In this article:
1. Classification of sheet stamping operations 1.1. Separation operations
1.2. Form-changing operations
1.3. Tool kit
2. Ensuring dimensional accuracy in sheet metal stamping
One of the main types of forming is sheet stamping. Sheet stamping can be characterized as the process of producing blanks, semi-finished products and products from rolled sheets (sometimes shaped) by pressure treatment in stamps, mainly without a conditional change in its thickness.
Classification of sheet metal stamping operations
Sheet stamping processes both metallic and non-metallic materials. Metal material for sheet stamping is obtained by rolling, drawing, pressing, flexible (profiling) in the form of sheets, strips, tapes of various widths, rolled into a roll, as well as in the form of solid and non-solid rods, panels, pipes of various cross-sectional shapes and thickness.
From non-metallic materials, paper, cardboard, natural and artificial leather, plastics, and synthetic materials are processed using sheet stamping methods.
In order to expand the capabilities of sheet stamping, along with traditional operations, intensification of processes is used through the use of elevated temperatures during stamping, volumetric redistribution of sheet material and the combination of operations.
During sheet stamping, as a result of plastic deformation, the shape of the source material may change. This ensures the required geometric accuracy of the product, the condition and quality of its surface.
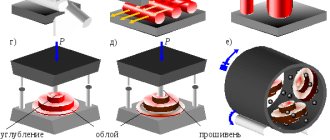
Shaping is carried out using stamps. The main parts of the die - the punch and the matrix - and the auxiliary parts - the clamp, puller and ejector - have a direct impact on the material being processed. The punch is pressed into the deformable material, covered, flowed around or covered by it. The matrix absorbs and encloses the shape-changing material and the punch.
The base surface of the matrix, in relation to which its cavity (opening) is constructed and measured, is called the matrix mirror. The matrix mirror can be flat or in the form of a surface. The matrix opening contour is the line of intersection of the cavity surface with the base surface. The matrix cavity can be blind (with a bottom) or through - in the form of a hole. If the cavity is through, the matrix has the shape of an axisymmetric or non-axisymmetric ring. Such a matrix is called a matrix ring.
The punch and matrix are usually made from a harder and more durable material than the one being processed. In this case, the tool is called rigid. At the same time, one of the tools - a punch or a matrix - can be made of a hard material, and the other can be made of an elastic material that can be easily shaped. Liquid or gas can also be used as a deforming medium.
The source material intended for subsequent processing, in the form of a body of a certain shape and size, is called a workpiece.
Sheet stamping operations, in accordance with GOST 18970-84, are divided into two groups: separation and form-changing.
Separation operations
Separation operations include operations that result in complete or partial separation of one part of the workpiece from another with the destruction of the original material. In this case, to perform operations, either a shift of one part of the workpiece relative to another, or the introduction of a tool into the workpiece, or rupture of the material as a result of concentrated deformation near the sharp edge of the tool under the influence of bending and stretching is used.
The main separation operations are divided into the following types.
Cutting off is the complete separation of the workpiece from the source material along an open contour.
Cutting is the division of a semi-finished product into parts along an open contour. Cutting can be carried out with or without waste generation.
Cutting is the complete separation of a workpiece or product from the source material along a closed contour.
Punching is the formation of a hole or groove in a workpiece with complete separation of part of the material into waste. The division can be carried out either along a closed contour (for a hole) or along an open contour (for a groove).
Trimming is the separation of technological allowance from a part obtained by sheet stamping. Trimming can be done along a closed or open line.
Die cutting is the complete separation of a workpiece or product from the source material along a closed contour.
Punching is the formation of a hole in a workpiece with complete separation of part of the material into waste.
Notching is the incomplete separation of part of the workpiece by shearing. When performing the operation, the section being cut also bends at a certain angle relative to the surface of the workpiece.
Piercing is the formation of a hole in a workpiece by introducing a punch with a sharp tip into it. Piercing is carried out without removing the material as waste with the formation of a bead hole along the perimeter with uneven edges, i.e. material separation occurs simultaneously with the flanging operation.
Stripping is the removal of technological allowance from the edges of a sheet part by cutting it off to form chips and subsequent shifting.
Separation operations that are derived from the basic ones:
- finishing cutting - cutting under conditions of all-round uneven compression in the material separation zone;
- finishing punching - punching under conditions of all-round uneven compression in the material separation zone.
The operations of cutting, cutting, notching, punching, finishing cutting, finishing punching, trimming are carried out according to the shear forming scheme. Die-cutting and perforation operations are performed by introducing a tool into the material to be separated. When cutting, piercing and stripping, other operations are performed along with separating the material.
Form-changing operations
Form-changing operations are operations that result in the shape of the workpiece being changed by plastic deformation.
Bending is the formation or change of angles between parts of a workpiece or giving it a curved shape with the formation of developing surfaces (cylindrical or conical).
Curling is a type of bending that involves the formation of curves at the ends of a flat piece or piece of wire.
Drawing is the formation of a hollow workpiece or product from a flat or hollow initial sheet workpiece due to the drawing of a part of the material located outside the contour of its opening into the matrix cavity by a punch, and stretching the other part located inside the contour.
There are the following types of hoods:
- axisymmetric drawing - drawing of a shell from an axisymmetric workpiece using an axisymmetric punch and matrix;
- drawing out box-shaped parts - the formation of hollow parts in the form of rectangular boxes with or without a flange, which, as a rule, have two planes of symmetry;
- false hood - the formation of hollow parts of complex shape (for example, body parts);
- drawing with thinning - obtaining an axisymmetric part (such as a cup), which consists of increasing its height by thinning the wall, obtained by pulling the wall through the gap between the surfaces of the punch and the matrix;
- combined drawing - a combination of two types of forming occurring simultaneously under the influence of the same tool: drawing itself and drawing with thinning;
- rotational drawing - the shaping of a flat or hollow rotating workpiece along the profile of a mandrel under the influence of a deforming element (roller) moving along this profile; this ensures the possibility of obtaining hollow axisymmetric products with both constant and variable wall thickness.
Wrapping is the formation of a workpiece of a given shape by applying tensile forces to its edges.
Forming is the formation of a relief in a sheet blank due to local stretching without a conditional change in the thickness of the material.
Rolling is the formation of rounded sides at the edges of a hollow workpiece.
Beading is the formation of a bead along the internal and (or) external contour of the workpiece.
Crimping is a reduction in the cross-sectional dimensions of a part of a hollow workpiece by simultaneous impact of the tool along its entire perimeter.
Expansion is an increase in the cross-sectional dimensions of a part of a hollow workpiece by simultaneous impact of a tool along its entire perimeter.
Twisting is the rotation of a part of the workpiece around the longitudinal axis.
Editing is the elimination of distortions in the shape of a workpiece (part) by plastic deformation.
Calibration - increasing the dimensional accuracy of the stamped workpiece and reducing the roughness of its surface.
The operations used to obtain blanks are called procurement.
Some operations, such as notching, bending, flanging, crimping, expanding, forming, can be used to obtain permanent connections between two or more parts. In this case, the operations are called stamp-assembly operations.
Quantitatively, the form change during the stamping operation is assessed by the form change coefficient, which reflects the relative change in the geometric parameter characteristic of a given type of form change. The greatest possible change in shape is estimated by the limiting coefficient of shape change.
The forming of the workpiece is limited by one of the following factors:
- destruction of the material upon exhaustion of its plasticity;
- the appearance of waves - folds in areas of the workpiece that are under the influence of compressive forces;
- localization of deformation and sharp narrowing of the section in areas of the workpiece under the influence of tensile forces;
- metal hardening, if specified in the technical specifications for the part.
The stamping operation is part of the technological process of manufacturing a product. For each operation, a certain type of forming is performed with a given forming coefficient. The stamping process may also include auxiliary operations: lubrication, application of coatings that retain lubricant, deburring, degreasing and washing. If necessary, heat treatment operations are introduced into the technological process: initial and interoperational annealing, hardening and tempering, as well as finishing, decorative and anti-corrosion surface treatment operations and coating operations.
From the above definition of operations it is clear that sheet stamping traditionally includes some operations that require a conditional change in the thickness of the sheet. These operations include drawing with thinning, rotary drawing, flanging with thinning and some others, according to the stress-strain state schemes corresponding to the operations of volumetric stamping. The classification of these operations as sheet stamping is due to the fact that they, as a rule, are included in the technological process, where, along with them, operations are also used that occur without a conditional change in thickness.
Tool kit
A set of tools, consisting of a punch, a matrix and auxiliary parts, designed for one operation, is included in the die and is located in it in a certain position. A stamp may contain one or more such sets; they can be located in the same or in different positions.
A stamp designed to perform one operation has one set of tools located in one position. Such a stamp is called a simple-action or single-operation stamp. A combined action stamp is designed to perform several operations using several punches and dies located in one position. A sequential stamp is also designed to perform several operations, but in this case several sets of tools are used, located in different positions.
When stamping according to a combined pattern, the workpiece remains in one position during the operations. When stamping according to a sequential pattern, the workpiece is transferred from position to position after each operation. The names of the main types of sheet metal stamping dies and their assemblies, as well as the rules for constructing the names of the dies, are contained in GOST 15830-84.
To ensure high quality of the product, its performance characteristics and minimum cost, it is necessary to ensure the manufacturability of the design of the product obtained by sheet stamping. To do this, at the product design stage, design ideas must be coordinated with the requirements and production capabilities. In the course of testing the manufacturability of the product design, the geometric relationships of the product elements, the type and mechanical characteristics of the source material, and other parameters are selected.
The following factors must be taken into account:
- technological capabilities and features of stamping operations in the proposed technological process options;
- the level of technical equipment and condition of the equipment of the stamping and tool departments;
- Possibility of choosing materials for stamps.
The concept of “manufacturability of a product” includes a comparative (qualitative) assessment of the completeness of this accounting.
To complete the classification, recommendations should be added for establishing quality parameters for stamped parts. Quality is determined by surface roughness, shape and dimensional accuracy, which are listed below for all basic operations. As a rule, the accuracy of stamped parts, depending on the selected operation and its scheme, is within 6...16 quality, the surface roughness formed directly in contact with the tool corresponds to Ra ≈ 0.32...1.25 μm, formed outside of contact with the tool - not higher than Rz ≈ 20 µm. The initial surface of the sheet workpiece in deformed areas of the surface of the part deteriorates by 1...2 intervals of roughness parameters. There is also the possibility of elastic and slight plastic deformation of almost the entire surface of the manufactured product, which significantly affects the accuracy of the shape (straightness, flatness, relative position) and occurs both during the shaping process and during the process of unloading the product after removing it from the stamp.
LASER TECHNOLOGY
Using laser engraving, stamps are created from rubber. Laser engraving allows you to obtain products that have maximum protection against counterfeiting. The pattern is applied to the rubber surface using a laser beam. This method guarantees high quality image reproduction. The product does not absorb ink, resulting in a clear and attractive print. Printing is low cost and durable.
Advantages:
1.High quality cliche printing.
When using the laser engraving method, it is possible to achieve ultra-high resolution - up to 2540 dpi and use additional degrees of protection against counterfeiting of seals - microtext, raster fields, etc.
2. Possibility of producing a stamp seal.
Laser equipment allows us to produce official stamps in accordance with GOST requirements.
3. Long service life.
A cliche made of rubber using laser engraving has a long service life due to the material’s resistance to aggressive chemicals and mechanical stress.
4. High production speed.
Laser engravers make it possible to produce several dozen cliches (depending on the size of the rubber and the cliches themselves), due to which a relatively high production speed is achieved, which allows us to offer a service - urgent production of seals and stamps .
INTRODUCTION
workpiece stamping fasteners cutting
Cold stamping is a type of metal forming that combines a number of processes carried out by cold plastic deformation using various types of dies that directly deform the metal and perform the required operations.
Technologically, cold stamping allows:
— to obtain parts of complex shapes, the production of which is very difficult by other methods;
— create parts that are strong and rigid, but lightweight in terms of their mass characteristics, with little material consumption;
— obtain interchangeable parts with high dimensional accuracy.
Economically, the advantages are:
- economical use of material and low waste;
— low cost of manufacturing products;
- high performance.
The development of the technological process for sheet stamping will be carried out using the KOMPAS-Stamp computer-aided design system, which is implemented in the Windows environment with the KOMPAS-Graph drawing and design editor. The KOMPAS-Stamp system is focused on automating the design of dies for various cold sheet stamping operations and provides automation of the design of dies of original and standard designs.
Materials used and their characteristics
The following are currently used for the manufacture of stamps:
- magnesium is a metal of low hardness, silvery in color. Magnesium dies are relatively cheap products. Their circulation resistance is low; with flat foil stamping on paper, it does not exceed 100 thousand impressions. Magnesium can be processed equally well by etching (Fig. 1) and engraving;
- Copper is a very hard metal with a rose-red color. The cost of copper stamps is much higher than magnesium ones, but the circulation resistance is an order of magnitude greater (hundreds of thousands of impressions). Copper is difficult to engrave, so it is mainly processed by etching - usually etched to a depth of no more than 1 mm, therefore, to deepen the relief, additional engraving is required along the edges of the image - fig. 2 [5];
- brass is an alloy of copper and zinc, often with small additions of other elements. It has a yellow color reminiscent of gold. As a rule, it is processed by engraving. Due to the ease of machining, brass can be used in the manufacture of dies for multi-level embossing. The circulation resistance of brass stamps is hundreds of thousands of impressions (Fig. 3). Due to the complexity of manufacturing, brass dies are more expensive than copper and magnesium dies [5]. To increase the circulation resistance of brass dies, nickel plating is sometimes used;
- steel is a hard silver-white metal, which is an alloy of iron (base) with carbon (up to 1.7%) and other impurities. Steel stamps are used extremely rarely in modern printing. They are usually made by engraving, sometimes pre-etched (to save time). Steel engraving is carried out only on machines with a powerful spindle and requires a lot of time. Such stamps are used when embossing very large print runs (more than a million prints), since they are very expensive [6];
- polymers are the cheapest type of material compared to all others. They have different chemical composition, color, physical and mechanical properties. For the manufacture of stamps, polymer materials such as polycarbonate, getinax, various types of photopolymers, etc. are used. Some of the polymer stamps are transparent (see Figures 4 and 5). Polymer stamps are made by photopolymerization (see Fig. 4), engraving (see Fig. 5), and less often - by hot pressing. At the same time, their circulation resistance reaches hundreds of thousands of prints.
Rice. 1. Magnesium hot foil stamping stamp made by etching
Rice. 2. Copper hot foil stamp made by etching with additional engraving on the edges
Rice. 3. Brass hot stamping foil stamp made by engraving
Rice. 4. Photopolymer stamp for single-level cold embossing, made by photopolymerization
Rice. 5. Polycarbonate stamp for single-level cold embossing, made by engraving