В этой статье:
1. Классификация операций листовой штамповки 1.1. Разделительные операции
1.2. Формоизменяющие операции
1.3. Комплект инструмента
2. Обеспечение точности размеров в листовой штамповке
Одним из основных видов обработки давлением является листовая штамповка. Листовую штамповку можно охарактеризовать как процесс получения обработкой давлением в штампах заготовок, полуфабрикатов и изделий из листового (иногда фасонного) проката преимущественно без обусловленного изменения его толщины.
Классификация операций листовой штамповки
Листовой штамповкой обрабатывают как металлические, так и неметаллические материалы. Металлический материал для листовой штамповки получают прокаткой, волочением, прессованием, гибкой (профилированием) в виде листов, полос, лент различной ширины, свернутых в рулон, а также в виде сплошных и несплошных стержней, панелей, труб различных форм поперечного сечения и толщины.
Из неметаллических материалов методами листовой штамповки обрабатывают бумагу, картон, натуральную и искусственную кожу, пластики, синтетические материалы.
С целью расширения возможностей листовой штамповки наряду с традиционными операциями применяют интенсификацию процессов за счет использования при штамповке повышенных температур, объемного перераспределения листового материала и совмещения операций.
При листовой штамповке в результате пластической деформации форма исходного материала может изменяться. При этом обеспечивается требуемая геометрическая точность изделия, состояние и качество его поверхности.
Формоизменение осуществляют с помощью штампов. Непосредственное воздействие на обрабатываемый материал оказывают основные детали штампа — пуансон и матрица и вспомогательные — прижим, съемник и выталкиватель. Пуансон вдавливается в деформируемый материал, обтягивается, обтекается или охватывается им. Матрица вбирает в себя, охватывает изменяющий форму материал и пуансон.
Базовая поверхность матрицы, по отношению к которой строится и измеряется ее полость (проем), называется зеркалом матрицы. Зеркало матрицы может быть плоским или в виде поверхности. Контуром проема матрицы называют линию пересечения поверхности полости с базовой поверхностью. Полость матрицы может быть глухая (с дном) и сквозная — в виде отверстия. Если полость сквозная, матрица имеет форму осесимметричного или неосесимметричного кольца. Такую матрицу называют матричным кольцом.
Пуансон и матрицу изготовляют обычно из более твердого и прочного материала, чем обрабатываемый. В этом случае инструмент называется жестким. Вместе с тем, один из инструментов — пуансон или матрица — может быть из твердого материала, а другой — из эластичного, легко поддающегося формоизменению. В качестве деформирующей среды могут также применять жидкость или газ.
Исходный материал, предназначенный для последующей обработки, в виде тела определенной формы и размеров называют заготовкой.
Операции листовой штамповки, в соответствии с ГОСТ 18970—84, делят на две группы: разделительные и формоизменяющие.
Разделительные операции
К разделительным относятся операции, в результате которых происходит полное или частичное отделение одной части заготовки от другой с разрушением исходного материала. При этом для выполнения операций используют либо сдвиг одной части заготовки относительно другой, либо внедрение инструмента в заготовку, либо разрыв материала в результате сосредоточенной деформации вблизи острой кромки инструмента под воздействием изгиба и растяжения.
Основные разделительные операции подразделяют на следующие виды.
Отрезка — полное отделение заготовки от исходного материала по незамкнутому контуру.
Разрезка — разделение полуфабриката на части по незамкнутому контуру. Разрезка может проводиться с образованием отхода или без него.
Вырубка — полное отделение заготовки или изделия от исходного материала по замкнутому контуру.
Пробивка — образование в заготовке отверстия или паза с полным отделением части материала в отход. Разделение может проводиться как по замкнутому контуру (для отверстия), так и по незамкнутому (для паза).
Обрезка — отделение от детали, полученной листовой штамповкой, технологического припуска. Обрезка может проводиться по замкнутой либо по незамкнутой линии.
Высечка — полное отделение заготовки или изделия от исходного материала по замкнутому контуру.
Просечка — образование в заготовке отверстия с полным отделением части материала в отход.
Надрезка — неполное отделение части заготовки путем сдвига. При выполнении операции происходит также гибка надрезаемого участка на некоторый угол по отношению к поверхности заготовки.
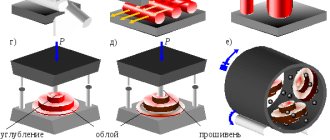
Проколка — образование в заготовке отверстия путем внедрения в нее пуансона с острой вершиной. Проколка проводится без удаления материала в отход с образованием по периметру отверстия борта с неровными краями, т.е. разделение материала происходит одновременно с операцией отбортовки.
Зачистка — удаление технологического припуска с кромок листовой детали путем его срезания с образованием стружки и последующего сдвига.
Разделительные операции, являющиеся производными от основных:
- чистовая вырубка — вырубка в условиях всестороннего неравномерного сжатия в зоне разделения материала;
- чистовая пробивка — пробивка в условиях всестороннего неравномерного сжатия в зоне разделения материала.
Операции отрезки, разрезки, вырубки, пробивки, чистовой вырубки, чистовой пробивки, обрезки проводят по схеме формоизменения сдвигом. Операции высечки и просечки выполняют путем внедрения инструмента в разделяемый материал. При надрезке, проколке и зачистке наряду с разделением материала выполняют и другие операции.
Формоизменяющие операции
Формоизменяющие операции — операции, в результате которых путем пластического деформирования изменяют форму заготовки.
Гибка — образование или изменение углов между частями заготовки или придание ей криволинейной формы с образованием развертывающихся поверхностей (цилиндрической или конической).
Завивка — разновидность гибки, заключающаяся в образовании закруглений на концах плоской заготовки или заготовки из проволоки.
Вытяжка — образование полой заготовки или изделия из плоской или полой исходной листовой заготовки за счет втягивания пуансоном в полость матрицы части материала, находящегося за контуром ее проема, и растяжения другой части, находящейся внутри контура.
Существуют следующие разновидности вытяжки:
- осесимметричная вытяжка — вытяжка оболочки из осесимметричной заготовки осесимметричными пуансоном и матрицей;
- вытяжка деталей коробчатой формы — образование полых деталей в виде прямоугольных в плане коробок с фланцем или без фланца, имеющих, как правило, две плоскости симметрии;
- ложная вытяжка — образование полых деталей сложной формы (например, кузовных);
- вытяжка с утонением — получение осесимметричной детали (типа стакана), состоящее в увеличении его высоты за счет утонения стенки, получаемого протягиванием стенки через зазор между поверхностями пуансона и матрицы;
- комбинированная вытяжка — соединение протекающих одновременно под воздействием одного и того же инструмента двух видов формоизменения: собственно вытяжки и вытяжки с утонением;
- ротационная вытяжка — формоизменение плоской или полой вращающейся заготовки по профилю оправки под воздействием перемещающегося вдоль этого профиля деформирующего элемента (ролика); при этом обеспечивается возможность получения полых осесимметричных изделий как с постоянной, так и с переменной толщиной стенки.
Обтяжка — образование заготовки заданной формы приложением растягивающих сил к ее краям.
Формовка — образование рельефа в листовой заготовке за счет местных растяжений без обусловленного изменения толщины материала.
Закатка — образование закругленных бортов на краях полой заготовки.
Отбортовка — образование борта по внутреннему и (или) наружному контуру заготовки.
Обжим — уменьшение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему ее периметру.
Раздача — увеличение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему ее периметру.
Скручивание — поворот части заготовки вокруг продольной оси.
Правка — устранение искажений формы заготовки (детали) пластическим деформированием.
Калибровка — повышение точности размеров штампованной заготовки и уменьшение шероховатости ее поверхности.
Операции, используемые для получения заготовок, называют заготовительными.
Некоторые операции, такие как надрезка, гибка, отбортовка, обжим, раздача, формовка, могут быть использованы для получения неразборных соединений двух или нескольких деталей. В этом случае операции называются штампосборочными.
Количественно формоизменение в ходе штамповочной операции оценивают коэффициентом формоизменения, отражающим относительное изменение геометрического параметра, характерного для данного вида формоизменения. Наибольшее возможное формоизменение оценивается предельным коэффициентом формоизменения.
Формоизменение заготовки ограничивает один из следующих факторов:
- разрушение материала по исчерпании его пластичности;
- возникновение волн — складок на участках заготовки, находящихся под воздействием сжимающих сил;
- локализация деформации и резкое сужение сечения на участках заготовки, находящихся под воздействием растягивающих сил;
- упрочнение металла, если оно оговорено техническими условиями на деталь.
Штамповочная операция является частью технологического процесса изготовления изделия. За каждую операцию выполняют определенный вид формоизменения с заданным коэффициентом формоизменения. В технологический процесс штамповки могут входить также вспомогательные операции: смазывание, нанесение покрытий, удерживающих смазочный материал, удаление заусенцев, обезжиривание и промывка. При необходимости в технологический процесс вводят операции термообработки: отжиг начальный и межоперационный, закалку и отпуск, а также отделочные, декоративные и антикоррозионные операции обработки поверхности и операции нанесения покрытий.
Из вышеприведенного определения операций видно, что к листовой штамповке традиционно относят некоторые операции, требующие обусловленного изменения толщины листа. В число этих операций входят вытяжка с утонением, ротационная вытяжка, отбортовка с утонением и некоторые другие, по схемам напряженно-деформированного состояния соответствующие операциям объемной штамповки. Отнесение этих операций к листовой штамповке связано с тем, что они, как правило, входят в технологический процесс, где наряду с ними используют и операции, протекающие без обусловленного изменения толщины.
Комплект инструмента
Комплект инструмента, состоящий из пуансона, матрицы и вспомогательных деталей, предназначенный для одной операции, входит в штамп и располагается в нем в определенной позиции. В штампе может быть один или несколько таких комплектов; они могут располагаться как в одной, так и в разных позициях.
Штамп, предназначенный для выполнения одной операции, имеет один комплект инструмента, располагаемый в одной позиции. Такой штамп называют штампом простого действия или однооперационным. Штамп совмещенного действия предназначен для выполнения нескольких операций несколькими пуансонами и матрицами, располагаемыми в одной позиции. Штамп последовательного действия также предназначен для выполнения нескольких операций, но при этом применяют несколько комплектов инструмента, располагаемых в разных позициях.
При штамповке по совмещенной схеме заготовка в процессе выполнения операций остается на одной позиции. При штамповке по последовательной схеме заготовка переносится с позиции на позицию после выполнения каждой операции. Наименования основных видов штампов листовой штамповки и их узлов, а также правила построения наименований штампов содержатся в ГОСТ 15830—84.
Для обеспечения высокого качества изделия, его служебных характеристик и минимальной себестоимости необходимо, чтобы была обеспечена технологичность конструкции изделия, получаемого листовой штамповкой. Для этого на этапе проектирования изделия должно быть выполненосогласование конструкторских идей с требованиями и возможностями производства. В ходе отработки технологичности конструкции изделия выбирают геометрические соотношения элементов изделия, вид и механические характеристики исходного материала и другие параметры.
При этом необходимо учитывать следующие факторы:
- технологические возможности и особенности штамповочных операций в предлагаемых вариантах технологического процесса;
- уровень технической оснащенности и состояния оборудования штамповочного и инструментального подразделений;
- возможности выбора материалов для штампов.
Понятие «технологичность изделия» включает в себя сравнительную (качественную) оценку полноты этого учета.
В завершение классификации следует добавить рекомендации по установлению параметров качества штампованных деталей. Качество определяют шероховатость поверхности, точность формы и размеров, которые ниже указаны для всех основных операций. Как правило, точность штампованных деталей в зависимости от выбранной операции и ее схемы находится в пределах 6…16 квалитета, шероховатость поверхности, формируемая непосредственно в контакте с инструментом, соответствует Ra ≈ 0,32…1,25 мкм, формируемая вне контакта с инструментом — не выше Rz ≈ 20 мкм. Исходная поверхность листовой заготовки на деформированных участках поверхности детали ухудшается на 1…2 интервала параметров шероховатости. Существует также возможность упругого и незначительного пластического деформирования практически всей поверхности изготовленного изделия, существенно влияющее на точность формы (прямолинейность, плоскостность, взаимное расположение) и возникающее как в процессе формообразования, так и в процессе разгрузки изделия после удаления его из штампа.
ЛАЗЕРНАЯ ТЕХНОЛОГИЯ
Методом лазерной гравировки печати создаются из резины. Лазерная гравировка позволяет получить продукцию, обладающую максимальной защитой от подделки. Узор наносится на поверхность резины посредством лазерного луча. Этот метод гарантирует воспроизведение изображения высокого качества. Изделие не впитывает чернила, в результате чего оттиск выглядит четко и привлекательно. Печать отличается невысокой стоимостью и долговечностью.
Преимущества:
1.Высокое качество клише печати.
При использовании метода лазерной гравировки возможно достижение сверхвысокого разрешения — до 2540 dpi и применение дополнительных степеней защиты печатей от подделки — микротекст, растровые поля и т.д.
2. Возможность изготовления гербовой печати.
Лазерное оборудование позволяет изготавливать гербовые печати в соответствии с требованиями ГОСТ.
3. Длительный срок службы.
Клише, изготовленное из резины методом лазерной гравировки, имеет длительный срок службы благодаря стойкостью материала к агрессивным химическим веществам и механическому воздействию.
4. Высокая скорость изготовления.
Лазерные граверы позволяют изготавливать несколько десятков клише (в зависимости от размеров резины и самих клише), благодаря чему достигается относительно высокая скорость производства, что позволяет предлагать услугу — срочное изготовление печатей и штампов.
ВВЕДЕНИЕ
заготовка штамповка крепеж раскрой
Холодная штамповка – вид обработки металлов давлением, объединяющий ряд процессов, осуществляемых холодной пластической деформацией при помощи различных видов штампов, непосредственно деформирующих метал и выполняющих требуемые операции.
В технологическом отношении холодная штамповка позволяет:
— получать детали сложной формы, изготовление которых другими методами весьма затруднительно;
— создавать прочные и жесткие, но легкие по своим массовым характеристикам детали при небольшом расходе материала;
— получать взаимозаменяемые детали с высокой точностью размеров.
В экономическом отношении преимуществами являются:
— экономичность использования материала и небольшой отход;
— низкая стоимость изготовления изделий;
— высокая производительность.
Разработку технологического процесса листовой штамповки будем вести с помощью системы автоматизированного проектирования «КОМПАС-Штамп», которая реализуется в среде Windows c чертёжно-конструкторского редактора «КОМПАС-График». Система «КОМПАС-Штамп» ориентирована на автоматизацию проектирования штампов для различных операций холодной листовой штамповки и обеспечивает автоматизацию проектирования штампов оригинальных и типовых конструкций.
Применяемые материалы и их характеристики
Для изготовления штампов в настоящее время применяются:
- магний — металл невысокой твердости серебристого цвета. Магниевые штампы — это относительно дешевые изделия. Их тиражестойкость невелика, при плоском тиснении фольгой по бумаге она не превышает 100 тыс. оттисков. Магний одинаково хорошо обрабатывается как травлением (рис. 1), так и гравированием;
- медь — очень твердый металл розово-красного цвета. Стоимость медных штампов гораздо выше, чем магниевых, но и тиражестойкость на порядок больше (сотни тысяч оттисков). Медь с трудом поддается гравированию, поэтому в основном обрабатывается травлением — обычно травится на глубину не более 1 мм, поэтому для углубления рельефа требуется дополнительное гравирование по краям изображения — рис. 2 [5];
- латунь — сплав меди с цинком, часто с небольшими добавками других элементов. Имеет желтый цвет, напоминающий золото. Как правило, обрабатывается гравированием. Благодаря легкости механической обработки латунь может применяться при изготовлении штампов для многоуровневого конгревного тиснения. Тиражестойкость латунных штампов — сотни тысяч оттисков (рис. 3). Из-за трудоемкости изготовления латунные штампы стоят дороже медных и магниевых [5]. Для повышения тиражестойкости латунных штампов иногда используют никелирование;
- сталь — твердый серебристо-белый металл, представляющий собой сплав железа (основа) с углеродом (до 1,7%) и другими примесями. Стальные штампы в современной полиграфии применяются крайне редко. Их обычно изготавливают гравированием, иногда предварительно протравив (для экономии времени). Гравирование стали производится только на станках с мощным шпинделем и требует много времени. Используют такие штампы при тиснении очень больших тиражей (от миллиона оттисков), поскольку стоят они очень дорого [6];
- полимеры — являются наиболее дешевым видом материала по сравнению со всеми прочими. Имеют различный химический состав, цвет, физико-механические свойства. Для изготовления штампов применяются такие полимерные материалы, как поликарбонат, гетинакс, различные виды фотополимеров и т.д. Некоторые из полимерных штампов прозрачны (см. рис. 4 и 5). Изготавливаются полимерные штампы фотополимеризацией (см. рис. 4), гравированием (см. рис. 5), реже — способом горячего прессования. При этом их тиражестойкость доходит до сотен тысяч оттисков.
Рис. 1. Магниевый штамп для горячего тиснения фольгой, изготовленный травлением
Рис. 2. Медный штамп для горячего тиснения фольгой, изготовленный травлением с дополнительным гравированием по краям
Рис. 3. Латунный штамп для горячего конгревного тиснения фольгой, изготовленный гравированием
Рис. 4. Фотополимерный штамп для одноуровневого холодного конгревного тиснения, изготовленный фотополимеризацией
Рис. 5. Штамп из поликарбоната для одноуровневого холодного конгревного тиснения, изготовленный гравированием