Бесшовные трубы получили большее распространение в разных сферах человеческой деятельности лишь потому, что в ее конструкции нет соединительных стыков, отсюда, в принципе, и название. Изготовить такую трубу в несколько раз сложнее, затраты большие, поэтому и себестоимость продукции немалая. Но это стоит того, потому что бесшовные трубы выдерживают огромные нагрузки, поэтому используются в таких отраслях народного хозяйствования, как машиностроение, нефтегазовая отрасль, самолетостроение и станкостроение, т.е. там, где материалам предъявляются достаточно жесткие требования.
Изготавливаются бесшовные трубы по очень интересной технологии. Для этого берется стальная заготовка, в которой делается сквозное отверстие, после чего ее прокатывают на специальном оборудовании, делая тоньше и длиннее. Принцип не очень сложный, но это всего лишь кажущаяся простота. Кстати, есть другая технология, которая отличается от первой лишь тем, что заготовку отливают в специальной форме. В этой форме устанавливается стержень, с помощью которого формируют сквозное отверстие. Такие трубы часто называют литыми.
Производство бесшовных труб
Технология создания отличается сложным производственным процессом. Потому изделие обладает высокой стоимостью. Для этого используется цилиндрическая заготовка на основе монолитного материала.
Виды изготовления:
- Горячая прокатка на специальном оборудовании.
- Методом холодной деформации.
Любой вариант упрощает сварку, клепание материала либо резку.
Метод изготовления и технология производства
Для производства бесшовных труб берутся стальные цилиндрообразные заготовки. Применяются 2 технологии изготовления:
- горячая прокатка;
- холодная деформация.
Бесшовные трубы холодной деформации прочнее, чем изделия горячей прокатки. У них точная геометрия и ровная внешняя поверхность.
Горячекатаные
Процесс производства и характеристики проката регламентируются ГОСТом 8732-78.
Для метода горячей прокатки требуются большие финансовые расходы, из-за чего горячекатаные бесшовные трубы дороже. Разберу поэтапно технический процесс:
- Подготовка заготовок. Берутся полые заготовки с заранее выбранным сечением и длиной. Материал нагревается до температуры 1180-1200°С.
- Формирование гильзы. Используется специальное сверло большой мощности, которым в заготовке пробуривается отверстие с установленными размерами. После обработки заготовка приобретает очертания трубы, но она пока что не является готовым изделием.
- Прокатка. В этот этап включено несколько работ. Гильза помещается в специальные прокатные станки, состоящие из нескольких валиков. Заготовка, установленная между двумя валиками, вытягивается в одном направлении. В конце установлен специальный ограничительный элемент, который контролирует диаметр будущего изделия.
Процесс горячей прокатки повторяется несколько раз, чтобы получить требуемый результат. На протяжении всего процесса соблюдаются технические нормы и правила безопасности.
Более подробно изготовление бесшовных труб методом горячей прокатки показано на видео:
Это поможет более глубоко разобраться в данном вопросе (лично мне помогло).
Холоднодеформированные
Технология холодного деформирования регламентируются ГОСТом 8734-75.
Данные бесшовные трубы имеют высокую прочность и идеально гладкую поверхность, что требуется при прокладке коммуникационных систем.
Перед холодной прокаткой заготовка проходит подготовительную очистку с помощью химических составов и протравливания. Иногда требуется обработка фосфатами или медью. Это повышает прочность конечного результата. Готовые изделия обладают устойчивостью к деформации.
После обработки у заготовки формируется круглое сечение с помощью валиков. Если поворот валиков изменяется, калибр стальной трубы также сменится. Когда выполняется круглый калибр с большим диаметром, дополнительно проводится сжатие.
Если необходимо уменьшить сечение трубы, технология повторяется. Финальный этап – протравка и промывка изделия.
Горячекатаная бесшовная труба
Допускается использование стали 3 видов: легированная и низколегированная, углеродистая вариация материала.
Особенности технологии:
- Используется монолитная заготовка с цилиндрической формой. Нагревается до старта кристаллизации металла. Для этого требуется не менее 60 градусов. Появляется пластичность для последующей работы;
- На основе прошивочного станка создаётся пустотелая заготовка в виде цилиндра;
- Благодаря вальцовке создаётся требуемая круглая форма с задуманными размерами;
- Заготовка охлаждается в воде;
- Методом вальцовки выполняется калибровка;
- Труба нарезается на комфортные размеры. Это необходимо для транспортировки и упрощённого монтажа.
Горячее и холодное деформирование
Как изготавливают металлические трубы с применением методики горячей прокатки? Технологический процесс подразумевает определенные финансовые затраты, по этой причине стоимость этих труб в итоге оказывается весьма внушительной.Первые этапы подразумевают выполнение подготовительных работ.
Заготовка представляет собой элемент с проделанной полостью стандартной длины и сечения. В качестве материала для изготовления применяется специальная марка стали.Процесс горячего деформирования имеет такие особенности:Перед прокаткой заготовка раскаляется до температуры не доходящей до начала процесса кристаллизации металла с допустимым превышением в 50-60 градусов. Заготовка становится более пластичной, но все-еще сохраняет свою форму и не плавится;На следующем этапе выполняется образование гильзы, изготавливаемой при помощи специальной сверлильной установки, способной пробурить в заготовке отверстие необходимого диаметра и глубины.
Прошивочный пресс позволяет получить готовый пустотелый цилиндр из предварительно раскаленной металлической заготовки.Однако это изделие только напоминает трубу по визуальным характеристикам;В процессе прокатки гильза размещается на специальном станке оборудованном несколькими валиками. Гильза, установленная между валиками, постепенно вытягивается в нескольких направлениях;Необходимая форма изделия достигается после выполнения вальцовки, размеры трубы регулируются при горячей деформации. Контроль диаметра изготавливаемой трубы выполняется при помощи ограничительного элемента;При погружении в воду выполняется охлаждение раскаленной стальной трубы, затем выполняется окончательная калибровка через несколько вальцев.Некоторые процедуры из вышеперечисленной последовательности могут выполняться несколько раз, чтобы получить изделие необходимой формы.На завершающей стадии процесса обработки трубы нарезаются на изделия необходимой длины.Технология холодного деформирования подразумевает две основных отличительных особенности:Процедура охлаждения выполняется после того, как заготовка выходит из прошивочного станка.Предварительная калибровка трубы должна выполняться только в холодном состоянии.Когда выполняется финишное вальцевание, гильза обжигается, раскаляется до температуры, при которой начинается процесс рекресталлизации металла.
Плюсы и минусы бесшовной трубы
Сложно найти существенные недостатки. Потребитель отмечает высокую стоимость. Но большинству важны технологические особенности — отсутствие шва хорошо либо плохо?
Именно это считается основным преимуществом. Бесшовная труба отличается увеличенной прочностью и практически идеальной герметичностью на всей протяжённости.
Другие преимущества:
- Сравнительно небольшая масса;
- Увеличенная износоустойчивость.
Благодаря этому изделие применяется в разных сферах и даже авиастроении.
Строительная область применения трубы бесшовной
Следующее огромное направление использования бесшовных труб – строительство. Этот вид металлопроката активно применяется при возведении различных зданий и сооружений, других объектов. То есть везде где требуется возведение металлоконструкций. Причем если для трубопроводов идут бесшовные трубы с круглым сечением, то в строительстве немного иначе. Помимо труб с классическим круглым сечением активно задействуют профильные бесшовные трубы. Особо актуально применение сварных конструкций из труб с квадратным и прямоугольным профилем. Перечислять все строительные конструкции, где потенциально могут использоваться бесшовные трубы, – бессмысленно. Настолько все вариативно, начиная с конструкционных элементов зданий и заканчивая ограждающими конструкциями. То есть все те же факторы что и в случае с машиностроением. Речь о высоких температурах, высоком давлении, устойчивости к нагрузкам, снижении веса конструкции.
Но есть один дополнительный фактор. Этот фактор называется – декоративные свойства. У трубы нет шва, а значит она выглядит более привлекательно чем сварная. Этим пользуются, активно применяя бесшовные трубы из нержавейки в дизайне помещений, создании малых архитектурных форм. Впрочем, и бесшовные трубы из углеродистых марок стали со специальным покрытием, например, хромированные, тоже используются.
И не отметили еще одно важное направление – обустройство инженерных систем различного функционального предназначения. Например, бесшовные трубы активно применяются при обустройстве скважин, в качестве обсадных. Об этом детальнее в статье «Труба бесшовная для скважины – актуальность использования и правила выбора». А помимо этого отметим еще водостоки, ливневки, дренажные системы. Есть и другие конструкции где актуально применение именно бесшовных труб.
Сфера применения бесшовных труб
Благодаря совершенным характеристикам бесшовные трубы выделяются из числа прокатных металлоизделий.
Где используются:
- Добыча сырой нефти;
- Машиностроение;
- Химическая промышленность;
- Монтаж коммуникаций ЖКХ;
Для облегчения и обеспечения надёжности, безопасности различных строительных работ, но высокий уровень прочности на разрыв, облегченная масса обеспечили востребованность в судостроении.
Область применения трубы бесшовной – обустройство трубопроводов
Бесшовная труба относится к трубному прокату. Поэтому естественно, что основное предназначение – обустройство различных трубопроводов. Причем технология производства позволяет изготавливать трубы, которые способны выдерживать такие характеристики рабочей среды как:
- высокое давление;
- повышенная температура;
- химический состав.
Пар и определенные жидкости могут транспортироваться под очень высоким давлением. Оттого у сварных труб возможна деформация из-за более низкой конструкционной прочности. Изначально пар имеет очень высокую температуру, порой и жидкости перемещаются очень сильно нагретыми. Возникает тепловое расширение, что может привести к деформации конструкции. Выпускаются бесшовные трубы специального назначения, способные с этим справиться.
Что касается химического состава рабочей среды, то ряд веществ способны негативным образом сказываться на прочности трубы. Порой некоторые элементы вступают в химическую реакцию с металлом. Это меняет состав перемещаемой жидкости.
Добавьте к этому и способность бесшовных труб противостоять различным негативным факторам окружающей среды. Плюс широкий сортамент продукции, начиная от бесшовных трубок и заканчивая магистральными бесшовными трубами огромных диаметров.
Исходя из этого и определяются основные направления использования. Сейчас говорим именно о трубопроводах.
Стандарты и доступный ассортимент
Чтобы упорядочить и обеспечить качество продукции решено ввести ГОСТы на основе нескольких критериев:
- Предусматривается повышенная либо стандартная точность изготовления;
- Бывают толстые, толстостенные, тонкостенные либо очень тонкие виды;
- По длине бывают мерные либо немерные бесшовные трубы.
На основе государственных стандартов классифицируются цельнотянутые бесшовные трубы двух, главных, классов. Это ГОСТ 8732-78 и 8734-75. Остальные сортаменты применяются значительно реже. Но, иногда, встречается ГОСТ 8731 74.
Классификация
Трубы стальные бесшовные разграничиваются классификациями по:
- методу производства;
- температурным параметрам;
- способу раскройки и т.д.
По виду сечения модели подразделяются на:
- круглые;
- овальные;
- квадратные;
- прямоугольные;
- трапециевидные и т.д.
Классификация по длине включает изделия:
- мерные;
- немерные;
- кратные какой-либо мерной длине.
Наиболее распространена классификация металлической продукции на произведенную методом холодного либо горячего проката.
В длину трубы холодной обработки стандартно выпускаются 4,5-9 м. Параметры толщины стали изделий варьируются от 8 мм.
Горячекатаные конструкции выпускаются с сечением 25-700 мм, с толщиной стали в зависимости от функционального назначения 2,5-75 мм. Трубы цельнотянутые бесшовные создаются из отлитых заготовок, обеспечивающих высокую прочность.
Труба ГОСТ 8732-78
Используется на основе горячего проката либо процесса деформации. Диаметр стальной трубы данного типа предлагается от 2 до 55 см. Стенки могут обладать максимальной толщиной до 75 мм, но не менее 25 мм. Допускается максимальная длина в 12,5 метров.
Другие особенности:
- Главное отличие данного вида бесшовной трубы в устойчивости к износу;
- Выдерживают значительное физическое давление.
Благодаря надёжности и прочности эксплуатируются для прокладки газопроводов либо трубопроводов для транспортировки различных жидкостей, в том числе нефти, газа без дополнительного усиления трубы.
Преимущества
Естественно, основной отличительной особенностью и преимуществом цельных труб считается отсутствие каких-либо швов. Эта особенность снижает вероятность возникновения повреждений, повышает устойчивость к механическим воздействиям. Горачекатные трубы, изготовленные из толстых металлических листов, отличаются высокой устойчивостью к воздействию коррозии. Однако подобные изделия не отличаются особой гибкостью в процессе выполнения ремонта или монтажа каких-то конструкций. Это имеет большое значение, поскольку установка не принесет должного результата.
Горачекатаные трубы считаются буквально идеальными материалами для возведения различных коммуникаций. При использовании разных видов соединений могут создаваться всевозможные конструкции и проектные сооружения. При этом требуется строгое соблюдение существующих технологий соединений и правил установки. Горячекатные цельнотянутые изделия, благодаря высокому показателю прочностных характеристик, замечательно подходят для оборудования разных видов систем с высоким показателем внутреннего давления.
Труба ГОСТ 8734 75
Данный государственный стандарт используется для классификации труб созданных на основе холодного деформирования. Выделяется возможностью изготовления мелкого диаметра в районе 5 — 250 мм и уменьшенной толщиной стенок 0,3 — 24 мм.
Важно: Несмотря на значительно уменьшенные габариты различные тесты доказали, что характеристики прочности, износостойкости, не хуже, чем у изделий горячего проката.
Кроме этого, 8734-75 выделяется повышенной пластичностью без потери прочности либо устойчивости к искривляющему моменту.
О пользе гонки вооружений
Начнем с того, что самому своему появлению на свет технология изготовления бесшовных труб во многом обязана гонке вооружений XIX века, когда после Крымской и франко-прусской войн великие державы озаботились совершенствованием артиллерийских систем.
Пушки требовались все более мощные и дальнобойные, со все большей длиной ствола — но имевшиеся тогда технологии литья и сверления подошли по этой части к пределу своих возможностей еще в 70-х годах XIX века. Изготовленные по таким технологиям стволы длиной более 2-х метров столь сильно теряли в точности стрельбы, что производить их не имело смысла.
Но тут подоспело открытие братьев Маннесман, которые в 1886 году в Германии на своем металлургическом заводе обнаружили эффект, который лег в основу производства горячекатаных бесшовных труб.
Оказалось, что когда круглая металлическая заготовка при движении по своей оси, подвергается обработке конусными валками, вращающимися в одну сторону в вертикальной плоскости под углом в 4–12 градусов, то в ее осевой части образуется небольшое отверстие. Которое потом раскаткой можно увеличить до нужного диаметра.
На всемирной выставке 1889 года бесшовные трубы произвели фурор – американский изобретатель Томас Эдисон даже назвал способ их изготовления «самым удивительным открытием века».
Разумеется, что новая технология очень понравилась военным именно как способ изготовления орудийных стволов длиной в несколько метров (с соответствующим ростом мощности и дальности) – и гонка артиллерийских вооружений вышла на новый виток.
Однако нет худа без добра: бесшовные трубы начали применяться и в гражданских отраслях. Очень скоро они обеспечили большие города надежными водопроводами, химическую промышленность и судостроение (тогда еще паровое) – надежными трубопроводами, а геологов – возможностью добывать нефть с глубин в несколько сот метров. Ну а потом – сами знаете…
Труба ГОСТ 8731 74
Это редкий вид стандарта качества. Он активно применялся, но сейчас не популярен.
- В любом случае все виды бесшовных труб считаются качественными только, если могут выдержать воздействие значительной температуры либо давления.
- Потому метод изготовления считается вторичным. Главное это обретенные характеристики.
- Чтобы изделие получилось действительно хорошим выгоднее всего опираться на прокатный станок.
Важно осознать, что разные способы изготовления влияют не только на характеристики, но и стоимость. Чем выше качество бесшовной трубы тем дороже она оценивается.
Особенности
Цельный вид изделий считается стойким к воздействию на окружающую среду благодаря высоким показателям надежности и упругости. Сталь — как горячекатная, так и холоднокатная — обладает износостойкостью. Бесшовные изделия, изготовленные из разных видов стали, могут поддаваться разным типам металлообработки: клепанию, резке, сварке.
Уникальные способы изготовления позволяют добиться высокой прочности изделий относительно атмосферного давления, а также позволяют сэкономить материал, время и средства, которые придется затратить на строительство.
На всех этапах создания продукции она подвергается тщательному контролю качества. Производитель тестирует изделия согласно общим стандартам. Они могут по-разному проверяться на сплющивание, загиб, ударную вязкость. Также в обязательном порядке должно проводиться специальное тестирование входящих в состав стали химических компонентов.
Монтаж бесшовной трубы
Многое зависит от толщины стенки бесшовной трубы. Как правило, для монтажа применяется сварка. Но очень важно обрезать швы до старта соединения, поскольку концы трубы обретут улучшенное сцепление.
Нюансы сварки:
- Для соединения тонкостенных бесшовных труб применяется газовый сварочный аппарат. Благодаря этому оборудованию даже новичку легко выполнить работу;
- Трубы с толщиной стенки начиная от 20 мм можно сваривать только электрическим аппаратом, поскольку газовый вариант отличается недостаточной мощностью.
Совет: Бесшовную трубу ГОСТ 8732 78 выгодно сгибать механическим трубогибом.
Теперь мы осознаем для чего применяется бесшовная труба, какие бывают виды, технологии изготовления. И рассмотрели методы монтажа.
Способы производства
Производство бесшовных труб выполняется:
- методом ручной либо аппаратной (штамповочной) ковки;
- с помощью обработки прокатными установками;
- методом волочения;
- прессованием на специальных аппаратах.
Работы выполняются преимущественно в цехах заводов, оборудованных специальной техникой для разных видов прокатки. Предприятия должны быть снабжены соответствующими сертификатами, которые подтверждают право изготовления трубопроводных изделий в соответствии с ГОСТами на горячекатаную, производимую холодным методом продукцию. Изделия перед отправкой заказчикам проходят тестирование на отсутствие дефектов, соответствие типоразмеру.
Горячая деформация
Горячедеформированные трубы изготавливаются при нагревании до высокой температуры. Производство требует наличия технологического оборудования, организации многоступенчатого процесса. Стоимость изделий высокая.
До процесса прокатки заготовки нагревают, не превышая точки кристаллизации металлического сырья (допустимая погрешность — +60 °С). Изделия должны держать форму, быть достаточно пластичными для работы. Выполняется формирование гильзы с помощью специальной техники для сверления с элементами, позволяющими создать необходимую глубину и диаметр в металлическом изделии.
На прессовальном аппарате из подогретой заготовки формируется цилиндр, визуально схожий с трубой. При прокатке гильзу размещают на станочном оборудовании и пропускают через валики разного диаметра. Под давлением элементов заготовка растягивается в противоположных направлениях.
Требуемую форму диаметра изделию придают методом вальцевания, габариты подгоняются в процессе термической обработки. Равномерный параметр диаметра по длине продукции контролируется ограничительными частями оборудования.
Горячая заготовка охлаждается погружением в холодную воду и калибруется прохождением нескольких вальцев. Некоторые этапы процесса изготовления могут повторяться для подгонки металлической продукции под технические требования. В завершение изделия разрезают на элементы требуемой длины.
Холодная деформация
Холоднодеформированные трубы производятся из заготовленных элементов в охлажденном состоянии после прохождения прошивочного аппарата. Предварительный процесс калибрования выполняется по холодному металлу.
После финишной вальцовки гильза проходит процесс обжига, разогревается до температуры начала рекристаллизации металла. Готовые охлажденные изделия разрезаются на трубы необходимой длины.
Продукция холодной деформации изготавливается:
- с особо тонкими стенками (менее 0,5 мм) с диаметром 20 мм;
- с тонкими стенками (1,5 мм) с диаметром от 20 мм;
- с толстыми стенками (6-12,5 мм) и т.д.
Холоднодеформированными изделиями оформляются внешние стены, уличные конструкции.
Фото бесшовных труб
Преимущества бесшовных туб
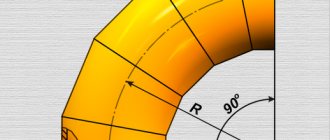
У бесшовных труб, кроме способности выдерживать высокое давление есть еще одно существенное преимущество – пластичность. При сгибании даже на большие углы бесшовные трубы без проблем выпрямляются без разрыва поверхности, в то время как их сварные аналоги при таких же нагрузках «лопаются» по шву или «ломаются» в месте сгиба. Именно поэтому столбы освещения вдоль дорог, столбики для дорожных знаков и т.п. – все, что может быть подвержено воздействию сил, способных «сломать» трубу, согласно существующим нормам должно изготавливаться из бесшовной продукции.
Кроме того, когда бесшовные трубы все-таки не выдерживают внутреннего давления, они не «раскрываются» по шву, а получают локальные разрывы, гораздо меньшие по площади. Это свойство стальных бесшовных труб сделало возможным прокладку трубопроводов высокого давления.
Характеристики электросварного трубопроката по ГОСТ 10706-76
- Масса (1 м): не более 500 кг.
- Наружный диаметр: от 530 до 1420 мм.
- Толщина стенки: от 7 до 16 мм.
Вес трубопроката зависит от его сечения. Продукт имеет 1-2 сварных швов. Размеры, предельные отклонения соответствуют ГОСТ 10704.
Заключение
Самыми главными отличиями являются способ изготовления и область применения. Отличие типа без шва от электросварного в том, что у второго есть прямой или спиральный шов.
Электросварная продукция уступает бесшовной из-за наличия продольного шва, по которому могут происходить протечки. Осуществлять монтаж таких труб нужно швами от стен, чтобы в случае протечки была возможность заварить свищ. Однако, это зависит от уровня производства и качества самого металла. К электросварной продукции выдвигаются повышенные требования качества металла, а современные способы сварки позволяют повысить долговечность продукции при сохранении универсальности, поэтому риски минимальны.Также из минусов можно выделить то, что гнуть электросварные трубы сложнее, швы могут дать трещину и делают поверхность более уязвимой к коррозии.
Срок службы бесшовного изделия будет немного выше при равных прочих условиях. Но производство электросварных труб дешевле и проще. У технологии меньше ограничений, в частности, по размеру. Максимальный размер бесшовного изделия меньше. Из плюсов электросварочного способа можно выделить, что на производство не приходится тратить много времени. Монтаж электросварных труб не вызывает дополнительных трудностей.
Выбор напрямую зависит от применения трубной продукции и условий эксплуатации. Под большинство бытовых нужд подойдет более экономный вариант — электросварная труба с достаточными характеристиками прочности. Продукт должен соответствовать ГОСТ. Если преобладают более жесткие условия и агрессивные среды с высоким давлением, то следует выбрать бесшовный вариант.