Марки стали сверл — какие лучше?
В нынешнее время купить качественное сверло по металлу — целая проблема, в больше части своей сверла китайские, качество их оставляет желать лучшего. Качество сверла зависит, в первую очередь, от марки стали, из которой изготовлено сверло.
БОльшая часть современных сверл по металлу изготавливается из стали Р6М5, хотя разница между современными сверлами и сверлами времен СССР(со знаком качества) просто огромная, китайские сверла моментально закатываются и ими невозможно просверлить даже обычный уголок из 3мм железа. Одного сверла хватает на несколько отверстий. Однако есть и качественные сверла, которых хватает надолго.
Давайте разберемся с марками стали, ведь от этого зависит качество и долговечность сверла.
Р18 — теперь уже легендарная сталь. Содержит 18 процентов вольфрама, благодаря чему эта сталь поддерживает обработку металла даже на высоких скоростях. Сверла из стали Р18 не перегреваются, долго терпят и отлично сверлят. Правда найти настоящие — целая проблема. В советское время сталь р18 использовали очень широко для изготовления металлорежущего инструмента, однако после 70 годов запасы вольфрама истощились и она была заменена на сталь с более низким содержанием вольфрама — р6м5.
Р6М5 — 6 процентов вольфрама, 5 процентов молибдена. Рядовая сталь для металлорежущего инструмента. Если сверло по металлу советское из Р6М5 — то оно отлично подойдет ля повседневного использования в быту, хватает таких сверл надолго, правда более закаленное железо ими не просверлить. Для этого подойдут следующие сверла с добавлением кобальта.
Р6М5К5 — тоже самое, что и Р6М5, только добавлено 5 процентов кобальта, отчего эти сверла стали еще крепче и выносливее. Сверла с кобальтом подходят для сверления там, где при сверлении получается высокая температура. Фото:
Превосходно подходят для сверления нержавеющий стали, а также других закаленных сталей. В общем, если обычные сверла железо не берут, тогда купите с кобальтом, почувствуете разницу.
HSS — зарубежный аналог быстрорежущей стали, переводится как High Speed Steel, то есть сталь для работы на больших скоростях. Сверла из HSS по своему составу схожи со стандартным быстрорезом Р6М5.
Кстати, hss также бывает с добавлением кобальта, сверла имеют маркировку HSS-Co . Сверла с такой маркировкой будут идентичны нашим Р6М5К5. Сверла с кобальтом — ля сверления нержавейки и других прочных сталей.
Также стоит упомянуть специализированные сверла по керамограниту, они в напайками и также бывают коронками, если ищите инфу — переходите по ссылке, подготовил статью по просьбам трудящихся.
В общем, если решили прикупить качественных сверл для дома, то я бы порекомендовал сначала поспрашивать сверла времен СССР, если на них будет знак качества, то это вообще лучше некуда. Советские стоят недорого, можно даже поискать на рынках-барахолках, наверняка что-то можно найти и там.
Совдеповские сверла — это отличный инструмент. Если же брать импортные, то и стоят они ого-го, например сверла HSS-Co на 6 миллиметров стоят в районе 70-80 рублей, тогда как аналогичное советское можно купить за 20-30 рублей.
Характеристики HSS сталей
HSS стали делятся на три группы:
- Вольфрамовые (Т);
- Молибденовые (М);
- Высоколегированные быстрорежущие стали.
Стали вольфрамовой группы сегодня практически не применяются из-за высокой стоимости вольфрама и его дефицита. Самыми распространенными являются сталь общего назначения Т1 и сталь с ванадием и кобальтом T15. Т15 применяются для инструментов, работающих в условиях высоких температур и износа.
Стали молибденовой группы в качестве главного легирующего элемента имеют молибден, хотя некоторые содержат равное или даже большее количество вольфрама и кобальта. Стали с повышенным содержанием ванадия и углерода являются стойкими к абразивному износу. Серия сталей начиная от М41 характеризуется высокой твердостью при работе на высоких температурах (красностойкостью). Молибденовые стали применяются также при изготовлении инструментов, работающих в «холодных» уловиях — накатных плашек, вырезных штампов. В таких случаях HSS стали закаляют до более низких температур для повышения ударной вязкости.
Таблица общих химических составов HSS сталей. Отечественные аналоги.
| Тип | Отечеств. аналог | Химический состав, % | ||||||||
| C | Mn | Si | Cr | V | W | Mo | Co | Ni | ||
| Вольфрамовые HSS стали | ||||||||||
| T1 | Р18 | 0,75 | — | — | 4,00 | 1,00 | 18,00 | — | — | — |
| T2 | Р18Ф2 | 0,80 | — | — | 4,00 | 2,00 | 18,00 | — | — | — |
| T4 | Р18К5Ф2 | 0,75 | — | — | 4,00 | 1,00 | 18,00 | — | 5,00 | — |
| T5 | 0,80 | — | — | 4,00 | 2,00 | 18,00 | — | 8,00 | — | |
| T6 | 0,80 | — | — | 4,50 | 1,50 | 20,00 | — | 12,00 | — | |
| T8 | 0,75 | — | — | 4,00 | 2,00 | 14,00 | — | 5,00 | — | |
| T15 | Р12Ф5К5 | 1,50 | — | — | 4,00 | 5,00 | 12,00 | — | 5,00 | — |
| Молибденовые HSS стали | ||||||||||
| M1 | 0,80 | — | — | 4,00 | 1,00 | 1,50 | 8,00 | — | — | |
| M2 | Р6М5 | 0,85 | — | — | 4,00 | 2,00 | 6,00 | 5,00 | — | — |
| M3 | Р6М5Ф3 | 1,20 | — | — | 4,00 | 3,00 | 6,00 | 5,00 | — | — |
| M4 | 1,30 | — | — | 4,00 | 4,00 | 5,50 | 4,50 | — | — | |
| M6 | 0,80 | — | — | 4,00 | 2,00 | 4,00 | 5,00 | — | — | |
| M7 | 1,00 | — | — | 4,00 | 2,00 | 1,75 | 8,75 | — | — | |
| M10 | 0,85-1,00 | — | — | 4,00 | 2,00 | — | 8,00 | — | — | |
| M30 | 0,80 | — | — | 4,00 | 1,25 | 2,00 | 8,00 | — | — | |
| M33 | 0,90 | — | — | 4,00 | 1,15 | 1,50 | 9,50 | — | — | |
| M34 | 0,90 | — | — | 4,00 | 2,00 | 2,00 | 8,00 | — | — | |
| M35 | Р6М5К5 | 0,82-0,88 | 0,15-0,40 | 0,20-0,45 | 3,75-4,50 | 1,75-2,20 | 5,5-6,75 | 5,00 | 4,5-5,5 | до 0,30 |
| M36 | 0,80 | — | — | 4,00 | 2,00 | 6,00 | 5,00 | — | — | |
| Высоколегированные HSS стали | ||||||||||
| M41 | Р6М3К5Ф2 | 1,10 | — | — | 4,25 | 2,00 | 6,75 | 3,75 | 5,00 | — |
| M42 | 1,10 | — | — | 3,75 | 1,15 | 1,50 | 9,50 | 8,00 | — | |
| M43 | 1,20 | — | — | 3,75 | 1,60 | 2,75 | 8,00 | 8,25 | — | |
| M44 | 1,15 | — | — | 4,25 | 2,00 | 5,25 | 6,25 | 12,00 | — | |
| M46 | 1,25 | — | — | 4,00 | 3,20 | 2,00 | 8,25 | 8,25 | — | |
| M47 | Р2АМ9К5 | 1,10 | — | — | 3,75 | 1,25 | 1,50 | 9,50 | 5,00 | — |
| M48 | 1,42-1,52 | 0,15-0,40 | 0,15-0,40 | 3,50-4,00 | 2,75-3,25 | 9,50-10,5 | 0,15-0,40 | 8,00-10,0 | до 0,30 | |
| M50 | 0,78-0,88 | 0,15-0,45 | 0,20-0,60 | 3,75-4,50 | 0,80-1,25 | до 0,10 | 3,90-4,75 | — | до 0,30 | |
| M52 | 0,85-0,95 | 0,15-0,45 | 0,20-0,60 | 3,50-4,30 | 1,65-2,25 | 0,75-1,50 | 4,00-4,90 | — | до 0,30 | |
| M62 | 1,25-1,35 | 0,15-0,40 | 0,15-0,40 | 3,50-4,00 | 1,80-2,00 | 5,75-6,50 | 10,0-11,0 | — | до 0,30 |
В таблице могут быть указаны не все аналоги, так как в настоящее время может быть большое кличество позаимствованных не гостированных марок.
Режущий инструмент, изготовленный с содержанием вольфрама (W), будет обладать очень полезным для инструмента качеством — красностойкостью. Она позволяет инструментам сохранять острую режущую кромку и твердость при температурах красного каления (до 530°С). Кобальт еще больше увеличивает красностойкость и износостойкость HSS сталей.
M1. Применяются для производства сверл, широкого диапазона применений. Стали М1 имеют меньшую красностойкость, чем стали М2, но менее восприимчивы к ударам и являются более гибкими, что делает их пригодными для общих работ.
M2. Стандартный материал для изготовления инструментов из HSS сталей. М2 имеет хорошую красностойкость и сохраняет свою режущую кромку дольше, чем другие HSS стали с меньшим содержанием вольфрама. Обычно применяется для изготовления инструментов для высокопроизводительных машинных работ.
M7. Применяются для сверл тяжелой конструкции для сверления твердого листового металла. Обычно применяются там, где гибкость и увеличенный срок службы одинаково важны.
M50. Применяется для изготовления сверл, которые применяются для сверления на портативном оборудовании, где поломка по причине изгиба является проблемой. Не имеет такой красностойкости как остальные HSS стали с вольфрамом.
M35. Стали М35 имеют повышенную красностойкость по сравнению с М2. При этом кобальт несколько понижает стойкость к ударам.
M42. Стали М42 «Super Cobalt» имеют отличную стойкость к истиранию и хорошую красностойкость. Применяются для работ по вязким и сложным материалам.
Выбор сверл по металлу
Сверла по металлу предназначаются для сверления отверстий в легированной и нелегированной стали, ее различных сплавах, чугуне, в других видах самых разных металлов, а также в особо твердых сортах пластмассы. Кроме того сверла используются для рассверливания уже готовых отверстий и засверливания или, другими словами, для создания несквозных углублений в металле. Чтобы понять, как выбрать сверло по металлу, неплохо будет иметь хотя бы элементарное представление об их классификации, материалах изготовления и конструктивных особенностях разных видов этого режущего инструмента.
Виды сверл по металлу
Сверла по металлу отличаются между собой сразу по нескольким параметрам: способу изготовления, форме хвостовика, сфере применения, ну и разумеется диаметру. Для начала посмотрим, какие бывают сверла по металлу по их конструктивным особенностям. Вот основные их виды:
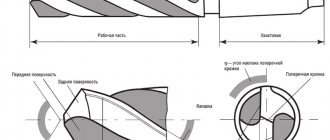
- Спиральные или винтовые. Такие сверла по металлу отличаются тем, что имеют одинаковый диаметр по всей своей длине и служат для производства как сквозных, так и глухих отверстий. Сверло состоит из рабочей части цилиндрической формы с нанесенными на ней парой винтовых режущих кромок и канавками, по которым отходит стружка.
- Ступенчатые. В отличие от первого вида в нашем списке, эти сверла имеют не цилиндрическую, а коническую форму, благодаря чему с их помощью можно просверлить отверстия разного диаметра без замены режущего инструмента. Главное преимущество ступенчатых сверл заключается в их универсальности, однако, они предназначены для работы в основном лишь с листами металла, так как им не под силу просверлить отверстие в металлической заготовке толще 2 мм.
- Корончатые. Предназначаются для проделывания больших по диаметру отверстий или при сверления нескольких листов металла одновременно, так называемом многослойном проделывании отверстий. Такие сверла отличаются частотой режущих кромок и изготавливаются из быстрорежущей стали.
- Зенкер. Также выполняются в форме конуса. Это те сверла по металлу, какие предназначаются для выполнения зенкерования, то есть такого вида механической обработки резанием, при которой производится обработка, как цилиндрических, так и конических отверстий для увеличения их диаметра.
Особенности термической обработки
Результатом высокотемпературной обработки быстрорежущих сталей становится изменение структуры материала для получения определенных физико-механических свойств, требуемых при работе с данным инструментом.
Отжиг
HSS-сталь после процесса прокатки и ковки приобретает повышенную твердость и внутреннее напряжение. В связи с этим заготовки предварительно подвергаются отжигу. Отжиг снимает внутреннее напряжение материала, улучшает обрабатываемость и подготавливает ее для закалки.
Процесс отжига происходит при температуре около 850-900оС. Тем не менее следует опасаться излишнего повышения температуры и длительности выдержки, потому что сталь при этом может получить повышенную твердость. В связи с пониженной теплопроводностью сплава нагрев осуществляется медленно и равномерно.
Изделия загружают в печь при температуре 200-300оС, при этом увеличивают последующий нагрев со скоростью 150-200о/час. Процесс оканчивается медленным охлаждением: сначала в печи до 650оС, а затем до комнатной температуры на открытом воздухе.
Машиностроительные заводы небольшое количество заготовок подвергают изотермическому отжигу. Их нагревают до 880-900оС короткое время, а затем переносят в печь с температурой не выше 720-730оС на 2-3 часа. Для защиты от появления излишних внутренних напряжений заготовки охлаждают в печи до 400-450оС, а затем оставляют на открытом воздухе.
Обычный отжиг длится дольше, чем изотермический процесс. В последующем заготовки проходят механическую обработку, а затем инструмент подвергается окончательному процессу термической обработки — закалке и отпуску.
Закалка
Инструменты, выполненные из быстрорежущей стали, подвергаются закаливанию при температурах свыше 1300оС. После процесса закалки происходит многократный отпуск при 550-560оС. Такая температура необходима для растворения в аустените большого количества карбидов для получения высоколегированного аустенита.
При дальнейшем охлаждении получается высоколегированный мартенсит, который содержит большое количество вольфрама, ванадия и хрома. Мартенсит не распадается во время нагрева до 600оС, что придает быстрорежущей стали красностойкость.
Для получения высоких показателей красностойкости температура во время закалки должна быть очень высокой. Однако есть предел, при повышении которого в быстрорежущей стали начинается быстрый рост зерна и происходит оплавление.
Отпуск
Закаленная быстрорежущая сталь в обязательном порядке проходит процесс отпуска. При температуре 550-560оС проводится многократный процесс с промежутками по 1 часу. Цель отпуска заключается в превращении аустенита в мартенсит. Быстрорежущая сталь проходит два внутренних процесса:
- При нагревании и последующем отпуске из остаточного аустенита выделяется измельченный карбид. Вследствие чего легирование аустенита понижается, что способствует легкому превращению в мартенсит.
- Во время охлаждения при 100-200оС получается мартенсит. При этом также снимается внутреннее напряжение, возникшее при закалке.
В наше время чаще всего на заводах применяют процесс ускоренного отпуска стали, который проходит при повышенных температурах.
Из какой стали делают сверла по металлу?
Подавляющее большинство режущего по металлу инструмента изготавливается из быстрорежущей стали, которая может иметь разные примеси, такие как: вольфрам, кобальт, хром, ванадий или молибден. О наличии того или иного дополнительного металла в составе быстрорежущей стали можно понять из маркировки сверла. Так, буква М указывает на наличие в сплаве молибдена, буква Ф говорит о том что в сплаве находится не менее 3% ванадия, а если в маркировке присутствует буква Р, то это знак того, что в сплаве есть вольфрам. Следует заметить, что хром и углерод не маркируются.
Что представляет собой быстрорежущая сталь? Это вид стали, который обладает сверхвысокой твердостью, сопротивляемостью к разрушению и выдающейся красностойкостью. Так, обычные углеродистые инструментальные стали не способны обеспечить высокую скорость сверления или резания, а быстрорежущие стали, благодаря легированию вышеуказанными примесями, успешно справляются с такими экстремальными условиями.
Кроме того, о материалах, из которых изготавливаются сверла, кое-что может сказать не только маркировка, но и их цвет. Так, яркий золотистый указывает на то, что сверло покрыто нитритом титана. Такие сверла отличаются долгим сроком службы, благодаря повышенной износостойкости. А черный цвет сверла, например, говорит об обработке его паром, что также улучшает качество режущего инструмента.
Советы по выбору
Чтобы выбрать нужное сверло, необходимо обратить внимание на важные моменты
- Изучить характеристики материала и возможности сверла, чтобы инструмент удовлетворял требованиям выполняемой работы.
- Посмотреть на цвет изделия. Он может говорить о том, как был обработан металл.
- стальной цвет показывает, что термообработка не производилась;
- желтый – металл обработан, устранено внутреннее напряжение в материале;
- ярко-золотой оттенок говорит о наличии нитрида титана, что повышает износостойкость;
- черный – металл обработан горячим паром.
- Изучить маркировку, чтобы узнать тип стали, диаметр, твердость.
- Узнать о производителе, проконсультироваться со специалистами.
- Изучить вопрос заточки инструмента.
Часто сверла продаются наборами, например, с различным диаметром. Вопрос приобретения такого инструмента требует понимания, для каких целей требуется сверло и как много вариантов может быть использовано.
О том, как сделать приспособление для заточки сверла на болгарке, смотрите в видео ниже.
Заточка сверла по металлу
Покупать новые сверла каждый раз, когда они затупились, могут позволить себе далеко не все. Тем более, что качественное сверло по металлу, а не дешевая китайская подделка, стоит довольно дорого. Хорошая новость состоит в том, что обладая элементарными навыками и точильным станком, сверло вполне можно заточить и в домашних условиях, избежав таким образом нежелательных финансовых расходов. Даже если у вас дома нет точильного станка, для этой цели подойдет и обычная дрель и точильный круг. При заточке сверла нужно иметь в виду, что обрабатывать следует не только головку сверла, но и всю боковую режущую кромку.
Какие сверла по металлу лучше?
Сверла по металлу изготавливают из инструментальной быстрорежущей стали HSS (High Speed Steel
). Это легированные стали с содержанием таких элементов, как вольфрам, молибден, а также ванадий и кобальт. Эти добавки положительно влияют на такие характеристики стали, как горячая твердость (температура нагрева, которую может выдержать сталь), красностойкость (время, которое сталь может выдерживать высокую температуру), сопротивление разрушению.
В процессе работы режущего инструмента происходит интенсивное выделение тепла, которое идет на разогрев инструмента. Для инструмента из обычной углеродистой стали недопустим режим работы при нагреве выше 200°C, т.к. твердость стали начинает стремительно падать. Современные быстрорежущие стали сохраняют свои свойства при 500-600°C, что позволяет существенно увеличить скорость сверления.
Очень важную роль играет процесс изготовления и термообработки сверл. Крупные предприятия — лидеры отрасли — имеют в своем распоряжении дорогостоящее контрольно-измерительное оборудование, что позволяет поддерживать стабильно высокое качество выпускаемой продукции. Сверла NoName зачастую делают из плохой стали, не выдерживается геометрия, перезаточить их практически невозможно — после отработки заводской заточки сверло становится непригодным для дальнейшего использования.
Коротко перечислим основные виды сверл по металлу
из быстрорежущей стали:
- Сталь сверл HSS-E
содержит кобальт и превосходит по режущим свойствам остальные стали, поэтому применяются для работы по вязким и сложным материалам. Их в основном используют для сверления нержавеющей стали, а также легированной и нелегированной стали с пределом прочности до 1200 Н/мм2.
| Тестирование сверл Diager HSS-E Co 5% | Сверло Diager HSS-TiN в работе |
- Трехслойное покрытие сверл HSS-TiAlN
(титаново-алюминиево-нитритное) имеет более низкий коэффициент трения, а также образует термальный барьер (сверло не теряет свои свойства при разогреве наружной оболочки до 700°C), повышается прочность и увеличивается срок жизни сверла приблизительно в 5 раз. Сверло с покрытием TiAlN не следует затачивать повторно, повреждение покрытия сведет все преимущества этого сверла на нет. Сверла HSS-TiAlN используют для производительного сверления легированной и нелегированной стали с пределом прочности до 1100 Н/мм2, алюминия, чугуна. - Сверла HSS-TiN
из стали, покрытой нитридом титана, также значительно меньше нагреваются в процессе работы, что увеличивает такие характеристики сверла, как прочность и срок жизни не менее, чем в 3 раза. Сверла с покрытием TiN не следует затачивать повторно. Сверла HSS-TiN используют для сверления легированной и нелегированной стали с пределом прочности до 1100 Н/мм2, чугуна. - Сверла HSS-G
—шлифованные сверла из инструментальной быстрорежущей стали имеют повышенную стойкость и малые радиальные биения. Сверла HSS-G —самые распространенные режущие инструменты для решения стандартных задач. Сверла HSS-G используются для сверления легированной и нелегированной стали с пределом прочности до 900 Н/мм2, чугуна. - Cверла HSS-R
прошли роликовую прокатку и термическую обработку. Сверла имеют наименьшую стойкость. Используются в основном для сверления мягких сталей, чугуна.
Отдельно стоит выделить твердосплавные сверла
или сверла с впаянным твердосплавным наконечником, они имеют максимальную прочность, способны выдерживать большие нагрузки. Используются для сверления жаропрочных сталей, нержавеющей стали, сплавов титана.
На вопрос «Какие сверла по металлу лучше?» мы ответим так — сверла, которые позволят выполнить конкретную задачу максимально эффективно.
Полный каталог
Условные обозначения
Расшифровка химического состава сталей, относящихся к категории HSS, затруднена, так как в их обозначении не содержится никаких подробных данных. Как правило, в каталогах на инструмент, изготовленный из сталей данной категории, есть информация о материалах, для обработки которых его можно использовать. Чтобы относительно точно определить химический состав HSS-сталей, необходимо использовать специальное оборудование или решать этот вопрос опытным путем.
Скорее всего, это немецкий аналог быстрорежущей стали HSS М2
HSS
К такой аббревиатуре часто добавляется буква R. Это сверла, отличающиеся наименьшей стойкостью. Они проходят роликовую прокатку и термическую обработку.
HSS G
Это обозначение наносится на сверла, режущая часть которых подвергается шлифовке при помощи боразона (CBN). Инструменты HSS G являются наиболее распространенными, их отличает повышенная стойкость. Кроме того, сверло по металлу, на которое нанесено такое обозначение, создает наименьшее биение при выполнении обработки с его помощью.
HSS c литерой E
Это обозначение указывает на то, что в составе материала изготовления изделия содержится кобальт. Инструмент с обозначением HSSE оптимально походит для обработки сложных материалов, а также материалов, отличающихся высокой вязкостью. Как уже говорилось выше, аналогом обозначения HSSE является маркировка М35. Существуют и международные аналоги обозначения HSSE (HSS-Co5 и HSS-Co8), по которым можно точно определить, какое количество кобальта содержится в стальном сплаве.
Сталь этой марки чрезвычайно трудно режется болгаркой
HSS G TiN
Данное обозначение указывает на то, что на поверхность инструмента нанесено напыление из нитрида титана. За счет этого повышается как твердость поверхностного слоя изделия (приблизительно на 2300 HV), так и его термостойкость (до 600°).
HSS G TiAIN
На поверхность инструмента с таким обозначением нанесено напыление из нитрида титана, легированного алюминием. Твердость поверхностного слоя такого сверла благодаря этому покрытию повышается примерно на 3000 HV, а термическая стойкость – на 900°.
HSS E VAP
Изделия с таким обозначением можно использовать для . На их поверхность меньше налипает стружка, поэтому они реже ломаются и обеспечивают высокое качество обработки.
Нередко можно встретить инструменты с обозначением HSS 4241, которые используются преимущественно для обработки изделий из древесины, пластика и алюминия. Что касается обозначения Super HSS, то каждый производитель вкладывает в него свои представления о качестве инструмента.
На видео показан тест ножа из стали марки HSS W18.