49. Минимальный радиус Rгиба листового проката, мм
| Материал | Расположения линии гиба проката в состоянии | |||
| отожженном или нормализованном | наклепанном | |||
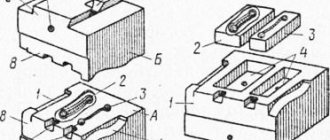
| поперек волокон | вдоль волокон | поперек волокон | вдоль волокон | |
| Сталь: | ||||
| Ст3 | 2S | |||
| 20 | 1,5S | |||
| 45 | 2,6S | |||
| коррозионно-стойкая | 1S | 2S | 3S | 4S |
| Алюминий и его сплавы: | ||||
| мягкие | 1S | 1,5S | 1,5S | 2,5S |
| твердые | 2S | 3S | 3S | 4S |
| Медь | — | 1S | 1S | 2S |
| Латунь: | ||||
| мягкая | — | 0,8S | 0,8S | 0,8S |
| твердая | — | 4,5S | 4,5S | 4,5S |
Развернутая длина изогнутого участка детали из листового материала при гибе на угол α определяется по формуле
A = π(α/180)(R+ KS),
где А — длина нейтральной линии; R — внутренний радиус гиба; К — коэффициент, определяющий положение нейтрального слоя при гибе (табл. 50); S — толщина листового материала, мм
Примечание.
Минимальные радиусы холодной гибки заготовок устанавливаются по предельно допустимым деформациям крайних волокон. Их применяют только в случае конструктивной необходимости, во всех остальных случаях — увеличенные радиусы гиба.
Значение коэффициента К
| Минимальный радиус гибаR, мм | Толщина проката S, мм | ||||||||||
| 0,5 | 1 | 1,5 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | |
| 1 | 0,375 | 0,350 | — | — | — | — | — | — | — | — | — |
| 2 | 0,415 | 0,375 | 0,357 | 0.350 | — | — | — | — | — | — | — |
| 3 | 0,439 | 0,398 | 0,375 | 0,362 | 0,355 | 0,350 | — | — | — | — | — |
| 4 | 0,459 | 0,415 | 0,391 | 0,374 | 0,365 | 0,360 | 0,358 | — | — | — | — |
| 5 | 0,471 | 0,428 | 0,404 | 0,386 | 0,375 | 0,367 | 0,357 | 0,350 | — | — | — |
| 6 | 0,480 | 0,440 | 0,415 | 0,398 | 0,385 | 0,375 | 0,363 | 0,355 | 0,350 | — | — |
| 8 | — | 0,459 | 0,433 | 0,415 | 0,403 | 0,391 | 0,375 | 0,365 | 0,358 | 0,350 | — |
| 10 | 0,500 | 0,470 | 0,447 | 0,429 | 0,416 | 0,405 | 0,387 | 0,375 | 0,366 | 0,356 | 0,350 |
| 12 | — | 0,480 | 0,459 | 0,440 | 0,427 | 0,416 | 0,399 | 0,385 | 0,375 | 0,362 | 0,355 |
| 16 | 0,500 | — | 0,473 | 0,459 | 0,444 | 0,433 | 0,416 | 0,403 | 0,392 | 0,375 | 0,365 |
| 20 | — | 0,500 | — | 0,470 | 0,459 | 0,447 | 0,430 | 0,415 | 0,405 | 0,388 | 0,375 |
| 25 | — | — | 0,500 | — | 0,470 | 0,460 | 0,443 | 0,430 | 0,417 | 0,402 | 0,387 |
| 28 | — | — | — | 0,500 | 0,476 | 0,466 | 0,450 | 0,436 | 0,425 | 0,408 | 0,395 |
| 30 | — | — | — | — | 0,480 | 0,470 | 0,455 | 0,440 | 0,430 | 0,412 | 0,400 |
ОСТ 1 00286-78 Радиусы сгиба листовых материалов из сталей
Купить ОСТ 1 00286-78 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Устанавливает расчетную формулу для определения минимальных радиусов сгиба листовых материалов из деформируемых сталей толщиной не более 3 мм.
Организации:
Чтобы бесплатно
скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
Минимальный радиус гиба металлов круглого и квадратного сечений, мм
| Диаметр круга d или сторона квадрата а | Ст3 | Ст5 | Сталь 20 | Сталь 45 | Сталь12Х18Н10Т | Л63 | M1, М2 | |||
| R1 | R2 | R1 | R1 | R2 | R1 | R2 | R1 | |||
| 5 | — | — | — | — | — | — | — | — | 2 | — |
| 6 | — | — | — | 2 | — | — | — | — | 2 | 2 |
| 8 | 3 | — | — | 3 | — | 5 | — | 7 | 2 | 2 |
| 10 | 8 | 10 | — | 8 | 10 | 10 | — | 8 | 6 | 6 |
| 12 | 10 | 12 | 13 | 10 | 12 | 13 | — | 10 | 6 | 6 |
| 14 | 10 | 14 | 14 | 10 | 14 | 16 | — | 11 | — | — |
| 16 | 13 | 16 | 16 | 13 | 16 | 16 | 16 | 13 | 10 | 10 |
| 18 | 16 | — | 18 | — | — | 18 | 14 | — | 10 | |
| 20 | 16 | 20 | 20 | 16 | 20 | 20 | 20 | 16 | 13 | 13 |
| 22 | 18 | — | 22 | 18 | — | 22 | 18 | — | 13 | |
| 25 | 20 | 25 | 25 | — | 25 | 25 | 25 | 20 | 16 | 16 |
| 28 | — | — | — | 22 | — | 30 | 22 | — | 16 | |
| 30 | 25 | 30 | 30 | 25 | 30 | 30 | 30 | 24 | 18 | 18 |
Что влияет на размер радиуса изгиба арматуры
Гнутье анкерующих стержней производится с помощью механических или ручных станков, изготовленных своими руками или в заводских условиях. Механические станки способны изогнуть арматурные пруты практически любого диаметра. А ручные станки позволяют сгибать арматуру диаметром 12 миллиметров и меньше. Радиус загиба арматуры определяется классом арматуры и диаметром стержней. Стандартные нормы по диаметру оправки для изгиба арматуры перечислены в Своде Правил 52-101-2003 по «Проектированию бетонных конструкций и ЖБК без предварительного напряжения арматуры».
Важно! Гибку арматуры для укрепления фундамента с помощью металлического каркаса производят только механическим методом, чтобы в месте закругления не образовывались острые углы.
51а. Минимальные радиусы гибаR угловой равнополочной стали, мм
Материал — сталь Ст3
В числителе приведены значения радиуса гибаRугловой стали полкой наружу, в знаменателе — полкой внутрь.
| Толщина пачки, мм | Номер профиля | |||||||||||||
| 2 | 2,5 | 3,2 | 3,6 | 4 | 4,5 | 5 | 5,6 | 6,3 | 7 | 7,5 | 8 | 9 | 10 | |
| 3 | 100/120 | 125/150 | — | — | — | — | — | — | — | — | — | — | — | — |
| 4 | — | 125/150 | 160/200 | 180/220 | 200/240 | 221/270 | 250/300 | 280/340 | 315/380 | — | — | — | — | — |
| 4,5 | — | — | — | — | — | — | — | — | — | 350/420 | — | — | — | — |
| 5 | — | — | — | — | — | — | 250/300 | 280/340 | 315/380 | 350/420 | 375/450 | — | ||
| 5,5 | — | — | — | — | — | — | — | — | — | — | — | 400/480 | — | — |
| 6 | — | — | — | — | — | — | — | — | 315/380 | 350/420 | 211/450 | 400/480 | 450/540 | — |
| 6,5 | — | — | — | — | — | — | — | — | — | — | — | — | 500/600 | |
| 7 | — | — | — | — | — | — | — | — | — | 420/350 | 450/375 | 480/400 | 540/450 | — |
| 8 | — | — | — | — | — | — | — | — | — | 480/400 | 540/450 | 600/500 | ||
| 9 | — | — | — | — | — | — | — | — | — | — | 450/375 | — | — | — |
| 10 | — | — | — | — | — | — | — | — | — | — | — | — | — | 600/500 |
| 12 | — | — | — | — | — | — | — | — | — | — | — | — | — | 600/500 |
Зачем гнут листовой металл по радиусу
Для придания заготовке необходимой формы, учитывающей ее рельефную модификацию (в т. ч. углы и скругления) принято использовать радиусную гибку листового металла . Это упорядоченный процесс, поэтому, когда требуется использование сразу нескольких гибов, каждый элемент обрабатывается последовательно до тех пор, пока не будет достигнута нужная конфигурация.
Такая технология применяется для придания формы:
- листовым профилям;
- уличным карнизам и козырькам;
- подвесным элементам фасада зданий;
- металлическим комплектующим мебели;
- декоративным элементам интерьера и т. д.
Сферические, цилиндрические и конусовидные детали, выполненные из гнутого листового металла или металлопрофиля, пользуются большим спросом в котельном производстве.
Гибка по радиусу может потребоваться в бытовых строительных и ремонтных работах, например, при проведении труб. Не стоит пытаться проделать такую операцию в домашних условиях – для этого нужен специальный станок. Благодаря современным технологиям можно подобрать оптимальные параметры работы с заготовками разного состава листового металла, толщины и формы. Радиус изгиба получается точным и качественным, а материал при этом не теряет свои прочностные характеристики.
Рекомендуем статьи по металлообработке
Разумеется, существуют и другие способы придания листам нужной конфигурации радиуса: сварка, клепка или резка. Но гибка имеет перед ними целый ряд преимуществ:
- отсутствие швов и стыковки, что гарантирует естественную прочность металла;
- стойкость к окислению, коррозии и др. благодаря целостной структуре листовой заготовки;
- экономичность и отсутствие производственных отходов;
- сохранение эстетичности исходника.
Существует несколько видов радиусной гибки листового металла, которые подбираются индивидуально в каждом случае (в зависимости от технических характеристик исходника и особенностей желаемого результата). Остановимся подробней на каждом из них.
51в. Минимальный радиус гибаR угловой неравнополочной стали большой полкой наружу, мм
Материал — сталь Ст3
| Толщина полки, мм | Номер профиля | |||||||
| 3,2/2 | 4,5/2,8 | 5/3,2 | 6,3/4 | 7,5/5 | 8/5 | 9/5,6 | 10/6,3 | |
| 4 | 160 | 225 | 250 | — | — | — | — | — |
| 5 | — | — | — | — | 375 | — | — | — |
| 5,5 | — | — | — | — | — | — | 450 | — |
| 6 | — | — | — | 315 | 375 | 400 | — | 500 |
| 7 | — | — | — | — | — | — | — | 500 |
| 8 | — | — | — | 315 | — | — | 450 | 500 |
| 10 | — | — | — | — | — | — | — | 500 |
Стандартизация, параметры обработки
Государственных стандартов, непосредственно регламентирующих гибку листового материала, не существует, однако в справочниках рекомендации приводятся. Основаны они на практике заводов, исследованиях институтов. Начиная с 30-х годов, данные приводились в отраслевых документах (ОСТ), машиностроительных нормалях (МН), стандартах предприятий (СТП). ГОСТы на гнутые профили (уголок, швеллер, пр.) содержат требования к размерам радиусов.
Классический справочник конструктора, под редакцией Анурьева, содержит сведения о минимальных внутренних радиусах гиба (R) листового проката. Для мягких сталей величина равна удвоенной толщине листа: R = 2S. Деформация наклепанного металла или поперек волокон требует увеличения радиуса примерно вдвое.
Наружные и внутренние волокна максимально растянуты и сжаты соответственно, возникающие напряжения могут привести к трещинам при циклических нагрузках. Негативный эффект ослабляют, увеличивая радиусы гибки, проводя рекристаллизационный отжиг. При горячей обработке, потребное усилие меньше за счет повышения пластичности. Оптимальный температурный интервал исключает рост зерен при перегреве, окисление по границам кристаллитов — неисправимый брак — пережог металла. Также учитывают скорость деформации, особенности оборудования.
51г. Минимальный радиус гибаR угловой неравнополочной стали меньшей полкой внутрь, мм
Материал — сталь Ст3
| Толщина полки, мм | Номер профиля | |||||||
| 3,2/2 | 4,5/2,8 | 5/3,2 | 6,3/4 | 7.5/5 | 8/5 | 9/5,6 | 10/6,3 | |
| 4 | 120 | 170 | 195 | — | — | — | — | — |
| 5 | — | — | — | — | 300 | — | — | — |
| 5,5 | — | — | — | — | — | — | 340 | — |
| 6 | — | — | — | 240 | 300 | 300 | — | 380 |
| 7 | — | — | — | — | — | — | — | 380 |
| 8 | — | — | — | 240 | — | — | 340 | 380 |
| 10 | — | — | — | — | — | — | — | 380 |
Преимущества гибки, сущность процесса
Большую долю деталей, заготовок в металлообработке составляют элементы, полученные гибкой. Способ экономичен, позволяет отказаться от сварки, применять широкий ассортимент листового проката, обеспечивает высокую производительность, применяется при всех типах серийности выпуска.
Гибка металла — операция формообразования без разделения материала, основанная на пластической деформации зоны сгиба. Зерна (кристаллиты) ориентируются, вытягиваются вдоль прикладываемой нагрузки. При достижении предельного удлинения, начинается разрушение, поэтому важно грамотно задать технологические параметры.
51д. Минимальный радиус гибаR угловой неравнополочной стали большей полкой внутрь, мм
Материал — сталь Ст3
| Толщина полки, мм | Номер профиля | |||||||
| 3,2/2 | 4,5/2,8 | 5/3,2 | 6,3/4 | 7,5/5 | 8/5 | 9/5,6 | 10/6,3 | |
| 4 | 195 | 270 | 300 | — | — | — | — | — |
| 5 | — | — | — | — | 450 | — | — | — |
| 5,5 | — | — | — | — | — | — | 545 | — |
| 6 | — | — | — | 380 | 450 | 480 | — | 600 |
| 7 | — | — | — | — | — | — | — | 600 |
| 8 | — | — | — | 380 | — | — | 545 | 600 |
| 10 | — | — | — | — | — | — | — | 600 |
Выбор оборудования и заготовки
Подбор пресса включает расчет усилия, проверку соответствия рабочей зоны габаритам листовой заготовки. Оценивают производительность, экономическую эффективность, зависящую от рационального выбора длины, ширины листа. предлагает широкую номенклатуру сортамента листовой стали, удовлетворяющую требованиям минимизации отходов, повышения КИМ.
Популярность гидравлических листогибов для обработки разомкнутых и замкнутых профилей, обусловлена универсальностью, обеспечиваемой сборными матрицами. Обечайки цилиндрической, конической формы изготовляют на вальцах. Труба стальная электросварная — пример гибки на специализированном трубопрокатном стане.
51е. Минимальный радиус гиба двутавровой балки, мм
(материал — сталь ВСт3)
| Номер профиля | 10 | 12 | 14 | 16 | 18 | 20 |
| Минимальный радиус гибаR, мм | 250 | 300 | 350 | 400 | 450 | 500 |
Технология гибки листового металла: особенности и классификация
Технология гибки, в зависимости от требуемой модификации листового металла, включает в себя следующие виды:
- Одноугловая (V-образная) – считается наиболее простой. Под воздействием силы гиба верхняя поверхность заготовки сжимается, а нижняя – прилегает к стенкам механизма и растягивается. Таким образом достигается нужный радиус.
- Двухугловая (П-образная) – выполняется схожим образом за исключением количества этапов обработки.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) – позволяет получить плавный изгиб. Применяется для создания петель, хомутов и т. д.
Такая технология обработки заготовок не требует колоссального усилия, поэтому предварительного нагрева материала не требуется.
Горячая гибка по радиусу применяется лишь для толстых листовых заготовок (12–16 мм), а также малопластичных металлов. К последним относятся дюралюминий, высокоуглеродистые стали и их сплавы.
Такой способ обработки листового материала часто применяют в комплексе с другими операциями, например, резкой, вырубкой или пробивкой. В результате получаются сложные объемные изделия из металла. Для их изготовления прибегают к штампам, которые можно использовать в нескольких переходах.
С точки зрения пространственного позиционирования существует два способа гибки по радиусу:
- Продольная – при этом используется холодная технология работ, что не позволяет обрабатывать толстые листовые заготовки.
- Поперечная – включает в себя несколько этапов: в первую очередь загибаются кромки металлической детали, затем она нагревается. После начинаются непосредственно производственные операции: гибка, осаживание и вытяжка.
Для радиусной гибки листового металла требуется специализированный ручной или промышленный станок. Его конструкция модифицируется в зависимости от требуемой формы изделия.
Работа в холодной технике требует соблюдения оптимального соотношения радиуса изгиба, толщины металла и размера самого листа. Отступление от предельного значения чревато потерей прочностных характеристик заготовки, возможностью появления повреждений.
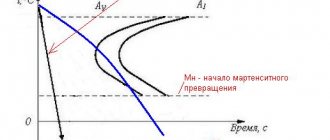
Придание радиусной формы заготовке под воздействием высоких температур способно изменить структуру материала. Так, во время охлаждения после нагрева связи между молекулами в листе металла становятся более тесными и упорядоченными, что способствует увеличению его твердости, прочности и упругости. Кроме того, в этот момент сокращается удлинение при разрыве. Пластичность материала изменяется мало.
Не рекомендовано активное тепловое воздействие на металл. Если температура близка к температуре плавления листового материала, то его физические свойства резко ухудшаются – получается пережог. Он сопровождается окислением и обезуглероживанием поверхности. Длительный перегрев является причиной образования крупнозернистой структуры материала.
Со стороны процесс гибки металлического профиля по радиусу кажется простым, но это не значит, что он оказывает несущественное воздействие на структуру материала. Во время воздействия в ней возникает напряжение. Сначала оно упругое, а затем приобретает пластический характер. Важно определить баланс этих напряжений и изменений, часто это бывает сложно.
Во время гибки листа по радиусу деформация происходит неравномерно. Так, она более заметна в самих углах и практически неощутима у края пластины. Особенностью работы с тонкими металлическими листами является то, что их верхняя часть под воздействием гиба сжимается, а нижняя – растягивается.
Пространство между ними принято называть нейтральным слоем. Точное определение этого промежутка является одним из необходимых условий выполнения качественного изгиба радиуса.
Для квалифицированной закатки важно знать некоторые особенности процедуры:
- В структуре металлической пластины находятся направленные волокна. Чтобы во время ее обработки не нарушилась целостность материала, лист необходимо расположить поперек волокон или под углом 45° к ним.
- Для каждого листового металла необходимо предварительно определить предел текучести. Его нарушение чревато разрывами.
- В месте воздействия гиба происходит ряд деформаций пластины: нейтральный слой, находящийся в середине листа или в центре его тяжести, смещается в сторону меньшего радиуса; происходит изменение в поперечном сечении; уменьшается толщина материала.
Работа с мелкогабаритными заготовками требует большого мастерства. Важно учитывать, что:
- чем меньше радиус гибки листового металла, тем больше площадь его деформации;
- при большом радиусе изменения затрагивают не всю пластину.
Особенности выполнения работы такого типа важно учитывать при организации процесса штамповки заготовок.
Приведем примеры расчетов для ручной и полуавтоматической гибки
Размер длины заготовки определяется по формуле:
где Y1 и X1 – длина прямых участков листового профиля; φ – внешний угол; r – радиус гиба; K – коэффициент положения нейтральной линии (определяется по техническим таблицам) S – толщина металла.
Для определения длины заготовки с несколькими углами перегиба в приведенную формулу добавляются суммы в скобках для каждого дополнительного угла. Расчет заготовки выполняется методом развертки с суммированием длины всех прямых полок Yn, Xn и добавления радиуса скривления.
Усилие пресса на заготовку при гибке листового металла определяется по формуле:
где S – толщина листового профиля металла; L – размер длины заготовки; ∂ʋ – предел прочности на растяжение (справочное значение); V – развертка матрицы (технический параметр станка).
На практике специалисты используют готовые шаблоны и таблицы в зависимости от типа и размеров металлического профиля. Из таблиц выбираются точные параметры заготовки и подбираются максимально допустимые усилия пресса с углами деформации.
Расчеты по формулам используются только при работе с нестандартными заготовками и единичными заказами, где важно соблюсти размеры в точности до 0,1 мм.
ИЗ СТАЛЕЙ
в части сталей Проверено в 1984 г.
Распоряжением Министерства от 3 августа 1978 г. Ns 087-16
срок введения установлен с 1 июля 1979 г.
1. Настоящий стандарт устанавливает расчетную формулу для определения минимальных радиусов сгиба листовых материалов из деформируемых сталей толщиной не более 3 мм.
2# Минимальные радиусы сгиба ( R ) определяют по формуле:
где L — коэффициент сгиба, зависящий от свойств материала и угла oi ;
3. Нанесение буквенных обозначений на элементах сгиба указано на чертеже.
4. Коэффициент сгиба 0 при значении параметра шероховатости кромок материала не более Rz40 выбирать по таблице, для материалов, не входящих в таблицу, — определять по номограмме.
Коэффициент сгиба 1 для угла ОС
15X18Н12С4ТЮ (ЭИ654) ХН38ВТ (ЭИ703) ХН28ВМАБ (ЭП126)
Закаленный и отпущенный t = 600°; 3 ч
для определения коэффициента О при величине —а- = 2 . 8
Инв. N° подлинника__3690 № изв 8581 9147
Примечания: 1. Между двумя значениями равномерного относительного удлинения на номограмме (кривые = 0,05 . 0,4) величина его по оси ординат изменяется равномерно.
2. Коэффициент сгиба 0 по номограмме следует определять так, как показано стрелками.
3. Значения относительного удлинения ^ (конечного) и Sg (равномерного) и относительного сужения шейки у следует определять по справочным материалам.
4. Конечное относительное удлинение ^ опоеделять по формуле: г ——,
Например, для величины = 3,4, °g = 0.3 и угла « = 90 коэффициент сгиба 0 будет 1,3.