Для того чтобы сделать дешевый сварочный генератор своими руками, можно использовать небольшой бензиновый двигатель. Здесь подойдет мотор от газонокосилки или мопеда.
Сварочный генератор имеет внушительные размеры и стоит довольно дорого.
В качестве источника электроэнергии лучше всего использовать генератор из трактора. Он выдает 24 В (вольт) и 150 А (ампер), как раз то, что нужно для качественной и надежной сварки.
Как из автомобильного генератора сделать сварочный генератор
Сварочный генератор – полезный в быту агрегат, поскольку к нему можно подключать не только оборудование для сварки, но и прочие инструменты, работающие от электричества.
При отсутствии электросети он будет надежным решением точки питания для любой электрической аппаратуры. К примеру, на дачном участке или за городом, где бывают перебои с электроснабжением либо оно вообще отсутствует.
Однако как поступить, если нет ни электросети, ни сварного генератора?
Тогда в сварном деле может пригодиться генератор, встроенный в автомобиль. Этой деталью оснащены все современные и некоторые более старые модели. И автогенератор действительно можно использовать вместо сварочного.
Эта статья расскажет, как провести процесс сваривания при питании от автогенератора, и можно ли пересобрать автомобильную версию аппарата в сварочную.
- Общая информация
- Возможна ли пересборка автогенератора в сварочный агрегат
- Этапы подключения к инвертору
- Заключение
Как выбрать сварочный генератор
Выбирая между дизельным сварочным электрогенератором и бензиновым, следует учитывать основные характеристики оборудования.
Использовать дизельный электросварочный генератор для работы без дополнительного оборудования, преобразующего вырабатываемое напряжение, невозможно. Дизельгенераторы можно использовать для сварки при определенных условиях.
- При необходимости одновременного подключения нескольких сварочных автоматов к одной точке.
- При необходимости экономии топлива: важно в том случае, если сварка составляет большую часть от общего объема работы.
- Для обеспечения длительной и беспрерывной работы сварочного аппарата.
Следует учитывать, что на бензиновые сварочные генераторы цены ниже, а во время работы такое оборудование издает меньше шума. Кроме того, бензогенераторы легче транспортировать, благодаря меньшему весу.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Этапы подключения к инвертору
Поскольку перестроить автомобильную модель в сварное оборудование не лучшая затея, стоит разобраться, как в случае необходимости подсоединить к нему настоящий агрегат для сварки.
Для начала производится снятие реле-регулятора с автогенератора. Разрывается цепь между реле-регулятором и щетками. После этого на щетки нужно подать питание.
Для этого используется напряжение 12В, которое проводится от АКБ. Теперь прибор в рабочем состоянии, а значит можно отключить провод, соединяющий его с АКБ.
После этого заводится двигатель. Он должен работать на коленвале в 3000 оборотов. В автогенераторе это число возрастет до девяти тысяч, и он сможет сгенерировать мощность напряжения до 80В.
Это происходит благодаря снятию реле-регулятора, который в механизме отвечает за ограничение силы тока.
Восьмидесяти вольт хватает для запитывания маломощного инвертора до мощности в 100 А. Это позволит проводить сварочные работы. Однако продолжительность процесса работы при таком питании нужно ограничивать.
Подобный режим работы сильно изнашивает как инвертор, так и запитывающий его аппарат.
Приспособления для сварки своими руками. Приспособления для сварки профильных труб
Опытные мастера и обыватели, выполняющие сварочные работы, знают, что подготовительный этап не отнимает больше времени, чем сам процесс сварки.
Значительную часть времени пропадает на сборку сварочного сооружения и установку всех элементов в нужном расположении.
Зная, насколько важны приспособления для сварки профильных труб, и умея использовать их правильно, сварщик может выполнить поставленные перед ним задачи быстро и качественно.
В быту используют большое количество механизмов и конструкций для сварки труб. Эти вспомогательные устройства, чаще всего, ручные и универсальные.
Они помогают выполнить быстрый сбор конструкции с надежно закрепленными деталями, также позволяют проделать работу практически без их деформации.
Сборно-сварочные приспособлений профильных труб и их виды
Их делят на такие виды:
- Крепежные.
- Установочные.
Механизмы для установки
Эти устройства позволяют установить профильные трубы в необходимом положении.
Именно так, как они будут располагаться в итоге. По функциональному и конструкционному решению их делят на:
- Упоры.
- Угольники.
- Шаблоны.
- Призмы.
Упорные . Они фиксируют заготовки на основной поверхности, и могут использоваться постоянно, сниматься, а есть и откидные (служащие для отвода и поворота).
Постоянные приспособления – это пластины, которые приварены к основанию.
А съемные приспособления применяют в тех ситуациях, когда устройство с постоянной установкой использовать нельзя.
Угловые. С их помощью устанавливаются профильные трубы под заданным углом.
Призмы . Они фиксируют в необходимом положении цилиндрические профильные заготовки. В качестве данного приспособления используют очень простые конструкции, которые варят из уголков.
Этот механизм помогает установить профильные трубы в необходимом положении по отношению к уже стоящим частям будущей конструкции.
Приспособления для крепежа
Такие приспособления для установки профильных труб под сварку позволяют прочно зафиксировать деталь и предохраняют ее от случайного смещения после остывания. К ним относят:
- Струбцины.
- Зажимы.
- Прижимные.
- Стяжки.
- Распорки.
Струбцина . Она является универсальным приспособлением, которое можно использовать при всяких видах работы с металлическими изделиями.
Мастера называют их самыми главными по важности, и говорят, что обойтись без них практически не возможно.
Струбцина может быть разной формы и размеров. Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования.
Особым удобством выделяются быстрозажимные устройства, в которых зажимную функцию выполняет кулачковый механизм.
СОВЕТ! Профессиональные мастера рекомендуют приобрести набор разнообразных струбцин. Для сварочных мероприятий может понадобиться сразу несколько вариантов разных размером.
Зажимы. Если сравнить эти механизмы со струбцинами, то они более удобные, и в большей степени приспособлены к такому виду работ. Необходимый размер зева выставляют винтом в зажимной ручке и перемещением штифта.
Прижимы. Является самым распространенным. Они бывают: клиновые, винтовые, пружинные, рычажные.
Простейший вид такого устройства является самым обыкновенным болтом и гайкой, скрепляющим две пластины, которые зажимают заготовку.
Стяжки. Они применяются для того, чтобы сблизить элементы, которые имею габаритные размеры. Длина и способ такой конструкции зависит от задач, которые она должно выполнить.
Распорка . Этот механизм дает возможность выровнять кромки собираемых заготовок, придать им нужную форму и исправить небольшие дефекты.
Приспособления для установки и крепежа
Самые удобные в применении конструкции, которые выполняют несколько функций. При работе нужно только вставить детали и затянуть эксцентрики и винты. Все части без дополнительных усилий становятся на нужное место.
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.
Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.
После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Сварочный генератор: схема устройства
Схемы сварочных генераторов различаются своими внешними характеристиками. По данному принципу устройства делятся на:
- генераторы универсальные;
- с падающей внешней характеристикой.
Последние наиболее популярны и бывают двух типов.
- С независимым возбуждением. Питание обмотки обеспечивается внешним источником постоянного тока. Последовательно подключается размагничивающая обмотка, а ток регулируется реостатом. При увеличении тока сварки во время работы пропорционально увеличивается. Падающая внешняя характеристика создается уменьшающимся напряжением на зажимах устройства.
- Генератор с самовозбуждением: постоянный ток к намагничивающейся обмотке поступает с якоря генератора. Такие устройства применяют чаще всего для работы со штучными электродами. Стабильная величина тока поддерживается колебаниями напряжения.
Подробнее про схему генератора с самовозбуждением можно узнать, просмотрев видео:
Возможна ли пересборка автогенератора в сварочный агрегат
Самодельный сварочный аппарат из автомобильного генератора
Пересобрать автомобильный генератор в сварочный агрегат возможно. Однако не стоит. Более разумным его применением будет питание инвертора в случае недоступности стабильной электросети либо отсутствия сварочного генератора.
Такой способ запитывания сварной аппаратуры, конечно, тоже не лучшее решение. Однако в случае, когда сварную работу провести нужно, а альтернатив точек питания нет, автогенератор становится палочкой-выручалочкой.
В новых моделях автомобилей они способны питать инвертор для выдачи до 100А. Показатель достаточно низкий, однако сваривание металлов при такой мощности вполне возможно.
Особенно это подходит тем типам аппаратов, которые маломощны сами по себе. Инверторы с большими мощностями конечно лучше запитывать от аппаратов, предназначенных для сварки. Такие агрегаты работают на бензине или дизеле.
Можно ли сделать из генератора сварочный аппарат?
Ответим сразу: можно, но не стоит. Лучше использовать автомобильный генератор в качестве источника тока в полевых условиях, и в местах, где у вас просто нет стабильного напряжения в сети. Конечно, это радикальный и спорный метод питания аппарата, но порой сварку необходимо выполнить прямо здесь и сейчас. В таком случае применение автогенератора очень выручает.
Но учтите, что генераторы в современных автомобилях могут запитать аппарат так, что он выдаст не больше 100 Ампер. Тем не менее, даже такая сварка от генератора возможна. И если у вас слабенький инвертор, то он точно заработает от автогенератора. С более мощными аппаратами лучше не рисковать и питать их от специального сварочного генератора, работающего на бензиновом или дизельном топливе.
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Импульсная сварка своими руками. Как собственноручно собрать импульсную сварку — схема и инструкции
Сначала разберем, что же это такое. Если при использовании электродуговой сварки, еще включать непродолжительные электроимпульсные сигналы, то мы и получим импульсную сварку.
В данном случае главное не проводить параллель такого типа с точечной сваркой.
Импульсная точечная сварка и импульсно-дуговая сварка, это абсолютно разного рода способы сваривания металлических частей.
Разберем алгоритм сбора импульсной сварки
Преобразователь
Для начала, необходимо рассмотреть процесс сбора импульсного преобразователя. Его соответственно обозначают, как силовой элемент сварочного агрегата.
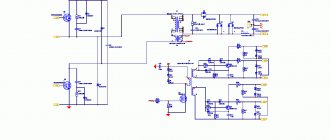
На схеме показана модель сбора преобразователя.
В технической литературе и справочниках можно найти информацию по составным частям, которые входят в комплектацию преобразователя.
Механизм управления
На данном рисунке можно увидеть отчетливую и понятную схему управления, а также элементы схемы, на которой видно процесс запуска электро-агрегата.
Адаптер
Описательное представление импульсного адаптера изображено на прилагаемой схеме.
«Мягкий запуск», расположен здесь же.
Аппарат в собранном виде
Достаточно посмотреть на рисунок расположен ниже, чтобы иметь простое представление о внешнем виде такого типа сварки.
К корпусу также присоединяется каркас с обдувом, адаптер управления (она является неотъемлемой частью корпуса), штекер для сварочного тока.
Электропредохранитель и сетевой адаптер также должны находиться на корпусе.
Практика использования
Аппараты, собранные так, как говорится в инструкции, работают продолжительное время. Сварочные стыки получаются достаточно прочными.
Самодельный импульсный сварочник, подойдет только для использования в хозяйстве, а вот для профессиональной работы он непригоден. Затратная часть при сборке такого сварочника не отставит равнодушным ни одного хозяина.
Напряжение, которое необходимо для работы такого устройства должно быть в пределах 220 В. Но иногда могут быть сбои напряжения, особенно если работы выполняются в загородном доме.
Несмотря на это, дуга имеет стабильное и простое воспламенение. Наиболее подходящий тип электродов для самодельного сварочного устройства — это электроды, которые плавятся.
Такой тип сваривания достаточно прочный и имеет вполне устойчивое возгорание дуги.
Чтобы всё-таки собрать самодельный импульсный сварочный аппарат нужно выделить всего лишь немного свободного времени. И результат не останется неоправданным.
Это будет наиболее экономным вариантом, исходя из надобности выполнения сварочных работ. И это никак не влияет на качество выполненной работы.
Приоритеты сварочного аппарата, изготовленного собственными силами
От заводских моделей, импульсный сварочник отличается многими характеристиками. Серьезным достоинством является небольшая энергозатратность.
Затраты на электроэнергию на выполнение незначительного сварочного шва заводским аппаратом — будут большие. И конечно же, не вся электропроводка сможет выдержать такую мощность.
Относительно веса самодельного аппарата можно сказать, что небольшой. И его габариты могут в несколько раз быть меньше чем заводские. Без особых усилий перемещать заводской аппарат очень сложно.
Что бы его не передвигать с места на место — можно использовать специальные электрические удлинители. Но их стоимость очень высокая.
Поэтому, самодельный сварочный аппарат будет подходящим вариантом для использования в домашних условиях. А его вес не будет превышать 10 кг.
Производственный ресурс производственных сварочных устройств имеет ограничение. И часто может не превышать 50-80%.
Поэтому совокупность всех имеющихся технических возможностей не всегда можно раскрыть. Исходя из этого и продолжительность сварочных работ будет незначительная, в пределах 3-х минут без перерыва.
Самодельный сварочный аппарат не приводит к потере электрической энергии, потому что реактивные токи отсутствуют. Не критическая мощность позволяет использовать розетке даже в доме, не переживая, что сеть может не выдержать.
Мощность такого импульсного сварочника точно такая же, как и в бытовых приборах.
Продолжительность работы самодельным импульсным аппаратом может быть больше 15-20 мин. Что превышает время работы механизма, который купили в магазине. И конечно же небольшой вес (8-10 килограмм) не доставит трудностей в домашнем использовании.
Как сделать сварочный генератор своими руками?
Для того чтобы сделать дешевый сварочный генератор своими руками, можно использовать небольшой бензиновый двигатель. Здесь подойдет мотор от газонокосилки или мопеда.
Сварочный генератор имеет внушительные размеры и стоит довольно дорого.
В качестве источника электроэнергии лучше всего использовать генератор из трактора. Он выдает 24 В (вольт) и 150 А (ампер), как раз то, что нужно для качественной и надежной сварки.
Принцип работы сварочного аппарата
Сваривание железа происходит за счет высокой температуры электрической дуги, которая плавит электрод и кромки соединяемого металла.
Рисунок 1. Принцип работы сварочного аппарата.
Затем расплавленная масса смешивается, и по мере ее охлаждения происходит соединение деталей. Принципиальная схема сварочного генератора имеет следующий вид: Рисунок 1, где: Я — якорь генератора; ОЯ — обмотка якоря; ОВН — обмотка возбуждения намагничивания; R — реостат; ОВП — обмотка возбуждения последовательная; Д — дуга электрическая.
После того как дуга загорается, в якорной цепи рабочей схемы начинает протекать сварочный ток. Он проходит через последовательную обмотку возбуждения, создавая при этом магнитный поток. В это время в намагничивающей обмотке возбуждения создается электромагнитная сила, которая направлена в обратном направлении. Возникающий при столкновении двух ЭДС выброс энергии и является источником электрической сварочной дуги.
Использовать сварочный генератор можно не только как аппарат для сварки, но и как источник резервного освещения. Для этого нужно сделать дополнительный вывод и установить розетку. Основная схема соединения при этом не изменяется. Розетка крепится на корпусе аппарата. Такое использование сварочного генератора является оправданной в тех фермерских хозяйствах, где отключение основной электросети может принести убытки. Например, в инкубаторах, где выращивают цыплят.
Самодельный сварочный преобразователь
Рисунок 4. Схема сварочного преобразователя.
Такой генератор работает без участия бензинового двигателя. На него подается сетевое напряжение, которое преобразуется в сварочный ток. Его мощность обычно составляет 4 кВт, что дает возможность варить электродом «четверкой». Главным элементом рабочей схемы аппарата является обмотка статора.
Чертежи выполнены в двух вариантах: на стержневом и броневом магнитопроводе. Визуально этот генератор имеет такой вид: Рисунок 4, где:
а — стержневой магнитопровод; рисунок б — вариант броневого магнитопровода.
1 — магнитопровод (набирается из трансформаторных пластин), 2 — прокладка изоляции (стеклоизоляционная лента), 3 — обмотка (медный провод, покрытый лаком), 4 — стягивающий кронштейн (уголок из металла), 5 — стяжка (металлическая шпилька с гайкой и шайбой).
Любой такой генератор не сложно встроить в выпрямитель или оформить в виде отдельного блока. В случае если требуется выполнять слишком большой объем работ, желательно добавить принудительное воздушное охлаждение.
Общая информация
Генератор как встроенная в любую модель автомобиля деталь – это достаточно простой механизм, преобразовывающий энергию в электричество. В автомобилях этот элемент выполняет функцию запитывания электрооборудования во время работы.
Устройство сварочного генератора
Состоит генератор сварочный из следующих основных частей:
- дизельный или бензиновый двигатель (ДВС);
- электрический генератор, вал которого приводится в движение ДВС;
- выпрямители (для генераторов переменного тока): необходимы для преобразования переменного тока в постоянный, что дает возможность подключения сварочного аппарата как переменного, так и постоянного тока;
- блок электрозащиты и управления.
Важно: генератор сварочный (инструкция по применению обязывает) может эксплуатироваться вблизи пожарного щита, оснащенного средствами борьбы с пожаром.
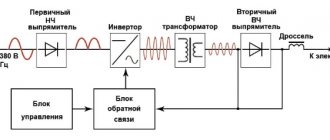
Принцип работы сварочного генератора заключается в следующем.
- Газы, образующиеся в результате сгорания топлива, расширяются и приводят в движение поршни двигателя. В результате перемещения поршней вращается коленвал.
- Вращающийся момент от коленвала передается на вал ротора генератора.
- Образующееся магнитное поле, порождающее (с помощью катушки индуктивности) электрический ток.
- Преобразовательные устройства доводят характеристики тока до необходимого для сварки уровня.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Изготовление самодельной сварки
В домашних условиях сделать сварочный генератор несложно. В качестве мастерской можно использовать гараж. Делая в нем генератор своими руками, вы не будете мешать другим членам семьи. Для работы нужен такой инструмент:
- молоток;
- болгарка;
- пассатижи;
- электродрель;
- сварка.
Рисунок 2. Готовый сварочный генератор, собранный своими руками.
Работу следует начинать с изготовления рамы под бензиновый мотор и генератор. Для этого используется металлический уголок 40 Х 40 мм. Уголки нужной длины нарезаются болгаркой. Затем электродрелью в них сверлятся отверстия для мотора и генератора, которые крепятся с помощью болтовых соединений.
Чтобы гайки не раскручивались, под них следует подложить шайбы. Рабочая схема аппарата очень проста. После того как самодельная сварка полностью собрана, она имеет такой вид: Рисунок 2.
Рисунок 3. Условная схема работы конвертера.
Для удобства перемещения сварочного генератора на раму можно установить колеса. Крепятся они либо с помощью сварки, либо, после сверления отверстий в раме, на крепежные болты. Вращающий момент передается с мотора на генератор через редуктор. Благодаря вращению якоря в обмотке статора возникает электрический ток. Такая схема электросварки заложена в работе всех сварочных аппаратов. По такому же принципу работают и сварочные конвертеры. Условная схема работы конвертера такова: Рисунок 3.
С помощью сетевого выпрямителя происходит преобразование переменного тока питания в постоянный ток. После сетевого фильтра преобразуется частота. Затем, в отличие от сварочного генератора, в конвертере ток проходит через трансформатор. Дальше он поступает на силовой выпрямитель.
Этапы подключения к инвертору
Поскольку перестроить автомобильную модель в сварное оборудование не лучшая затея, стоит разобраться, как в случае необходимости подсоединить к нему настоящий агрегат для сварки.
Для начала производится снятие реле-регулятора с автогенератора. Разрывается цепь между реле-регулятором и щетками. После этого на щетки нужно подать питание.
Для этого используется напряжение 12В, которое проводится от АКБ. Теперь прибор в рабочем состоянии, а значит можно отключить провод, соединяющий его с АКБ.
После этого заводится двигатель. Он должен работать на коленвале в 3000 оборотов. В автогенераторе это число возрастет до девяти тысяч, и он сможет сгенерировать мощность напряжения до 80В.
Это происходит благодаря снятию реле-регулятора, который в механизме отвечает за ограничение силы тока.
Восьмидесяти вольт хватает для запитывания маломощного инвертора до мощности в 100 А. Это позволит проводить сварочные работы. Однако продолжительность процесса работы при таком питании нужно ограничивать.
Подобный режим работы сильно изнашивает как инвертор, так и запитывающий его аппарат.