Перемотку статора болгарки в настоящее время можно сделать и самостоятельно. Для этого нужно запастись только необходимыми знаниями. При наличии у мастера необходимых инструментов, навыков проведения ремонтных работ и определенного объема знаний в области электротехники, вопрос о том, как своими руками устранить неисправность этого инструмента решается достаточно легко.
Схема обмотки статора.
Причины поломок
408-105 Статор для УШМ Hitachi G18SE3 и HAMMER. Фото 220Вольт
Наиболее частой причиной выхода из строя статора болгарки является нарушение условий эксплуатации. Асинхронные двигатели обладают способностью сохранять обороты вне зависимости от величины действующей нагрузки. Это является одновременно и достоинством, и недостатком.
Возможность выполнить работу при больших нагрузках сопровождается перегревом инструмента, что способствует при длительной эксплуатации к возникновению неисправностей в обмотках ротора и статора. Под действием высокой температуры выгорает защитный слой изоляционного покрытия, что приводит к выходу электрических узлов из строя.
Конструкция фазного ротора
Фазный ротор АД конструктивно напоминает его статор. Основа ротора набирается из пластин электростатической стали, которые насаживаются на вал. Конструкция имеет продольные пазы, в которые укладываются витки катушек фазной обмотки. Количество фаз ротора строго соответствует количеству фаз статора. Для подключения обмотки ротора к цепи, на валу последнего устанавливаются 3 контактных кольца, к которым подведены концы обмотки, находящиеся в соприкосновении с токопроводящими щетками. В свою очередь щетки имеют выходы в коробку корпуса, что позволят подключать внешнее дополнительное сопротивление.
В зависимости от напряжения сети, фазы обмотки соединяются “треугольником” или “звездой”. Оси катушек двухполюсного электродвигателя смещены на 120 градусов относительно друг друга.
Контактные кольца изготавливаются из латуни или стали. На вал они посажены с обязательной изоляцией между собой. Щетки расположены на щеткодержатле, изготовлены из металлографита, к кольцам прижимаются посредством пружин.
Как прозвонить
Для качественной диагностики статора болгарки, следует выполнить полную разборку электроинструмента с целью устранения всех других конструктивных элементов, включая ротор, чтобы обеспечить свободный доступ ко всем его частям. На первоначальном этапе необходимо выполнить визуальный осмотр. Для более полной картины обязательно следует выполнить проверку наличия дефектов с помощью электрических приборов. Какими приборами и как прозвонить статор болгарки, подробно описано по ссылке «Как прозвонить статор болгарки».
Схема обмотки, как подобрать толщину провода
Статоры болгарок имеют очень похожую конструкцию и отличаются размерами деталей, в которых формируется магнитный поток, количеством витков в обмотках и диаметром провода. Стандартная схема подключения болгарок показана на следующем рисунке.
Здесь L1 и L2 обозначают катушки статора.
Сгоревшую обмотку удаляют, при этом необходимо собрать информацию о старых катушках: определить количество витков, диаметр проволоки, начало, конец обмотки и требуемое направление при перемоточных работах. Количество витков определяется прямым счетом проволочек после разрезки вышедших из строя катушек.
Диаметр проволоки должен максимально близко соответствовать заменяемым обмоткам. Поэтому в качестве измерительного инструмента наиболее пригодным является микрометр с точностью измерения до 0,01 мм. Измерение проводить на зачищенной от изоляционного покрытия поверхности проволоки сгоревшей катушки.
Отличие короткозамкнутого ротора от фазного
В короткозамкнутом роторе электродвигателя, в отличие от фазного варианта, нет обмоток. Их заменяют замкнутые с торцов между собой кольцами стержни, изготовленные из алюминия или меди. Визуально конструкция такого ротора напоминает беличье колесо, от чего он и получил свое название – “беличья клетка”.
Короткозамкнутый ротор приводится во вращение за счет наведения тока магнитным полем статора. Чтобы исключить пульсирование магнитного поля в роторе, стержни “беличьей клетки” располагаются параллельно между собой, но под наклоном относительно оси вращения. АД с короткозамкнутым ротором обладают высокой надежностью за счет отсутствия щеток, которые со временем перетираются. Кроме того, их стоимость меньше, чем у вариантов с фазным ротором.
Читать также: Зарядное устройство шуруповерта калибр инструкция
Как перемотать в домашних условиях, этапы выполнения работ
Ремонт начинается с удаления вышедшей из строя старой обмотки. При помощи пассатижей (плоскогубцев, круглогубцев) от старой обмотки освобождаются пазы статора.
Далее выполняется перемотка катушек статора. Она может выполняться на специальном изготовленном шаблоне или непосредственно в пазы сердечника статора. Это зависит от глубины и ширины пространства для укладки провода.
Намотанная катушка устанавливается в статор с обязательным позиционированием начала и конца обмоточного провода, как было описано выше по тексту. Обмотка закрепляется в статоре с выдерживанием всех зазоров (варианты закрепления будут рассмотрены дальше в представленных ниже видео). Статор разогревается в печи примерно до 80°С – 110°С. С помощью кисточки наносится лак или предварительно подготовленная эпоксидная смола с отвердителем. При нанесении важно добиться максимально глубокого проникновения пропитки.
Практические советы по перемотке обмоток статора даются в следующих видеороликах.
Перемотка катушек с помощью шаблона
Автор следующего видео восстанавливает статор болгарки модели «Темп» с помощью предметов, которые можно легко найти в любом домашнем хозяйстве. Так базой (шаблоном) для намотки провода был взят баллончик от освежителя воздуха. Важно: диаметр баллончика должен соответствовать диаметру образца из проволоки, сформированного по габаритам пазов статора.
Перемотка обмоток непосредственно на сердечнике
В следующем видео подробно описывается технология ремонта статора болгарки. Автор показывает все этапы работ и аргументирует свой выбор перемотки обмотки непосредственно на «железе». В данной модели имеются широкие пазы, и готовую катушку будет сложно плотно в них установить. В качестве направляющего приспособления автор использует пластину, которую подгибает по высоте соответствующей крайней точки укладки обмотки в пазы. Поверхность пластины покрывается изолентой для сохранения от повреждений изоляции провода и фиксируется на сердечнике той же изолентой. Процесс такой перемотки достаточно трудоемкий. При большом количестве витков следует фиксировать свои действия, например, соответствующими записями на бумаге. Это поможет избежать ошибок.
После завершения намотки и снятия направляющей пластины катушка может за счет остаточных напряжений ослабить свою укладку, отдельные витки могут вывалиться из общей массы. В данном случае обвязка с помощью нити из натурального материала (синтетику применять нельзя) позволит сохранить плотность намотки. Плотно уложить катушку в пазы позволяет использование различных клиновых предметов. Однако автор не приветствует их применение, так как это отрицательно влияет на качество пропитки.
Не всегда удается подобрать правильный шаблон
В следующем видео автор предупреждает делающих перемотку своими руками о сложностях с подбором шаблона. Выбрать сразу правильный не всегда удается. Гарантированно качественную перемотку дает значительно более трудоемкий, но надежный способ непосредственно на «железе».
Технология ремонта с подробным описанием пропитки лаком после перемотки
Автор следующего видео описывает все этапы работ: от разборки, определения количества витков, подбору материала проволоки до перемотки с помощью шаблона и пропитки собранного статора лаком. Подробно показан процесс пропитки, который производится обычным лаком для внутренних работ. Лучший вариант, конечно, это применение шеллака, обладающего хорошими изоляционными свойствами. Однако с некоторых времен этот лак стал дефицитным материалом.
Источник
Ротор
Ротор в асинхронном электродвигателе представляет собой вал, на котором закрепляется сердечник, набранный из листов электротехнической стали. Что трехфазный, что однофазный мотор, ротор имеет практически одинаковую конструкцию. В качестве обмотки в обычных асинхронных моторах на рабочую частоту 50Гц используются куски медного или алюминиевого провода большой толщины или стержни, соединенные между собой торцевыми замыкающими кольцами.
Для того чтобы обмотка надежно удерживалась в сердечнике, имеются специальные пазы, куда она запрессована. Торцевые кольца могут быть снабжены вентиляционными лопатками, предназначенными для улучшения интенсивности охлаждения внутреннего пространства. Вал закреплен на подшипниках, впрессованных во фланцы или плитах, закрепленных к станине в зависимости от устройства.
Между валом и статором имеется зазор, величина которого зависит от пусковых параметров мотора. Если необходимо увеличить мощность и момент, то он должен быть как можно меньше. Одновременно с ростом мощности увеличиваются и добавочные потери в верхних слоях статора и ротора.
Упрощенный ремонт болгарки
В статье описаны технологические советы, упрощающие сложные и трудоемкие процессы намотки якорей и статоров электрифицированного инструмента. В статье кратко описаны конструкции электродвигателей ручного инструмента, приведены схемы обмоток и их подключение, рисунки приспособления и подробное описание технологических процессов по их ремонту и монтажу.
Большинство ручного электрифицированного инструмента (в основном, это электродрели, перфораторы, «болгарки», циркульные пилы, шуруповерты, цепные пилы и т.п.) содержит сетевые коллекторные электродвигатели, которые, в основном, состоят из статора с двумя электромагнитными полюсами, якоря
(рис.1) и щеточного механизма с двумя графитными щетками. Основными причинами отказов электродвигателей являются нарушение технологии при производстве, механические перегрузки и превышение длительности непрерывной работы. В результате чего перегревается обмоточный провод, который при этом расширяется, что разрушает его изоляцию и приводит к замыканию витков. Возможны также обрывы концов обмоток от ламелей коллектора, если они не имеют бандажа. Описанные в литературе методы ремонта обмоток якорей и статоров рекомендуют сложную технологию перемотки проводом того же диаметра, в результате чего необходимо намотать 1000-2000 витков тонкого провода с помощью специальных приспособлений [1]. А это требует соответствующего опыта, знаний и кропотливого труда.
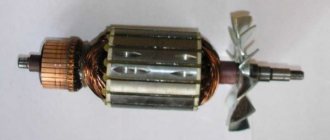
Чаще всего выходят из строя якоря двигателей, которые имеют более сложную конструкцию и более плотную укладку обмоточного провода в пазах якоря. Наличие короткозамкнутых витков или обрывов концов обмоток в якоре при исправных щетках и коллекторе проявляется в виде кругового искрения щеток, быстрого нагрева инструмента и потере мощности двигателя. Обрывы концов обмоток устраняются путем пайки концов к ламелям коллектора, наложением бандажа из ниток и равномерной пропиткой его эпоксидным клеем. Сложность перемотки якоря на порядок выше по сравнению с перемоткой статора, к тому же требует его статической и динамической балансировки, поэтому чаще всего авторы публикаций предлагают заменять их новыми, заводского изготовления. Это проще всего, но дорого.
Столкнувшись с аналогичной проблемой у моей «болгарки» и определив, что ее механическая часть находится в хорошем состоянии, мне стало жалко ее выбрасывать, и было решено перемотать ее якорь, который имел обмотки с потемневшей изоляцией. О наличии короткозамкнутых витков я дополнительно убедился, измеряя индуктивность обмоток между соседними ламелями коллектора мультиметром типа MY6243 фирмы Mastech. Тестером это определить невозможно, так как доля сопротивления одного короткозамкнутого витка ничтожна по сравнению с сопротивлением целой обмотки, а вот на индуктивность обмотки коротко- замкнутый виток влияет существенно. Авторы публикаций в Интернете по ремонту электродвигателей рекомендуют выжигать обмотки якорей, так как они пропитаны клеем или лаком — просто извлечь или размотать их невозможно. Процесс выжигания требует снятия шарикоподшипников и может привести к деформации вала, что рекомендуется устранять после путем высокоточной проточки якоря на токарном станке после его перемотки. Естественно, мной это было отвергнуто и использована другая технология.
Обхватив якорь полоской толстого мягкого картона, зажал его в тиски так, чтобы он плотно держался и не деформировался. Ножовкой по металлу с мелкими зубьями вплотную к обоим торцам пазов рабочей части якоря обрезал обмотки, несколько раз проворачивая и переставляя якорь. Торцы обрезанных секций обмоток не должны выступать из пазов якоря. После этого якорь слегка зажимается в тиски торцами рабочей части. Подбирается стальной стержень с плоским торцом и диаметром, чуть меньшим ширины паза якоря. Этим стержнем и молотком выпрессовываются части обрезанных секций обмоток. При этом также выпрессовываются клинья, которыми крепятся обмотки в верхних частях пазов. Клинья необходимо сохранить. После этого якорь необходимо подготовить к намотке провода.
Для облегчения процесса намотки якоря было решено использовать более толстый, чем использованный в якоре, и имеющийся в наличии провод ПЭВ-2-0,5, в результате чего, с соответствующей перемоткой обмоток статора, двигатель станет низковольтным. Каким будет рабочее напряжение инструмента, не столь важно, и будет определено в процессе испытаний питанием его от ЛАТРа. Главное, чтобы инструмент работал. Учитывая, что двигатель будет низковольтным, было решено отказаться от изоляционных прокладок и создать изоляцию пазов и торцов якоря путем нанесением тонкого слоя эпоксидного клея. Все острые углы на стыках пазов и торцевой части якоря перед нанесением клея закругляются круглым надфилем. Желательно отполировать ламели коллектора нулевой наждачной шкуркой и прочистить зазоры между ними. Места подключения концов обмоток к ламелям необходимо зачистить и залудить. После нанесения и полимеризации клея якорь готов к намотке обмоток.
Данный якорь имеет 12 пазов и 24 коллекторные ламели. Щетки размещены перпендикулярно оси полюсов статора. Учитывая, что в якоре применена схема петлевой обмотки, в каждом пазу будет размещено по четыре секции. Схема намотки для такого варианта двигателя показана на рис.2 [2]. Вверху показаны полюса якоря, а внизу — ламели коллектора. На схеме видно, что четыре секции начинают появляться в пазу между полюсами 5 и 6, а заканчивают появляться в конце намотки между полюсами 4 и 5. Если щетки двигателя располагаются вдоль оси полюсов статора, то концы обмоток должны быть смещены на 90°, то есть концы, подпаянные к ламели 1, должны быть подпаяны к ламели 7 и т.д. Об этом важном моменте в литературе упоминается очень не внятно либо вообще не упоминается [1].
Исходя из площади поперечного сечения паза, сечения нового обмоточного провода, и с учетом коэффициента заполнения, было определено, что в один паз помещается 40 витков. Количество витков одной секции будет равно 10. Малое количество витков секции и повышенный диаметр провода до 0,5 мм позволяет производить намотку якоря вручную без специальных приспособлений и больших трудозатрат. Для намотки провода якорь аккуратно через мягкие прокладки зажимается в настольные тиски крыльчаткой вентилятора коллектором к себе. Катушка с проводом располагается внизу на горизонтальном стержне. Конец провода зачищается и припаивается к ламели 1.
В начале намотки провод возле коллектора левой рукой слегка прижимается в направлении вала, а правой рукой наматывается первый виток. Прогибы концов провода возле коллектора необходимы для намотки бандажа по окончанию намотки якоря и должны быть одинаковыми. В процессе намотки необходимо постоянно контролировать отсутствие замыканий наматываемого провода на корпус, чтобы потом не перематывать все заново. Для этого на коллектор и вал якоря наматывается по несколько витков оголенных проводов, к концам которых подключается омметр. Последующие витки продолжают наматываться правой рукой, а левой рукой провод равномерно укладывается на торцах якоря и придерживается для выравнивания и укладки провода в пазы. Конец секции формуется под бандаж, зачищается, складывается вдвое, сжимается плоскогубцами, чтобы устранить петлю, припаивается к следующей ламели и является началом следующей секции.
По мере намотки якорь в тисках переставляется на нужный угол, а провод в пазах уплотняется плоской деревянной палочкой. Конец последней секции припаивается к ламели 1. После намотки всех секций на провод возле коллектора наматывается бандаж из тонких ниток. После этого необходимо обновить все пайки и сделать их по возможности одинаковыми. Это и последующая равномерная пропитка обмоток и бандажа необходимы для сохранения статической и динамической балансировки якоря. В авторском варианте ремонта это удалось. Перед пропиткой можно якорь и эпоксидный клей нагреть примерно до 40°С на комнатной батарее или масляном радиаторе. На коллектор, для защиты от попадания клея, намотать пару витков изоленты. Клей равномерно наносится узким деревянным шпателем, сначала на бандаж затем на торцевые части секций со стороны коллектора. Якорь немного подержать вертикально вверх коллектором. После этого нанести клей в пазы и вставить клинья. Далее закрепить в тисках якорь вертикально коллектором вниз за шарикоподшипник через мягкий картон и нанести клей на торцевые части секций со стороны крыльчатки вентилятора. Такое крепление даст возможность вращать якорь и следить за вытекающим клеем, чтобы своевременно убирать излишки и выравнивать его поверхность.
Шпатель для этой цели необходимо пропитать машинным маслом. Процесс полимеризации эпоксидного клея происходит медленно и длится около 4 ч, поэтому после первых 30 мин следить за процессом можно реже и периодически переворачивать якорь в вертикальном положении. После полной полимеризации клея якорь готов к установке на свое место, но после перемотки обмоток статора.
Для перемотки статор необходимо извлечь из корпуса. В авторском варианте статор плотно вставлен в сформованное для него место в корпусе, до упора задней части. Передняя его часть фиксируется пластмассовым цилиндром, который двумя выступами упирается в статор между обмотками, а четырьмя выступами — в съемный корпус редуктора. Для извлечения статора необходимо отсоединить четыре его вывода и вытянуть из корпуса.
Если статор не удается извлечь простым путем, то необходимо применить винтовой механизм, например, показанный на рис.З,
1 — верхняя опорная пластина;
4 — центрирующая шайба;
5 — нижняя опорная пластина.
Возможно, между верхней пластиной и корпусом будет необходимо подкладывать деревянные рейки по бокам статора.
Исходя из того, что обмотки статора включены последовательно со щетками якоря, а верхняя и нижняя части обмоток якоря подключаются к щеткам параллельно, сечение провода статора должно быть в два раза больше провода якоря. Учитывая, что обмотки статора менее плотны и лучше охлаждаются, это соотношение может быть уменьшено до 1,8-1,9. Соотношение количества витков статора к количеству витков в пазу якоря в реальном двигателе равно 3,4. В этом варианте обе обмотки статора должны иметь 40×3,4=136 витков. В результате обмотки статора были намотаны проводом ПЭВ-2-0,62 по 70 витков.
Для намотки обмоток необходимо изготовить оправку. Для этого из фанеры толщиной равной ширине паза статора вырезается прямоугольник с закругленными торцами. Ширина прямоугольника равна ширине узкой части полюса плюс 5 мм, длина его на 2 см больше длины статора. Из тонкой фанеры или текстолита вырезается две щечки, ширина и длина которых на 2 см больше предыдущей детали. По углам одна щечка крепится симметрично к внутренней детали короткими шурупами (4 шт.), в которой возле внутренней детали сверлится отверстие для закрепления провода начала катушки (рис.4).
Вторая щечка крепится гайкой при сборке. По центру оправки сверлится сквозное отверстие диаметром 8,2 мм. В это отверстие вставляется болт или шпилька с резьбой М8 и с помощью гаек оправка зажимается, как показано на рис.5, где обозначены:
4 — внутренняя деталь;
Точно также наматывают вторую катушку. Выводы катушек должны быть направлены в сторону коллектора и иметь запас по длине на случай переполюсовки выводов по отношению к щеткам коллектора, если двигатель будет вращаться не в нужном направлении. Статор двигателя кладут на стол полюсом вниз. На нем монтируют первую катушку. В пазы полюсов вклеивают полоски бумажной изоляции быстросохнущим клеем. Сначала вставляют одну сторону катушки, затем путем растяжки ее по ширине вставляют вторую сторону катушки. После этого статор переворачивают и точно также монтируют вторую катушку. Очень важно, чтобы при монтаже катушек, когда они находятся внизу, их начала были с одной и той же стороны. А в собранном виде начала катушек будут диаметрально противоположны. Выступающие торцевые части катушек формуют так, как показано на рис.6, и пропитывают эпоксидным клеем вместе с боковыми частями.
После полимеризации клея двигатель собирают, концы статорных обмоток подпаивают к контактам щеткодержателей по схеме рис.7, проверяют сопротивление изоляции, которое должно быть не менее 1 МОм.
Графитные щетки заменяют медно-графитными, так как при той же мощности и меньшем напряжении питания увеличится ток двигателя, при котором графитные щетки будут перегреваться. В авторском варианте были использованы обработанные на заточном станке по размеру графитных щеток сработанные щетки от стартера автомобиля. После этого двигатель подключают к ЛАТРу и плавным повышением напряжения запускают. Если направление вращения окажется обратным, то необходимо выводы статора, подключенные к щеткам, поменять местами. После этого инструмент собирают окончательно и испытывают на работоспособность и нагрев в условиях реальной резки металла в течение примерно 10 мин. При этом измеряют вольтметром то напряжение, при котором инструмент работает так же, как и ранее, исходя из опыта прежней его эксплуатации. В авторском варианте инструмент нормально работает от напряжения 50 В. Для удобства эксплуатации изготовлен понижающий трансформатор с выводами вторичной обмотки 40 В, 50 В и 60 В на случаи колебаний напряжения сети. К тому же трансформатор осуществляет развязку сети 220 В от инструмента, что повышает электробезопасность работ. Если питать инструмент постоянным током, то его мощность увеличится при меньшем питающем напряжении, а нагрев уменьшится за счет отсутствия токов Фуко в статоре.
В заключение полезно отметить, что увеличение диаметра обмоточного провода повышает процент меди в пазу по отношению к его изоляции, так как несколько тонких проводников с таким же суммарным сечением содержат внутреннюю изоляцию, которая занимает больше места, чем изоляция одного толстого проводника. Соблюдая изложенные выше рекомендации и соотношение витков обмоток статора и якоря, можно таким образом ремонтировать большинство из перечисленных выше электроинструмента, а также при ремонте изготовить инструмент на напряжение 12 В и питать его от бортовой сети автомобиля в местах, где нет промышленной сети 220 В / 50 Гц.
Литература
Автор: Анатолий Журенков, г. Запорожье
Источник: журнал Радиоаматор №9, 2015
Источник
Перемотка электродвигателя своими руками: пошаговая инструкция
Во многих бытовых устройствах и самодельных конструкциях в качестве привода используются электрические машины небольшой мощности.
Несмотря на высокую надежность электромоторов, их выход из строя по ряду причин — не редкость. Учитывая относительно высокую стоимость этих устройств, практичнее осуществлять их ремонт, а не замену.
Предлагаем рассмотреть возможность перемотки электродвигателей в домашних условиях.
Виды электродвигателей и особенности их ремонта
Как правило, в быту используются коллекторные моторы постоянного тока и бесколлекторные асинхронные двигатели переменного тока. Именно ремонт этих приводов мы и будем рассматривать. Информацию о принципе действия и конструктивных особенностях асинхронных и коллекторных машин можно найти на нашем сайте.
Что касается синхронных приводов, то в быту они практически не используются, поэтому в данной публикации эта тема не затрагивается.
Особенности ремонта асинхронной машины
Проблемы с двигателем любого типа могут иметь механический или электрический характер.
В первом случае свидетельствовать о неисправности может сильная вибрация и характерный шум, как правило, это говорит о проблемах с подшипником (обычно в торцевой крышке).
Если вовремя не устранить неисправность, вал может заклинить, что неминуемо приведет к выходу из строя обмоток статора. При этом тепловая защита автоматического выключателя может не успеть сработать.«Сгоревшие» провода обмотки статора
Исходя из практики, в 90% выход из строя асинхронных машин возникают проблемы с обмоткой статора (обрыв, межвитковое замыкание, КЗ на корпус). При этом короткозамкнутый якорь, как правило, остается в рабочем состоянии. Поэтому даже при механическом характере повреждений необходимо произвести проверку электрической части.
Проверка обмотки
В большинстве случаев проблема может быть обнаружена по внешнему виду и характерному запаху (см. рис. 1).
Если эмпирическим путем неисправность установить не удается, переходим к диагностике, которая начинается с прозвонки на обрыв.
Если таковая обнаруживается, выполняется разборка двигателя (этот процесс будет описан отдельно) и тщательный осмотр соединений. Когда дефект не обнаружен, можно констатировать обрыв в одной из катушек, что требует перемотки.
Если прозвонка не показала обрыва, следует переходить к измерению сопротивления обмоток, при этом учитывать следующие нюансы:
- сопротивление изоляции катушек на корпус должно стремиться к бесконечности;
- у трехфазного привода обмотки должны показывать одинаковое сопротивление;
- у однофазных машин сопротивление пусковых катушек превышает данные показания рабочих обмоток.
Помимо этого следует учитывать, что сопротивление статорных катушек довольно низкое, поэтому для его измерения бессмысленно использовать приборы с низким классом точности, к таковым относятся большинство мультиметров. Исправить ситуацию можно собрав несложную схему на потенциометре с добавлением дополнительного источника питания, например автомобильной аккумуляторной батареи.
Схема для измерения сопротивления обмоток
Методика измерений следующая:
- Подключается катушка привода к схеме, представленной выше.
- Потенциометром устанавливается ток 1 А.
- Производится расчет сопротивления катушке по следующей формуле: , где RК и UПИТ были описаны на рисунке 2. R – сопротивление потенциометра, – падение напряжения на измеряемой катушке (показывает вольтметр на схеме).
Стоит также рассказать о методике, позволяющей определить место межвиткового замыкания. Это делается следующим образом:
Статор, освобожденный от ротора, подключается через трансформатор к пониженному питанию, предварительно поместив к нему стальной шарик (например, от подшипника). Если катушки рабочие, шарик будет циклически двигаться по внутренней поверхности безостановочно. При наличии межвиткового КЗ, он «прилипнет» к этому месту.
Тестирование стальным шариком
Особенности ремонта коллекторных приводов
У данного типа электромашин чаще возникают механические неисправности. Например, стирание щеток или засорение контактов коллектора. В таких ситуациях ремонт сводится к чистке контактного механизма или замене графитовых щеток.
Тестирование электрической части сводится к проверке сопротивления обмотки якоря. В этом случае щупы прибора двум соседним контактам (ламелям) коллектора, после снятия показаний производится измерение далее по кругу.
Проверка обмотки якоря коллекторного электродвигателя
Отображенное сопротивление должно быть примерно одинаковым (с учетом погрешности прибора). Если наблюдается серьезное отклонение, то это говорит, что имеет место быть межвитковое КЗ или обрыв, следовательно, необходима перемотка.
Обмоточные данные электродвигателей
Это справочные данные, поэтому самый надежный способ получить такую информацию – обратиться к соответствующим источникам. Эти данные также могут приводиться в паспорте к изделию.
В сети можно встретить советы, в которых рекомендуют при перемотке вручную пересчитать витки и измерить диаметр провода. Это трата времени. Значительно проще и надежней по маркировке двигателя найти всю необходимую информацию, в которой будут указаны следующие параметры:
- номинальные рабочие характеристики (напряжение, мощность, потребляемый ток, число оборотов и т.д.);
- количество проводов для одного паза;
- Ø проволоки (как правило, в данном показателе изоляция не учитывается);
- информация о внешнем и внутреннем диаметре статора;
- количество пазов;
- с каким шагом выполняется обмотка;
- размеры ротора и т.д.
Ниже представлен фрагмент таблицы с намоточными данными для электромашин типа 5A.
Пример таблицы с намоточными данными
Пошаговая инструкция перемотки электродвигателя своими руками
Необходимо сразу предупредить, что без спецоборудования и навыков работы перемотка катушек будет, скорее всего, бесполезным занятием. С другой стороны отрицательный опыт это тоже опыт. Понимание сложности процесса является лучшим объяснением его стоимости.
Первый этап — демонтаж
Мы приводим алгоритм действий для асинхронных машин, он следующий:
- Отключаем привод от сети (380 или 220 В).
- Демонтируем электромотор с конструкции, где он был установлен.
- Снимаем задний защитный кожух охлаждающего вентилятора.
- Демонтируем крыльчатку.
- Откручиваем крепление торцевых крышек, после чего снимаем их. Начинать желательно с фронтальной части, после ее демонтажа ротор легко «выйдет» с тыловой крышки.
- Вытаскиваем ротор.
Данный процесс можно существенно облегчить, если использовать специальное устройство – съемник. С его помощью легко освободить вал двигателя от шкива или шестерни, в также снять торцевые крышки.
Съемник для демонтажа
Мы не будем приводить инструкцию по разборке коллекторного двигателя, поскольку особо не отличается. Строение электромашины данного типа можно найти на нашем сайте.
Этап второй — снятие обмотки
Очередность действий следующая:
- При помощи ножа снимаем бандажный крепеж и изоляционное покрытие с мест соединений проводов. В некоторых инструкциях рекомендуется зафиксировать схему соединений, например, сделав фотоснимок. Делать это особого смысла нет, поскольку это справочная информация и узнать ее по марке двигателя не составляет проблемы.
- Используя зубило, сбиваем верхушки проводов с каждого торца статора.
- Освобождаем пазы, используя пробойник соответствующего диаметра.
- Очищаем статор от грязи, копоти, лака пропитки.
Статор, освобожденный от обмотки
На этом этапе мы рекомендуем остановиться, взять корпус и отвезти его специалистам. Самостоятельный демонтаж позволит снизить стоимость восстановительных работ. Как уже упоминалось выше, без спецоборудования качественно перемотать катушки довольно сложно. Для понимания сложности процесса опишем его технологию, что позволит облегчить выбор.
Перемотка статора (финальная фаза)
Процесс состоит из следующих действий:
- Установка изоляторов в каждый паз (гильзование).
- Толщина материала и его характеристики подбираются по справочнику.
- Определяются обмоточные данные по марке двигателя.
- На специальном станке производится намотка необходимого количества витков всыпных катушек. В сети можно найти фото и параметры самодельных ручных станков, но качество их работ довольно сомнительное.Станок для намотки всыпной обмотки
- Катушечные группы укладываются в пазы, после чего производится их обвязка и соединение. Эти процессы довольно сложные и выполняются вручную.
- Осуществляется пропитка. Для этого корпус нагревается до температуры 45°С – 55°С и полностью погружается в емкость с пропиточным лаком. Заливать лаком провода не имеет смысла, поскольку в этом случае все равно останутся пустоты.
- После пропитки корпус помещают в специальную камеру, где осуществляется сушка при температуре 130-135°С.
- Финальное тестирование катушек омметром.
- Сборка и пробный запуск (если в ремонт передавались на только корпус, а и остальные детали и крепления).
Если на восстановление сдавался только корпус, рекомендуем перед тем, как включать мотор, проверить катушки.
Перемотка якоря
Процесс замены обмотки коллекторного двигателя несколько похож за исключением небольших нюансов, связанных с особенностью исполнения. Например, на перемотку отправляют якорь, а не корпус, при условии, что проблема возникла не с катушками возбуждения. Помимо этого имеются следующие отличия:
- Для намотки применяется специальный станок, более сложной конфигурации.
- Обязательно необходима проточка, балансировка якоря (в финальной части процесса), а также его чистка и шлифовка.
- При помощи специального фрезерного станка производится нарезка коллектора.
Для перечисленных процессов требует спецоборудование, без него перемотка электродвигателей — пустая трата времени.
Проведение перемотки статора шлифовальной машины
Перемотку статора болгарки в настоящее время можно сделать и самостоятельно. Для этого нужно запастись только необходимыми знаниями. При наличии у мастера необходимых инструментов, навыков проведения ремонтных работ и определенного объема знаний в области электротехники, вопрос о том, как своими руками устранить неисправность этого инструмента решается достаточно легко.
Схема обмотки статора.
Причины и признаки поломки статора
Ручные шлифовальные машины, называемые в народе «болгарками» могут выйти из строя по разным причинам. Самая частая проблема – обрывание витков статора, происходящая из-за чересчур сильной нагрузки на аппарат. Сейчас такую неисправность можно исправить самостоятельно – правильно перемотать статор.
Нередки случаи, когда причиной поломки становится выход из строя электрической части устройства. К этому приводят различные факторы:
Существует мнение, что перемотать статор самостоятельно невозможно. На самом деле, достаточно разобраться в конструкции устройства. Если есть опыт подобной работы и необходимые знания, ремонт трехфазного устройства запуска провести можно и дома. Учитывая подготовительные работы, процесс может занять несколько часов.
Схема намотки провода.
Нередко двигатель выходит из строя из-за обрыва магнитопровода, нарушения обмотки или якорного коллектора. При повышении напряжения отмечается скачкообразное увеличение силы искры. Обычно это наблюдается только на одной щетке. Такое явление приводит к разрушению изоляции проводов на статорной катушке. Если при включении диск очень быстро разгоняется и набирает обороты, это говорит о витковом коротком замыкании статора.
Искры, возникающие при работе коллектора, сигнализируют о возникновении нарушений в балансировке якоря. Проверку работы коллектора можно осуществить таким образом: при включении звук должен усиливаться постепенно с увеличением напряжения. При этом не должно возникать вибраций. Если наблюдается резонанс, электродвигатель болгарки требует ремонта.
Скольжение
При рассмотрении принципа работы асинхронного электрического двигателя применяют такое понятие, как скольжение, и обозначается параметр буквой «s». Оно возникает из-за разницы в скоростях вращения магнитного поля статора и реальной частоты вращения ротора. При этом первый показатель на порядок больше. Следовательно, чем выше разница, тем сильнее скольжение.
Скольжение позволяет объяснить принцип работы. За счет отставания частоты вращения ротора от магнитного поля статора и обеспечивается наведение ЭДС в короткозамкнутом роторе. Но если бы поле вращалось со скоростью частоты ЭДС в роторе, то собственно вращения не происходило.
Скольжение, являясь относительной величиной, измеряется в %. И становится больше при увеличении нагрузки на валу двигателя.
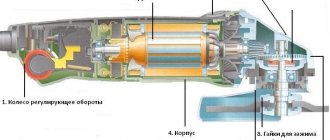
Устройство ручной шлифовальной машины
Инструмент для шлифовки состоит из трех важных компонентов:
Якорь представляет собой вращающийся элемент с обмоткой и создает крутящий момент электродвигателя. На статоре, разделенном на секторы, есть такая же обмотка. Ток через угольную щетку проходит по обмотке, поступает к якорю. Затем ток переходит на другие щетки до тех пор, пока все части статора не будут задействованы. При прохождении электрического тока по обмотке возникает постоянно взаимодействующее со статором магнитное поле. Таким образом, приводится в действие электродвигатель. Существует несколько характерных поломок устройства запуска «болгарки»:
Схема эксцентриковой орбитальной шлифовальной машинки.
Перематывать обмотку можно и своими руками, без обращения к специалисту. Нужно только предварительно разобрать устройство. Но если нет полной уверенности в своих силах, то обращение в специализированную мастерскую станет наиболее разумным шагом. В первую очередь смещается кожух. Для этого крепящий его винт откручивается. После этого можно будет увидеть все детали болгарки, за исключением скрытого под металлическим колпаком редуктора. Откручиваются винты, с помощью которых закрепляется металлическая пластина. Теперь все механические детали хорошо видны. Только после этого можно переходить к перемотке статора.
Лучше хорошо выполненного ремонта может быть только правильная эксплуатация, при которой вовсе не случится поломок. Для того чтобы «болгарка» работала дольше, нужно соблюдать следующие несложные правила:
Отремонтированный статор позволит шлифовальной машине нормально работать еще долгое время.
Регулирование частоты вращения асинхронных двигателей
Для регулирования частоты вращения асинхронных электродвигателей и управления режимами их работы существуют следующие способы:
- Частотный – при изменении частоты тока в электрической сети изменяется частота вращения электрического двигателя. Для такого способа применяют устройство, которое называется частотный преобразователь;
- Реостатный – при изменении сопротивления реостата в роторе, изменяется частота вращения. Такой способ увеличивает пусковой момент и критическое скольжение;
- Импульсный – способ управления, при котором на двигатель подается напряжение специального вида.
- Переключение обмоток по время работы электрического двигателя со схемы «звезда» на схему «треугольник», что снижает пусковые токи;
- Управление с изменения пар полюсов для короткозамкнутых роторов;
- Подключение индуктивного сопротивления для двигателей с фазным ротором.
С развитием электронных систем, управление различными электродвигателями асинхронного типа становится все более эффективным и точным. Такие двигатели используются в мире повсеместно, разнообразие задач, выполняемых такими механизмами, с каждым днем растет, и потребность в них не уменьшается.
Подготовка к проведению ремонта и необходимые инструменты
Для перемотки статора понадобятся специальные инструменты:
Первый и самый важный этап – очистка статора от загрязнений. Старая обмотка удаляется из пазов. Все это можно сделать с помощью стальной щетки. Очистка проводится вручную с помощью стальных щеток, электродрелей. Также необходимо убрать старую изоляцию. Чтобы облегчить задачу, можно использовать трансформаторное масло. Его необходимо немного согреть и опустить в него устройство запуска. Такая мера позволит размягчить поврежденную изоляцию и упростить ее удаление. Для очистки также применяется слабый раствор каустика (температура – 80ºС), смешанного со сжатым воздухом.
После обработки статор нужно хорошо промыть водой и высушить. Состояние статора и стальных пакетов нужно хорошо проверить. Затем подтягивают стягивающие сердечник шпильки, пазы зачищают от заусенцев. Сопротивление изоляции измеряется с помощью мегомметра. Части сердечника, нажимных шайб и пазы покрываются лаком. Шайбы и пазы необходимо изолировать.
Облегчить дальнейшую работу может сопроводительная записка, где отображаются основные данные:
Далее убирается оставшаяся лобовая обмотка и наматывается новая. Существует специальный шаблон для изготовления обмотки. Он закрепляется на оси, держащей 2 сделанные из металла пластины большого размера.