Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.
Процесс глубокого сверления на токарно-фрезерном центре
Особенности использования
Каждый из видов алмазных сверл отличают определенные особенности, которые обязательно следует учитывать при выборе и применении такого инструмента.
Коронки с алмазным напылением
Алмазный инструмент, режущая часть которого оснащена коронками с напылением, нанесенным гальваническим методом, внешне очень напоминает корончатые сверла обычного типа. Большим достоинством такого инструмента, кроме его доступной стоимости, является также и то, что при его использовании на него оказывается небольшое торцевое давление. Благодаря этому его можно использовать для сверления на высоких оборотах, что повышает производительность процесса.
Типы алмазных коронок
Между тем корончатое или трубчатое сверло, на режущую часть которого нанесено алмазное напыление, имеет и серьезный недостаток: оно имеет незначительный ресурс работы и позволяет качественно выполнить всего несколько отверстий. Именно поэтому инструменты, основой конструкции которых является трубка с алмазным напылением, используются преимущественно для сверления кафельной плитки.
Сверла с режущими элементами из спеченной алмазной крошки
Как уже говорилось выше, сверла, режущая часть которых изготовлена из алмазной крошки методом спекания, отличаются высокой надежностью и могут с успехом эксплуатироваться на протяжении длительного времени. Каждым из таких инструментов, если при их использовании соблюдаются все технологические рекомендации, можно выполнить сверление более ста отверстий. Однако есть у сверл данной категории и недостатки, наиболее значимый из которых заключается в том, что в процессе обработки инструмент подвергается значительному торцевому давлению, что не дает возможности применять высокую скорость обработки. Этим недостатком обусловлено значительное снижение производительности сверления.
Трубчатое сверло «Зубр-Профессионал» с алмазами на вакуумной пайке
Алмазные сверла конусного типа
Алмазный инструмент с режущей поверхностью конусной формы одновременно сочетает в себе достоинства сверл алмазных, относящихся к категории инструмента трубчатого типа, и кольцевых сверл. Как уже говорилось выше, такой инструмент по своему внешнему виду очень похож на обычные сверла по металлу, но отличается от них материалом изготовления. Для нанесения алмазного покрытия на рабочую поверхность таких сверл используются передовые технологии, которые позволяют создать инструмент, отличающийся высочайшей устойчивостью к износу.
Технология, используемая для обработки рабочей части режущих инструментов данного типа, позволяет создавать на ней покрытие, в котором количество алмазных зерен увеличено в 2–2,5 раза. Такая технология предполагает не обычную гальваническую обработку, а нанесение алмазного покрытия вакуумно-диффузионным методом. При использовании этого способа зазоры между алмазными зернами заполняются металлом, что и обеспечивает высочайшую стойкость формируемого покрытия.
Pereosnastka.ru
Классификация сверл для глубокого сверления
Категория:
Глубокое сверление
Классификация сверл для глубокого сверления
Из всей системы СПИД — станок, приспособление, инструмент и деталь — при глубоком сверлении в наиболее тяжелых условиях работает инструмент — сверло. Замкнутый объем и многочисленные функции, выполнение которых должна обеспечивать конструкция инструмента и форсированные режимы, заставляют работать корпус сверла, его режущие и направляющие элементы с высокими напряжениями. Этим можно объяснить обилие всевозможных конструкций сверл, имеющих часто оригинальные элементы. Авторы этих сверл, каждый по-своему и не всегда достаточно обоснованно, пытаются решать проблемы, не решенные еще исследователями и конструкторами.
Существующие сверла для глубокого сверления можно разделить на две группы: 1) сверла для сплошного сверления и 2) сверла для кольцевого сверления.
Сплошное и кольцевое сверление известны уже давно. Хотя метод кольцевого сверления следует считать прогрессивнее, сплошное сверление в промышленности распространено больше. В нашей стране кольцевое сверление применяется, начиная с диаметров сверления dc >80 мм. Однако следует ожидать, что этот метод будет постепенно вытеснять сплошное сверление и при меньших диаметрах сверления. Об этом свидетельствуют многочисленные попытки применения кольцевых сверл даже для диаметров сверления меньших 30 мм. Причиной недостаточного внедрения в производственную практику кольцевого сверления является меньшая его надежность и большая сложность осуществления.
Сверла для глубокого сверления можно также разделить на две большие группы по способу их базирования во время сверления.
Базирование инструмента при глубоком сверлении весьма существенно, так как сверло в этом случае может иметь опору только на поверхность отверстия, которое оно само образует. Причем по отношению к сверлу базирование может быть постоянным (определенным) или может периодически меняться. При постоянном базировании силы сопротивления, возникающие во время сверления в поперечной плоскости сверла, действуют все время в одном направлении по отношению к сверлу (рис. 1, а). При неопределенном базировании эти силы либо отсутствуют вообще, либо меняют в работе свое направление относительно инструмента (рис. 1, б и в).
Это важное положение будет в дальнейшем рассмотрено более подробно. Сейчас отметим только, что при определенном базировании на инструмент действует поперечная сила R, которая постоянно прижимает инструмент к поверхности просверленного отверстия. Если же инструмент не имеет определенности базирования, то переменная по направлению поперечная сила R в процессе сверления будет его раскачивать. В этом случае, особенно при форсированном режиме работы, инструмент не обеспечивает необходимого качества сверления. Однако, несмотря на это, в дальнейшем будет показано, что эти инструменты можно успешно использовать, введя дополнительные устройства, повышающие надежность их работы.
На небольшом участке режущей кромки влечет значительные потери твердого сплава. При делении же ширины реза несколькими резцами поврежденный участок сменной режущей кромки можно легко восстановить заменой вышедшего из строя резца. К достоинствам метода деления ширины реза следует отнести также легкость получения конструкций инструментов, имеющих постоянное (определенное) базирование.
Рис. 1. Действие сил в плоскости, перпендикулярной оси сверла: а — сила постоянная по величине и направлению (R = const; = 0); б — сила не постоянная как по величине, так и по направлению R; в — сила R = 0
В соответствии с загрузкой режущих кромок сверла, как и многие другие режущие инструменты, можно также разделить на две группы. При этом различают метод деления ширины реза и метод деления подачи.
При сверлении по методу деления ширины реза имеют в виду число автономных режущих кромок (число зубьев инструмента), необходимых для перекрытия всей ширины реза В. Этот метод следует считать прогрессивным направлением в конструировании сверл, так как перекрытие одной режущей кромкой всей ширины резания, особенно при сплошном сверлении отверстий диаметром выше 40 мм, затруднительно. Режущие кромки обычно составляются из твердосплавных пластин, ширина которых ограничена. Несмотря на то, что стандартом предусматриваются тонкие пластины большой ширины в производственных условиях они не всегда имеются.
Применение широких пластин оказывается в большинстве случаев экономически нецелесообразным, так как любое незначительное выкрашивание твердого сплава или повышенный износ пластины.
Ниже приводятся формулы для определения подачи на один зуб и величины превышения для применяемых на практике инструментов.
Из-за трудности заточки сверла с превышениями режущих кромок встречаются весьма редко. Иногда инструментальщики, желая получить инструмент, работающий методом деления подачи и обладающий определенностью базирования, все же пытаются применять подобные сверла.
Следующим признаком классификации сверл может быть способ отвода стружки: внутренний или наружных. Оба эти способа имеют свои положительные и отрицательные стороны. Наиболее распространенным является внутренний отвод стружки, несмотря на то, что осуществление его довольно сложно — требуется маслоприемник. Этот способ обеспечивает высокое качество просверленных отверстий, так как отходящая стружка не царапает поверхности отверстия и не заклинивается между направляющими инструмента и заготовкой. Кроме того, эти сверла имеют несколько меньший износ направляющих. Поэтому процесс сверления глубоких отверстий средних диаметров при внутреннем отводе стружки протекает более надежно.
Сверла для отверстий диаметров dc
Рис. 2. Графики распределения подачи на режущие кромки инструментов за один оборот заготовок
Рис. 3. Классификация сверл глубокого сверления. На рисунке приняты следующие условные обозначения: 1 — сверла, работающие методом деления ширины реза; 2 — сверла, работающие методом деления подачи; 3 — сверла, работающие комбинированным методом (сверла 2 и 3-й групп должны иметь число режущих кромок г. > 2)
Классифицировать сверла можно также и по различным конструктивным элементам. Наиболее существенными из них являются конструкции резцов и направляющих сверл и конструкции элементов присоединения сверл к стеблям.
У малых сверл режущие кромки и направляющие напайные, твердосплавные. Реже применяются прессованные и спеченные метал-локерамические сверла, присоединенные к стеблю методом пайки. Сверла из быстрорежущей и инструментальной стали для обычного сверления также изготовляются цельными — в виде насадок к стеблям.
У сверл для сверления отверстий dc>40 мм чаще всего резцы и направляющие сменные. В большинстве случаев пластины твердого сплава припаиваются к державкам резцов и колодкам направляющих. Реже применяются сверла с механическим креплением твердосплавных пластин лезвий и направляющих.
В нашей стране при обработке глубоких отверстий часто применялись сверла и другие инструменты с наружными хвостовиками для присоединения к стеблям. В этом случае на хвостовиках нарезалась многоходовая резьба. Однако опыт эксплуатации этих инструментов послужил основанием предложить для присоединения инструментов к стеблям внутреннюю пологую одноходовую резьбу.
Для присоединения крупных инструментов к стеблям резьба непригодна, так как имеет тенденцию к заклиниванию на стебле. Поэтому в таких случаях обычно применяют торцевое присоединение винтами и торцевыми шпонками или штифтами.
Схема классификации сверл для глубокого сверления приведена на рис. 3.
Читать далее:
Сверла средних диаметров, обладающие определенностью базирования
Статьи по теме:
pereosnastka.ru
Маркировка HSS-сверл, их виды и отечественные аналоги
Все сверла, изготовленные на основе HSS-стали, имеют соответствующую маркировку. Существуют три разновидности этой стали.
- Вольфрамовая (T1–T15).
- Молибденовая (М1–М36).
- Высоколегированная (М41–М62).
Вольфрамовые HSS-сверла
Из этой группы максимально широкое распространение получили сверла, изготовленные из четырех типов сталей.
- T1 (отечественный аналог — Р18). Из этой HSS-стали (18 % вольфрама) с высокими характеристиками (шлифуемость, прочность и износостойкость) изготавливают сверла и иные инструменты общего назначения. Лучше всего они подходят для обработки углеродистых и легированных конструкционных сталей.
- T2 (отечественный аналог — Р18Ф2). Сплав содержит 2 % ванадия. Его используют для изготовления чистовых и получистовых сверл, предназначенных для обработки среднелегированных конструкционных сталей.
- T3 (отечественный аналог — Р18K5Ф2). Сплав содержит 18 % вольфрама, 5 % кобальта и 2 % ванадия. Такие инструменты отличаются повышенными вторичной твердостью и износостойкостью, но имеют низкую шлифуемость. Сверла этого типа лучше всего подходят для обработки заготовок из высокопрочных, коррозионностойких и жаропрочных сталей и сплавов.
- T15 (отечественный аналог — Р12Ф5К5). Эта маркировка на HSS-сверлах означает, что в сплав кроме 12 % вольфрама добавлены ванадий (5 %) и кобальт (5 %). Эти инструменты отличаются высокими прочностью, вязкостью и износостойкостью. Их используют при сверлении труднообрабатываемых материалов.
Изображение №1: состав вольфрамовых HSS-сталей
Молибденовые HSS-сверла
Основной легирующий компонент сталей этой группы — молибден. Также в разных количествах могут содержаться:
- вольфрам,
- кобальт;
- ванадий;
- углерод;
- и иные компоненты.
Изображение №2: состав молибденовых HSS-сталей
Самое широкое распространение получили HSS-сверла, изготовленные из следующих типов молибденовых быстрорежущих сталей.
- M1. Из стали данной марки (8 % молибдена) производят инструменты общего назначения. Такие HSS-сверла отличаются высокими гибкостью и стойкостью к ударным нагрузкам. Красностойкость ниже, чем у аналогов.
- M2 (отечественный аналог — Р6М5). Это самый распространенный материал для производства HSS-сверл. Сплав содержит 6 % вольфрама и 5 % молибдена. Обладает сбалансированными прочностью, твердостью и теплостойкостью.
- M3 (отечественный аналог — Р6М5Ф3). Этот сплав также содержит 3 % ванадия. HSS-сверла из такой стали отличаются более низкой абразивной изнашиваемостью.
- M7. Основные легирующие компоненты — молибден (8,75 %), ванадий (2 %) и вольфрам (1,75 %). Сверла, изготовленные из этой HSS-стали, применяют для сверления твердых и толстолистовых металлов.
- M35 (отечественный аналог — Р6М5К5). Кроме вольфрама молибдена и ванадия данный сплав содержит кобальт (5 %), а также в небольших количествах марганец, кремний и никель. Преимущества этого материала — хорошая вязкость, отличная шлифуемость, тепло- и износостойкость. HSS-сверла, изготовленные из данного сплава, применяют при обработке заготовок из улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.
Высоколегированные HSS-сверла
Для производства высоколегированных HSS-сверл (обладающих высокой ударной вязкостью и эксплуатируемых в холодных условиях), используют сплавы молибденовой группы, которые подвергают специальной термической обработке.
Изображение №3: состав высоколегированных HSS-сталей
- M47 (отечественный аналог — Р2АМ9К5). В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.
- M42. Содержит большое количество кобальта и молибдена (8 и 9,5 %, соответственно). HSS-сверла, изготовленные из этого сплава, отличаются повышенными красностойкостью и устойчивостью к истиранию. Такие инструменты применяют при обработке вязких и сложных металлов.
Классификация сверл по назначению
Для каждого материала рекомендовано применять определенный тип сверл. Неграмотное использование режущего инструмента часто приводит к порче оборудования, фурнитуры и, естественно, исходного материала. Чтобы избежать подобных ошибок, нужно знать, какой тип сверла наиболее качественно справится с конкретной работой.
Сверла для работы с металлом
Сверление в металле проводят обычно фрезеровальным, спиральным или ступенчатым сверлом. Материалом изготовления таких сверл обычно служит быстрорежущая сталь. Об этом должна свидетельствовать соответствующая маркировка. Если она отсутствует, к изделию следует отнестись с осторожностью – на строительном рынке много некачественных подделок. В приведенной ниже таблице содержится информация, сверло какой маркировки подходит для определенного типа металла.
| Маркировка на российских изделиях | Маркировка на иностранных изделиях | Характеристики, область применения |
| М1 | HSS-R, HSS | Основные сверла по металлу со средней износостойкостью, не очень устойчивы к перегреву и ударным воздействиям, но стоят при этом недорого. Можно сверлить неглубокие отверстия. |
| Р6М5, М2 | HSS-G | Имеют обширный спектр применения. Высокие показатели износостойкости, прочности, стойкости к ударным воздействиям. Подходят для формирования отверстий любой глубины в листах углеродистой и легированной стали, в сплавах чугуна и цветных металлов. |
| Р6М5К5, М35 | HSS Co, HSS-E | Рекомендованы для обработки нержавеющих сталей. |
| — | HSS-G TiAlN, HSS-G TiN | Сверла по металлу максимальной твердости и термоустойчивости. Стоимость инструмента высока, но можно сверлить особо прочные металлы, титановые сплавы. Заточка сверл данного типа не допускается. |
Помимо маркировки о назначении инструмента может свидетельствовать угол заточки. Чем он острее, тем мягче должен быть сплав. Для таких случаев оптимален угол в 80-90º, для сверления чугунных и стальных сплавов – 100-120º, для более твердых металлов – 130-140º.
Сверла по дереву
Для работы с древесиной применяют следующие виды сверл:
- спиральные;
- перовые;
- спираль Левиса;
- Форстнера;
- фрезеровальные и др.
Спиральное сверло по дереву визуально мало чем отличается от сверла по металлу, но ему необходима особая заточка с центрирующим шипом. Поэтому для выполнения отверстий повышенной точности и с гладкой чистой поверхностью, нужно использовать сверло по дереву с соответствующей рабочей поверхностью, изготовленное из углеродистой или инструментальной стали.
Сверла по бетону/кирпичу
Для работы с кирпичом, бетоном, камнем и подобными материалами требуется специальное сверло по бетону с напайкой из сплава повышенной твердости, например, победита, на наконечнике рабочей поверхности. Сама операция по сверлению бетона несколько иная: сверло или бур вместе с вращательными движениями должны совершать ударно-поступательные. В этом случае камень будет не резаться, а дробиться. Дрелью, даже ударной, сделать отверстие в бетоне глубиной более чем 6 мм будет тяжело. Поэтому для работ по бетону, кирпичу или камню необходим перфоратор и сверла повышенной прочности.
Для выполнения отверстий большого диаметра в бетоне, кирпиче или камне поможет корончатое сверло с алмазным напылением или зубьями из твердых сплавов.
Сверло по кафелю/стеклу
Работа с кафелем/стеклом требует особой осторожности и, соответственно, специального инструмента. Для этих целей используют трубчатые алмазные сверла (коронку), а также перовые (копьевидные) с напайкой их карбида вольфрама или победита. Эффективность у инструментов данных конфигураций одинакова, однако для сверления больших отверстий в кафеле лучше использовать коронку, а в стекле – перовое. Чтобы изготовить большие отверстия в кафеле применяют приспособление «балерина». На минимальных оборотах сверление выполняют с оборота плитки.
Универсальные сверла
Помимо сверл узкого назначения, существуют универсальные. Они могут продаваться отдельно или в наборе. Благодаря особой заточке такими сверлами можно обрабатывать практически любые материалы от древесины до стали и керамики. Чаще всего это инструмент с победитовой напайкой. На упаковке с набором сверл обычно указывается, для каких материалов они пригодны.
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
ГОСТ 886-77 Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные размерыСкачать
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.
Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Принцип работы эжекторным сверлом
Особенности сверления глубоких отверстий
Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров. Данная технологическая операция отличается высокой сложностью и трудоемкостью, а главным условием ее качественного выполнения является эффективное охлаждение используемого инструмента, которое, как правило, осуществляется под давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Для этого используют специальную кондукторную втулку или осуществляют такую процедуру по предварительно выполненному отверстию меньшего диаметра.
В силу технических сложностей глубокое сверление следует выполнять на специальном оборудовании
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории. Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Виды сверл для глубоко сверления
В сегодняшней технологии металлообработки применяют несколько типов сверл для глубокого сверления деталей.
Рассмотрим основные их типы:
- Пушечные сверла. Характеристики данного типа сверл были рассмотрены выше. В последнее время выпускается инструмент с несколько измененной формой по отношению к традиционной. Это позволяет повысить производительность процесса и качество обрабатываемых деталей. Есть смысл применять пушечные сверла при обработке отверстий небольшого диаметра. Длина отверстий обычно не более 40 диаметров. Точность по IT9, а чистота поверхности составляет 0,09 – 3,5 мкм.
- Ружейное сверло, выполненное как единое целое. Их еще называют монолитные сверла, поскольку они выполнены цельно из твердосплавного материала. Для подвода смазывающе-охлаждающей жидкости внутри сверла имеется специальный проход. Стружка и СОЖ отводятся от детали через наружную винтовую канавку. Их применяют для сверления отверстий до 100 миллиметров. Глубина – до 100хD. Инструмент получил такое название, поскольку раньше его применяли для обработки стволов огнестрельных орудий.
- Ружейное сверло, выполненные по технологии фиксации режущих пластин из твердого сплава методом пайки. Как и другие сверла этого типа обеспечивают высокую точность размеров с минимальным отклонением оси сверления.
- Ружейное сверло, имеющее дополнительные режущие пластины. Такие сверла делают процесс резания более производительным.
- Спиральные сверла с цилиндрическим хвостовиком. Производятся согласно требованиям ГОСТ 886-77. Они имеют удлиненную режущую часть, которая может быть выполнена цельно из быстрорежущей стали либо иметь твердосплавные пластины. Подвод СОЖ может быть как изнутри, так и снаружи. Хвостовик может также иметь цилиндрическую форму.
- Перовые сверла. Их используют для сверления неглубоких отверстий ступенчатой формы.
- Эжекторные сверла. Используют для сверления глубоких отверстий в металлообрабатывающих аппаратах с размещением режущего инструмента в горизонтальной плоскости.
Что такое, и для чего предназначено пушечное сверло
Пушечное сверло — это режущий инструмент преимущественно цилиндрической формы с переменным по длине сечением. Оно является инструментом однорезцового вида.
Для отведения отработанной стружки от обрабатываемой детали на поверхности такого сверла имеется выемка с сечением в форме буквы V. Данная проточка выполнена по внешней поверхности сверла.
В общем случае, при помощи пушечного сверла возможно получить отверстия с диаметром в диапазоне от 0,5 миллиметров до 10 сантиметров. Специальное отверстие для подвода смазывающе-охлаждающей жидкости обычно отсутствует. Сверление производят на малой частоте вращения металлообрабатывающего агрегата.
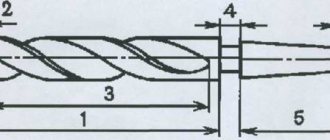
В рабочей части пушечное сверло имеет форму полукруга. Плоская поверхность полукруглого стержня является передней поверхностью сверла. Под прямым углом к оси сверла на торце стержня образуется режущая кромка. Задний торец инструмента имеет плоскую наклонную под углом 10-20 градусов форму.
Для обеспечения более точного направления опорная поверхность пушечного сверла имеет цилиндрическую форму. На опорной поверхности выполняются лыски под 35-40 градусов, а также обратный конус 0,04-0,05 миллиметров на 10 сантиметров длины. Эти мероприятия способствуют уменьшению трения инструмента о внутренние стенки обрабатываемой детали.
Для удаления стружки, образовавшейся в процессе резания, приходится регулярно выводить сверло из детали. Геометрия сверла способствует тяжелым условиям работы инструмента, что уменьшает его долговечность и снижает точность процесса резания.
Отметим, что в современной металлообработке есть более точные и производительные способы получения глубоких отверстий. Обработка детали пушечным сверлом считается устаревшим и малоэффективным методом глубокого сверления.
Сверла для древесины
Относительно небольшие отверстия до 12 мм в древесине или древесных композитах (ДСП, МДФ) можно сверлить обычным спиральным сверлом для металла. Но отверстия, к которым предъявляются повышенные требования по точности размеров и чистоте поверхности выполняют сверлами, специально предназначенными для древесины. Их изготавливают из инструментальной или углеродистой стали и для металла они не годятся.
Спиральные сверла.
Предназначены для сверления малых и средних по диаметру отверстий. Как уже отмечалось, вместо них можно использовать спиральные сверла для металла, но отверстия после них получаются хуже качеством.
Винтовые сверла.
Имеют острую режущую кромку и шнекоподобную форму. Благодаря последней из отверстия легко удаляется стружка. Это качественные сверла, которые применяют, если требуется получить глубокое отверстие с гладкой стенкой.
Перьевые сверла.
Используются для получения отверстий относительно больших диаметров – от 10 до 25 мм и более. Это самые простые и недорогие сверла, их можно даже изготовить самому из подходящей пластины и круглого стержня. Но качество отверстий после них получается невысоким – шершавые стенки, не очень точные размеры.
Коронка.
Термин «коронка» говорит о том, что этот инструмент выполнен в виде полого цилиндра, на кромках которого располагаются зубья. Сверление получается в виде кольца, из которого затем удаляется внутренняя часть. Коронка – незаменимый инструмент, если требуется получить большое отверстие – до 100 мм и более. В магазинах ее предлагают в виде набора, в котором имеется оправка, центровочное сверло с хвостовиком и несколько коронок разных диаметров.
Сверло Форснера.
Это инструмент для выполнения точных отверстий в древесине (особенно мягкой), ДСП, ламинате и пр. У него имеется центровочное острие и подрезатель с острой кромкой. Благодаря последнему отверстие получается точным и гладким. Если нужно получить глухое отверстие с гладкими стенками и точными размерами, сверло Форснера справится с этой работой наилучшим образом.
Что это такое?
К этой группе изделий относится ряд различных типов насадок. Каждая из моделей применяется для выполнения своих задач. К примеру, сверло, изготовленное в соответствии с ГОСТ 10903-77, работает на увеличение площади высверливаемого отверстия. Каждая из спиральных насадок имеет характерные особенности, присущие ей: геометрическую конструкцию, тип режущей кромки, материал изготовления и тип его обработки, например сталь с напылением или обработанная паром.
Форма насадки очень важна, так как от нее зависит, выберут сверло для выполнения определенного вида работы или нет. Для различных поверхностей и высверливания отверстий разной глубины и диаметра используются разные типы фрез.
Для изготовления таких буравчиков применяют легированную или углеродистую сталь марок 9ХС, Р9 и Р18. Две последние маркируют как HSS, они являются быстрорежущими. Такие сплавы не теряют прочности при нагревании, даже сильном, что делает изделия из них незаменимыми при сверлении. Для того чтобы определить, в какой области будет использоваться сверло, нужно знать угол его заточки, т. е. величину углов двух основных режущих кромок и поперечной. Чтобы сверлить оргстекло, пластмассу, потребуется насадка, имеющая величину угла от 60 до 90 градусов. Чем тоньше лист, который планируется сверлить, тем меньше должен быть угол заточки.
Небольшая величина дает хороший показатель теплоотведения, а это важно для тех материалов, которые при перегреве деформируются. Но нужно учитывать, что заточка под малым углом делает само сверло более уязвимым, хрупким, поэтому его можно использовать лишь для сверления нетвердых материалов
Заточка заднего угла не должна быть меньше, чем 15 градусов. В противном случае сверло будет скоблить поверхность, а не взрезать ее, что ведет к деформации.
Угол, под которым сходятся режущие кромки на наконечнике, составляет от 118 до 135 градусов. Имеются также насадки, на которых снимают дополнительную фаску, – двойной заточки. Этот метод снижает трение, которое возникает в процессе сверления. Еще встречаются устройства с наличием двух ступеней, которые делают хвостовик более совершенным. При помощи двухступенчатого наконечника центровка сверла становится значительно более точной.
Буравчики, оснащенные коническими хвостовиками, имеют то же назначение, что и их аналоги с цилиндрическими, и состоят из тех же элементов. Устройство рабочей части сверла включает в себя режущую часть (это две главные и одна поперечная кромки) и направляющую (в нее входят режущие кромки вспомогательного характера). Хвостовиком называют элемент, посредством которого происходит закрепление насадки в патроне электроинструмента. Форма конуса, которую имеет хвостовик, удобна для того, чтобы легко закреплять и высвобождать изделие из патрона.
Какие сверла по металлу лучше?
Крупные предприятия — лидеры отрасли — имеют в своем распоряжении дорогостоящее контрольно-измерительное оборудование, что позволяет поддерживать стабильно высокое качество выпускаемой продукции.
Коротко перечислим основные виды сверл по металлу
из быстрорежущей стали:
1. Сталь сверл HSS-E
содержит кобальт и превосходит по режущим свойствам остальные стали, поэтому применяются для работы по вязким и сложным материалам. Сверла Diager HSS-E Co 5% отвечают самым высоким стандартам качества. Их в основном используют для сверления нержавеющей стали, а также легированной и нелегированной стали с пределом прочности до 1200 Н/мм2.
2. Трехслойное покрытие сверл HSS-TiAlN
(титаново-алюминиево-нитритное) имеет более низкий коэффициент трения, а также образует термальный барьер (сверло не теряет свои свойства при разогреве наружной оболочки до 700°C), повышается прочность и увеличивается срок жизни сверла приблизительно в 5 раз. Сверло с покрытием TiAlN не следует затачивать повторно, повреждение покрытия сведет все преимущества этого сверла на нет. Сверла Diager HSS-TiAlN используют для производительного сверления легированной и нелегированной стали с пределом прочности до 1100 Н/мм2, нержавеющей стали, чугуна.
3. Сверла HSS-TiN
из стали, покрытой нитридом титана, также значительно меньше нагреваются в процессе работы, что увеличивает такие характеристики сверла, как прочность и срок жизни не меньше, чем в 3 раза. Сверла с покрытием TiN не следует затачивать повторно. Сверла Diager HSS-TiN используют для сверления легированной и нелегированной стали с пределом прочности до 1100 Н/мм2, чугуна.
4. Сверла HSS-G
-шлифованные сверла из инструментальной быстрорежущей стали имеют повышенную стойкость и малые радиальные биения. Сверла HSS-G -самые распространенные режущие инструменты для решения стандартных задач. Сверла Diager HSS-G используются для сверления легированной и нелегированной стали с пределом прочности до 900 Н/мм2, чугуна.
5. Cверла HSS-R
прошли роликовую прокатку и термическую обработку. Сверла имеют наименьшую стойкость. Используются в основном для сверления мягких сталей, чугуна.
Отдельно стоит выделить твердосплавные сверла
или сверла с впаянным твердосплавным наконечником, они имеют максимальную прочность, способны выдерживать большие нагрузки. Используются для сверления жаропрочных сталей, нержавеющей стали, сплавов титана.
Сверла по металлу изготавливают из инструментальной быстрорежущей стали HSS (High Speed Steel
). Это легированные стали с содержанием таких элементов, как вольфрам, молибден, а также ванадий и кобальт. Эти добавки положительно влияют на такие характеристики стали, как горячая твердость (температура нагрева, которую может выдержать сталь), красностойкость (время, которое сталь может выдерживать высокую температуру), сопротивление разрушению.
В процессе работы режущего инструмента происходит интенсивное выделение тепла, которое идет на разогрев инструмента. Для инструмента из обычной углеродистой стали недопустим режим работы при нагреве выше 200°C, т.к. твердость стали начинает стремительно падать. Современные быстрорежущие стали сохраняют свои свойства при 500-600°C, что позволяет существенно увеличить скорость сверления.
Очень важную роль играет процесс изготовления и термообработки сверл. Крупные предприятия — лидеры отрасли — имеют в своем распоряжении дорогостоящее контрольно-измерительное оборудование, что позволяет поддерживать стабильно высокое качество выпускаемой продукции. Сверла NoName зачастую делают из плохой стали, не выдерживается геометрия, перезаточить их практически невозможно — после отработки заводской заточки сверло становится непригодным для дальнейшего использования.
На вопрос «Какие сверла по металлу лучше?» мы ответим так — сверла, которые позволят выполнить конкретную задачу максимально эффективно.
Статья расскажет, как правильно выбрать и эксплуатировать сверло по металлу. Вы узнаете о том, какие бывают их разновидности, особенности покрытия и обработки, а также конструктивные различия. В статье приведены таблицы для расшифровки международных обозначений, а также анализ цен на наборы свёрл.
Сверление металла и пластика — одна из необходимых операций, как при профессиональной работе, так и в домашнем обиходе. Как правило, её выполняют одним сверлом, т. к. оба материала имеют монолитную структуру разной плотности. Поэтому свёрла для металла применимы к пластику практически без износа.
Как выбрать ступенчатое сверло?
Чтобы не ошибиться с выбором ступенчатого инструмента, необходимо вначале выяснить, какими ключевыми техническими характеристиками он обладает.
Рассматривая различные модификации, следует уделять внимание и цвету изделия, причем это связано не с эстетической составляющей
- Если изделие выполнено в серо-стальном цвете, то это будет подсказкой о том, что в качестве материала для инструмента была использована сталь, с которой не проводили необходимую обработку. Поэтому, скорее всего, качество такого инструмент будет невысоким.
- Если сверло выполнена из стали черного цвета, то это признак проведения обработки материала с помощью горячего пара . Подобная операция повышает характеристики прочности материала. Сверлильное изделие в подобном варианте исполнения будет более предпочтительным, нежели устройство, с которым не проводили никаких манипуляций.
- Если в качестве материала сверла выступает сталь золотистого цвета, то, значит, в процессе изготовления инструмента с металла убирали внутреннее напряжение. Польза от такой операции заключается в обеспечении большего удобства при работе с подобным сверлом.
- Если устройство для сверления характеризуется наличием ярко-золотистого оттенка, то это признак наличия износостойкого поверхностного слоя, на роль которого в большинстве случаев выбирают нитрид титана. Хотя подобное сверло стоит заметно дороже, в плане эксплуатации оно выигрывает у многих простых изделий.
Технические характеристики стали и маркировка
Можно не останавливаться подробно на всех видах сталей, которые могут применяться для создания ступенчатых сверл из-за их большого количества. По этой причине наилучшим выбором станет изделие, у которого на материале имеется маркировка HSS. По ней можно понять, что этим инструментом можно обеспечить высокое скоростное сверление, не допуская деформирования металла при нагреве.
Диаметр рабочих порогов, начинающего и финального
Уже в самом начале выбора необходимо обратить внимание на эти параметры, учитывая, что средняя цена на сверла достигает уровня 2500 рублей
Производитель и стоимость ступенчатых устройств
Первый критерий является столь важным, поскольку выбирать лучше всего такое сверло, для изготовления которого использовалась сталь, удовлетворяющие требованиям действующего ГОСТа
Если вам важно быть уверенным, что приобретаемое изделие для сверления имеет гарантированно высокое качество исполнения, то можно обратить внимание на продукцию под маркой TOP CRAFT