Баббит представляет собой сплав на основе олова или свинца, который используется в подшипниках скольжения в виде напыленного или залитого слоя, чтобы подшипник плотно прилегал к валу. Этот сплав обладает антифрикционными свойствами, то есть уменьшает трение, он мало изнашивается при трении и защищает от износа сам подшипник.
Различные виды баббита имеют разный состав, от которого зависят физические свойства материала, такие как температура плавления баббита, его плотность, допустимое давление и механическое напряжение.
Разновидности и состав
Баббиты — это общее название таких антифрикционных материалов. По составу они могут быть разными, выделяют оловянный, свинцовый и кальциевый баббиты. Характеризуются они допустимым рабочим давлением, рабочей температурой, рабочим механическим напряжением. На свойства баббитов существенно влияют твердые включения, основой для которых выступают мягкие металлы — олово и свинец.
Каждая добавка играет свою роль:
- никель — повышает износостойкость;
- медь — увеличивает твердость и ударную вязкость;
- сурьма — делает сплав более прочным;
- кадмий — противостоит коррозии.
Оловянных баббитов также существует несколько марок, среди которых – Б88, Б83, Б83С, SAE11, SAE12, ASTM2. Используют их для подшипников, которые подвергаются интенсивной нагрузке. В качестве твердых добавок в оловянные сплавы входят сурьма, кадмий, медь или никель. Из-за высокой износостойкости эти баббиты самые дорогие.
К свинцовым сплавам относятся Б16, БН, БСб, БКА, БК2, БК2Ш, SAE13, SAE14, ASTM7, SAE15, ASTM15. Они мягче, чем оловянные, обычно состоят из свинца и сурьмы в соотношении 87% к 13%, и обладают сравнительно низкой эластичностью, поэтому применяются для малонагруженных подшипников, используемых при высоких температурах, например, в дизельных моторах и прокатных станах.
Кальциевый сплав также имеет в своей основе свинец, его особенность — добавки кальция и натрия. Сплавы с кальцием используются для железнодорожных подшипников, которые сравнительно часто проверяют и меняют, так как кальциевая разновидность не обладает высокой износостойкостью.
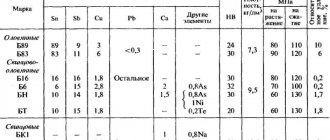
Существует много марок этого материала, различающихся составом, но основных и наиболее часто применяемых около десяти. Состав и свойства распространенных марок влияют на то, как применяют эти сплавы.
- Б-88 — 88% олова, сурьмы, кадмия. Это один из дорогих видов сплава, используется он в коренных подшипниках, которые должны выдерживать большие нагрузки и высокие скорости.
- Б-83 — 83% олова, 11% сурьмы, 6% меди, применяется для средненагруженных подшипников, допустимое давление — 10-15 МПа, используется в механизмах, работающих на больших скоростях (более 1000 оборотов в минуту).
- Б-16 — 15-17% олова, 15-17% сурьмы, 1,5-2% меди, остальное — свинец, применяется в подшипниках паровозов, электровозов, путевых машин, допустимое давление — до 10 МПа, применяется для заливки нерабочей верхней части подшипника, когда нижняя часть залита баббитом Б-83.
- СОС6 — 5,5-6,5% цинка, 5,5-6,5% сурьмы, остальное — свинец, используется при больших нагрузках (больше 20 МПа), при температуре более 300 С, в подшипниках дизельных двигателей.
- БМ — только для шатунных подшипников, которые устанавливают, например, на трактора. Такие детали меняют через каждые 1000 км, но масса баббита в них небольшая, поэтому деталь стоит сравнительно недорого.
- БН — для деталей, используемых на средних скоростях, например, в судовых водопроводах, компрессорах.
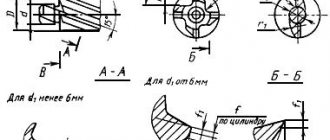
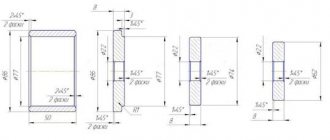
баббитовые вкладыши,втулки конические,цилиндрические,и подпятники сферические
баббитовые вкладыши,втулки конические,цилиндрические,и подпятники сферические 1.Баббитовые сплавы обладают высокими антифрикционными свойствами, т.е. низким коэффициентом трения. Их используют для заливки вкладышей подшипников скольжения. Характерной особенностью баббитовых сплавов является то, что они представляют собой пластичную массу с равномерно вкрапленными твердыми кристаллами, которые служат опорными точками для шеек валов и при неравномерной нагрузке вдавливаются вглубь мягкой основы. Давление вала на вкладыш в этом случае равномерно распределяется по всей поверхности скольжения, что позволяет подшипнику выдерживать большую нагрузку. Hojiafa Company Limited поставляет заказчикам ,баббитовые вкладыши, вкладыши с баббитом к цементным мельницам,шаaровым мельницам. 1. Вкладыши баббитовые((Вкладыш баббитовый)) подшипников мельницы 2,0х10,5 2. Вкладыш с баббитом(Вкладыш баббитовый) №3603.02.400.00,вес143кг. для мельницы ф2*10.5 3. Вкладыш с баббитом(Вкладыш баббитовый) №3601.02.400.00,вес 202кг. для мельницы ф2*10.5 4. Вкладыш с баббитом(Вкладыш баббитовый) №3613.02.500.3.0,вес 478кг. для мельницы ф2.6*13 5. Вкладыш с баббитом(Вкладыш баббитовый) №3613.02.200.3.0,вес 514кг. для мельницы ф2.6*13 6. Вкладыш с баббитом(Вкладыш баббитовый) №3616.02.400.6.0,вес 540кг. для мельницы ф3.2*8.5 7. Вкладыш с баббитом(Вкладыш баббитовый) №3650.02.200.00,вес 781кг. для мельницы ф3.2*15 8. Вкладыш с баббитом (Вкладыш баббитовый)№3617.02.200.3.0,вес 990кг. для мельницы ф3.2*15 9. Вкладыш с баббитом(Вкладыш баббитовый) №3633.02.200.5.0,вес 1155кг. для мельницы ф4*13 10. Вкладыш с баббитом(Вкладыш баббитовый) №3633.02.200.2.0,вес 1410кг. для мельницы ф4*13 11. Вкладыш с баббитом(Вкладыш баббитовый) №3643.02.200.1.0,вес 977кг. для мельницы ф4.2*10 12. Вкладыш с баббитом(Вкладыш баббитовый) №3643.02.200.2.0,вес 1303кг. для мельницы ф4.2*10 13. Вкладыш с баббитом (Вкладыш баббитовый)№3632.02.200.2.0 для ф4*13.5 2.Hojiafa Company Limited предлагает втулки конические,цилиндрические,и подпятники сферические,втулка коническая,втулка цилиндрическая и подпятник сферический к дробилкам. 1. Втулка коническая 1277.03.301СБ 2. Втулка коническая 1275.03.301-1СБ 3. Втулка коническая 1277.03.306 4. Втулка цилиндрическая,втулка цилиндровая 1275.01.305СБ 5. Втулка цилиндрическая,втулка цилиндровая 1277.01.303 6. Подпятник сферический 1275.04.304СБ
баббитовые вкладыши,втулки конические,цилиндрические,и подпятники сферические . У нас вы можете приобрести товар «баббитовые вкладыши,втулки конические,цилиндрические,и подпятники сферические» по цене , которую можно уточнить по телефону. Для того, чтобы купить этот товар, нажмите на кнопку «Показать телефон».
Стандарты
Марки баббита Б88, Б83, Б83С, Б16, БН и БС6 изготавливаются по единому ГОСТу 1320-74. В этом стандарте указан химический состав, допустимое количество примесей, размеры и форма чушек, требования к безопасности. Согласно ГОСТу, по требованию заказчика некоторые компоненты могут быть заменены, также может быть изменена форма слитков.
В состав этих сплавов входят металлы, вредные для человека — это свинец, сурьма. Свинец относится к 1 классу опасности, сурьма — ко 2 классу. Свинец действует на нервную систему, кровь, сосуды, сурьма оказывает раздражающее действие. Поэтому работы с этими антифрикционными материалами (расплавление, заливку подшипников) необходимо проводить, используя средства защиты: сухую спецодежду, респиратор «Лепесток», валяную или кожаную обувь, рукавицы. На эти средства также существуют свои ГОСТы. Хранят антифрикционный сплав в закрытых проветриваемых помещениях. Также в ГОСТе прописаны условия эксплуатации, для которых приспособлена та или иная марка баббита.
Кальциевые баббиты производятся по другому стандарту — ГОСТу 1209-90. Это сплавы под марками БКА, БК2, БК2Ш и БК2Ц.
Лом этого материала должен отвечать ГОСТу 1639-2009. Под действие этого стандарта попадают кусковой лом баббита (только оловянных разновидностей), кусковой лом свинцовых разновидностей (к нему добавляют отходы типографских сплавов), стружка оловянных баббитов и смешанная стружка.
Баббитовые подшипники
?У добытого Arty компрессора оказался полностью раздолблен один подшипник коленвала :(, посему мы озадачились восстановлением этого монстра. Для начала надо было раздобыть баббит, с этим здорово повезло, хороший дядя — продавец проникся нашими повествованиями про восстановление древних автомобилей и подарил (! ) две плитки замечательного баббита Б — 83. Дядьке респект и уважуха Вот он какой, сей таинственный баббит : Два кусочка весом 1, 7 кг. Для разливки баббита был изготовлен черпачок хитрой конструкции ( баббит надо хлестать с днища, чтобы без окисной пленки шел ). Для этого в черпак вваривается трубка, достающая до донышка. Небольшой древний огнетушитель без сожаления простился с нижней частью собственного корпуса Пазик небольшой, чтобы трубочка стояла под необходимым углом. Из куска стали толщиной 4 мм. вырезана крышека и определен кусочек полдюймовой трубы. Ну и наконец всё это сварено и зашлифовано, чтобы меньше обгорало. Сейчас, когда физическая база подготовлена, надо придумать, как эти подшипники отливать. Фигура у них очень спицифисска, склоны, борта. Хорошо еще, на втором шатуне подшипник цел и его можно обмерить : после обмеров и примерок был выточен такой комплектик железяк : А в сборе это выглядит так ( на шатуне без подшипника ). Все нужные полости сформированы, можно заливать : Центральная втулка временная, надо сделать алюминевую, иначе всё спаяется насмерть Про заливку в отпечаток. раз, т.к. еще не пытались.
Главная установка газопламенного проволочного напыления была разработана М.У. Шоопом в 1913 г. Скорость продуктов сгорания ацетилена в кислороде составляла 10:12 м/с. Плотность металлического напыления — 85 — 90% от компактного материала. В качестве источника тепла использовалось кислородно — ацетиленовое пламя. В новое время для металлического напыления широко стали применяться заменители ацетилена : пропан, этилен, метан, водород. рис. Схема проволочного распылителя : 1 — воздушное сопло ; 2 — газовое сопло ; 3 — пруток ; 4 — направляющая трубка.
Производство и восстановление баббитовых подшипников методом газопламенного напыления баббита. Напыление бронзы, латуни, спрабаббита — гарантия высокого качества антифрикционного слоя. Производство и восстановление баббитовых подшипников обычно совершается с помощью заливки расплавленного баббита. Неплохо знакомы и пороки предоставленной технологии-тонкий риск отслоения баббитового слоя, появления каверн или твердых включений в баббитовом слое. Перечисленные производственные риски часто назначают под вопрос само применение баббита в качестве антифрикционного материала.
Производство и восстановление баббитовых подшипников методом газопламенного напыления баббита. Напыление бронзы, латуни, спрабаббита — гарантия высокого качества антифрикционного слоя. Производство и восстановление баббитовых подшипников обычно совершается с помощью заливки расплавленного баббита. Неплохо знакомы и пороки предоставленной технологии-тонкий риск отслоения баббитового слоя, появления каверн или твердых включений в баббитовом слое. Перечисленные производственные риски часто назначают под вопрос само применение баббита в качестве антифрикционного материала.
Баббит — это специальный антифрикционный сплав на основе олова или свинца, чаще всего используется для заливки вкладышей подшипников. Отличные антифрикционные качества баббита связаны с его особой гетерогенной структурой, которая характеризуется наличием твёрдых частиц в мягкой пластичной основе сплава. Подобным типом, олово или свинец является пластичной основой сплава, которая обеспечивает равномерное прилегание и прирабатываемость подшипника к валу. В сплаве есть также решительные включения, которые служат опорой подшипника, гарантируя ему малое трение и износ. Определенные марки баббиты содержат такие добавки подобно сурьме, медь, никель, мышьяк, кадмий, теллур, кальций, натрий, магний и др. Баббит обладает низкой температурой плавления в рамках 300 — 440°C, а также хорошей прирабатываемостью.
Химический состав, марки баббитов должны соответствовать ГОСТам. Для оловянных и свинцовистых баббитов есть ГОСТ 1320 — 74, для кальциевых — ГОСТ 1209 — 90. В зависимости от химического состава выделяются такие марки баббитов : Б88, Б83, Б83С — оловянные баббиты, Б16, БН и БС6 — свинцовые баббиты. В зависимости от состава баббитов опередляется их область применения. Так свинцовый баббит Б — 16 используется для моторно — осевых подшипников электровозов, дорожных машин ; деталей паровозов и прочего оборудования тяжелого машиностроения, которое подвергается сильным нагрузкам. Оловянные баббиты Б — 83, 88 используются в главный очередность в подшипниках, которые делают при огромных скоростях и обычных нагрузках ; например, подшипники турбин, крейцкопные, мотылевые и рамовые подшипники малооборотных дизелей, опорные подшипники гребневых валов.
Похожие посты:
- Заливка подшипников
- Вкладыши подшипников скольжения
- Технологический процесс…
- Вкладыш подшипника
- Смазка для подшипников…
https://rsute.ru дорогие ручки в подарок мужчине.
Производство
Баббиты изготавливают как из первичных материалов, так и из вторичных, то есть переплавленного баббитового лома. Из лома в нашей стране делают до 70% этого материала. В последнем случае важно хорошо очистить лом от загрязнений и примесей.
Сплав баббит отливают в чушки — слитки определенной формы, размера и массы, которые прописаны в стандартах. При использовании сплава важно, чтобы чушки не были загрязнены. Загрязненный материал будет плохо сцепляться со вкладышами, что может привести к быстрому износу или авариям.
Заливка подшипников баббитом
Возможность перезалить баббит во вкладыши подшипников — альтернатива замене всего подшипника. Таким образом можно значительно сэкономить. Для заливки или перезаливки вкладышей подшипников баббитом необходимы:
- баббит в кусках 1-2 кг;
- древесный уголь;
- соляная кислота;
- палочки из олова и баббита для лужения;
- паста для промазывания неплотно прилегающих мест формы,
- тигель для плавки металла такого объема, чтобы в нем можно было расплавить баббит для заливки вкладыша за один прием, тигель должен иметь сужающуюся кверху форму, а носик должен выходить из его нижней части;
- форма для заливки подшипника;
- печь или горн (выпускаются специальные электропечи);
- вода температурой 80-90 градусов.
Если необходимо перезалить подшипники, то сначала выплавляют старый баббит. Это делают в специальных печах, а также с помощью паяльной лампы или погружением в расплавленный баббит. Старый сплав необходимо тщательно очистить и обезжирить.
Поверхность подшипника также не должна иметь никаких загрязнений. Ее также обезжиривают и протравливают для лучшего сцепления антифрикционного материала с поверхностью. Для обезжиривания используют раствор каустической соды, после это операции деталь тщательно промывают. Для травления применяют соляную кислоту. В результате на поверхности появляются мелкие бороздки.
После очистки поверхность подшипника лудят, баббит нагревают до необходимой температуры и заливают в форму подшипника. После его застывания залитый подшипник очищают и подгоняют.
Оборудование
Какое оборудование используется для заливки подшипников баббитом? Для этого производят специальные комплекты оборудования, например, КО-2, на котором подшипники изготавливаются методом центробежного литья.
Этот комплект выпускают в нескольких модификациях:
- МПС — для заливки подшипников скольжения 8ТН.263.028 и 8ТН.263.029;
- D360 x L310 — для заливки подшипников скольжения с наружным диаметром до 360 мм, внутренним диаметром от 40 мм и длиной до 310 мм;
- D950 x L500 — для заливки подшипников скольжения с внешним диаметром до 950 мм, внутренним диаметром от 60 мм и длиной 500 мм.
Использование специального оборудования позволяет заливать баббит более аккуратно, без перерасхода и дефектов.
Для выплавки баббита из вкладышей старых подшипников также выпускаются специальные печи, например, камерные типа ПКН разного размера и мощности:
- ПКН-0,6-2000 мощностью 100 кВт,
- ПКН-0,6-180 мощностью 26 кВт.
Печи сделаны из огнеупорных материалов, а в качестве нагревателей используются спирали из проволоки суперфехраль. Они оборудованы поддоном для установки вкладышей подшипников и лотком для слива расплавленного баббита.
Для заливки сплава во вкладыши подшипников применяются и другие типы печей, например, ППН с нижним клапаном разлива. В такие печи помещают тигели с баббитом. Они также нагреваются электрическими нагревателями. Такие печи имеют канал для аварийного слива, управляются с пульта, на котором задаются режимы работы. Печи типа ППН позволяют дозировано разливать баббит во вкладыши подшипников.
Баббит: недостатки и альтернативы. Ремонт подшипников скольжения.
Удивительным образом обнаруживается, что в эпоху повсеместного доступа к информации и легкости в получении знаний некоторые важные производства или отдельные процессы остаются на уровне развития более 100-летней давности, хотя существующие компетенции и опыт в данной области позволяют сделать значительный технологический рывок, не прикладывая особых усилий.
Это касается, например, технологии восстановления и ремонта подшипников скольжения в роторном оборудовании.
Технология заливки подшипников широко известна и подробно описана. Первый подшипниковый сплав под названием баббит разработан американцем Исааком Бэббитом в 1839 году, и с 1847 года до сих пор баббит разного химического состава используется в промышленном производстве России. За 180 прошедших лет мир давно научился синтезировать вещества с заранее заданными специальными свойствами, которые наилучшим образом подходят для конкретных задач. Однако трудно объяснить продолжающуюся приверженность многих механиков и инженеров к морально устаревшей технологии и материалу, в то время как повсеместно применяются гораздо лучшие решения.
Становится очевидным, что применение современных материалов и замена неэффективных технологий является необратимой тенденцией. Ремонтные и эксплуатирующие компании, работающие по устаревшим технологиям, неизбежно будут вытеснены более эффективными конкурентами. Задача квалифицированного специалиста — сделать правильный выбор и постараться занять лидерство в этом движении!
Ниже приведен обзор тех негативных факторов, о которых забывают при использовании баббита в качестве ремонтного материала для подшипников скольжения. Данные факторы значительно перевешивают обычные утверждения механиков-консерваторов о том, что с баббитом просто и удобно работать, ремонт обходится дешево и быстро, есть многие специалисты, владеющие технологией, материал не сложно купить и т.д.
Если Вы уже почувствовали необходимость отказа от баббита и устаревшей технологи его заливки, но не знаете о возможной альтернативе, то Вам можно сразу перейти сюда и ознакомиться с современными технологиями изготовления и ремонта подшипников скольжения.
Если же для Вас подобный отказ не является очевидным, то наши материалы окажутся удобным справочником по эксплуатации подшипников скольжения на основе баббитовых сплавов.
1. Опасность работ по заливке подшипников скольжения баббитом.
2. Проблемы при производстве работ.
3. Общие недостатки подшипников скольжения на основе баббитовых сплавов.
4. Неисправности и повреждения подшипников скольжения.
Опасность работ по заливке подшипников скольжения баббитом.
В таблице приведена информация о веществах, работа с которыми в процессе производства и ремонта подшипников скольжения с использованием баббита является опасной для человека.
| № | Название | Опасность | Последствия для человека |
| Входящие в состав вещества | |||
| 1 | Свинец 64-85% (марки Б16, БН, БС6) | 1 класс опасности Тяжелый металл, имеет свойство накапливаться в организме. Даже небольшая доза, но систематически поступающая в организм, приводит к концентрации вещества. | Вещество поражает несколько систем: Центральная нервная система – раздражительность, бессонница, повышенная возбудимость, нарушения мозговой деятельности. При остром отравлении потеря сознания. Наблюдаются неврологические нарушения и психические расстройства. В тяжелых случаях развивается энцефалопатия (органическое поражение мозга в результате гибели мозговых клеток). Мочевыводящая система – нарушается работа почек, жидкость не выводится из организма в полном объеме. У человека развивается гипертония. Повреждение канальцев и клубочков. Развивается прогрессирующая хроническая почечная недостаточность. Периферическая нервная система – паралич кисти или стопы. Костная система – при длительном воздействии свинец накапливается в костях и приводит к остеомаляции (размягчение костей). |
| 2 | Сурьма 5.5-17% (марки Б88, Б83, Б83С, Б16, БН, БС6) | 1 класс опасности Токсическое вещество, проникает в организм через органы дыхания | Сильная степень отравления опасна развитием коллапса вследствие паралича кровеносных сосудов. Хронические формы отравления приводят к развитию цирроза печени, анемии, поражению миокарда, патологии детородной функции, острому гастроэнтериту. Наблюдается рвота, диарея, острые боли в области живота. Развивается геморрагический гастрит, язвенные поражения желудка и кишечника, воспаление поджелудочной железы |
| 3 | Мышьяк 0.05-0.9% (марки Б88, Б83, Б83С, Б16, БН, БС6) | 1 класс опасности Хроническое отравление происходит при длительном воздействии малых доз на производстве, содержащем продукты выделения и загрязнение, | Проявляется эритродермией, гиперкератозом, гиперпигментацией, шелушащимся дерматитом, часто возникают заболевания органов дыхания — ларингиты, трахеиты, бронхиты. Длительное воздействие малых доз мышьяка провоцирует онкологические заболевания. |
| 4 | Тяжелые элементы: кадмий, висмут 0.1-1.2% | 1 класс опасности Вдыхание частиц металлов на производстве способствует развитию рака легких. | Блокировка серосодержащих аминокислот, что приводит к нарушению белкового обмена и поражению ядра клетки. Способствуют выводу кальция из костей и поражают нервную систему. Накапливаются в почках и печени, выводятся из организма очень медленно. |
| Используются при производстве работ | |||
| 5 | Соляная кислота | 1 класс опасности Опасны вдыхание тумана и паров. | При попадании на кожу вызывает сильные ожоги. Особенно опасно попадание в глаза. Очень опасны туман и пары, образующиеся при взаимодействии с воздухом концентрированной кислоты. Они раздражают слизистые оболочки и дыхательные пути. Длительная работа в атмосфере вызывает катары дыхательных путей, разрушение зубов, помутнение роговицы глаз, изъязвление слизистой оболочки носа, желудочно-кишечные расстройства. Острое отравление сопровождается охриплостью голоса, удушьем, насморком, кашлем. |
| 6 | Серная кислота | 1 класс опасности Вдыхание паров, попадание на кожу и слизистые оболочки | Вдыхание паров может привести к раздражению, а в последствии и повреждению внутренних органов. Признаки: резкое потемнение некоторых участков тела, раздражение слизистых оболочек, носовое кровотечение, боль в пищеводе. Ожог горла может спровоцировать болезненные спазмы, затрудняющие дыхание. |
| 7 | Гидроксид натрия | 2 класс опасности Попадание внутрь организма. Разъедает кожные покровы и слизистые оболочки при прямом контакте. | Вызывает болезненный синдром в области эпигастрии, чувство жжения в желудочно-кишечном тракте, вплоть до анафилактического шока. |
| 8 | Хлорид цинка | 2 класс опасности Токсичен. Опасен при попадании в дыхательные пути и на слизистые оболочки. | Вызывает раздражение, при более длительном контакте с кожным покровом вызывает ожоги, разъедает ткани. Образующиеся раны очень трудно заживают. В малых дозах вызывает першение в носоглотке и горле, сухой кашель. При вдыхании большого количества хлорида возможно возникновение одышки и так называемого клокочущего дыхания. При попадании вещества на слизистую глаз, интенсивная режущая боль, возможно возникновение полной или частичной слепоты. |
| 9 | Хлористый аммоний | 3 класс опасности Опасен при вдыхании или попадании в организм большого количества | Слишком объемный вдох его паров может привести к остановке сердца. Вдыхание большого количества паров крайне опасно, так как может спровоцировать ожог дыхательных путей и остановку дыхания. Передозировка раствором аммониевой соли вызывает неприятные симптомы отравления: тошноту, рвоту и потерю аппетита. |
НАВЕРХ
Проблемы при производстве работ.
При производстве работ по заливке баббита наиболее часто встречаются следующие проблемы:
- Низкое качество сырья. Изготовление сырья из переплавленного лома с выгоревшими легирующими элементами.
- Высокая стоимость контроля соответствия химического состава сырья ГОСТу.
- Высокие затраты на вспомогательные работы.
- Работа с токсичными и вредными веществами.
- Необходимость оборудования специальной базы или участка производства со средствами индивидуальной и производственной защиты.
- Большие потери материала и отходы производства.
- Частое образование раковин и других пороков, приводящих к браку изделий.
- Выгорание легирующих элементов вследствие перегрева или неверного режима остывания.
- Внутренние дефекты, выявляемые только при финишной обработке.
Применяемый метод центробежной заливки имеет недостатки:
- Необходимость специальных машин.
- Необходимость специальных форм повышенной прочности и герметичности.
- Необходимость специально-обученного персонала.
- Ручное производство работ.
- Отсутствие средств автоматического контроля процесса производства.
- Ликвация (расслоение) компонентов сплава по плотности.
- Результатом ликвации является сосредоточение легирующих составляющих либо в наружных слоях, удаляемых в процессе финишной обработки, либо у стального основания.
- Неудовлетворительная структура баббита вследствие ликвации.
НАВЕРХ
Общие недостатки подшипников скольжения на основе баббитовых сплавов
- Все баббиты имеют существенный недостаток— низкое сопротивление усталости, что ухудшает работоспособность подшипника, особенно эксплуатируемого в условиях частого цикла нагревания и остывания (пуска/остановки или смены режимов работы).
- Выкрашивание.
- Низкое сопротивление вибрации при расцентровке или разбалансировке роторов, защемления стульев подшипников, неудовлетворительной заливке вкладышей и по другим причинам.
- Критическая чувствительность к режимам смазки, качеству масла, работе масляного насоса и др.
- Высокая скорость выхода из строя. Для наступления аварии достаточно кратковременного падения давления масла и возникновения подплавления или разрушения баббита уже через 4-5 оборотов ротора (десятые доли секунды при 3000 об/мин).
- Значительные потери и нагрузки из-за сухого трения (в период пуска, особенно тяжелых роторов).
- Большие осевые зазоры для гарантированного поддержания масляного клина.
- Большие расходы на смазку для обеспечения теплоотвода и поддержания температурного режима.
НАВЕРХ
Повреждения баббитовых подшипников.
Вследствие слабого соответствия баббита современным требованиям по эксплуатации оборудования существуют многочисленные причины повреждений подшипников скольжения. Ниже приведен перечень наиболее критических для производства повреждений.
| Коррозия | Усталость металла | Термическое фасетирование |
| Межзерновое растрескивание | Кавитация | Электрический разряд |
| Фреттинг – коррозия | Недостаток или потеря смазки | Повреждения от посторонних веществ или грязи |
| Перегрузка | Перегрев | Потеря зазора при запуске |
| Несоосность, перекос, разбалансировка | Высокие стартовые нагрузки |
НАВЕРХ
Коррозия
В нормальных условиях смазочные масла не воздействуют на подшипниковые материалы. Однако существуют некоторые неблагоприятные обстоятельства, при которых может возникнуть коррозия. Коррозия баббита на основе свинца может быть вызвана кислотными продуктами окисления масла, образующимися в процессе эксплуатации, попаданием воды или охлаждающей жидкости в смазочное масло, а также разложением определенных масляных присадок. Сероводород в нефти воздействует олово. Это воздействие сероводорода вызывает истощение соединения меди и олова в футеровке, ослабляя материал.
Рис.1: Коррозия подшипника морской турбины, покрытого белым металлом; вода в масле привела к образованию гладкого твердого черного отложения диоксида олова на поверхности
Рис. 2: Серная коррозия втулки из фосфористой бронзы малого диаметра, вызванная разложением присадки смазочного масла и разрушением поверхности подшипника
Рис. 3: Сильно корродированная поверхность подшипника с покрытием из меди и свинца, вызванная воздействием кислотных продуктов окисления нефти.
НАВЕРХ
Усталость металла
Усталость металла возникает в результате динамических нагрузок, которые превышают усталостную прочность материала подшипника при рабочей температуре. Усталостная прочность значительно снижается при высоких температурах, особенно у материалов с низкой температурой плавления, таких как баббит; следовательно, один только перегрев может вызвать усталостное повреждение. К другим причинам относятся перегрузка, циклическая несбалансированная нагрузка из-за превышения скорости, а также валы, которые не являются действительно цилиндрическими из-за производственных дефектов. Усталостные трещины обычно соединяются, образуя ямы с характерным закругленным «расплавленным» внешним видом.
Рис 4: Верхняя половина турбинного подшипника с камерами, облицованного баббитом, с усталостным растрескиванием из-за несбалансированной нагрузки и чрезмерно широкого разреза
Рис. 5: Усталостное растрескивание подшипника, покрытого баббитом, из-за прогиба вала и краевой нагрузки
Рис.6: Усталостное растрескивание подшипника, покрытого баббитом, из-за ребра вала, вызванного дифференциальным износом в канавке под углом 180 °
НАВЕРХ
Термическое фасетирование
Термическое фасетирование влияет только на баббит на основе олова. Кристаллы олова анизотропны и имеют разные коэффициенты теплового расширения на каждой оси кристалла. Повторяющееся термические циклы приводят к фасетированию поверхности подшипника, которое в худшем случае может вызвать волнистость, превышающую 0,025 мм. В редких случаях между зернами могут образовываться трещины.
Рис.7: Термическое фасетирование из-за термических циклов в диапазоне чрезмерных температур при эксплуатации
Рис. 8: Фасетирование на материале из баббита из-за термических циклов.
НАВЕРХ
Межзерновое растрескивание
В подшипниках высокоскоростных турбомашин сочетание высокой температуры поверхности и высокой скорости сдвига может привести к образованию сети межзеренных трещин в самой горячей области подшипника. Чрезмерное содержание свинца в оловянном баббите может усугубить эту проблему.
Рис. 9: Опорный подшипник из большой паровой турбины, покрытый белым металлом, с межзеренными трещинами типично «рыхлого» вида.
НАВЕРХ
Кавитация
В дополнение к требованиям наличия вязкой жидкости и относительному движению, гидродинамические подшипники требуют сужающейся геометрии, чтобы создать давление масляного клина для противодействия нагрузке. После прохождения зоны минимальной толщины пленки зазор между подшипником и валом увеличивается; изменение зазора может быть и постепенным, и внезапным. При быстром расширении в смазке могут образовываться пузырьки пара, которые разрушаются, вызывая кавитационное эрозийное повреждение в баббите. Направленные внутрь взрывы создают кратеры и щели в баббите, а в некоторых коррозия распространяется под поверхность.На рисунке 10 показано кавитационное повреждение на краю внешнего диаметра упорной колодки. Часть повреждения показана при более высоком увеличении на рисунке 11. Как правило, кавитационное повреждение захватывает большую площадь упорной колодки.
Рис. 10. Кавитационное повреждение упорной колодки
Рис. 11. Сканирующая электронная микрофотография кавитационного повреждения на краю упорной колодки, показанного на рисунке 10.
Чем тверже материал подшипника, тем меньше вероятность кавитационной эрозии. Полимеры и керамика менее восприимчивы к кавитационным повреждениям. О зарегистрированных случаев кавитационной эрозии в полимерах или керамике не сообщалось.
В двигателях внутреннего сгорания кавитационная эрозия представляет собой сильное воздействие усталостной коррозии, вызванной образованием и коллапсом паровых пузырьков в масляной пленке в условиях быстрых изменений давления во время кривошипного цикла.
Рис. 12. Комплект главных подшипников дизельного двигателя, демонстрирующий кавитационное изнашивание мягкого покрытия, в то время как твердый алюминиевый корпус не затронут
Рис. 13. Кавитационная эрозия подшипника, покрытого белой сталью, проходит ниже по течению от поверхности подшипника и канавки в другой половине
НАВЕРХ
Электрический разряд
Во время работы на валу может накапливаться электрический заряд. Источники этого заряда могут происходить из остаточных магнитных полей на валу, переменных электромеханических полей, блуждающих токов валов или статического электричества, которое накапливается с «мокрых» ступеней на паровой турбине. Когда электрический потенциал достаточен, заряд будет заземляться через путь наименьшего электрического сопротивления. Так как подшипники с жидкой пленкой работают с очень тонкими пленками смазки, дуга часто проходит от вала к корпусу через подшипник, если тот не защищен. Когда заряд действительно прыгает через промежуток между подшипником и ротором, материал баббита испаряется под воздействием дуги. Возникающие в результате впадины, как правило, полусферические и блестящие, придающие матовый вид поврежденной области. Вокруг впадин обычно нет выступающего материала, как это может происходить с внедренными частицами. Повреждение часто начинается в области минимальной толщины пленки, а затем увеличивается в размере по мере удаления материала, что приводит к четкой границе между областью поверхности с повреждением и областью без повреждения. Если электрическая дуга продолжается, большая часть поверхности может быть подвергнута искровой эрозии, и материал подложки может обнажиться. Как правило, на вращающейся части также появляются похожие повреждения. На рисунках 14 и 15 показаны колодки, которые были повреждены электрическим разрядом. Обратите внимание на четкий переход из неповрежденной области на матовую область колодки. Часть области повреждения колодки на рисунке 14 показана под увеличением на рисунке 16. На рисунке 17 приведена микрофотография одной из впадин электрического разряда.
В дополнение или вместо изоляции подшипников можно использовать колодки с полимерным покрытием для предотвращения пути заряда к земле.
Рис 14. Опорная колодка с повреждением из-за электрического разряда.
Рис. 15. Опорная колодка с повреждением из-за электрического разряда.
Рис.16. Увеличенный участок колодки рисунка 14.
Рис. 17. Микрофотография «впадины» от электрического разряда; видны гладкие особенности при увеличении.
НАВЕРХ
Фреттинг – коррозия
Рабочие поверхности подшипника могут пострадать от фреттинг — коррозии, когда вал находится в состоянии покоя из-за вибраций, передаваемых на машину от внешних источников, например, от находящейся поблизости другой машины. Корабельная техника особенно подвержена этой проблеме. Если машина запускается после фреттинг – коррозии, твердый черный налет может привести к задирам и скрыть первоначальный урон от фреттинга. Аналогичное повреждение может возникнуть при транспортировке машин, если вал не зафиксирован.
Рис.18: Повреждение поверхности, вызванное внешним вращением, когда вал не вращался
Рис. 19: Поворотная площадка и полусферические полости, вызванные фреттингом из-за вибрации
НАВЕРХ
Недостаток или потеря смазки
Гидродинамические подшипники опираются на слой смазки для разделения вращающихся и неподвижных частей. Как правило, в качестве смазки в турбомашине используется минеральное или синтетическое масло. Технологические жидкости, такие как вода, толуол и хладагент, также все чаще используются в качестве смазки для подшипников. Кроме обеспечения необходимой жидкости для формирования пленки, смазка также используется для отвода тепла от подшипника. Когда обеспечение смазки на мгновение или продолжительный период времени прерывается, гидродинамическая пленка не образуется или является недостаточной для поддерживания вала или упорного диска, может произойти контакт между вращающимися и неподвижными частями. Даже если недостаток смазки не приводит к контакту, охлаждающий эффект будет неполным, что приведет к перегреву несущего материала. Поврежденные из-за недостаточной смазки упорные колодки и опорные колодки показаны на рисунках 20 и 21.
Рис. 20. Стирание упорной колодки из-за недостатка смазки.
Рис. 21. Стирание опорной колодки из-за мгновенного снижения потока масла.
Повреждение поверхностей подшипника часто напоминает повреждение, вызванное перегрузкой. Поверхности подшипника могут выглядеть так, как будто они перегреты масляным лаком, появляющимся на поверхностях. Наблюдается интересная форма стирания, если подача масла была моментально прервана из-за уменьшения потока из маслонасоса, моментально потерявшего производительность или мощность. Баббит на поверхности опорной колодки достиг температуры, достаточной для плавления, но быстро остыл, образуя тонкую фольгу баббита на опорных колодках. На рисунке 22 показан опорная колодка, которая была повреждена моментальным прерыванием потока масла к подшипнику. Во время ремонта поврежденной опорной колодки тонкая фольга баббита (показана на рисунке 23) была удалена из подшипника. Повреждение этой опорной колодки было приписана случайному уменьшению потока смазки из основного смазочного насоса по причине падения электрической мощности двигателя насоса.
Рис. 22. Стирание опорной колодки из-за моментального снижения потока масла.
Рис. 23. Тонкая фольга баббита, удаленная от опорной колодки на рисунке 22.
Полимерные подшипники могут работать с пониженным смазыванием, возникающим в процессе кратковременных сбоев.
НАВЕРХ
Повреждения от посторонних веществ или грязи
Попадание посторонних веществ или грязи в подшипники турбомашин является распространенным источником повреждения упорных и опорных подшипников во всех типах турбомашин. Грязь может присутствовать при запуске, если корпуса, валы, маслопроводы, смазочные каналы и подшипник не подготовлены до сборки и запуска агрегата. Кроме того, грязь может попасть в подшипник через смазку, которая была загрязнена либо от внешних источников через сапуны и воздушные фильтры, либо от частиц износа других компонентов во время эксплуатации. Следы от абразивных частиц при запуске, когда скорость вращения низкая, являются нерегулярными, и частицы как будто катятся через поверхность подшипника. Рис. 24 – это фотография упорной колодки, которая была повреждена абразивными частицами во время запуска. Если абразивные частицы попадают в подшипник во время работы, когда скорость выше, повреждения поверхности подшипника будут, являться последовательными структурами, такими как концентрические дорожки в колодке, как показано на рис. 25. Визуальный осмотр и исследование частиц могут помочь идентифицировать источника загрязнения, например, продукты износа ротора или уплотнений.
Рис. 24. Повреждения из-за абразивных частиц при запуске.
Рис. 25. Повреждения из-за абразивных частиц во время эксплуатации.
В конце следа абразивная частица может внедряться в баббит, что приводит к образованию кратеров или приподнятых областей вокруг внедренной абразивной частицы, как показано на рисунке 26. Полимерные покрытия способны поглощать в себя абразивные частицы (посторонние частицы). Упорная колодка с полимерным слоем и с поглощенными металлическими частицами показана на рис. 27.
Рис. 26. «Кратеры» из встроенных частиц.
Рис. 27. Упорная колодка с полимерным покрытием и отображением поглощенных металлических частиц.
Одним из видов абразивного износа, который вызывает серьезное повреждение подшипников и валов с колодками из баббита, является «задир». Задир происходит, когда в баббит попадает относительно крупная частица. Частица может вступать в реакцию с материалом вала и образовывать на колодке твердый осадок, обычно известный как черная корка (рис.29). Твердый осадок вызывает серьезное повреждение сопрягаемой поверхности, действуя как режущий инструмент, затем это повреждение распространяется до такой степени, что вал и подшипник перестают работать. На рис. 28 показан вал с повреждением опорной шейки. Упорная колодка с повреждением в виде «черной корки» показана на рис. 29. Валы и упорные диски, содержащие более 1,3% хрома, восприимчивы к задирам. Кроме того, некоторые пакеты присадок к маслу увеличивают шансы образования задиров.
Рис. 28. Задир опорной шейки вала.
Рис. 29. «Черная корка» на упорной колодке.
НАВЕРХ
Перегрузка
Гидродинамические подшипники опираются на тонкий слой смазки, отделяющий вращающийся вал от подшипника скольжения. Когда нагрузка превышает способность пленки выдерживать нагрузку, возникает контакт вращающихся и неподвижных поверхностей. Контакт приводит к повышению температуры баббитового слоя подшипника, что, в свою очередь, может привести к перегреву или даже локальному плавлению. Упорные колодки, которые были стерты из-за перегрузки, показаны на рис. 30. Баббит был перемещен из одной области в другую по направлению к вращению. Анализ обычно выявляет изменения зернистой структуры в поврежденном слое из основного материала.
Рис. 30. Стертые упорные колодки из-за перегрузки.
НАВЕРХ
Перегрев
Когда смазка проходит через зазор подшипника, она подвергается трению, в результате чего образуется высокая температура. Это тепло в основном уносится смазкой, но часть его переносится на подшипник. Эксплуатация подшипников при высоких температурах продолжает оставаться частой причиной повреждения. Высокая температура может быть вызвана различными механизмами, такими как высокие нагрузки, высокие температуры смазки на входе, высокая скорость и недостаточная смазка («масляное голодание»). Почерневшая область на упорной колодке («масляное коксование»), как показано на рис. 31, является следствием высокой температуры.
Баббит — анизотропный материал с разными коэффициентами теплового расширения по разным осям кристаллической решетки. Термические циклы в больших температурных диапазонах могут привести к пятнистому (граненому) виду опорной поверхности или, если температура слишком высокая, межкристаллитному растрескиванию баббита из-за его анизотропной природы. Как правило, огранка, показанная на рис. 32, не является дефектом, но выделяет разные зерна в структуре баббита. Тем не менее, высокие температурные разницы могут привести к межзерненному растрескиванию. На баббит действуют сдвиговые и нормальные силы, потенциально открывающие трещины. Упорная колодка с межзерновым растрескивание показана на рис. 33.
Предел текучести баббита быстро падает с ростом температуры, что может привести к состоянию, когда фактическое местное давление превышает предел текучести баббита при локальной температуре. Несущая поверхность имеет волнистый вид, как показано на рисунке 34, из-за баббита, текущего под высоким давлением и температурой. Возможно, баббит будет продолжать течь через край упорной колодки, как показано на рисунке 31.
Рис. 31. Коксование на упорной колодке из-за высокой температуры.
Рис. 32. Граненая упорная колодка по причине термоциклирования.
В частности, другим источником потенциального повреждения турбинных подшипников является скрытое тепло в валу или корпусе, попадающее в подшипник после остановки ротора. Проникновение тепла от вала или корпуса может быть достаточным для того, чтобы расплавить баббит, если не поддерживается охлаждающая смазка. На рисунке 35 показаны опорный подшипник, где баббит плавился из-за тепла, просачивающегося из корпуса турбины в подшипник. Когда наличие охлаждающей смазки не может быть гарантировано, баббит может быть заменен материалом, который может противостоять более высоким температурам, но также имеет хороший подшипниковые характеристики. Инженерные полимеры могут использоваться как альтернатива баббиту для борьбы с потенциальным ущербом по причине проникновения тепла.
Рис. 33. Межкристаллитная коррозия на упорной колодке из-за высокой температуры.
Рис. 34. Упорная колодка с деформированной поверхностью из-за превышения предела текучести
Рис. 35. Опорный баббитовый подшипник, поврежденный проникновением тепла.
НАВЕРХ
Потеря зазора при запуске
Зазор между поверхностью подшипника и валом в опорных подшипниках часто разработан с минимальными допусками для достижения определенных характеристик подшипников. Во время быстрых запусков на холодных машинах, таких как в газовых компрессорах, приводимых в движение двигателями, малый зазор в подшипнике может быть потерян, так как вал и колодки быстро расширяются, а корпус подшипника и корпус агрегата — нет. Трение смазки в пленке является источником тепла для теплового роста. Однако корпус подшипника и корпус агрегата не расширяются так же быстро, как колодки и вал, из-за относительно большой тепловой массы и плохого отвода тепла от колодок к корпусу. С расширением вала из-за температуры и расширением колодок, которые ограничены корпусом, из-за теплового роста по направлению внутрь, зазор между колодками и валом кратковременно уменьшается. При уменьшении зазора все колодки соприкасаются с валом, что приводит к истиранию всех колодок вокруг подшипника. Если потеря зазора достаточно серьезна, ротор может заклинивать. Опорные колодки, стертые по центру, показаны на рисунке 36, 37. Этот тип повреждения происходит во время запуска и не обязательно сопровождается динамическими колебаниями.
Рис. 36. Стирание опорных колодок из-за отсутствия зазора при запуске.
Рис. 37. Высокая динамическая нагрузка всех колодок.
Рис. 38. Минимальный зазор подшипника как функция скорости.
НАВЕРХ
Несоосность, перекос, разбалансировка
При использовании как упорных, так и опорных подшипников перекос между валом и подшипником может вызывать чрезмерные локальные нагрузки на небольшой площади, что приводит к повреждению из-за высокого давления и температуры. Повреждение проявляется в виде обесцвечивания, стирания или растрескивания поверхностей подшипника, в зависимости от локализованного давления и температуры. Опять же, ущерб похож на другие типы повреждений, таких как перегрузка, но образец износа из-за перекоса обычно неровный. В опорных подшипниках повреждение происходит по направлению к осевому концу одной или нескольких колодок. В упорных подшипниках повреждается группа колодок на одной стороне упорного подшипника. На рисунке 39 показаны колодки, которые были повреждены из-за высокой локальной температуры и давления, которые возникли в результате смещения. Перекос мог быть вызван плохим контролем обработки посадочных мест подшипника в корпусе, неправильной установкой или загрязнением между подшипником и корпусом.
В дополнение к повреждению поверхности подшипника, перекос может привести к повреждению опорной конструкции, в которой шарнир соприкасается с корпусом подшипника или подшипник соприкасается с корпусом агрегата. Как и при повреждении поверхности баббита, структура износа подшипниковых компонентов неравномерна.
Рис. 39. Повреждение упорного подшипника из-за перекоса.
НАВЕРХ
Высокие стартовые нагрузки
До достижения скорости, достаточной для развития гидродинамической пленки, неподвижные и вращающиеся компоненты подшипника находятся в контакте, изначально без какой-либо смазки между контактирующими поверхностями (граничная смазка), а затем с незначительной смазкой между поверхностями (смешанная смазка). Контакт между поверхностями вызывает полировку материала подшипника и в конечном итоге может привести к износу материала подшипника. После удаления материала подшипник больше не действует так, как было спроектировано. Многие виды турбомашин могут иметь высокие нагрузки при запуске. Опорные подшипники на больших газовых и паровых турбинах часто подвергаются высоким нагрузкам (из-за веса ротора) при запуске. Упорным подшипникам в вертикальных насосах и гидротурбинах часто приходится поддерживать вес ротора, двигателя и рабочих колес. Еще один пример машины с высокой стартовой нагрузкой — это многовальный газовый компрессор, где давление в трубопроводе при запуске может привести к высокой нагрузке нормально разгруженного упорного подшипника. На рисунках 40 и 41 показаны упорная и опорная колодка, которые были повреждены из-за чрезмерной нагрузки при запуске и при остановке. Обратите внимание на тонкие слои баббита, которые накапливаются на краю колодок из-за последовательных пусков и остановок при чрезмерной нагрузке.
Рис. 40. Стирание упорной колодки из-за высокой нагрузки при старте.
Рис. 41. Стирание опорной колодки из-за высокой нагрузки при старте.
(На рисунке 42 показан поврежденный упорный подшипник.)
Рис. 42. Поврежденный упорный подшипник после аварии системы смазки.
НАВЕРХ
Как купить качественный сплав
От качества сплава зависит, насколько хорошо будут работать механизмы, в которых он используется. Поэтому следует покупать только баббит, изготовленный по ГОСТу.
Слитки должны быть чистыми, однородными, на них должны стоять (быть выдавлены) марка материала, номер плавки и товарный знак предприятия. Важно, чтобы состав сплава соответствовал цели, для которой его будут применять.
Не стоит гнаться за очень низкой ценой. Сплав Б83 продается по цене примерно 1 300 000 р за 1 т. Лом баббита дешевле, чем первичный материал — 500-600 рублей за килограмм.
Баббит Б16 стоит дешевле — около 350 тысяч рублей за тонну. Предприятия, которые занимаются оптовыми поставками, могут установить свои цены, они ниже, чем розничные.