Одним из вариантом финальной обработки металла является шабрение (шабровка). С помощью этой операции можно получить чистую, гладкую поверхность, у которой будут отсутствовать выемки, выпуклости. Основная особенность этой техники — она позволяет снять очень тонкие слои металла — от 0,01 до 0,5 миллиметров в зависимости от типа инструмента, способа обработки.
Главный минус шабрения заключается в том, что эту процедуру сложно механизировать, поэтому выполняют ее опытные слесари. Но что такое шабрение с технологической точки зрения? Какие есть особенности у этой операции? В статье эти вопросы будут рассмотрены в деталях.
Краткие сведения об операции
Шабрение — это особая разновидность слесарной обработки металла, которая выполняется с помощью специального инструмента, называемого шабером. Шабровка обычно выполняется для обработки различных металлов (сталь, чугун, медь, алюминий, многокомпонентные сплавы). Хотя шабер можно адаптировать для обработки и других поверхностей — дерево, пластик, мягкий камень. С технической точки зрения шабрение представляет собой соскабливание слоев с поверхности детали. Шабер представляет собой ручной инструмент с деревянной ручкой, один из концов которого является заостренным.
Шабер обычно трех- или четырехгранный, хотя для некоторых вариантов обработки применяются более сложные инструменты. Используется для зачистки поверхности листового металла, а также для зачистки кромок и концов, для нанесения рисунков и надписей, для гравировки металлических изделий. Перед шабрением металлическое изделие может покрываться специальным составом-герметиком, что хорошо сказывается на точности операции. Габариты шабера обычно являются небольшими (от 30 до 40 сантиметров в длину), поскольку инструмент должен хорошо сидеть в руке.
Инструмент-шабер обычно выполняют из двух разновидностей стали:
- Основную часть инструмента выполняют из инструментальных сталей, которые хорошо выдерживают механическую нагрузку при длительном напряжении. Такая сталь хорошо выдерживает воздействие химически активных веществ, поэтому шабер не покрывается коррозией и не растрескивается. Инструментальная сталь проста в производстве, что снижает цену инструмента.
- На концах инструмента могут устанавливаться режущие пластинки из твердосплавных сталей. Такая сталь хорошо поддается заточке (при нагреве или без него), однако во время работы она не затупляется и долго сохраняет свою форму, что позволяет шаберу сохранять свои практические свойства. Твердосплавная сталь более дорога в производстве, поэтому ее используют обычно в виде небольших пластин, вставляемых в основную часть шабера.
Основные плюсы
Главным достоинством шабрения является высокая износостойкость обработанной поверхности. Отсутствие абразивных частиц положительно влияет на целостность структуры металла. Обработанная поверхность обладает низким коэффициентом трения, что увеличивает срок эксплуатации смазочных материалов.
Определить качество шабрения можно без применения дорогостоящих контрольно-измерительных приборов. Индикатором в данном случае будет являться обычная краска, по количеству пятен которой можно говорить о степени обработки плоскости.
Технологические особенности
Шабрение обладает рядом технических особенностей:
- Высокая точность обработки. Инструмент-шабер является очень точным, а с его помощью можно снимать слой металла толщиной от 0,01 до 0,5 миллиметров. Если рабочему нужно срезать более широкий слой, то он либо использует более грубый инструмент, либо просто повторяет операцию несколько раз, пока не получит нужные результаты.
- Возможность работы с деталями сложной формы. Лезвия шабера разной формы, что позволяет работать как плоскими объектами, так и различными сложными объектами (скажем, с подшипниками или деталями автомобилей). Это делает технологию универсальной, простой в использовании.
- Невозможность механизации. Шабровка является достаточно тонкой сложной процедурой, а для ее проведения необходимым соответствующий опыт. По очевидным причинам шабрение нельзя автоматизировать, что снижает популярность технологии (хотя шабер можно подключить к пневматическим устройствам).
Капитальный ремонт токарных танков в СПб
Среди металлорежущих станков токарные станки составляют наиболее многочисленную группу. Их широкие технологические возможности позволяют:
- – получать разнообразные профили на торцевых, наружных и внутренних поверхностях заготовок;
- – обрабатывать цилиндрические, конические, резьбовые, плоские и фасонные поверхности;
- – использовать в качестве режущих инструментов не только резцы, но и различные осевые инструменты, такие как свёрла, развёртки, зенкеры и т.п.
Значительная популярность и активное использование токарных станков в производственном процессе обусловили большой спрос на услуги по их ремонту.
уже более 16 лет обслуживает предприятия СПб и Ленинградской области и производит капитальный ремонт токарных станков, а также другого промышленного оборудования. Инженерами компании накоплен большой опыт по восстановлению характеристик станочного оборудования до исходных паспортных значений, успешно выполнено более 2000 проектов по ремонту, техническому обслуживанию и модернизации различных станков и механизмов.
Техника шабрения
Методика шабровки зависит от характера режущего инструмента и формы обрабатываемой детали. Операцию рекомендуется проводить в заводском цехе, в котором установлено оборудование для фиксации обрабатываемой заготовки. Это могут быть тески, пресс. Перед шабрением человеку рекомендуется надеть надеть рабочий костюм, который будет защищать его одежды от частичек пыли, грязи. Вытяжку в рабочем цехе можно не ставить, поскольку образовавшийся металлический мусор не представляет угрозы для здоровья. После проведения шабровки рекомендуется принять душ или ванную, чтобы избавиться пыли, грязи, мусора, которые могли прилипнуть к коже во время операции.
Для работы с плоскими обширными поверхностями используются плоские шаберы, обладающие широкой зачищающей пластиной. Это ускорит процедуру обработки, а также сделает поверхность более гладкой. Если Вы обрабатываете узкую запчасть (скажем, подшипники) либо наносите рисунок, то рекомендуется применять шабер с узкой насадкой. Такая насадка сможет попасть в труднодоступные места, а также сделает зачистку очень точной. Шабрение дерева, пластика делать просто — Вы подносите инструмент к краю обрабатываемой поверхности, помещаете инструмент на небольшую глубину и с помощью мускульных движений снимаете внешнюю поверхность слой за слоем.
Этапы шабрения
Шабрение металла требуют сноровки, практических навыков, которые могут отсутствовать у новичка. Поэтому лучше доверить эту операцию опытному слесарю. Шабровку изделий рекомендуется выполнять на столярной плите, а сам процедура выглядит так:
- Перед зачисткой приготовьте или купите в магазине смесь-краску на основе сажи и моторного масла. Смесь должна быть густой и липкой, чтобы она могла прилипнуть к поверхности обрабатываемой запчасти. Нанесите смесь с помощью тампона на всю поверхность столярной плиты и дайте 1-2 минуты подсохнуть. Наносить смесь следует равномерно по всей площади плиты в 1 слой (иначе значительно снизится точность контрольных мероприятий).
- Теперь возьмите деталь, которая будет подвергаться технологической обработке, а потом приложите ее к столярной плите, покрытой краской. Через пару минут уберите ее от плиты, посмотрите на цветовые пятна, которые образовались после приложения детали. Белые сухие пятна указывают на то, что в месте приложения у детали имеется большое углубление или трещина (шабровка для них бесполезна и даже вредна). Черные пятна указывают на то, что поверхность является однородной, не содержит углублений. Серый цвет указывает на наличие небольших выступов — именно им требуется шабрение.
- Выполните заточку инструмента и начинайте удалять неровности с помощью шабера. Во время работы рекомендуется делать движения «от себя», а сам шабер следует держать под углом 30-45 градусов относительно плоскости объекта. Движения вперед нужно делать с уверенным нажимом, чтобы срезать лишний металл. Контролируя степень нажатия, Вы можете контролировать глубину резки. Назад инструмент следует возвращать спокойно, без нажима. Оптимальный ход инструмента составляет 2-3 сантиметра, а по мере выравнивания поверхности металла ход следует уменьшить до 0,5-1 сантиметра.
- С помощью чистой тряпки удалите с поверхности обрабатываемой запчасти различный металлический мусор, который образовался во время обработки. Также не забудьте высушить столярную плиту и нанести на нее новый слой краски. Теперь снова приложите заготовку к поверхности стола с нанесенной краской. Через несколько минут уберите деталь и обратите внимание на цвет пятен. Если на столе остались серые пятна, то операцию шабровки следует повторить. Если деталь небольшая, то можно краску не наносить — вместо этого можно использовать незадействованный участок плиты (это сокращает время работы, снижает затраты краски).
Как выбрать токарный станок по металлу
Функциональность металлорежущего оборудования практически ничем не ограничена. При необходимости можно купить и токарно-фрезерный станок, и токарно-револьверный с устройством копировальным и программным управлением. Все зависит от потребности а конкретных деталях и и классе их точности.
Как правило, для домашнего использования покупают или собирают своими руками несложные токарные станки, позволяющие выполнять простейшие, но необходимые операции — проточку валов, изготовление шкивов и конусов, изготовление фасонных деталей, сверление и элементарные фрезеровочные работы. Каждый станок подбирается максимально под потребности, тогда он будет работать в оптимальном нагрузочном режиме и прослужит долго и надежно.
Твердотельное реле – принцип работы, Электрорубанки, рейтинг по качеству
Притирка и шабрение — в чем разница?
На шабровку по некоторым характеристикам похожа процедура притирки. Эта операция также используется для выравнивания поверхности объекта, а используется она обычно для обработки металла (хотя технологию можно адаптировать для работы с деревом, пластиком или мягким камнем). Однако между притиркой и шабрением гораздо больше отличий, чем похожих вещей. Главное отличие заключается в том, что для притирки используются абразивные материалы, а не специальный инструмент-шабер. К тому же притирка не подходит для небольших запчастей или объектов сложной формы (тогда как шабровка с этой задачей может справиться).
Абразивы
Абразивами называют различные материалы, которые за счет своего строения, структуры используются для шлифовки и полировки металлических, деревянных, пластиковых изделий. Принцип работы абразивов схож с шабером — для выравнивания поверхности какого-либо объекта просто срезаются верхние слои объекта. Точность абразивной обработки может быть как низкой, так и очень высокой (она находится в пределах от 0,001 до 1 миллиметра). В зависимости от структуры различают 2 основных класса абразивов:
- Мягкие абразивы. В эту категорию входят гомогенные смеси или пасту, пригодную для шлифовки. Примеры мягких абразивов — алмазные пасты, алмазная крошка, пасты ГОИ. Мягкие полировочные абразивы производят более щадящий, мягкий эффект на материал, поэтому их применяют для полировки пластичных металлов. Это медь, его сплавы, алюминий, чугун, отожженная сталь. Также их применяют для обработки неметаллических материалов (скажем, для работы с деревом или пластиком).
- Твердые абразивы. В эту группу входят как отдельные вещества, так и специальные объекты, сделанные человеком непосредственно для шлифовки. Примеры твердых абразивов — наждачная бумага (с добавлением алмазной пыли или без нее), кварц, корунд, электрокорунд, карбид кремния. Твердые абразивы отличаются более грубой неоднородной структурой, поэтому их используют для шлифовки твердых металлических материалов. Это сталь, твердые разновидности чугуна, некоторые виды алюминия. Твердые абразивы могут применяться для обработки дерева и пластика, однако обработку нужно делать аккуратно, чтобы не повредить деталь. При желании можно комбинировать обработку твердыми и мягкими абразивами, чтобы достичь оптимальных результатов.
Этапы притирки
Для притирки металла требуется не только абразив, но и притирочный инструмент, а также охлаждающие вещества и смазка. Притирочный инструмент обычно выполняет роль пресса, который придавливает к металлу абразив и выполняет его перемещение для полировки. В роли охлаждающих/смачивающих веществ используют бензин, вода, керосин, минеральные масла. Сама процедура притирки проста:
- Сперва на притирочный пресс наносится мягкий или твердый абразив, сверху кладется обрабатываемая деталь, а потом выполняется ее шаржирование. Для шаржирования могут применяться плиты, бруски, валики (в зависимости от формы объекта). Если абразив под действием сил гравитации выпадает из инструмента, то на поверхности может наноситься липкая смазка, которая будет удерживать шлифовальные частички.
- После шаржирования можно приступать к притирки. Для этого притирочные плиты, бруски или валики начинают вращаться в одном или различных направлениях. За счет это усиливается контакт абразива с поверхностью обрабатываемой поверхности, что может приводить к срезу верхних слоев металла. Глубина обработки обычно находится в прямой зависимости от времени обработки — чем дольше идет притирка, тем шире будет слой металла, который будет срезан с помощью притирки.
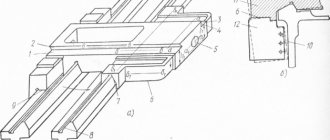
Разновидности станин
Станина – это по форме поперечного сечения разная конструкция с:
- кольцевым типом профиля;
- коробчатым профилем;
- коробчатым профилем и ребрами жесткости продольного типа;
- профилем коробчатого типа и ребром жесткости, расположенным по диагонали;
- открытым типом профиля;
- открытым профилем и стенками двойными.
В продольном направлении станина – это основание с:
- квадратными окнами;
- окнами и ребром жесткости по диагонали в одном направлении;
- ребрами жесткости в обоих направлениях (по типу буквы Х);
- цельнолитым исполнением корпуса.