт.
Совет! Для фиксации детали, в которой высверливается отверстие, станок можно оборудовать тисками.
В продаже также можно найти готовые стойки для дрели. При покупке нужно обратить внимание на массу конструкции и размер рабочей поверхности. Лёгкие (до 3 кг) и недорогие (до 1,5 тыс. руб.) стойки годятся для выполнения отверстий в тонком фанерном листе.
Устройство сверлилки
Фантазия непременное условие любого творческого успеха, но в машиностроении она бесполезна без точных расчетов и сверки с проверенными опытом решениями. История станкостроения насчитывает тысячелетия – лучковые токарные и сверлильные станки с ножным приводом использовались уже в конце каменного века. По теме этой статьи проверенный образец – настольный вертикально-сверлильный станок промышленного образца. По нему и будем сверяться, выбирая и решая, как лучше сделать сверлильный станок собственноручно: в эксплуатации находятся единичные экземпляры сверлилок, которым перевалило за 100, и точность они до сих пор держат.
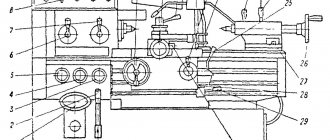
Устройство настольного вертикально-сверлильного станка показано на рис.:
Устройство настольного вертикально-сверлильного станка
Его основные модули станина, колонна, консоль и стол для детали. Составные части основных узлов слегка выделены цветом, а их компоненты цветами поярче. Простейший стол (не считая деревянного чурбака) – тиски. Стол поворотно-сдвижной позволяет кроме сверловки производить также некоторые фрезеровочные операции. Станина как правило наглухо крепится к верстаку или др. надежной опоре.
Винтовой зажим – фиксатор консоли сверлильного мини-станка
В работе консоль при помощи подъемно-поворотного механизма ползуна устанавливают в требуемом положении сообразно размерам и конфигурации обрабатываемой детали, и фиксируют. Подача шпинделя на рабочий ход осуществляется отдельным механизмом подачи. В любительских и промышленных для домашнего пользования конструкциях подъемно-поворотный механизм это чаще всего рука оператора, а фиксатор – винтовой зажим ползуна, см. рис. справа; по ТБ то и другое допустимо. Но что непременно должно быть в конструкции сверлильного станка по требованиям тех же ПБ, так это отбойное устройств или просто отбойник: если бросить рукоять подачи, шпиндель или каретка вместе с ним должны автоматически отскочить вверх до упора. В домашних сверлилках отбойник чаще всего пружина, установленная в подходящем месте, см. далее.
Примечание: промышленное производство, продажа и использование на предприятиях и в мастерских ИП сверлильных станков без отбойного устройства запрещены ПТБ.
Дополнительное оснащение
Самостоятельное проектирование установки позволяет предусмотреть дополнительные конструктивные элементы, расширяющие функционал изделия и упрощающие выполнение технологических операций. К самоделке можно добавить поворотную пластину, вертикальный уровень, координатный стол, электрический привод и многое другое.
Поворотная пластина позволяет выполнять отверстия, расположенные под углом. Для этого на станине по дуге просверливаются отверстия под распространённые углы. Дрель в рабочем положении закрепляется штифтами. Координатный стол используется при фрезеровании поверхностей и вытачивании пазов. Он состоит из двух взаимно перпендикулярных винтовых домкратов, сваренных между собой.
Originally posted 2018-07-04 07:49:32.
Делать или покупать?
Электродрель это уже готовые привод, передача, шпиндель и патрон в моноблоке. Поставить его на каретку станка – и можно сверлить. По точности решение, вообще говоря, не оптимальное (см. далее), но во многих случаях приемлемое, зато избавляющее от необходимости заказывать дорогие точеные детали повышенной точности, см. ниже. Ввиду чего станины под установку дрели сейчас продаются разве что не на улице с лотков; цены доступные. Выбирая такую, чтобы сделать сверлильный станок из дрели, руководствуйтесь прежде всего режимом работы оборудования; от него зависит и цена:
- Эпизодическая сверловка/фрезеровка для себя с точностью какая получится – станина пластиковая литая или стальная штампованная. Механизм подачи рычажный с коленчатым рычагом (см. далее). Подшипники скольжения каретки (см. далее) сталь по стали или с капроновыми вкладышами. Цены – $20-$30.
- Регулярная сверловка для себя или на заказ с обычной машиностроительной точностью. Обрабатываемые материалы – до твердости и вязкости обычной конструкционной стали. Все то же, но подшипники скольжения сталь по стали (хуже) или с бронзовыми втулками, а станина – чугунная литая или (дороже) композитная также вибропоглощающая. Цены – $30-$40.
- Регулярная сверловка и фрезеровка любых поддающихся инструменту материалов с периодическими перегрузками инструмента и/или с повышенной точностью – подшипники скольжения только бронза по стали, станина чугунная. Механизм подачи зубчато-реечный (еще см. далее); консоль вибропоглощающая. Цены – $60-$180.
Примечание: как правило к станинам для дрели опционально предлагается поворотно-сдвижной стол для детали, позволяющий производить отдельные виды фрезеровки. Цена в пределах $20.
Выбираем станину
Станину для дрели (которые продавцы почему-то упорно именуют стойками) нужно выбирать не по – не «китай»); сейчас на рынке и «немецкого китая» полно, не говоря уже об изделиях постсоветских государств. Нужно проверить конструкцию.
Первое – образцы с пластиковыми не капроновыми вкладышами подшипников скольжения отбраковываются однозначно: биение и увод сверла более чем на 0,5 мм появятся уже на 10-й – 20-й «дырке» и далее будут увеличиваться. Второе – люфт консоли. Берем ее за дальний конец, покачиваем вверх-вниз и в стороны при зажатом фиксаторе. Заметной «болтушки» быть не должно (тактильное чувство нетренированного человека ощущает биение 0,4-0,5 мм).
Далее – осмотр конструкции, см. рис. ниже. Для обычной сверловки подойдет показанная на поз. 1. Идеальный вариант – на поз. 2: цанговый зажим дрели, смещение колонны вбок уменьшает вибрацию консоли на порядок, а повернув ее вбок на 45 градусов, можно фрезеровать от руки с точностью «как умеешь» деталь на штатном не сдвижном столе, сняв пару креплений стола, т.к. при этом его смещение вручную относительно горизонтальной рабочей оси консоли будет линейным.
Как выбрать станину (стойку) для дрели
А вот образчик на поз. 3 не берите ни в коем случае. Во-первых, воротник его колонны низкий и ее крепление ненадежно. Во-вторых, продольные пазы под стол облегчают ручную фрезеровку «как получится», но, в отличие от диагональных, не гасят вибрации станины. Более того, они будут концентрироваться, где показано стрелками (прилив под колонну сделан слишком узким) и оттуда прямиком пойдут в колонну и стол.
Что дешевле?
Чертежи шпинделя настольного сверлильного станка
Допустим, цена на понравившуюся станину вас не устраивает. Или дрель если «ломовая», с ударным механизмом, бывшая в работе по строительным конструкциям и биение патрона видно на глаз. Тогда первым делом выясняем, если и в пределах досягаемости мастер, владеющий токарным станком повышенной точности (не грубее 0,02 мм). Что, между прочим, не факт – станок повышенной точности стоит очень дорого и на потоке расхожих заказов никогда не окупается. Но, положим, нашелся. Берем чертежик на рис. справа, идем к нему и спрашиваем, сможет ли он выточить это из стали не хуже 30ХГСА, и сколько возьмет за работу. «Это» – чертежи шпинделя настольной сверлилки. Остальные ее детали можно выточить на обычном станке, или найти в развалах на железном базаре либо у себя в хламе. Скорее всего, окажется, что купить станину + стол дешевле, а если прикинуть расходы на остальное, то, возможно, обрисуется и дрель повышенной точности. В продаже такие бывают; их можно узнать по отсутствию ударного механизма и воротнику специально для установки в станину: на него надета точеная стальная манжета.
Материалы и инструмент для изготовления станка
Прежде чем приступить к работе, нужно продумать последовательность всех технологических операций при изготовлении самодельного станка, спланировать технологию изготовления, определиться с будущими материалами и инструментом, который понадобится в процессе работы.
Для изготовления станка своими руками потребуется следующие материалы и комплектующие:
- Фанера 15 мм.
- Доска сосновая, массив;
- Мебельные направляющие для ящиков;
- Втулка;
- Мебельная футорка;
- Крыльчатая гайка;
- Крепеж: болт М6, саморезы различной длины.
Для изготовления станка из дрели или шуруповерта потребуется следующий инструмент:
- Циркулярная пила или распиловочный станок.
- Электролобзик.
- Углошлифовальная машинка (УШМ или просто «болгарка»).
- Дрель или шуруповерт.
- Шлифовальный станок.
- Различный ручной инструмент: молоток, отвертка, струбцины, корончатое сверло по дереву (или просто «коронка»), угольник, разметочный карандаш и пр.
Если все же делать
Тем не менее, возможны случаи, когда самодельный сверлильный станок либо обойдется дешевле или вовсе даром, либо самая лучшая дрель на станине его не заменит. Дело в том, что на колонну, кроме изгибающих и вибрационных нагрузок передаются также крутильные от рабочего органа (инструмента – сверла, фрезы). Обусловлено это разностью плеч рычага от оси колонны до ближнего к ней и дальнего краев инструмента; крутильные нагрузки от фрезы, грызущей материал одни краем, на порядок больше, чем от сверла. Поэтому получить точность обработки дрелью на станине свыше 0,1 мм нереально (почему – см. далее), а допустим, под резьбу М3 нужно отверстие 2,7; под М2,5 – 2,2, и погрешность обработки в таком случае оказывается неприемлемой. В общем, делать сверлилку своими руками имеет смысл, несмотря на расходы, если:
- Вы радиолюбитель и работаете с компонентами с шагом выводов 2,5 и 1,25 мм («тысяченожки» с шагом 0,625 мм монтируются уже только на плоскость). Тогда вам нужен сверлильный станок для печатных плат с точностью не хуже 0,05 мм;
- Вы занимаетесь другими тонкими работами по дереву и металлу. Напр., сделать красивую изящную шкатулку или надежный тайник в доме, применяя только ручную сверловку, невозможно;
- Сверлите/фрезеруете вы от случая к случаю для себя и точность вас устроит какая выйдет, а в загашниках полно всякого металлохлама.
Примечание: в последнем случае вам повезло, вдруг где-то завалялся старый детский велосипед. Трубы его рамы из отличной стали, а втулка колеса почти что готовый шпиндель; на заказ остается только переходник с конусом Морзе под инструментальный патрон. Работая продуманно и аккуратно, из старого велосипеда можно сделать сверлильный станок с точностью ок. 0,1 мм, или фактически даровую станину для дрели, см. напр. видео:
Видео: стойка для дрели своими руками
Компоновка
Но, допустим, нам нужна точность выше, и фрезеровать пазы надо, ее не теряя. В таком случае первостепенную важность приобретает компоновочная схема станка.
Оптимальный вариант – расположение шпинделя и привода по разные стороны колонны, поз. 1 на рис. Тяжелый мотор в данной схеме действует как противовес сейсмоустойчивых зданий: отражает в противофазе вибрационные и крутильные нагрузки от шпинделя. В области колонны от частично гасят друг друга. Гашение максимально, если центр тяжести каретки находится точно по оси консоли, и тем выше, чем тоньше сверло и меньше нажим на него. Т.е., точность станка на тонкой работе повышается, и в то же время он без ее потери выдерживает довольно значительные перегрузки.
Компоновочные схемы самодельных сверлильных станков
Примечание 4: делать сверлилку для точной работы с непосредственным приводом на шпиндель и расположением его и привода на одной стороне каретки можно, если есть готовая виброгасящая станина, напр. от старого микроскопа (под 2) и т.п. оптических приборов.
В мини станках для печатных плат и ювелирных работ наблюдается неприятный эффект: чтобы получить точность выше 0,05 мм, колонну приходится делать непропорционально толстой, поз. 3. Вызвано это тем, что ее способность поглощать вибрации и крутильные нагрузки определяется площадью поперечного сечения, которая с уменьшением размеров детали падает по квадрату. Для плат под компоненты с шагом выводов 2,5 мм, а также мелкие слесарно-столярные работы достаточно точности 0,05 м. При этом основное влияние на ее ухудшение оказывают изгибающие колонну нагрузки. Чтобы парировать их, достаточно применить сдвоенную колонну из прутка 10-14 мм из обычной конструкционной стали, поз. 4. Если достаточно обычной точности 0,375 мм, то путем сдваивания колонны сверлильный станок для эпизодических работ удается сделать даже из дрели и водопроводных пропиленовых труб, поз. 5. Ресурс его до потери точности невелик, но и материал-то дешев и обработки на заказ не требует.
Подача
Важную роль для точности сверловки имеет также устройство механизма подачи шпинделя (каретки в станке из дрели): рывки и/или неравномерное усилие подачи как минимум увеличивают биение сверла. При сверловке тонким твердосплавным сверлом в таком случае весьма вероятны его увод, поломка и как следствие – непоправимая порча трудоемкой заготовки.
В станках и станинах для дрели повышенной точности применяется зубчато-реечный механизм подачи (слева на рис.), обеспечивающий ее полную равномерность и, что особенно важно для ручной подачи, точно пропорциональную отдачу упора инструмента в руку. Для этого необходимы зубчатая рейка и шестеренка-триба с вполне определенным профилем зубьев – эвольвентным. В противном случае подача пойдет рывками даже при абсолютно плавном нажиме на рукоять. Сделать «на колене» пару рейка-шестерня с одинаковыми эвольвентными зубьями нереально; подобрать подходящую готовую пару мало вероятно, поэтому зубчато-реечные механизмы подачи в самодельных сверлилках встречаются крайне редко.
Виды механизмов подачи настольного сверлильного станка
Чаще делают простой однорычажный механизм подачи, в центре на рис., но это далеко не оптимум. В начале и в конце рабочего хода, когда плавность подачи и точность сверловки особенно важны, он передает упор в руку недостаточно, а в середине хода избыточно, отчего растет вероятность застревания инструмента в вязком материале. От этих недостатков свободен механизм подачи с коленчатым ломающимся рычагом, справа; кроме того, он дополнительно гасит вибрации консоли. Отношение плеч колена берут прибл. 1:1.
Стол с подачей
Сверловка тонких хрупких/вязких деталей получается точнее, а вероятность ухода и поломки сверла меньше, если шпиндель закреплен неподвижно, а стол с деталью подается вверх к нему, поэтому во многих сверлилках для тонких работ стол снабжают отдельным механизмом подачи. По инерции мышления его часто делают также зубчато-реечным, см. напр. далее. Но, учитывая, что масса стола в данном случае много больше таковой детали, стол с рычажной подачей оказывается ничуть не хуже, зато полностью доступным для изготовления в домашних условиях. Его устройство показано на рис.:
Устройство стола с рычажной подачей для сверлильного станка
Нюанс один: чтобы обойму не повело при сборке, ее плотно вставляют в сквозное отверстие основания и приваривают снизу (с испода). Варить нужно электродом ОМА-2 или тоньше постоянным током 55-60 А короткими диаметрально противоположными прихватами («тычками»). Размеры стола для печатных плат и ювелирных работ 60-150 мм в диаметре; толщина 6-12 мм. Диаметр хвостовика стола 12-20 мм; длина на величину хода подачи +(20-30) мм. Трубку под хвостовик (толщина стенок от 1,5 мм) желательно проточить или засверлить и пройти разверткой, чтобы хвостовик ходит в ней плавно без заметного люфта. Короткое плечо рычага делают длиной прим. равной диаметру стола; длинное – какое хотите.
Консоль
Посмотрим еще раз на рис. с фабричными станинами. Конструкции их консолей с каретками-полурамками похожи; они вполне рациональны, но рассчитаны на автоматизированное и роботизованное производство: точное литье и затем чистовая обработка по месту на агрегате с ЧПУ и лазерным замером.
Схема аналога консоли с полурамкой любительской разработки дана слева на рис.:
Конструкция консоли самодельного сверлильного станка
Первое, что обращает на себя внимание – нужно вырезать 5 деталей из толстого стального листа, сторцованного (обработанного торцевой фрезой) на ровность и параллельность сторон. Второе, торцевые срезы вставок, залитых темно-серым, также должны быть ровными, чистыми, параллельными. Т.е. и тут без фрезерного станка не обойтись. Наконец, вне производственных условий выполнить скользящее сопряжение ползуна и направляющей каретки (показано стрелкой) с люфтом менее 0,1 мм нереально. Прикинем соотношение плеч рычага – поперечное биение сверла получается больше 0,5 мм.
Конструкция консоли сверлильного станка, мало технологичного в массовом производстве, но приспособленная для изготовления кустарными способами, показана справа на рис. (механизм подачи и привод с кронштейном условно не показаны). Более, того, в ней биение сверла на неоднородностях материала вызывает перекос каретки на колонне и направляющей в противоположные стороны, и боковой уход инструмента не превышает величины люфта во вкладышах скольжения. Из толстой пластины вырезается всего одна деталь – ползун 4. Точная его обработка нужно только в области зажима колонны и установки направляющей, а 3 бронзовых втулки-вкладыша точно подгонит по месту любой токарь средней квалификации, если дать ему колонну и направляющую каретки (они могут быть выточены с обычной точностью).
Чтобы весь сборочный узел о сварки не повело, варить нужно как пред. случае: электрод ОМА-2 или тоньше, постоянный ток до 60 А. Швы проваривают также поочередно прихватами: «тычок» на одном, такой же на таком же дальнем, расположенном симметрично. Затем прихват ближнего к первому шва, такой же на диаметрально противоположном ему, и т.д., и т.п., пока не будут проварены все швы.
Примечание: точность станка с описанной консолью будет выше, если ее собирать не на сварке, а на винтах с проклеиванием высокопрочным клеем по металлу (холодной сваркой). Сначала все собирают без клея, выверяют обоймы на параллельность и затягивают крепеж. Затем винты поочередно выворачивают, капают в из гнезда клей и туго заворачивают обратно. Муторное дело, но получить таким образом самодельную сверлилку с биением сверла меньше 0,02 мм реально. Если, конечно, шпиндель и патрон отцентрованы не хуже.
Ошибки в конструкции
Все усилия по изготовлению сверлильного станка своими руками пойдут насмарку, если при его конструировании были допущены принципиальные ошибки. Самые распространенные из них показаны на рис.:
Типичные ошибки при изготовлении сверлильного станка
Поз. 1 – это консоль или как? Штатной нагрузки от упора инструмента эта рамочка долго не выдержит. О точности и говорить не приходится. Поз. 2, в дополнение: делать колонну сверлильного станка трубчатой нельзя. изгибающие нагрузки труба держит, но против крутильных бессильна, а вибрации только усиливает.
Поз. 3 – сделать сверлилку из старого фотоувеличителя соблазн велик, тем более что выполнена она хоть с начальной, но оптической точностью. Но! Держатель штанги увеличителя не рассчитан на упор от инструмента. В результате при сверлении оргалита уход сверла на подаче в 20 мм достигает 1,5 мм (!). А кронштейн силуминовый: этот материал не поглощает вибрации, быстро устает, и кронштейн ломается менее чем на 200-м отверстии даже при сверлении печатных плат.
Поз. 4 – сдваивание колонны в поперечном направлении ничего не дает. Устойчивость станка к нагрузкам будет ничуть не выше, чем на одинарном штыре того же диаметра. Поз. 5, в дополнение: несимметричная относительно оси колонны отбойная пружина не гасит вибрации и крутильные нагрузки, а усиливает их. Раз уж так, нужно было ставить 2 одинаковых пружины на обе стойки. А лучше бы сделать колонну, как показано здесь:
Видео: сверлильный станок из дрели своими руками
Поз. 6 – установка привода и шпинделя по одну сторону колонны, да еще и несимметричная, не уменьшает, а усиливает вибрации, т.к. на колонну они передаются в фазе, см. выше. Поз. 7 – где отбойник? Да его тут и быть не может, раз привод подачи винтовой. Винтом можно точно выставлять ползун (которого здесь вообще нет), что на домашнем станке в общем-то и не нужно, но ни в коем случае не подавать каретку! Сие сооружение чуть что будет швыряться обломками сверл и стружкой, а глаза оператора в непосредственной близости к опасной зоне.
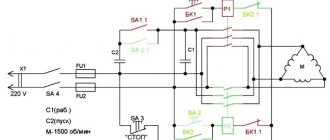
Как сделать сверлильный станок для печатных плат своими руками.
Для изготовления сверлильного станка для печати плат необходим привод маломощного устройства. В качестве рычага можно использовать механизм от резчика фотографий, паяльник. Подсветку места сверления можно сделать с помощью светодиодного фонарика. В общем этот станок богат на полет творческих мыслей.
Сверлильный станок для печатных плат своими руками. Простая электрическая схема управления электромотором на самодельном сверлильном станке для печати плат.
Электродрель
Рынок электроинструментов предлагает покупателю широкий ассортимент дрелей как отечественного, так и импортного производства. Продукция отечественных предприятий занимает небольшой сегмент по сравнению с хлынувшим потоком электротоваров из Китая. Импортная техника, в основном, представлена лицензионными моделями известных фирм-производителей.
Следует заметить, что электроинструмент в подавляющем большинстве представляет продукт высокого качества, за редким исключением.
Для сверлильного станка годятся дрели, которые рассчитаны только на сверление без всяких дополнительных ударных устройств. Вставлять в станок дрель-перфоратор – это большая роскошь, поэтому для силового оборудования достаточно будет установить дрель с минимумом опций – таких, как:
- регулировка количества оборотов;
- реверс;
- фиксатор кнопки включения.