Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
Зажим массы сварочный “крокодил”
Наиболее часто исполнители применяют для заземления зажим типа “крокодил” (“прищепка”), который крепится непосредственно к детали.
Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов – пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа “крокодил” необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Важно! Следует отметить, что использование зажима-“прищепки” при сварке труб большого диаметра невозможно.
Полезное видео
Рекомендуем посмотреть советы, как продлить жизнь прищепки, которая шла в комплекте с аппаратом и что учесть при покупке новой.
Магнитная масса для сварки
Сварщики достаточно часто используют магнитный зажим массы. Данный тип обладает целым спектром достоинств:
- возможность закрепить контакт на любую поверхность или конструкцию, в том числе и на трубы;
- простота конструкции обеспечивает долговечность и бесперебойную работу;
- отсутствие пружин и других механизмов также способствует долгой эксплуатации;
- магнит на массу для сварки способен выдерживать перепады напряжения и не перегорать;
- успешно применяется в труднодоступных местах;
- большая площадь контакта гарантирует надежность крепления.
Недостатки:
- ненадежное крепление контакта на малые по площади детали, например, арматура;
- невозможность закрепления зажима на изделия из цветных металлов;
- магнит нужно периодически очищать от загрязнений, в частности от металлической стружки;
- следует избегать перегрева магнита, иначе он может размагнититься; перегрев случается, если клемма крепится на грязную поверхность.
3. Струбцина
Зажимы массы для сварки типа струбцина применяются реже, чем два перечисленных выше вида. Данная разновидность клемм также обладает несколькими достоинствами:
- высокая степень надежности крепления, так как фиксация осуществляется с помощью винта с шестигранной головкой;
- хороший контакт с рабочим изделием обеспечивает плавный переход тока.
В качестве недостатков можно выделить достаточно сложное строение механизма и сравнительно большие габариты клеммы.
Центратор
В редких случаях специалисты выделяют зажим типа центратор, предназначенный для центрирования и прихватки предварительно расположенных в нужном положении труб. Также может применяться для соединения сварочных деталей.
Преимущества данного типа:
- обеспечение плотного контакта;
- гарантирует точность сварки;
- подходят для труб различных диаметров.
Недостатки:
- ограниченная сфера применения;
- высокая стоимость, по сравнению с другими типами зажимов.
Полезное видео
Рекомендуем посмотреть ролик, который содержит рекомендации, как продлить жизнь комплектной массы крокодила и какую лучше выбирать для покупки.
И еще один обзорчик от опытного сварщика, в котором есть некоторые хитрости.
Как заставить зажим «крокодил» служить дольше
Зажим «крокодил» имеет несколько уязвимых мест. В нем есть пружина, которая имеет время службы. Но даже когда сила сжатия не так важна и вопрос с пружиной отпадает, остается склонность «крокодила» перегорать в месте соединения двух подвижных частей в области шарнира. Это происходит потому, что контакт с кабелем через болтовое соединение осуществляется только с одной частью «крокодила».
В процессе сварки можно наблюдать процесс, когда та часть «крокодила», куда подключена масса, может иметь плохой механический, а следовательно, и электрический контакт с деталью, противоположная же часть, наоборот, хороший. Тогда вся сила тока будет идти через этот элемент. Но здесь проявляется слабое звено – шарнир, в районе него будет нестабильная проводимость, перегрев и проплавление металла.
Информация на заметку. Специалисты рекомендуют кинуть дополнительную мягкую шину от одной губки «крокодила» к другой, тогда в любом случае ток будет поступать от металла напрямую к массе, минуя слабое звено!
Всем, у кого есть реальный опыт решения проблемы, как улучшить контакт зажима сварочной массы, или вопросы на эту тему, пишите в комментариях!
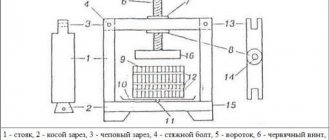
Создание угольника Свенсона
Водородный двигатель: особенности, достоинства и недостатки
Автор столь полезного приспособления не успел грамотно оформить патент на свое детище, и многочисленные бизнесмены активно пользуются этим. Единственное, чем они не могут пользоваться, это специальное ромбовидное отверстие diamond cut, но весьма находчивые конкуренты изготавливают прорезь несколько отличной формы.
В начальном варианте угольник Свенсона не имел гребенки для специальной параллельной разметки и самого отверстия. Впрочем, гребенка не является опцией, без которой невозможно обойтись. Надо сказать, что почти за столетнюю историю устройство не претерпело значительных изменений.
Разновидности магнитных держателей
Разновидности газовых горелок: их достоинства и недостатки
Сегодня на рынке инвентаря для сварки предлагаются разные модификации магнитных держателей, которые отличаются не только по форме, но и рабочему принципу:
Магнитный угольник. Это самая простая монолитная конструкция спец. приспособления для сварки, которая предоставляет возможность выставлять свариваемые заготовки под определенным углом.
Магнитная струбцина. Данное приспособление является гибким, позволяет выставлять любой необходимый угол.
Фиксатор. Такие приспособления могут быть как монолитной, так и сложной конфигурации, с настраиваемым углом. Главная особенность такого держателя – это функция «отключение крепежа». При нажатии на кнопку действие магнитов ослабевает, в результате чего приспособление достаточно легко перестраивается. Отключаемый магнитный фиксатор достаточно эффективно использовать при работе с мощными уголками.
Угольники-держатели также распределяются по мощности. Стандартные маломощные приспособления применяются для легких металлических образцов, а уголки с мощными магнитами, соответственно для более тяжелых металлических конструкций.
Какие особенности приспособления следует учитывать
Ниже кратко сформулированы наиболее значимые особенности устройства, которым нужно обязательно уделить внимание:
- Эргономичность, вес, линейные размеры.
- Состояние зажимного устройства: надежность контакта между губками и катодом, качество обработки поверхности.
- Качество изоляции рукоятки. Сотня вольт может не только напугать, но и запросто убить.
- Максимальный рабочий ток и диаметр совместимых с держателем электродов.
- Надежность присоединения сварочного кабеля. Лучшее соединение — пропаянное, следом за ним по качеству идет резьбовое. Китайские обжимные соединения лучше оставить на полке.
Правильно подобранный в магазине или добротно изготовленный своими руками держатель для сварочного аппарата обеспечит возможность заниматься любимым делом, не отвлекаясь на мелочи вроде выпавшего стержня или отвалившегося кабеля.
Изготовление сварочного уголка
Сварочный карандаш: принцип работы, достоинства и недостатки
Первым делом укорачиваем болтики, что бы они смогли поместиться в увеличенную гайку (размеры подбирайте индивидуально). Отрезал болтики обычной болгаркой.
Далее немного на наждаке обточил магнит, чтоб немного скруглить острые края и что бы он поместился в уголок между гайками.
Затем немного рассверлил отверстия в уголке под болтики, а так же просверлил дополнительные в середине уголка, что бы в дальнейшем зафиксировать его тремя гайками.
Теперь необходимо собрать все в одно целое.
Чтоб инструмент выглядел красиво и выделялся из топы других инструментов, покрасил в ярко синий цвет.
Получилось все довольно красиво!
Размеры
Магнитные приспособления отличаются небольшими габаритами, которые и делают их такими востребованными. Параметры длины, ширины и высоты оснастки с магнитами могут варьироваться, но независимо от модели и производителя все они компактны и удобны в работе. Средний вес изделия составляет порядка 1 кг.
Самым важным показателем является сила притяжения (удержания или прижима) магнитных уголков. Производители и поставщики могут указывать этот параметр в фунтах (LBS или lbs) и в килограммах (кгс). Максимальная величина этого показателя равняется 34 кгс или 75 lbs. Также можно встретить следующие величины: 11; 13; 22; 23; 24 кгс и другие.
В зависимости от поставленных задач следует выбирать необходимую модель.
Разновидности
Существует три основных разновидности держателей для электрода.
«Вилка»
Наиболее примитивный тип держателя. Легко изготавливается своими руками в домашних условиях. Простой, долговечный и дешевый. Но не совсем удобный, поскольку «вилка» в некоторых случаях фиксирует электрод недостаточно плотно.
«Цанга»
Держатель типа «цанга» наиболее удобный и, следовательно, дорогой. Он легко подстраивается под любой диаметр электрода, надежно держит стержень и позволяет вести дугу с высокой степенью точности.
«Зажим»
Держатель типа «зажим» — это золотая середина. Стоит он не так дорого, как «цанга», но при этом надежно держит электрод. У зажима может быть разная степень «рифлёности», так что можно подобрать под тот тип электродов, которые вы используете чаще всего.
Все они отличаются по принципу работы, но суть остается одинаковой. Данные приспособления предназначены для удержания сварочного электрода. При этом совершенно не важен тип применяемых электродов. Возможно использование графитового или вольфрамового, стального или медного, а также электродов ESAB или УОНИ, Kobelco или ЛЭЗ. Словом, не важен ни производитель, ни тип электрода. Поэтому при выборе держателя электроды можно не учитывать.
Но кое-что все-таки учитывать нужно. Сварочный электрододержатель должен быть удобным лично для вас. Пластиковая ручка должна быть изготовлена из толстого прочного пластика, желательно прорезиненного. Впрочем, о выборе держателя мы расскажем позже.
Как сделать держак для сварки своими руками: виды держателей
Требования к держателям
Удерживающее приспособление для электродов является очень важным узлом, хоть его конструкция и довольно проста. Далее приведены некоторые требования:
- должна обеспечиваться надлежащая диэлектрическая и теплоизоляционная защита;
- провод должен крепиться надежно;
- должно обеспечиваться надежное удерживание стержней;
- огарок должен легко заменяться на новый стержень.
Заводские модели фиксаторов
Прежде, чем рассматривать самодельный держатель электродов, следует узнать о заводских моделях. Их существует несколько видов.
Цанга
Очень удобный тип фиксатора, он легкий и компактный. Электрод здесь легко заменяется на новый. Рукоятка цанги хорошо защищает от электрического и температурного влияния. К недостаткам же можно отнести высокую стоимость, ограничение по рабочей силе тока. Нельзя также оставлять короткий огарок, ведь это может повредить рукоятку.
Прищепка
Наиболее распространенный тип удерживающих устройств. В зависимости от силы рабочего тока и диаметра электродов держатель может быть разных размеров. Прищепку можно использовать при работе с практически любыми значениями тока. Контакт со стержнем хороший, а при помощи рукоятки можно легко избавиться от огарка. К недостаткам прищепки можно отнести более габаритную конструкцию и более сложный процесс замены электрода.
Вилка (трезубец)
В настоящее время держаки данного типа отсутствуют в продаже, найти их можно разве что на вторичных рынках. Отличается вилка от предыдущих типов своей простой конструкцией. Электрод уходит почти весь, огарки получаются очень короткие. Но, пожалуй, это все плюсы трезубца. Трезубец не соответствует технике безопасности, что обуславливает высокий уровень его травмоопасности. Для того, чтобы достать стержень из вилки, необходимо использовать дополнительные инструменты, например, молоток или плоскогубцы.
Держатели для сварки своими руками. Как сделать держак для сварки?
При должном желании можно изготовить самодельный держак для сварки. Возможно, самодельные модели и уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели — достаточно дешевый аналог дорогим фабричным моделям. Здесь мы рассмотрим конструкции самодельных держаков различного типа.
Трезубец
О фиксаторе данного типа мы говорили выше, когда описывали заводские модели удерживающих приспособлений. Такую модель несложно изготовить и самому. Трезубец представляет собой три куска арматуры, сваренные друг с другом определенным образом. Для того чтобы обезопасить себя от поражения током, можно надеть на ручку кусок резинового шланга.
Несмотря на простоту конструкции, использовать самодельный держатель электродов необходимо крайне осторожно, поскольку есть риск нанесения травмы при работе. Из-за того, что арматура постоянно покрывается окалиной, ее необходимо зачищать для того, чтобы получать хороший сварочный шов
Окалина влияет на потерю тока, тем самым ухудшая контакт и делая сварочный процесс менее эффективным.
Вилка с пружиной
Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной нержавеющей стали, что позволит повысить качество сварочного процесса. Самодельный держатель электродов такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Резьбовой и зажимной цанговые фиксаторы
Резьбовой фиксатор можно изготовить из подручного материала. Процесс изготовления довольно тяжелый. Электрод здесь вставляется в предусмотренное отверстие и прижимается болтом. В зажимном варианте стержень прижимается к держаку подпружиненным фиксатором. Эти держатели обеспечивают хороший контакт, что благоприятно влияет на сварочный процесс, формирование шва, протекание тока.
В заключение
Исходя из информации, предоставленной выше, можно сказать, что сварочный держак своими руками довольно просто сделать. Самодельные фиксаторы менее надежны заводских, требуют аккуратного обращения. Но в то же время это дешевый и простой аналог фабричных моделей. Самодельные держатели, приведенные выше, легко сделать в домашних условиях, ведь для их изготовления не требуется дорогих и сложных деталей, каждый человек может найти все необходимое у себя дома.
Классификация сварочных держателей
На рынке оборудования производители предлагают держатели электродов в большом ассортименте. Несмотря на это, в них используется несколько основных способов крепления и конструктивного исполнения.
Основные виды электрододержателей:
- пружинные (рычажные);
- зажимные (винтовые);
- универсальные;
- специализированные.
Стандартный электрододержатель состоит из корпуса, изолированной ручки, зажима и подвижного фиксирующего механизма. Устройство и принцип действия держателя могут отличаться.
Прищепка или клещи
Данный вид получил наибольшее распространение, что объясняется оптимальным для удобной сварки креплением. Этот сварочный держатель имеет и недостаток – слабое усилие прижима электрода губками.
Для закрепления достаточно нажать на рукоятку и вставить оголенный конец стержня в зубчатые губки. Доступ к зажимам остается открытым, поэтому угол расположения можно менять. При этом токоподвод полностью недоступен.
Вилка-трезубец
Вилочные держатели для электродов считаются одними из первых. Их производство было освоено еще более 50 лет назад. Они были тяжелыми и неудобными.
У вилочной конструкции часто происходит подгорание контактов, а по причине слабой изоляции металлических поверхностей случается короткое замыкание.
На основе имеющейся схемы умельцы делали вилку самостоятельно из арматуры подходящего диаметра. Три прутка подгибали до нужного положения и обваривали вместе. Оставалось сформировать из сварочной проволоки рукоятку и подварить края, а сверху надеть резиновый шланг.
Полученное устройство тоже оказалась несовершенным. Электроды крепятся ненадежно, получается плохой контакт арматуры с проволокой. При высоких токах держак для сварки сильно нагревается и трудно извлекать огарки.
Винтовой
Электрододержатель винтового типа обеспечивает надежное положение электрода в зажимном устройстве. Представляет собой закрытую конструкцию с изолированным корпусом. Недостаток – приходится тратить время на откручивание и закручивание фиксирующей головки для смены стержня при сварке. Постепенно крепление ослабевает, и стержень может выпасть. Еще один минус – только перпендикулярное положение.
Для установки электрода откручивается фиксирующий винт. Оголенный край заправляется в отверстие и затягивается несколькими поворотами ручки.
Цанговый фиксатор
Цанговый электрододержатель появился относительно недавно. Менять электроды стало удобнее, теперь не нужно тратить силы. Конструкция легкая, эргономичная и компактная.
Недостатки – это ограничение по максимальному току сварки и неэкономное использование электродов. Приходится оставлять длинный огарок, чтобы не повредить пластик на корпусе.
Цанговый держатель, в основном, применяется для точной аргонодуговой сварки небольших деталей, где довольно малые токи.
Безогарковый
В безогарковом электрододержателе электрод полностью расходуется. Это возможно за счет того, что стержень не фиксируется зажимом, а приваривается к конструкции с изолированной поверхностью. В процессе сварки он полностью расплавляется, после чего берется новый.
Как сделать магнитную массу для сварочного аппарата в домашних условиях?
Магнитная масса для сварки – это специальное приспособление, которое обеспечивает надежную фиксацию на металлических поверхностях. Это позволяет с комфортом выполнять сварочные работы на сложных поверхностях, где применение классических крокодиловых зажимов невозможно.
Существует множество вариантов исполнения конструкции, которые зависят от условий выполнения работ. Строение данного устройства не отличается особой сложностью. По этой причине некоторые мастера предпочитают пользоваться самодельными магнитами для сварки.
Что такое?
Данное приспособление монтируется на рабочую плоскость обрабатываемого изделия. Благодаря активному магнитному полю достигается прочное крепление, создавая замкнутый электрический контур – основное условие для образования электрической сварочной дуги.
Инструмент пользуется особой популярностью у начинающих сварщиков – для ознакомления с принципами работа понадобится несколько минут. Опытные специалисты применяют магнитную массу для сварочного аппарата при ответственных работах – сварке труб большого диаметра или соединении несущих узлов из профильных материалов.
Конструкция магнитного контакта и его характеристики
Состоит из двух узлов:
- Держатель кабеля. К нему крепят кабель массы сварочного оборудования с помощью болтового соединения.
- Магнитный узел. Размер магнита зависит от особенностей исполнения. Некоторый модели оснащены механизмом, который регулирует давление магнита на рабочую плоскость. Профессиональные аппараты имеют выключатели.
Части соединяют между собой жестким креплением. Основными характеристиками устройств являются:
- Габариты и вес. Зависят от производителя и конкретной модели. Средний вес составляет 1-1,2 кг.
- Сила притяжения к поверхности. Варьируется в диапазоне от 2 до 50 кг.
- Сила сварочного тока. Максимальное значение параметра измеряется в амперах. Для моделей начального уровня он не превышает 200 А. Продвинутый инструмент способен функционировать при 400-500 А.
- Тип исполнения. Выпускают специальные фиксаторы для углов с регулировкой зазора.
Стоит ли покупать?
Ответ на этот вопрос может дать лишь мастер, выполняющий работы. Для начинающего сварщика, который только начал профессиональную карьеру данное приспособление способно существенно облегчить жизнь.
Если специалист работает преимущественно с цветными металлами, магнитный зажим, скорее всего, не пригодится.
Стоимость устройства достаточно велика. При наличии знаний в области электротехники можно попытаться сделать его самому. Технология и процесс изготовления будет рассмотрен ниже.
Как сделать своими руками?
Опытные мастера стараются свести все затраты, на приобретение вспомогательного и рабочего оборудования, к минимуму. Благодаря простоте конструкции для изготовления не нужно специальное оборудование или сложный инструмент.
Для сборки самодельного прибора следует подготовить следующий инвентарь:
- Магнит. Рабочая часть агрегата. Он должен обладать достаточной мощностью для надежного крепления к металлу. Для этой цели оптимально подойдут магниты из старых автомобильных динамиков, мощностью 10-15 Вт.
- Две шайбы. Их размер должен соответствовать диаметру магнита.
- Набор метизов для фиксации сварочного кабеля.
Алгоритм выполнения работ:
- Одна из шайб будет осуществлять контакт с рабочей плоскостью. В ней необходимо сделать отверстие, соответствующее размеру шляпки болта.
- Шляпку обрезают до толщины шайбы.
- После предварительной подготовки конструкцию соединяют сваркой. Изделие должно напоминать гриб, в котором резьбовая часть болта играет роль ножки.
- На гриб надевают магнит. С обратной стороны ставят вторую шайбу.
- На резьбу крепят сварочный наконечник, фиксирую всю конструкцию с помощью гаек.
Проверку работоспособности выполняют только в полевых условиях. Критерием качества будет правильное функционирование сварочного аппарата.
Масса для сварочного аппарата своими руками – отличный способ сэкономить, а также средство для проверки своих навыков по самодельному конструированию.
Грамотно собранное устройство прослужит ничуть не меньше заводского зажима.
Заключение
Магнитная масса – полезное изобретение, способное облегчить жизнь, как начинающему, так и опытному сварщику. Устройство обладает множеством достоинств, которые оправдывают достаточно высокую стоимость.
Необходимость в наличии данного прибора в арсенале зависит только от конкретного мастера. Обладая соответствующими навыками можно собрать магнитный зажим самостоятельно, с помощью подручных материалов.
Теперь еще о дополнении к инверторам
Это источники автономного питания. Если провести небольшой обзор сварочных генераторов, производители презентует свои изделия как генератор, источник автономного питания, электростанция, пусть название не смущает – это одно и тоже. Автономные источники питания подразделяются на типы по двигателю: бензиновый; дизельный; или газогенератор. Которые, в свою очередь делятся по мощности и по типу охлаждения – с воздушным охлаждением; жидкостным и смешанным. Теперь необходимо понять, как это использовать.
Если с двигателем и топливом понятно, то по типу охлаждения стоит остановиться, как правило, двигатели с воздушным охлаждением рассчитаны на непродолжительное время работы, особенно при максимальной мощности и после непродолжительного времени работы, требуют отдыха для охлаждения. Двигатели с жидкостным охлаждением предназначены для продолжительной работы и их работа ограничивается только ресурсам топлива при номинальной мощности использования. Двигатели на газовом топливе самые экономичные, но и самые дорогие, немногим дешевле дизельные, самые дешевые и распространённые – бензиновые 2х или 4х – тактные одноцилиндровые, реже двухцилиндровые.
Так какой же генератор подобрать для сварки? Дело в том, что указанная мощность генератора и сварки не совпадает, а именно, трансформатор использует активную токовую нагрузку в виде дуги и низкое напряжение, у генераторов мощность рассчитывается обычным способом, постоянное напряжение умножается на ток. Так – как генератор вырабатывает стабильное напряжение, то резкие пусковые скачки или колебания напряжения при разрыве дуги воспринимаются защитой генератора как неисправность сети и происходит отключение. Особенно это актуально при современных малогабаритных инверторах. По этой причине, если планируется использование генератора и для сварки, то необходимо подбирать его мощность на 10-15 % больше, чем указано на инверторе. Давать точные таблицы и рекомендации дело не благодарное, т.к. каждый аппарат индивидуален. Если же есть необходимость приобретения раздельных агрегатов, то лучше всего не полениться. взять инвертор с собой в магазин и испытать его при покупке, подобрав «правильный» генератор который будет нормально работать с ним в паре.
Совмещенные генераторы
Для того чтобы избежать подобных проблем были разработаны двойные или совмещенные генераторы и инверторы. Такие машины отличаются уже подобранными характеристиками и при приобретении можно точно ориентироваться на указанные параметры и мощность. Кроме того, генератор можно использовать кроме сварки для других потребителей электроэнергии.
Внимание! производители предупреждают, использовать сдвоенный аппарат в режиме сварки обязательно без подсоединения дополнительных источников энергопотребления, особенно электроинструмента, так – как эта нагрузка является реактивной, а совместное использование реактивной и активной нагрузки из одного источника может вывести из строя систему защиты агрегата.
Промышленность выпускает большое количество различных по мощности и стоимости автогенераторов приведем один из них:
Аппарат итальянского бренда – генератор сварки Mosa MSG CHOPPER. Генератор обладает одним из лучших характеристик сочетания автономного режима двигателя и характеристик генератора в виде сварочного тока. Генератор позволяет использовать электроды током до 200 А. различного типа: обычные, нержавеющие, с легированными добавками. Рассчитан на продолжительную работу в режиме сварки, и 60% коэффициентом ПНВ (продолжительность непрерывного включения) это значит, что работать аппарат может из 10 минут – 6 работа, 4 отдых, на максимальном токе (в режиме резки).
Ниже приведены характеристики генератора
| Мощность, Р ном, кВт: | 1, 8 |
| Мощность, Рмах, кВт: | 2 |
| Напряжение, UB: | 230 В |
| Число фаз: | 1 |
| Пуск: | ручной |
| Исполнение: | в кожухе |
| Род тока: | постоянный |
| Ток сварки, I ном, А.: | 165 |
| Ток сварки, I мин, А.: | 50 |
| Диаметр электр/пров: | 2, 0 – 3,5 мм |
| Расход топлива при I ном: | 1.5 л/ч |
| Топливный бак, л: | 3 |
| Степень защиты: | IP 23 |
| Уровень шума: | 77 дБ |
| Тип двигателя | Бензин |
| Производитель: | MOSA |
| Охлаждение: | воздушное |
| Частота вращения двигателя об/мин: | 6000 |
| Размеры (АхБхС) | 570х 300х410 |
| Масса: | 29,5 кг |
| Производитель (бренд): | Италия |
| Гарантия: | 1 год. |
| Цена: | 138 739 руб. |
| Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте |
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Как правильно подобрать электродержак
При подборе держателя следует обратить внимание на следующие характеристики:
- Размер и масса устройства. Вес и габариты держака очень важны. При многочасовой работе, лишние 50 грамм устройства будут ощущаться. В таком случае лучше приобрести компактную и легкую конструкцию. При наличии выбора, предпочтение отдайте лёгким и небольшим деталям, при условии одинаковых характеристик.
- Технические характеристики. Держатель должен соответствовать силе тока. Несоблюдение требования приведёт к прогоранию контактной части. При обгорании контактов дальнейшее использование устройства будет невозможно. Определить принадлежность устройства к категории по силе тока можно по маркировке, которая наносится на несменяемую часть изделия.
- Качество изолирующего материала. Для обеспечения безопасного выполнения работ следует подобрать держак с качественно изолированной рукоятью. В качестве диэлектрика, практически во всех деталях, используется пластик достаточной толщины, чтобы надёжно защитить оператора сварочного аппарата от воздействия электрического тока.
- Стоимость. Приобрести держатель для сварочного аппарата можно от 100 рублей, но качеством дешёвая модель, отличаться не будет. Брендовые экземпляры продаются за несколько сотен долларов, но для повседневной работы нет необходимости приобретать держаки по такой цене. Достаточно приобрести изделие в средней ценовой категории, чтобы обеспечить себя на длительное время качественным инструментом для сваривания металлов.
Видео:
Лучшие модели держаков
Чтобы приобрести держатель электродов для сварочного аппарата и не разочароваться в его качестве, следует выбирать модели, которые применяются сварщиками на протяжении длительного времени и не вызывают у них негативных эмоций.
Негативные отзывы чаще всего бывают о продукции китайского производства, но некачественная продукция может поступать на отечественный рынок и из других стран.
Чтобы не ошибиться при выборе держака рекомендуется приобретать следующие модели:
1. ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.
Деталь имеет высокие эксплуатационные характеристики, которые не снижаются в течение всего рекомендованного производителем срока. Произведено изделие в Швеции, поэтому можно рассчитывать на европейское качество.
Вес Handy 200 составляет 550 грамм, но учитывая хорошее изоляционное покрытие и качественный зажим, небольшое увеличение массы держака по сравнению с другими моделями вполне оправдано. Handy 200 представляет собой винтовой держатель, что позволяет выполнять сварочные работы качественно и безопасно.
При использовании устройства можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость изделия на российском рынке около 500 рублей.
Видео:
2. Сибртех 500А — недорогой, но качественный инструмент отечественного производства, который можно использовать до 500 А.
Держатель 500А Сибртех 91455 представляет собой устройство клещевого типа, в котором замена рабочего электрода может быть выполнена быстро.
Изделие имеет надёжную изоляцию из пластика, которая способна защитить оператора от воздействия электрического тока. Приобрести можно за 300 рублей.
Видео:
3. ESAB 500 — держак известной шведской фирмы, которая занимается выпуском высококачественной продукции уже более 100 лет. Держатель электродов esab можно применять для сварочных работ с током до 500 А.
Основным преимуществом изделий ESAB 500 является сверхмалый вес, который составляет всего 200 грамм. Стоимость изделия на российском рынке — около 3000 рублей.
4. Germany type 300 A — идеально подходит для выполнения сварки с током до 300 А и диаметром электрода 2 — 4 мм. Благодаря особой рифлёной конструкции ручки устройства, удаётся добиться надёжного удержания в руке. Модель отличается качественным пластиком изоляции и относительно небольшим весом.
Токоведущая часть обладает низким коэффициентом сопротивления и высокой устойчивостью к коррозии, благодаря использованию латуни в качестве основного материала. Зафиксировать электрод в устройстве можно в четырёх положениях, что делает выполнение сложной работы более комфортным и точным. Приобрести Germany 300 A можно всего за 300 рублей.
P.S. Если сварочные держаки для ручной дуговой сварки будут подобраны правильно, то соединение металлических конструкций будет комфортным.
Магнитные уголки
Магнитные уголки очень практичны и могут отлично помочь сварщику, особенно если он работает без помощника. Такие приспособления по конфигурации могут быть нескольких видов: треугольные, пятиугольные, напоминающие трапецию. Их применение на практике простое, достаточно взять необходимый магнит, установить его на горизонтальную плоскость и приложить к грани металлический пруток, он зафиксируется в положении наклона магнитной грани.
Так, например, можно легко, выставив заготовленные отрезки под прямым углом, собрать раму, выровнять ее, устранив возникшие перекосы замерами по диагонали и зафиксировать сваркой. Также, с помощью этих уголков, можно зафиксировать вертикальные стойки, не боясь их отклонения от вертикали. Выпускаются магниты различной конфигурации и размерами, которые разделены по сериям . На боковой грани обязательно указана величина наклона грани в градусах.
Еще одно удобное приспособление – держатель для массы
Принцип действия магнитного контакта понять не сложно. Он представляет собой магнит для подсоединения к заготовке второго провод для создания зацикленной цепи (первый условно будет на электроде). Такой провой обычно называют «массой». Массовый провод прочно подсоединяется к магниту, затем подсоединяется касанием к заготовке. Подсоединение вторичного провода таким способом имеет свои преимущества и недостатки.
Преимущества:
- возможно создание цепи как можно ближе непосредственно к сварке, что уменьшает сопротивление току при его движении по металлу;
- быстрое подключение и соединения с заготовкой «земляного» кабеля;
- не требует дополнительного обслуживания, так как имеет простую конструкцию.
Недостатки:
- для установки контакта требуется чистая поверхность;
- низкая механическая прочность крепления;
- зависимость величины магнита от силы тока;
- Необходима большая площадь крепления;
- неприемлема при сварке узкопрофильных или малогабаритных деталей;
- снижение магнитных свойств от времени и нагрева.
- высокая стоимость. Стоимость магнитов для контакта в 200 – 300 А обойдётся, примерно в 500 – 600 руб.
Сварочный аппарат Ресанта – САИ 250
Этот аппарат является одним из самым дешевым и мощным в своей линейке. Головной офис “Ресанта” находится в Латвии производство аппарата в Китае по лицензии. Позиционируется инвертор как профессиональный, варит электродам мощностью дуги от 150 да 250 А (диаметр электрода 3-6 мм). Выпускается в сборе со всеми аксессуарами: кабель, держатель и земляной зажим.
«Ресанта» выпускает линейку инверторов в 160А, 190А. Отдельно можно остановиться на держателе электродов для сварочного аппарата ресанта – это приспособление, выполненное из особопрочного и жаропрочного пластика, имеет хорошие отзывы от пользователей.
Как использовать магнитную массу? И стоит ли покупать ее?
Время чтения: 2 минуты
Магнитная клемма, зажим-магнит, магнитный контакт сварочного кабеля У этого приспособления много названий. Но суть всегда одна: магнит позволяет быстро и надежно прикрепить его к массе и приступить к сварке.
Но что это такое? Какие есть плюсы и минусы у магнитной клеммы заземления? Как ею пользоваться и стоит ли вообще покупать? На эти, и некоторые другие вопросы вы найдете ответ в нашей статье.
Что это такое?
Магнитный контакт сварочного кабеля — это приспособление, которое монтируется на свариваемую поверхность (массу) с помощью активного магнитного поля. Приспособление необходимо для образования замкнутой электрической цепи. Без этого ручная дуговая сварка невозможна.
Магнитный зажим на массу очень популярен как среди начинающих, так и среди профессиональных сварщиков. Так же часто применяется магнитная масса для сварки своими руками в домашних условиях. Она быстро и надежно крепится на любую поверхность, даже изогнутую.
Достоинства и недостатки
Выше мы уже упомянули несколько достоинств магнитной клеммы. Но на них список не заканчивается. Магнитная клемма имеет простую конструкцию, поэтому она крайне долговечна и служит долгие годы. Проще говоря, это обычный магнит с отключаемым или постоянным магнитным полем. Нет ни пружин, ни других механических элементов, которые могут выйти из строя.
Магнитная клемма хорошо переносит перепады температур и напряжения. Она редко перегорает и позволяет работать с большинством типов металлов. Также, такой зажим на массу незаменим при сварке в труднодоступном месте. Даже если деталь будет изогнута, магнит все равно обеспечит надежное крепление за счет своей большой площади контакта.
Но, не обошлось и без недостатков. Так магнитная клемма не способна обеспечить надежное крепление на деталях небольшого размера. Например, на арматуре. Для сохранения активного магнитного поля приспособление нужно постоянно чистить. На его работу очень плохо влияет металлическая стружка.
Также для применения магнита необходима предварительная зачистка металла. Если прикрепить магнит на неочищенный металл, приспособление перестанет работать.
Не забывайте, что есть металлы, которые не магнитятся. Это большинство цветных металлов. С ними не получится использовать магнитную клемму.
Как пользоваться?
В применении магнитной клеммы нет ничего сложного. В большинстве моделей есть специальная ручка, провернув которую вы включите магнитное поле. По умолчанию магнит не будет крепиться к металлу.
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.
Зажим массы Ergus 300А Профи, производитель — Quattro Elementi (Италия). Характеристики: тип «крокодил»; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.
Зажим массы Skrab 27621 300А (на картинке), производство — Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.
Популярными клеммами заземления являются модели российского . Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.
Зажим массы Elitech 500А, производство — Китай.
Выбор или изготовление держака: советы и рекомендации
Более надежный и долговечный сварочный элемент, который позволяет удерживать электроды в процессе пайки, представляет собой держатель, имеющий резьбовую фиксацию. Он позволяет сделать выбор уровня наклона электрического катода под любым углом.
Держатель электродов конструкции В. Аникина.
Выбирают держатель, позволяющий фиксировать электроды с учетом сварочного тока, необходимого для работы оборудования. Задумав работу, связанную с выездом, следует тщательно продумать запасной вариант сварочного приспособления. Не следует экономить на данном приспособлении, если требуется производить профессиональную сварку при продолжительных нагрузках. Это позволит увеличить срок службы держака.
Если выбор остановлен на держателе аппарата, рассчитанном на 200 ампер, то при осуществлении сварки с помощью такого инвертора, работающего при силе тока, равном 300 ампер, данного приспособления окажется достаточно только на два дня. В процессе проведения сварочных работ появится характерный запах пластика, сгоревшего при нагреве электрододержателя и слабого контакта приспособления с электродом для сварки. Это приведет к обгоранию зажима держака, который затем выйдет из строя, став непригодным к дальнейшей эксплуатации.
При выборе держака следует учитывать его ампераж, который увеличивается по мере увеличения массы и размеров приспособления. Удобство работы можно обеспечить путем подбора держателя, если требуется сила тока, близкая по значению к рабочей силе тока сварочного инвертора. В продаже очень часто имеются держатели, соответствующие 200-500 А.
Что важно при выборе держака
Электросварщик держит в руках это устройство значительную часть своего рабочего времени, поэтому к его выбору следует подойти с максимальной ответственностью. Опытный мастер обязательно обратит внимание на следующие моменты:
- вес, габариты, эргономические качества рукоятки;
- соответствие маркировки изделия диапазону используемой в предстоящей работе силы тока;
- возможность надежной фиксации электродов необходимого диаметра;
- удобство закрепления стержня под разными углами;
- качество изготовления токоведущих частей и зажимных устройств;
- степень наружного покрытия держателя изоляционными материалами;
- стоимость модели.
выбор магнита для сварочного аппарата
Работая со сложными конструкциями, любой сварщик по достоинству оценит все преимущества магнитной массы. Это достаточно удобное приспособление, позволяющее закрепить его на свариваемых деталях без особых проблем.
В результате использования данной альтернативы стандартным «крокодилам» становится существенно комфортнее.
Особенности контакта
Магнитная масса для сварочных работ.
Как правило, комплектуется кабелем зажимного варианта. На первый взгляд может показаться, что использование подобных приспособлений очень удобно. Ведь они надежно крепятся к большинству изделий, особенно если речь идет про листовой металл.
Тем не менее нередко бывают ситуации, когда установка подобного типа зажима невозможно. Магнитный контакт – отличная замена привычным «крокодилам». Кроме того такое устройство можно без труда закрепить на любой поверхности.
Это устройство отличается рядом преимуществ:
- возможность легкого закрепления на поверхности свариваемого изделия;
- простая, практически вечная конструкция, вероятность поломки которой минимальна;
- данное приспособление не перегорает, так как выдерживает скачки напряжения;
- высокая надежность, обеспечиваемая большой площадью контакта.
К недостаткам можно отнести только неудобство подсоединения к маленьким изделиям, пруткам и арматуре.
Итог
Магнитная масса – полезное и простое устройство, делающее сварочную работу комфортнее.
Такой контакт является более надежным. Он выдерживает перепады напряжения, а благодаря своей простой конструкции более долговечен.
Как выбрать держатель для сварки
Держатель электродов подбирается по типу наиболее часто выполняемых сварочных операций. При сравнении моделей обращают внимание на следующие характеристики:
- технические данные. Здесь имеет значение максимум по току. Нужно, чтобы он превышал паспортные возможности сварочника на 10%;
- диаметр устанавливаемых электродов;
- габариты и вес. При внушительном объеме ежедневно выполняемых работ эти параметры очень важны;
- тип подключения сварочного кабеля. Предпочтительнее резьбовое. Китайский вариант с обжимным соединением брать не рекомендуется;
Не стоит приобретать держак с запасом по мощности. Дольше он все равно не прослужит.
- условия для сварки. Материал корпуса должен выдержать низкую температуру и повышенную влажность, если предстоит работать на открытом пространстве;
- цена. Ценовой диапазон на электрододержатели достаточно большой. Для мелких, периодических работ можно выбрать дешевый вариант, удовлетворяющий предыдущим критериям. Все зависит от выполняемой задачи. Сварщикам-профессионалам нужно устройство подороже;
- рекомендуется держать в резерве недорогой держак на случай поломки основного в процессе наложения шва.
Продлить срок службы аксессуара поможет регулярный уход. Зажим следует каждый раз очищать от окалины и загрязнений. При контакте электрода с чистыми губками и шов получается более ровным и качественным.
Хорошо, когда у держателя предусмотрена быстрая смена электрода. Тогда несложно избавиться от огарка и заменить его новым стержнем.
Главные требования к держателям
- Зажимная часть должна быть латунная.
- Устройство должно быть легким, компактным и удобным в руке.
- Качество изготовления зажимных губок.
- Контакт с электродом должен быть плотным.
- Предпочтение лучше отдавать средней ценовой категории.
- У хорошего держателя удлиненная ручка с рифлениями, предотвращающими скольжение в руке.
- Вид и состояние изоляции на рукоятке, от которой зависит безопасность сварщика.
- Электроды должны надежно крепиться под разными углами.
- В идеале держак выдерживает 6000 циклов установки и снятия.
Стоит ли покупать?
Ответ на этот вопрос может дать лишь мастер, выполняющий работы. Для начинающего сварщика, который только начал профессиональную карьеру данное приспособление способно существенно облегчить жизнь.
Если специалист работает преимущественно с цветными металлами, магнитный зажим, скорее всего, не пригодится.
У опытных работников имеется набор разнообразных фиксаторов на все случаи жизни, включая и данный прибор.
Стоимость устройства достаточно велика. При наличии знаний в области электротехники можно попытаться сделать его самому. Технология и процесс изготовления будет рассмотрен ниже.
Как улучшить клемму массы?
С этой проблемой сталкиваются, как правило, начинающие сварщики. Приобретается бюджетный инвертор ручной дуговой сварки для сварки дома: для забора, ворот, навеса и т.д. Такой инвертор, стоимостью 6-10 тыс. рублей и выше комплектуется прищепкой «Крокодил». Помимо прочих отрицательных сторон такой прищепки, о которых уже говорилось выше, она, вероятнее всего, имеет стальные губки, покрытые тонким слоем гальванической меди (чтобы создавалось впечатление, что они медные). Проверить медь это или сталь очень просто, нужно поднести магнит. Если магнитится – значит сталь. Обычно еще не магнитится пищевая нержавейка в ненагартованном состоянии, но это уже совершенно другая история (читайте статью «Как определить, какой металл»).
Чем грозят стальные губки? Будут греться – сталь гораздо худший проводник, чем медь или латунь. Чтобы это не произошло, вы можете переделать дешевую прищепку стоимостью 40-50 руб. (если, конечно, у вас в хозяйстве найдется немного меди или латуни, например, пластина или трубка, шина).
Магнитная масса для сварки. Плюсы и минусы
Как и всего на свете у этого устройства существуют как положительные стороны, так и отрицательные. Рассмотрим плюсы и минусы магнитной массы для сварки. Некоторые пункты ниже будут иметь смысл только в сравнении с прищепкой.
Секундочку внимание! Задавались хоть раз вопросом — почему стреляет сварочный полуавтомат? Мы ответили на этот вопрос одному из наших коллег…
Плюсы:
- Простота в эксплуатации
- Возможность использовать в тех местах, где не к чему прицепить прищепку
- Надежность зацепа — отвлекаться не придется, масса мертво фиксируется на поверхности
- Неограниченный срок использования
- При надежной фиксации масса не греется
Минусы:
- Постоянное загрязнение магнитной поверхности металлической стружкой и окалиной. Требует регулярной отчистки металлической щеткой.
- Необходимость предварительной отчистки места стыковки массы с металлом для плотного крепления и исключения возможности нагрева массы.
- Магнитное поле. В непосредственной близости к магнитной массе невозможно качественно выполнить сварку. Все дело в магнитных полях, которые то и дело приводят в движение сварочную дугу…
- Серьезный недостаток заключается в том, что полноценно использовать магнитную массу невозможно при работе с цветными металлами. Сами понимаете по какой причине. Использовать конечно возможно, но если просто положить массу на поверхность сварки.
Как видите имеются и плюсы и минусы. Но это нормально! Многие найдут для себя весомые положительные стороны, которые перекроют отрицательные.
Что такое сварочный держак и как с ним работать
Прежде, чем включить в свою работу держак для сварочного аппарата, нужно хорошо знать все его функции, достоинства и недостатки. Предположим, напряжение в вашем сварочном инверторе около 300А, к тому же, работает он на полной мощности, а держак, который вы используете, рассчитан только на 200А. Тогда задействовать последний в работе будет не самой лучшей идеей: держак просто обгорит. Поэтому, чтобы такого не случилось, внимательнее читайте характеристики прибора перед его покупкой.
Заметим, что условия, в которых приходится работать с держателем электродов, — не самые лучшие. Постоянное нагревание и резкое охлаждение, всё же, напряжение даже в 200А довольно высокое, внешние воздействия окружающей среды: дождь, грязь, снег и т.д.
Поэтому хороший сварочный держатель электродов выполнен из прочных и надежных материалов: губки, что зажимают электрод, — из меди, так как данный металл лучше проводит электричество, нежели алюминий или сталь, внешний корпус защищён толстым слоем пластика, зажим должен быть крупным и, по возможности, литым. Не жалейте денег на хороший держак.
Здесь заметим, что многие сварщики покупают держак для сварочного аппарата с «запасом», то есть работают при напряжении до 200А, а прибор рассчитан на 300А. Конечно же, такой вариант наиболее безопасный, можно не волноваться насчёт перенапряжения, но чем больше порог устойчивости держака, тем последний крупнее, массивнее, а значит — и тяжелее. Помните, что при работе в неудобных условиях лучше купить держак с подходящим для работы амперажем.
Как уже описывалось выше, функция держателя предельно проста, к задней части подводится кабель с определённым напряжением (высчитывается в амперах), при помощи отвёртки откручивается основание, к которому и присоединяется кабель, а в щипцах зажимается электрод. Далее ток проводится по кабелю, через держатель и к электроду.
Заметим, что у многих держателей, изоляция (пластиковое покрытие) держится на шурупах, то есть при возможности вы сможете заменить старую пластмассу на новую, тем самым избежав лишнего беспокойства и, на худой конец, повреждений. Лучше следите за состоянием своих приборов постоянно, если не хотите навредить себе.