За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения. Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые). Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.
Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
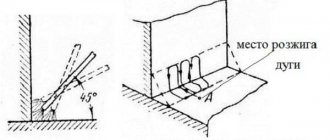
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Сварка швеллеров без потери прочности соединения
Любое сварное соединение ослабляет конструкцию и отдельные его узлы. Поэтому в строительстве для уменьшения сварных соединений при повышенных нагрузках на опорные балки несущих конструкций принято использовать швеллерный и двутавровый металлопрокат. Сварка швеллера при монтаже несущих частей конструкции представляет особую важный этап, но часто вызывает затруднения и невозможность выполнить строгие правила сваривания (ГОСТ).
Общие сведения о швеллере
Стальной швеллер представляет собой металлическое изделие, которое имеет П-образный профиль сечения. Данная конструкция позволяет при минимальном расходе материала, металла, получить высокие конструкционные характеристики. Способы изготовления швеллеров (гибкой на специальном станке или методом горячего проката) не влияют на выбор техники сваривания при его соединении, а только на общие прочностные характеристики.
Основные преимущества швеллера направлены на усиление отдельных узлов конструкции и заключаются:
- В возможности выдерживать большие осевые нагрузки.
- В высоком сопротивлении на изгиб при центральной нагрузке.
- В возможности соединения без использования сварки.
И так же эти же преимущества являются и недостатками при сваривании швеллеров.
В настоящее время выпускается пять видов швеллеров:
- специальные;
- с полками разной величины;
- равнополочные;
- с определенным уклоном полочных граней;
- с параллельными гранями полок.
Самой большой прочности соединения можно добиться при сваривании равнополочных швеллеров с параллельными гранями полок. Они и являются самыми востребованными в сфере строительства.
Трудности соединения швеллеров
Для сборных металлоконструкций швеллера хорошо себя зарекомендовали, но мельчайшие ошибки в их соединении вызывают критичное нарушение прочности всей конструкции. Каждое сварное соединение само по себе ослабляет прочность металлоконструкции на 5-7%, при том, что металл шва имеет более высокие прочностные характеристики, чем металл основной детали.
Проблема заключается в самой техники сваривания, в правильном предварительном разогреве металла и в опыте сварщика. Неудобное положение при сборке некоторых узлов, а так же неправильно выбранные шов приводит к тому, что околошовная зона сваривания (зона не равномерного плавления) теряет до 20% своей прочности. Это самые уязвимые места соединения и на каждый сварной шов их два, с двух сторон. ГОСТ предусматривает самые распространенные узловые соединения, но далеко не все.
Итог:
- Всеми рекомендованными нормами по ГОСТу пренебрегать нельзя.
- Сварка швеллеров по ГОСТу гораздо прочнее, даже при условиях дополнительного усиления конструкции.
- Все дополнительные накладки после сварки между собой встык необходимо выполнять исключительно снаружи швеллеров.
- Сварка во внутренних углах швеллера только ослабляет общую конструкцию, поэтому варить во внутренних углах, как и внутри самого швеллера, не желательно.
- Сваривать можно не только по ГОСТу, так как это иногда неудобно, но и опираясь на рекомендации.
Электродуговая сварка
Особенности использования электродов и возможности подбора их по основным характеристикам делают электродуговую сварку самой предпочтительной для соединения швеллеров. Наиболее качественный шов получается при использовании электродов УОНИ, но есть некоторые особенности их использования.
Рекомендации:
- Желательно выполнять соединения внахлест.
- Работа с этими электродами требует опыта.
- Перед началом работы электрод следует прокалить в специальной печи при температуре 250 0С в течение часа.
- Металл должен быть тщательно подготовлен согласно ГОСТу.
- Для сварки необходимо использовать короткую дугу средней мощности при обратной полярности.
- Легче варить при прямой полярности, так как электрод горит медленнее, но тогда необходимо следить за сварочной ванной. Она не должна обогнать дугу.
- При таком соединении обязательно необходимо проводить проверку на внутренние дефекты.
Непосредственно режим сварки и скорость выполнения шва зависит от выбранного вида соединения, но наиболее оптимальной при ручной сварке является 20 м/ч.
Газовая сварка
При соединении швеллеров чаще всего полностью отказываются от применения кислородно-газовой сварки. Температура нагрева и большая зона нагрева, а соответственно и еще большая околошовная непрочная зона нагрева, не способствуют выбору данного способа соединения. Негативное термическое влияние, а так же перегрев зоны шва, приводит к возникновению ненужного внутреннего напряжения металла и к сильной деформации общей конструкции (балки).
Варианты сварки швеллеров
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.
Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 — 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.
Виды стыковки швеллеров
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
Различают следующие варианты взаимного расположения швеллеров:
- полки швеллеров обращены внутрь;
- полки швеллеров обращены наружу (образует двутавр);
- смешанное расположение полок;
- полки швеллера перпендикулярны плоскости каркаса;
- диагональное размещение (размещение «стоя» или «лежа).
Выбор определенного варианта связан с:
- условиями наложения шва;
- протяженности места сваривания и количества задействованных рабочих для его наложения;
- вида сил и мест их воздействия;
- типа и габаритных размеров швеллера;
- требуемой расчетной устойчивостью и полной нагрузки на сооружение.
Требования, предъявляемые к сварке швеллеров
Для создания прочной конструкции сварные соединения должны выполняться в соответствии со следующими требованиями:
- сначала сваривают полки, затем более тонкие элементы;
- недопустимо сваривание внутренних углов профиля, поскольку это снижает прочность балки;
- между торцами должен быть зазор 2 — 3 мм, чтобы не пришлось счищать «горку» со шва, что приводит к снижению его надежности;
- легкие конструкции, не подверженные значительным нагрузкам в процессе эксплуатации, можно собирать двухсторонней сваркой встык;
- недопустимо появление на стыках горизонтальных и вертикальных изломов.
Независимо от метода соединения последовательность работ должна соответствовать ГОСТ. Если там указано, что разделка кромок проводится после очистки, это нужно неукоснительно выполнять. Кроме этого в документе указаны требования к материалу швеллеров, которые необходимы при расчете конструкции.
Металлоконструкц ии или любые сварные детали бывают различной формы. Это трубы всевозможного диаметра, швеллер, профильные трубы, двутавр и пр.
При сварке таких деталей как труба и швеллер целесообразней использовать усиливающие пластины-косынки . Эти пластины используют для жесткой связи между свариваемыми деталями. Приварка данных деталей производится следующим способом. Если трубы связываются между собой крест на крест, то на места предполагаемых соединений с трубами привариваются квадраты размером примерно 150х150 мм. или 200х200 мм. Далее к этим пластинам привариваются распорки, в качестве которых используют уголок размером не менее 65 или 73. Также на перекрестии между распорками приваривается пластина и на каждом примыкании пластины к уголками делается сварной шов.
Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже – 40 С.
Рекомендуем! Почему электроды прилипают при сварке
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Как правильно сварить швеллеры встык с использованием накладок?
Если необходимо получить шов, прочность которого не уступает прочности тела профильного проката, используют накладки, толщина которых зависит от толщины стенок заготовки. Один из нормативных документов, регламентирующих качество получаемого соединения, – ГОСТ 15164.
- Торцы заготовок подготавливаются и свариваются друг с другом.
- Шов изнутри зачищают до ровной поверхности.
- Внутри заготовки приваривают стальную полосу той же марки и толщины, что и основной металл. Опытные сварщики советуют приваривать на шов не полосу, а шестиугольник, который обваривается со всех сторон.
- Снаружи также наваривают шестиугольную накладку, но размер ее должен быть больше, по сравнению с внутренней.
Накладки необходимо приварить по полному контуру, иначе в зазоры может попасть влага, вызывающая коррозию стали. При невозможности выполнить это условие в зазоры заливают антикоррозионный состав. Соединяемые элементы должны укладываться в линию без переломов в горизонтальной и вертикальной плоскостях.