Особенности графитового тигеля
Графитовые тигели для плавки цветных металлов имеют достаточно длительный эксплуатационный период. Хорошо противостоят окислению, термическому и механическому воздействию расплава. Используются в основном тигели в паре с индукционными нагревательными печами.
Индукционная печь с графитовым тигелем
Графиту, как у материалу, присущи такие свойства как:
- термостойкость;
- огнеупорность;
- большая теплопроводность;
- повышение прочностных характеристик при нагревании;
- малый удельный вес;
- малая пористость;
- предупреждение окисления;
- стойкость к: разъеданию;
- прилипанию;
- пригару.
Графитовые тигели изготавливаются не из чистого графита. Для формирования смеси в графит добавляют огнеупорную глину (шамотную, глинозем), кварцевый песок. Часть глины может быть заменена на каолин. Качественно изготовленные емкости легко переносят значительное число плавок.
Для плавки сталей состав шихтовой смеси подбирается под требования чистоты и характеристик стали.
| Материалы шихты, % | Графит | Глинозем | Каолин | Шамот |
| Тип сплавов | ||||
| Сталь высокой прочности | 54 | 35 | — | 10 |
| Сталь средней твердости | 40 | 38 | — | 22 |
| Бритвенная сталь | 12 | 40 | 40 | 8 |
| Качественная сталь (чистая) | 3 | 87 | 10 | — |
| Медь | 8 | 67 | — | 25 |
| Латунь, бронза | 12 | 50 | 13 | 25 |
| Чугун серый | 53 | 43 | — | 4 |
| Чугун модифицированный | 50 | 40 | — | 10 |
Для плавки меди и чугуна Блейнингер предложил следующие пропорции тигельных шихт.
| Материалы шихты, % | Медные сплавы | Чугуны | ||||
| A | B | C | D | E | F | |
| Графит | 48 | 57,5 | 55 | 50 | 58 | 55 |
| Глина | 32 | 25,5 | 35 | 40 | 35 | 30 |
| Каолин | 6 | 10,5 | 5 | — | — | 7 |
| Кварцевый песок | — | — | — | 5 | 7 | 8 |
| Шамот | 14 | — | 5 | 5 | — | — |
| Кремниевый песок | — | 6,5 | — | — | — | — |
Важным производственным показателем является себестоимость готовой продукции при заданных характеристиках. Поэтому для изготовления тигелей используется различные виды графита.
Зернистый графит не используется. Применяется пластинчатый или измельченный в мелкую фракцию. Крупнопластинчатый графит обладает огнеупорностью, термостойкостью и имеет высокую плотность. Мелкопластинчатый графит (аморфный) менее стоек и количество плавок в нем значительно меньше. Прочностные характеристики тигелей зависит от зольности графита.
Графитовые тигели для сталей
Тигели для сталей изготавливаются из высоко концентрированного графита, содержание которого достигает 90%. Но наличие окислов железа должно быть сведено к минимуму. При плавке меди графит частично заменяют ретортным графитом или коксом.
В последнее время широкое применение находят следующие марки графитов:
- ЭГ2 – электрографит;
- ГМ – графит мелкозернистый;
- МПГ – графит изостатический.
Электрографит
Электрографит ЭГ2 отличается от графита, из которого изготавливаются электроды, меньшей пористостью. Данная марка рекомендована при повторной плавке или для расплава с удалением шлака.
Графит мелкозернистый
Мелкозернистый графит ГМ рекомендован для плавки чистых металлов. Устойчив к обгоранию.
Графит изостатический
Изостатические графиты МПГ имеют самые наилучшие характеристики, а потому высокую стоимость.
Характеристики меди
Медь является одним из первых металлов, которые человек научился добывать и перерабатывать. Изделия из меди и ее сплавов использовались еще в 3 веке до н.э., о чем свидетельствуют исторические данные и результаты археологических раскопок. Широкому распространению меди во многом способствовало то, что она достаточно легко поддается обработке различными механическими способами. Кроме того, ее можно легко расплавить.
Медь, поверхность которой отличается явно выраженной желтовато-красной окраской, в силу своей мягкости легко поддается обработке методом пластической деформации. Поверхность меди при ее взаимодействии с окружающим воздухом покрывается оксидной пленкой, которая и окрашивает ее в такой красивый цвет.
Марки технической меди и их химический состав
Большое значение имеют и такие характеристики меди, как электро- и теплопроводность, по которым она занимает второе место среди всех металлов, уступая только серебру. Благодаря таким свойствам изделия из нее активно используются в электротехнической промышленности, а также в тех случаях, когда необходимо обеспечить быстрый отвод тепла от нагретого предмета.
Еще одним важным параметром меди, напрямую влияющим на объем энерго- и трудозатрат, расходуемых при производстве изделий из нее, является температура плавления. Для чистой меди температура, при которой металл переходит из твердого состояния в жидкое, составляет 1083°. Если смешать медь с оловом и получить бронзу, то температура плавления такого сплава будет составлять уже 930–1140° в зависимости от содержания в нем основной легирующей добавки. Такой сплав меди, как латунь, который получают путем добавления к основному металлу цинка, обладает еще меньшей температурой плавления, которая находится в интервале 900–1050°.
Электрические свойства меди при температуре 20°
Если вы решили реализовать в домашних условиях такой технологический процесс, как литье меди, важно знать еще один параметр – температуру ее кипения. При 2560° медь начинает буквально кипеть, что хорошо заметно по видео данного процесса
Появлению пузырьков на поверхности жидкого металла и активному газообразованию в нем способствует углерод, выделяющийся из меди в результате ее окисления, происходящего при сильном нагреве.
При соблюдении технологии плавки на поверхности медного слитка могут остаться неглубокие поры, легко удаляемые шлифовкой
Способы нагрева
Если требуется переплавить за раз более 150-200 г металла, то к тиглю понадобится соорудить и тигельную печь, иначе добиться однородности расплава и высокого качества отливки будет очень трудно. Исключение – легкоплавкий и легко восстанавливающийся свинец: его за один раз в домашних условиях можно переплавить до 20-30 кг. Относительное исключение – цинк для горячей оцинковки, его расплава в тигле без печи может быть до 2-2,5 кг, но поверх него обязательно нужно сыпать буру, чтобы зеркало расплава было полностью покрыто ее кипящим слоем. Стальной крепеж бросают в расплав сквозь слой буры.
Оптимальный во всех отношениях способ нагрева тигля в печи – газом, поз. 1 на рис., но газовая тигельная печь достаточно сложное сооружение, хотя и вполне может быть изготовлена самостоятельно. Наиболее подходящий тигель для газовой печи – керамический графитированный, т.к. его материал обладает довольно высокой теплопроводностью. При особо высоких требованиях к чистоте металла лучше использовать керамический нейтральный тигель. При пониженных для легкоплавких металлов – чугунный, как лучше проводящий тепло и тем самым экономящий топливо. Графитовые тигли в газовую печь ставят, только если требуется сильное восстановление старого окисленного металла, а опасность науглероживания несущественна, напр., при переплавке извлеченного из земли серебра на аффинаж
Способы плавки металла в тигле
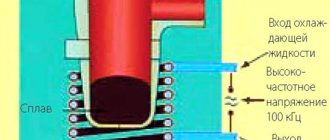
Для легкоплавких металлов часто наиболее экономичной оказывается электрическая тигельная печь, поз. 2; она может быть т. наз. омической (с нагревом нихромовой спиралью) или индукционной, с нагревом от генератора электромагнитных колебаний, см. ниже. В индукционной печи применимы только керамические нейтральные или, в ограниченных пределах, графитированные тигли.
Если тигель боле чем на 2-2,5 кг металла, то тигельную печь по правилам безопасности нужно делать опрокидывающейся (поз. 3), т.к. и 1 кг пролитого на пол расплава это уже большая беда. Металл в мелких ювелирных тиглях, наоборот, предпочтительно греть без печи, непосредственно пламенем горелки, поз. 4. В таком случае тигель все время плавки удерживают специальным пружинным захватом, поз. 5 и 6.
Примечание: серебро и его сплавы, а также свинец на грузила, в домашних условиях в количестве до 15-20 г можно плавить, используя вместо тигля… ложку из пищевой нержавейки, см. рис. справа. Для безопасности тогда надо сделать к губкам тисков прокладки с продольными пропилами под ручку ложки. Пламя – исключительно газовое; бензиновое может сжечь ложку.
Читать также: Гальваника серебром в домашних условиях
Электронагрев
Омические тигельные печи используются в основном для плавки свинца или олова. Для более тугоплавких металлов они оказываются неэкономичными, но свинца в домашней тигельной электропечи за раз можно переплавить до 20 кг; как самому сделать электрический тигель для плавки свинца см. напр. видео:
Видео: электрический тигель для плавки свинца
Плавка алюминия в тигле, оказывается выгоднее индукционная вследствие его высокой электропроводности, но с медью этот фокус уже не проходит – ее температура и скрытая теплота плавления много больше. При индукционном способе плавки металл греют вихревые токи Фуко, для чего тигель с ним помещают в ЭМП катушки из толстого медного провода, питаемой переменным током от генератора электромагнитных колебаний. Как сделать своими руками генератор для индуктивного нагрева небольших количеств металла, напр., на безделушки, описано в других материалах, или, к примеру, см. след. видео руководство.
Видео: индукционный нагрев своими руками
Индукторная тигельная печь для плавки алюминия
С увеличением количества переплавляемого металла не только растет необходимая мощность генератора, но и падает оптимальная его частота, это сказывается т. наз. поверхностный эффект (скин-эффект) в металле. Если 100-200 г алюминия можно переплавить в ЭМП от любого самодельного генератора для индуктивного нагрева, то установка на 1,5-2 кг дюраля или магниевого сплава представляет собой уже солидное сооружение, см. рис. справа. Если вы намерены работать с алюминием, то хорошенько подумайте – а стоит ли нечто подобное городить? Не проще ли выйдет мини газовая печь для плавки небольших количеств алюминиевых сплавов, см. напр. ролик
Немного о плавке
В глубоком вакууме переплавляемый металл высокой чистоты можно нагреть точно до температуры плавления или чуть выше, и выдержать при ней некоторое время, чтобы расплавились крошечные, буквально в несколько атомов, остатки кристаллитов. Затем металлу возможно дать остыть чуть ниже температуры плавления – он останется жидким, как перенасыщенный раствор без кристаллика-затравки. Если теперь металл вылить, также в вакууме, в форму из химически абсолютно инертного материала, в которую помещен затравочный кристаллик того же металла, то, соблюдая все тонкости данной технологии, получим монокристаллическую отливку, обладающую уникальными свойствами.
В любительских условиях вакуумная плавка, увы, неосуществима. Чтобы правильно самому изготовить тигель для плавки металла, нужно учесть ряд особенностей плавки в не инертной химически газовой среде. Переплавляемый металл, во-первых, взаимодействует с воздухом, отчего часть его теряется на образование окисла, что особенно важно при переплавке лома драгметаллов: при своей температуре плавления (1060 градусов Цельсия) даже золото заметно окисляется. Чтобы до некоторой степени компенсировать окисление, тигель должен создавать для расплава восстановительную среду или быть химически инертным, если металл плавится чистым открытым пламенем, см. далее.
Во-вторых, чтобы металл в тигле не застыл, пока его донесут до литейной формы, чтобы остатки исходных кристаллитов не испортили отливку, и расплав приобрел достаточную текучесть, металл в тигле перегревают. Напр., температура плавления цинка – 440 градусов, а его же литейная – 600. Алюминия, соотв., 660 и 800. Поскольку перегрев металла после расплавления требует некоторого времени, заодно происходит и дегазация расплава, это в-третьих.
Восстановление
В металлургии в качестве восстановителей используют преимущественно атомарный углерод C, моноксид углерода CO (угарный газ) и водород H. Последний чаще всего случайный гость, т.к. для данной цели слишком активен и поглощается металлами, не образуя с ними химических соединений, в больших количествах, что портит литейный материал. Напр., твердая платина при комнатной температуре способна поглотить до 800 объемов водорода. Платиновая болванка в водородной атмосфере буквально на глазах вспухает, трескается и распадается на куски. Если их вынуть их водородной камеры и нагреть, водород выделится обратно.
Примечание: сходным образом, но в меньших количествах, металлы поглощают/выделяют и другие газы, напр. азот. Именно поэтому требуется дегазация расплава, см. также ниже.
Заметную долю водородное восстановление имеет место при нагреве открытым пламенем газовой горелки, при его контакте с менее нагретой поверхностью. До порчи металла дело не доходит – поглощенный водород далее в процессе плавки выделяется и сгорает. Но, если к газопоглощению склонен и материал тигля, он во время плавки может треснуть и лопнуть, это нужно обязательно иметь в виду.
Восстановление CO заметно, если металл в тигле плавится открытым пламенем жидкостной (бензиновой, керосиновой, дизельной) горелки, по тем же причинам. Жидкое топливо сгорает много медленнее газа, и зона его догорания тянется на несколько см от сопла горелки. Восстановление угарным газом – самое, с точки зрения металла, чистое: оно не портит металл и не дает побочных продуктов при сильном избытке восстановителя. Поэтому восстановление CO широко используется в металлургии при выплавке металла из руды, но как сделать тигельную печь (см. далее), в которой компенсация окисления полностью обеспечивалась бы CO, пока никто не придумал.
Изготовление глиняного тигля
Тут не обойтись без глины шамотного типа, которая продаётся в любом магазине стройматериалов. Она прекрасно переносит экстремальное термическое воздействие, стоит дёшево и проблем с её поиском вряд ли возникнет. В крайнем случае можно изготовить тигель из дроблёного шамотного кирпича. Также придётся прикупить жидкое стекло, и все составляющие смешать для однородной основы. Пропорции выглядят примерно так:
- 7 единиц глины;
- 3 единицы шамота;
- 10 ложек жидкого стекла.
Глиняные тигели
Все компоненты добавляются поэтапно: глина вместе с шамотом смешиваются до однородной консистенции, и к ним постепенно доливается вода. Основная цель – создать смесь, которая не будет прилипать к рукам. Когда получена требуемая консистенция добавляется стекло, и всё тщательно перемешивается. Тут главное довести объект до состояния, когда плоскость перестанет трескаться. Смесь готова, а для хранения советуется воспользоваться плотным целлофаном, или обернуть её в 7-10 слоёв плёнки.
Смешанный материал наносится внутрь макета, формируются его глубина и толщина. Дно лучше создать полукруглым, что даст больший эффект при будущей плавке железных стружек. Также субстанцию нужно плотно прижимать к макету, чтобы между плоскостями не образовывался воздух, а для большего удобства рекомендуется смачивать руки водой.
После резервуар отправляется на сушку: кладется в тару из картона или пластика, и помещается в сухое место. Нескольких часов хватит, чтобы удалить остатки влаги. Также изделие немного осядет, и его будет просто изъять из формочки. Огнеупорного сосуда из шамотного кирпича хватит на долгое время использования, однако, последним пунктом создания должна идти процедура обжига в печи и при Т=800 °С. И вещь можно применять по своему назначению. Для удобства эксплуатации понадобиться тигельная печь, которая делается своими руками. Для простого монтажа можно сварить конструкцию из нескольких труб, чтобы получился цилиндр. Обычно его закрепляют на двух параллельных стойках, чтобы он не касался земли. И тут учитывается толщина стенок (минимум 5 мм.) и устойчивость изделия (оно обязан легко переносить Т=1600 °С и более).
Как сделать графитовый тигель
Ёмкость этой категории имеет множество достоинств:
- низкая общая масса;
- сопротивляемость горячим сплавам;
- хорошие показатели теплопроводности;
- с ростом температуры увеличивается прочность.
Если идти лёгким путём, то можно взять графитовый стержень, и тигель практически готов. Остаётся только приделать дно.
Графитовые тигели различных размеров
Если необходимой трубки не найдётся, всё можно выполнить при помощи двух формочек разных размеров, которые вставляются одна в одну, а свободное пространство позволит придать нужные размеры. Первоначально нужно засыпать мертель в свободную тару, и жалеть его не следует. Дело в том, что порошок будет утрамбовываться и оседать. Далее добавляется жидкое стекло (около 15 мл.) и всё тщательно перемешивается. Смешанную массу рекомендуется поместить в большой контейнер цилиндрической формы (можно использовать пластиковый стаканчик) а маленьким продавить отверстие, оставив дно достаточно толстым.
В итоге выйдет сосуд, которому даётся время на высыхание. В этом случае также потребуется термическая обработка, благодаря которой удалятся излишки жидкости. Если все действия прошли верно, то будет качественный графитовый тигель, сделанный своими руками.
Лепка тигеля для плавки свинца своими руками
Чтобы придать заготовленной массе необходимую форму, можно выбрать один из представленных далее вариантов. Выглядят они так:
- использовать разборную или разрушаемую форму из гипса;
- слепить самостоятельно.
Какой из вариантов выбрать, дело ваше. Последний этап создания тигеля должен быть выполнен строго по указанному алгоритму:
- После того как сосуд был сформирован, его необходимо высушить.
- Как только высохнет — поместить заготовку в муфельную печь. Настроить температуру на 800 градусов и обжигать в течение одного или двух часов. Такая температура необходима для того, чтобы клей мог расплавиться и крепко связать между собой все остальные компоненты. Если температура будет ниже, тигель развалится при первой же работе в печи от температуры содержимого. Если же температура будет выше — он развалится до конца обжига.
Смотреть галерею
Полученная форма способна выдерживать жар в 1600 градусов. Если материалы были качественно обработаны и промолоты — он прослужит до 30 переплавок.
Графитовый тигель
Графит — это материал, у которого есть множество уникальных свойств. Положительные качества графита:
- устойчивость к воздействию расплавленными металлами;
- увеличение прочности с повышением температуры;
- высокие термостойкость и теплопроводность;
- небольшой удельный вес.
Для изготовления тигля из этого материала понадобятся:
- графитовый порошок;
- цельный графит;
- фетр;
- графитовая трубка;
- шамотный мертель;
- магнезит.
Некоторые из этих материалов можно использовать как самостоятельные единицы. Например, графитовая трубка по сути уже является тиглем, достаточно лишь сделать в ней дно.
Принцип изготовления из всех материалов одинаков. Рассмотрим на примере мертеля. Делается две формы. Можно скрутить из плотной бумаги, чтобы проще потом было удалить. Внешняя форма имеет конфигурацию полого цилиндра, а внутренняя просто цилиндр. Вставляется малый цилиндр в более широкий. Между ними будет заливаться смесь. Форма ставится в пластиковый стаканчик и в нее засыпается порошок мертеля. Засыпать нужно с горкой, так как он сядет, когда нужно будет утрамбовывать. В этот порошок при помощи шприца заливается 15 кубиков жидкого стекла. Все перемешивается и получается консистенция песочного теста. Небольшими порциями набивается в форму.
В итоге получается что-то вроде перевёрнутого вверх дном стаканчика. Чтобы форма не прилипла к столу лучше всего делать всю процедуру на целлофане. Затем форма переворачивается дном вниз и извлекается внутренний цилиндр. Его тоже лучше всего проклеить изначально целлофаном или скотчем. Тогда при извлечении форма тигля не пострадает.
После того как тигель подсох его нужно поместить в индуктор и прогреть. Это нужно делать при небольших температурах, так как должна выпариться вся вода, несмотря на то, что внешне кажется, как будто ее там совсем нет. Если тигель предварительно не прогреть и сразу начать в нем плавить, то он, скорее всего, лопнет. После прогревания при постукивании по тиглю, он издаст звонкий звук. Это говорит о том, что тигель сделан хорошо.
Следуя представленным инструкциям, можно довольно просто обзавестись самодельной плавильной печью, которая прослужит ничуть не меньше, чем покупная. Главное, не торопиться, соблюдать аккуратность в работе и не нарушать технологий изготовления.
В этой статье я расскажу, как сделать тигель своими руками.
Из металлов я успешно расплавил в нем алюминий, медь, серебро и различные сплавы.
Пошаговая инструкция по плавлению меди
Плавка меди, если подготовить все необходимое для реализации такого технологического процесса и подойти к его выполнению правильно, позволяет даже в домашних условиях изготавливать медные изделия как декоративного, так и чисто практического назначения.
Для того чтобы расплавить медь, вам потребуются следующие инструменты, оборудование и расходные материалы:
- муфельная печь (желательно с регулировкой температуры нагрева);
- тигель, в котором вы будете расплавлять медь (для плавки меди используют тигли, изготовленные из керамики или огнеупорной глины);
- щипцы, при помощи которых горячий тигель будет извлекаться из печи;
- крюк (его можно изготовить из обычной стальной проволоки);
- бытовой пылесос;
- древесный уголь;
- форма, в которую будет выполняться литье;
- газовая горелка и горн.
Меньше всего примесей содержится в электротехнической меди
Медь в измельченном состоянии помещают в тигель. Следует иметь в виду: чем меньше будут кусочки металла, тем быстрее он расплавится. Тигель после его наполнения медью помещают в печь, которую, используя регулятор температуры, необходимо прогреть до требуемого состояния. В дверцах серийных муфельных печей обязательно предусмотрено окошко, через которое можно наблюдать за процессом плавления.
Смотровое окошко позволит контролировать процесс не открывая дверцу лишний раз, тем самым не снижая температуру в печи
После того как вся медь в тигле расплавится, его необходимо извлечь из печи, используя для этого специальные щипцы. На поверхности расплавленной меди обязательно присутствует окисная пленка, которую необходимо сдвинуть к одной из стенок тигля при помощи стального крюка. Расплавленный металл после освобождения его поверхности от окисной пленки следует максимально оперативно и аккуратно залить в предварительно подготовленную форму. Подробности и правила выполнения этой процедуры хорошо демонстрирует видео, которое несложно найти в интернете.
Разливать металл по формам придется очень быстро, если выбранный вами способ нагрева не смог обеспечить нужную температуру
В том случае, если в вашем распоряжении нет муфельной печи, то разогревать тигель с медью можно при помощи газовой горелки, расположив ее вертикально под дном емкости
При этом важно следить за тем, чтобы пламя газовой горелки было равномерно распределено по всей площади дна тигля
Если в домашних условиях необходимо расплавить легкоплавкие сплавы на основе меди (латунь и некоторые марки бронзы), то в качестве нагревательного устройства можно использовать обычную паяльную лампу, также расположив ее вертикально под дном тигля. При плавке, выполняемой данным и предыдущим способами, поверхность расплавленного металла будет активно взаимодействовать с кислородом, что приведет к интенсивному окислению. Чтобы уменьшить интенсивность окисления, расплавленную медь можно присыпать измельченным древесным углем.
Плавка меди паяльной лампой в самодельной печке
Если в вашей домашней мастерской имеется горн, то его также можно использовать для того, чтобы расплавить медь, латунь или бронзу. В данном случае тигель с измельченным металлом помещается на слой раскаленного древесного угля. Чтобы процесс нагревания и плавления проходил более интенсивно, в зону горения угля можно обеспечить подачу воздуха, для чего подойдет обычный пылесос, работающий не на втягивание, а на выдувание. В том случае, если вы будете использовать пылесос, на его шланг необходимо изготовить металлический наконечник с отверстием для выдувания небольшого диаметра.
Процесс плавки будет ещё эффективнее в газовом горне
Подбирая муфельную печь для выполнения литейных операций с медью и ее сплавами, следует обращать внимание на температурный режим, который может обеспечить такое устройство. В зависимости от типа расплавляемого металла такая печь должна обеспечивать следующие температуры нагревания:
- медь – 1083°;
- различные марки бронзы – 930–1140°;
- латунь – 880–950°.
Возможно, что вы решите сделать печь для плавки самостоятельно, посмотрев видеоролик.
Обычная медь, не содержащая в своем химическом составе никаких легирующих добавок, не отличается хорошей текучестью в расплавленном состоянии, поэтому для изготовления методом литья изделий сложной конфигурации и небольших размеров она мало подходит. Для этих целей лучше всего использовать латунь, причем выбирать сплав, цвет поверхности которого более светлый (это свидетельствует о том, что латунь данной марки отличается меньшей температурой плавления).
Делаем тигельную печь
Самый несложный простой способ изготовления тигля – это просто сварить его из обрезка трубы наиболее подходящего диаметра. Выбирая сам обрезок вам необходимо учесть несколько важных факторов.
Первое, ширина стенок должна быть, как минимум, пол сантиметра. Второе, ваш обрезок должен быть изготовлен из металла, который плавится при большей температуре, чем те сплавы, которые вы планируете плавить. Для этого вам идеально подойдет чугун. После этого трубу необходимо зачистить, или же все лишние просто обжечь в печи. Теперь ваша самодельная тигельная печь, ни чем не уступит любой другой.
Что бы безопасно извлекать расплавленный металл из тигля, приделайте к нему небольшой носик. Для этого немножко сточите сверху болгаркой и пройдитесь напильником. Для изготовления используйте спиленный под углом кусочек металла.
Так же к вашей самодельной тигельной печи можно приделать ручку, используйте гайку, в нее вворачиваете ручку, которая поможет более безопасно погружать и вынимать тигель из печи. Вам будет достаточно всего пару оборотов ручки, и ваш тигель будет держаться мертвой хваткой, таким образом, вы исключите случайное опрокидывание или пролив расплавленного алюминия на себе или людей, которые в этот момент могут оказаться рядом. Все названные выше меры безопасности будут очень даже кстати во время плавки цветных металлов на дому. Как вы теперь видите, установка тигельной печи своими руками довольно простое задание. Надеюсь, вы теперь больше никогда не зададитесь вопросом: как сделать тигельную печь?
Маркировка тиглей
Тигель (VIII—IX век). Археологические раскопки 1970-х годов, городище Камно, Псковская область. Государственный музей истории Санкт-Петербурга
Каждый тигель имеет марку (номер), и этот номер означает ёмкость тигля. Тигли маркируются от 1 до 300. В металлургии, как наиболее массовой отрасли промышленности, потребляющей тигли, за одну условную единицу ёмкости (1) принимается объём, равный 0,142 дм³ (или удельная вместимость 1 кг бронзы) при условии, что тигель наполнен металлом на 85 %. Например, вместимость тигля марки 20 соответствует 2,84 дм³, или, иными словами, — 20 кг расплавленной бронзы.
Выбор материала
Здесь серьёзную роль играют огнеупорные составляющие, к которым относятся:
- Керамика – средний вариант, отлично подходящий для личной эксплуатации. В данной посуде не происходит реакций, способных изменить структуру металла, и она отлично подходит для кобальта, хрома и палладия.
- Глина – вещество, которое применяется в производстве тиглей для ювелиров. Эта составляющая обладает высокой огнеупорностью и способна выдержать до +1600 °C. Если человек хочет создавать украшения в собственном помещении, но не знает из чего произвести посуду для переплавки, то этот вариант является определённо лучшим.
- Графит шикарно подойдёт для плавления оцинкованных и латунных сплавов, а основным его преимуществом является долговечность. Что касается рабочей температуры, то она не должна превышать +800 °C.
- Чугун. Тигли из этого вещества встречаются редко, и относятся к бюджетным категориям. Ещё у выделок подобного рода будут недостатки в виде быстрого окисления, низкого сопротивления жару и быстрой выработке (до 30 плавок).
Разновидности самодельных тигелей
В качестве альтернативы можно взять на вооружение электротигель, который делается своими руками без особого труда. Он имеет несколько спектров использования, но главный из них – переплавка золота.
LiveInternetLiveInternet
Многие умельцы делают тигли для плавки металлов своими руками, отработали свои технологии, и качество таких изделий бывает довольно неплохое. Если для Вас изготовление тигля своими руками – дело новое, то этот обзор поможет определиться по какому пути дальше двигаться: делать тигель самому или купить его у непосредственного производителя без посредников.
Начнем с того, что материалом для изготовления тигля своими руками могут служить куски труб из нержавеющей стали, чугуна, глина, шамотная крошка, древесный уголь, графит и др. Казалось бы, дешевые материалы, себестоимость самодельного тигля тоже должна быть невелика. Однако на практике, при изготовлении качественного и дешевого тигля в домашних условиях умельцы сталкиваются с целым рядом проблем. В данном обзоре мы не будем останавливаться на графитовых тиглях и их проблемах выгорания при плавке металлов. Здесь мы подробнее остановимся на проблемах изготовления керамических тиглей своими руками. Опишу наиболее распространенные из них:
- Основная проблема — неоднородный состав глиняных масс. Разные месторождения глин характеризуются разным составом, при этом для получения качественных керамических изделий требуются глины определенного качественного и количественного состава.
- Глины, используемые для изготовления керамических тиглей, дают усадку, разные глины – разная усадка. Если Вы готовите тигли крупными партиями и закупаете глину одного типа в большом количестве, то это не проблема. Усадка глины заранее высчитывается, и готовое изделие получается заданной формы и разбег габаритных размеров крайне мал. Но если керамические тигли изготавливаются от случая к случаю, используются разные партии глины, то выдержать нужные размеры оказывается проблематично, повышается процент брака.
- Самодельные керамические тигли выдерживают небольшое количество плавок, при использовании тетрабората натрия (буры) самодельные керамические тигли довольно быстро покрываются микротрещинами и становятся непригодными для дальнейшей плавки металла.
- Самодельные тигли зачастую недостаточно просушены, из-за чего, при плавлении металла в теле тигля появляются дополнительные напряжения и тигель лопается.
- Самодельные керамические тигли получаются толстостенные и требуют большего времени на нагрев, увеличиваются энергозатраты при плавлении металла.
Оптимальным вариантом для плавки большинства металлов является керамический тигель, но не всякий керамический тигель подойдет для плавления металла. Рассмотрим этот вопрос подробнее. Начнем с того, что керамические тигли, которые наиболее часто встречаются на российском рынке, делятся на фарфоровые, корундовые и тигли из кварцевой керамики. Фарфоровые тигли не подходят для плавки многих металлов из-за своей относительно небольшой огнестойкости
Корундовые тигли огнестойки и прочны, но при плавлении металла есть одно очень важное ограничение: корундовый тигель нельзя резко нагревать и охлаждать, скорость охлаждения корундового тигля 2-3 °С/минуту. Для плавления металла в режиме смены температур подойдет тигель из спеченной кварцевой керамики
Тигель из кварцевой керамики инертен по отношению к металлам, огнеупорен, химически стоек, выдерживает резкие перепады температур. Для неискушенного человека для изготовления качественного тигля из спеченной кварцевой керамики потребуются неоправданно большие затраты времени, материала и энергии на экспериментальную работу. Таким образом, для новичка гораздо выгоднее не делать тигель для плавки металлов своими руками, а купить его непосредственно у производителя тиглей. Цены на тигли из кварцевой керамики можно посмотреть здесь (прайс-лист).
Часть 1 — Керамические тигли и ступки — как правильно выбрать Часть 2 — Фарфоровый тигель: назначение, преимущества и недостатки … Часть 4 — Ступка с пестиком — где купить без наценки и как выбрать Часть 5 — Производство кварцевой керамики Часть 6 — Тигель для плавки металла – почему не стоит делать его своими руками? Часть 7 — Цена тиглей из кварцевой керамики нашего производства (прайс-лист) Часть 8 — Китайские тигли: за и против. Разбираемся в нюансах.
Огнеупоры > ТИГЛИ ВЫСОКООГНЕУПОРНЫЕ ДЛЯ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ
| Научно-техническим разработаны и выпускаются высокоогнеупорные керамические плавильные тигли для различных технологических процессов, удовлетворяющие запросам современной металлургии. Тигли предназначены для плавки жаропрочных никелевых сплавов, легированных сталей, бериллия, чугуна, цветных металлов, их сплавов и пр. Основными плавильными агрегатами, в которых применяются тигли, являются: вакуум-индукционная печь, индукционная печь и печи сопротивления. Качество металла, получаемого в процессе плавки, напрямую зависит от качества и правильного выбора керамического тигля. Исходя из этого к тиглям предъявляются очень высокие требования. Они должны иметь высокий уровень эрозионной стойкости, не разрушаясь, выдерживать перепад температур, не взаимодействовать с расплавом. На предприятии ЗАО «НТЦ «Бакор» тигли изготавливаются различными методами из керамических масс на основе высокоогнеупорных плавленых материалов: периклаза, корунда, муллито-корунда, алюмо-магнезиальной шпинели, двуокиси циркония, что обеспечивает высокую термостойкость и коррозионную стойкость тиглей, а так же чистоту расплава при температурах до 1750-1800 С. Основанием для выбора состава тигля и технологии его изготовления являются условия его эксплуатации: температура, контактирующая среда, тип плавильной установки и др. Основными преимуществами керамических тиглей НТЦ «Бакор» являются: • высокий уровень термической и эрозионной стойкости; • минимальное взаимодействие материала тигля с расплавом; • увеличение выхода годного литья за счет сокращения брака по оксидным и шлаковым включениям; •широкий выбор изделий по габаритам; Изготовление тиглей или дополнительных частей к ним по индивидуальным размерам осуществляется в соответствии с чертежами Заказчика. Непрерывное совершенствование составов и технологии производства на предприятии ЗАО «НТЦ «Бакор» позволяет подбирать и разрабатывать изделия в соответствии с техническими заданиями, исходя из условий эксплуатации Заказчика. Наши тигли поставляются на такие предприятия как: ОАО «Турбодеталь» (г. Нарофоминск Московской обл.), ОАО «Ашинский металлургический завод», (г. Аша Челябинской обл.), ОАО «Машиностроительный завод» (г. Электросталь Московской обл.) и многие другие. Стандартно выпускаемые тигли соответствуют наиболее востребованным типоразмерам (см. таблицу ФОРМА И ТИПОРАЗМЕРЫ): |
ТУ 1501-159-11773998-2014
| Физико-химические показатели, % масс/марка | ||||
| Наименование показателя/марка | ТК | ТП | ТКМ | ТКМЦ |
| Аl2O3,% не менее | 97 | — | 90 | 86 |
| MgO,% не менее | — | 96 | — | — |
| Пористость открытая, % не более | 20 | 20 | 20 | 21 |
| Плотность кажущаяся, г/см3, не менее | 2,90 | 2,85 | 2,80 | 3,00 |
| Предел прочности при сжатии, МПа, не менее | 40 | 40 | 40 | 40 |
| Температура применения, °С, max | 1750 | 1800 | 1700 | 1700 |
ФОРМА И ТИПОРАЗМЕРЫ
Объем тиглей от 1,3л до 100 л. Возможно изготовление тиглей по чертежам Заказчика
| Наименование и код продукции | Объем тигля, л | Вес тигля, кг (ориентир.) | Типоразмеры | ||||
| D | H | d | h | d дн | |||
| №0 | 1,36 | 1,7 | 124 | 200 | 110 | 193 | 50 |
| №1 | 2,6 | 3,7 | 140 | 286 | 120 | 265 | 60 |
| №2 | 4,5 | 8,4 | 168 | 330 | 148 | 307 | 60 |
| №3 | 6,1 | 8,9 | 177 | 405 | 152 | 380 | 60 |
| №18 | 0,9 | 1,2 | 90 | 180 | 76 | 173 | 46 |
| Наименование и код продукции | Объем тигля, л | Вес тигля, кг (ориентир.) | Типоразмеры | |||
| D | H | d | h | |||
| №4 | 5,3 | 8,2 | 165 | 370 | 140 | 350 |
| №5 | 5,4 | 8,8 | 195 | 260 | 170 | 240 |
| №6 | 12,1 | 19,5 | 242 | 390 | 206 | 365 |
| №7 | 19,0 | 34,0 | 285 | 465 | 235 | 445 |
| №11 | 93,0 | 187,0 | 560 | 600 | 480 | 560 |
| Наименование и код продукции | Объем тигля, л | Вес тигля, кг (ориентир.) | Типоразмеры | |||||
| D | D1 | H | d | d1 | h | |||
| №8 | 3,4 | 5,6 | 165 | 140 | 290 | 138 | 100 | 265 |
| №9 | 2,8 | 7,5 | 230 | 220 | 135 | 190 | 180 | 115 |
| №10 | 20,0 | 32,8 | 330 | 330 | 380 | 280 | 250 | 350 |
| №12 | 3,3 | 3,7 | 148 | 138 | 260 | 128 | 98 | 245 |
| №13 | 7,8 | 14,2 | 197 | 197 | 390 | 165 | 127 | 368 |
| №14 | 7,4 | 10,2 | 210 | 210 | 320 | 186 | 80 | 296 |
| №15 | 10,4 | 20,6 | 230 | 230 | 420 | 185 | 140 | 395 |
| №16 | 70,0 | 128,0 | 500 | 460 | 600 | 420 | 380 | 560 |
| №17 | 6,4 | 14,2 | 147 | 130 | 500 | 127 | 110 | 490 |
| №19 | 4,4 | 8,1 | 178 | 164 | 304 | 151 | 132 | 280 |
| №20 | 3,3 | 6,7 | 175 | 164 | 240 | 147 | 132 | 216 |
Разновидности индукционных печей
В группе производственного металлургического оборудования можно выделить несколько разновидностей печей:
- Тигельные.
Один из самых распространенных в металлургии видов.
В конструкции таких агрегатов отсутствует сердечник. Подобные устройства могут применяться для плавки и обработки любых металлов. Хорошо зарекомендовали себя не только в металлургии, но и в других отраслях, например, в ювелирном деле.
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
генератор напряжения питания.
- Выделение энергии непосредственно в загрузке, без промежуточных нагревательных элементов;
- Интенсивная электродинамическая циркуляция расплава в тигле, обеспечивающая быстрое плавление мелкой шихты, отходов, выравнивание температуры по объёму ванны и отсутствие местных перегревов, гарантирующая получение многокомпонентных сплавов, однородных по химическому составу;
- Принципиальная возможность создания в печи любой атмосферы (окислительной, восстановительной или нейтральной) при любом давлении;
- Высокая производительность, достигаемая благодаря высоким значениям удельной мощности, особенно на средних частотах;
- Возможность полного слива металла из тигля и относительно малая масса футеровки печи, что создаёт условия для снижения тепловой инерции печи благодаря уменьшению тепла, аккумулируемого футеровкой. Печи этого типа удобны для периодической работы с перерывами между плавками и обеспечивают возможность быстрого перехода с одной марки сплава на другую;
- Простота и удобство обслуживания печи, управления и регулировки процесса плавки, широкие возможности для механизации и автоматизации процесса;
Достоинства тигельных плавильных печей:
Канальные.
По конструкции напоминают трансформатор.
Вакуумные.
Используются в том случае, если необходимо обеспечить удаление из расплава примесей.
Конструкция индукционного нагревателя представляет собой многовитковую катушку цилиндрической формы, которая называется индуктором, через него пропускается электрическое напряжение переменного тока, вследствие чего возникают магнитные поля, возбуждающие вихревые токи.
Во внутреннее пространство индуктора помещается сосуд, или емкость, в которой находится металл или руда. Под воздействием магнитного поля и вихревых токов в металле повышается сопротивление, что по всем законам физики вызывает его нагрев и за счет этого происходит процесс плавки.
Мощность индукционных плавильных печей зависит от величины подаваемого напряжения и частоты электрического тока. Эта зависимость применяется в типах индукционных печей – нагревательные установки для термической обработки и плавильные печи.
Печи промышленного назначения делятся на несколько типов.
- Конструкции средней частоты обычно используются в машиностроении и металлургии. С их помощью плавится сталь, а при использовании графитовых тиглей и цветные металлы.
- Конструкции промышленной частоты применяются при выплавке чугуна.
- Конструкции сопротивления предназначаются для плавки алюминия, алюминиевых сплавов, цинка.
Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния.
При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов.
Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу.
Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность.
Физические особенности плавки однородных металлов
Латунь — многокомпонентный сплав на основе меди и цинка. В его состав могут входить и некоторые другие компоненты — олово, свинец, железо, никель, марганец. Медь выступает в качестве основного вещества, тогда как дополнительные компоненты улучшают физические свойства материала (прочность, упругость, электропроводность, коррозийный потенциал). Плавление однокомпонентных и многокомпонентных сплавов имеет много отличий. Поэтому перед рассмотрением вопроса расплавки латуни нужно рассмотреть особенности плавления однородного металла на основе меди.
В физике плавкой называют процедуру, при которой твердый металл переходит в жидкое состояние. Чтобы расплавить медь, ее необходимо нагреть до температуры 1.085 градусов по шкале Цельсия. Обычно нагрев осуществляется с небольшой температурной надбавкой (~1150 градусов), поскольку на практике часто применяются медные сплавы с добавлением легирующих веществ, из-за которых повышается температура плавления.
Нагрев на химико-физическом уровне
- Атомы меди до нагрева находятся в твердом состоянии. На химическом уровне это значит, что они формируют прочную кристаллическую решетку, которая устойчива к деформации и сохраняет форму при ударе.
- При нагреве потенциальная энергия медных атомов увеличивается, что приводит к ухудшению прочности кристаллической структуры материала. Однако материал сохраняет свою твердость, поскольку кристаллическая решетка не разрушается (хотя она становится менее плотной).
- При достижении температуры 1.085 градусов атомы меди получают избыточное количество энергии, что происходит к распаду кристаллической решетки сплава. На физическом уровне сплав переходит из твердого состояния в жидкое.
- Теперь возможно несколько ситуаций. Рассмотрим первую ситуацию. Если материал продолжать нагревать, то он будет сохранять свое жидкое состояние. При температуре 2.567 градусов медь переходит в газообразное состояние (то есть жидкость начинает кипеть). В металлургии испарение меди выполняют очень редко, поскольку в этом нет практической пользы.
- Но возможна и другая ситуация. Если жидкую медь не нагревать после расплавления, то постепенно жидкость начнет остывать. Это приведет к тому, что материал вновь примет твердую форму. На химическом уровне произойдет повторное формирование кристаллической решетки.
Из этих теоретических выкладок можно сделать один простой вывод. Для однокомпонентных составов температура кристаллизации и температура плавления совпадают. На практике регулировать процедуру расплавки просто — нужно лишь уменьшать или увеличивать температура огня. Во время работы также необходимо следить за распределением огня по всей площади металлического объекта. В случае неравномерного распределения температуры отдельные компоненты будут находиться в жидком состоянии, а другие — в твердом.
Изготовление тигля из глины
Можно изготовить тигель из шамотной глины. Это недорогой вариант и к тому же обладающий высокой стойкостью к большим температурам. Такую глину используют при кладке печей и ее можно купить в любом строительном магазине. Шамотная глина способна выдержать температуру до 1600 градусов по Цельсию.
Итак, понадобится шамотная глина (продается в мешках в строительных магазинах), жидкое стекло (продается там же) и молотый шамот. Его можно купить или изготовить из шамотного кирпича.
Для того чтобы сделать смесь, из которой в будущем будет вылеплен тигель, берется 7 частей глины, 3 части шамота и на литр сухой смеси 10 ложек жидкого стекла. Смешивается шамот и глина до однородного состояния. После этого потихоньку доливается вода. Чтобы не испортить заготовку можно часть смеси отсыпать, а в случае большого количества воды — добавить сухого порошка. Месить нужно до момента, когда глина перестанет липнуть к рукам.
Только после того, как будет замешана глина нужной консистенции, можно добавлять стекло. При добавлении стекла нужно тщательно все вымешивать до состояния, когда глина перестанет трескаться. Лучше всего в ком глины добавить стекло и раскатать в рулон, потом несколько раз сложить и повторять процедуру до тех пор, пока не перестанет трескаться. Материал для тигля готов. До того момента когда он будет использован, хранить нужно в нескольких слоях целлофана.
Глина есть, теперь чтобы изготовить тигель нужно взять форму, самый простой способ – это использование гипсовой формы. Как сделать такую форму можно найти на любом сайте по лепке из гипса. Итак, непосредственно изготовление тигля.
Перед началом лепки нужно отбить весь воздух из глины, для этого на пол можно постелить газету и несколько раз с силой бросить ком на него, раз десять будет достаточно. Теперь берется ком глины и тщательно вминается в дно формы, после этого небольшими комочками формируются стены изделия. Их толщину можно контролировать по краю формы
Очень важно тщательно приминать глину к форме, чтобы там не образовалось воздушных подушек. После того как тигель вылеплен, нужно сделать ровной внутреннюю поверхность. Для этого достаточно смочить глину водой
Для этого достаточно смочить глину водой.
После этого наступает момент сушки. Форма с глиной помещается картонную коробку и накрывается крышкой. Часов через семь вся вода из глины испарится и форма будущего тигля немного «сядет», так что достать ее из формы не особо сложно. После этого тигель продолжает сушиться в той же коробке, по мере сушки все дефекты сами собой устранятся и горшочек приобретет серый окрас. Иногда могут появиться небольшие трещинки. Их можно замазать мокрой глиной. Далее горшки обжигаются при температуре 800 градусов в муфельной печи. После обжига тигель готов к использованию.
Делаем тигельную печь
Самый несложный простой способ изготовления тигля – это просто сварить его из обрезка трубы наиболее подходящего диаметра. Выбирая сам обрезок вам необходимо учесть несколько важных факторов.
Первое, ширина стенок должна быть, как минимум, пол сантиметра. Второе, ваш обрезок должен быть изготовлен из металла, который плавится при большей температуре, чем те сплавы, которые вы планируете плавить. Для этого вам идеально подойдет чугун. После этого трубу необходимо зачистить, или же все лишние просто обжечь в печи. Теперь ваша самодельная тигельная печь, ни чем не уступит любой другой.
Что бы безопасно извлекать расплавленный металл из тигля, приделайте к нему небольшой носик. Для этого немножко сточите сверху болгаркой и пройдитесь напильником. Для изготовления используйте спиленный под углом кусочек металла.
Так же к вашей самодельной тигельной печи можно приделать ручку, используйте гайку, в нее вворачиваете ручку, которая поможет более безопасно погружать и вынимать тигель из печи. Вам будет достаточно всего пару оборотов ручки, и ваш тигель будет держаться мертвой хваткой, таким образом, вы исключите случайное опрокидывание или пролив расплавленного алюминия на себе или людей, которые в этот момент могут оказаться рядом. Все названные выше меры безопасности будут очень даже кстати во время плавки цветных металлов на дому. Как вы теперь видите, установка тигельной печи своими руками довольно простое задание. Надеюсь, вы теперь больше никогда не зададитесь вопросом: как сделать тигельную печь?
Маркировка тиглей
Тигель (VIII—IX век). Археологические раскопки 1970-х годов, городище Камно, Псковская область. Государственный музей истории Санкт-Петербурга
Каждый тигель имеет марку (номер), и этот номер означает ёмкость тигля. Тигли маркируются от 1 до 300. В металлургии, как наиболее массовой отрасли промышленности, потребляющей тигли, за одну условную единицу ёмкости (1) принимается объём, равный 0,142 дм³ (или удельная вместимость 1 кг бронзы) при условии, что тигель наполнен металлом на 85 %. Например, вместимость тигля марки 20 соответствует 2,84 дм³, или, иными словами, — 20 кг расплавленной бронзы.
Литейная форма
Если требуется только отлить чистый алюминий для припоя, то литейная форма не нужна. Достаточно использовать стальной лист, на котором расплавленный металл остынет. Но если нужно отлить хотя бы простенькую деталь, то понадобится литейная форма.
Литейную форму можно сделать из скульптурного гипса, именно гипса, а не алебастра. Жидкий гипс заливается в смазанную маслом форму, ему дают немного застыть, периодически встряхивая, чтобы вышли пузырьки воздуха, вставляют в него модель и накрывают второй емкостью с гипсом. В удобном месте нужно в гипс вставить цилиндрический предмет, чтобы в итоге в форме появилось отверстие, так называемый канал, в который будет заливаться расплавленный алюминий. Когда гипс окончательно застынет, две части формы разъединяются, вынимается модель, и форма с готовым слепком соединяется опять.
Изготовить литейную форму можно и из смеси 75 % формовочного песка, 20 % глины и 5 % каменноугольного песка, которая засыпается в специальный ящик из досок и трамбуется. В утрамбованную землю отжимается модель, получившийся отпечаток присыпается тальком и графитом (угольной пылью), чтобы остывшую алюминиевую деталь можно было легко отделить от формы.
Читать также: Какой окучник для мотоблока лучше