Металлопрокат в виде профильной трубы повсеместно используются в частном домостроении. Его часто приходится изгибать при изготовлении различных конструкций. Для этого профессионалы применяют трубогиб для профильной трубы различного сечения. Рассмотрим специальное приспособление более подробно и узнаем его применение, классификацию, конструктивные особенности, существующие разновидности, их достоинства.
Устройство для изгиба трубного профильного изделия Источник hobbywork.ru
Определение и применение трубогиба
Профильная труба – металлопрокат в виде трубного полого изделия с любым сечением. Исключением является только круглый прокат. Наибольшей популярностью пользуется труба с прямоугольным и квадратным сечением. Такой металлопрокат способен выдерживать существенные нагрузки из-за наличия жёстких углов.
Строительство является одной из областей, где широко применяется труба профильная. Она используется во время возведения малых архитектурных форм и больших объектов. При этом применяются не только изделия с прямолинейной геометрией. В ходе работ специалистам приходится на строительной площадке или в заводских условиях изгибать под разными углами прямой трубопрокат с профильным сечением или даже скручивать его в спирали. Профессионалы для таких операций не применяют кустарные приспособления. Они используют специальный механизм – это трубогиб профильной трубы. Его ещё называют профилегибом. Он облегчает процесс и позволяет при минимальных временных затратах добиться нужной формы у изначально прямого металлического проката.
Профилегибочное приспособление Источник prostanki.com
Гнутье трубного изделия с поперечным разрезом прямоугольной, квадратной или другой формой, отличной от круга – это альтернатива резке цельной металлопродукции на отдельные фрагменты, из которых в дальнейшем с помощью сварки изготавливается единая конструкция нужной конфигурации. Применение профилегиба позволяет сразу создавать криволинейные заготовки из профтруб без нарушения их изначальной целостности.
Профилегибочное оборудование выпускается производителями в широком ассортименте для труб из различных материалов, практически с любым сечением, диаметром и толщиной стенок. Оно применяется для создания:
- небольших теплиц и целых комплексов;
- элементов для лестниц;
- отдельно стоящих навесов и пристроенных к дому;
- беседок;
- каркасных построек с арочными элементами;
- заборов и ограждений с изогнутыми деталями;
- уличной мебели;
- конструкций для придомовых скамеек, спортивных и детских площадок.
Арочный элемент теплицы из профтрубы Источник a.d-cd.net
Для осуществления гибки необходимого профиля, специалисты используют в каждом конкретном случае соответствующие насадки. Они обычно входят в комплект трубогибочного оборудования. Приспособления также могут ими доукомплектоваться.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
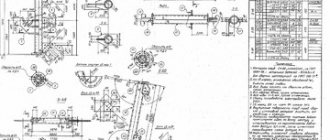
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
Чертеж трубогиба
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.
Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.
Сваренная из толстого металла П-образная каретка с прижимным валом
Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы. Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Классификация гибочного оборудования
Современный трубогиб для профиля может иметь разное исполнение. Профессиональные мастера, занимающиеся изготовлением изделий и конструкций из профилированного сортамента, могут использовать в работе следующие устройства:
- переносное и стационарное оборудование;
- приспособления с различным типом привода (электрические, ручные, гидравлические устройства);
- станки, которые отличаются друг от друга способом воздействия на заготовку.
Сортамент, подвергшийся в процессе изготовления профилированию, может быть изогнут путём обкатки, намотки или прокати. Последний способ ещё называют вальцовкой.
Обкатка
Этот способ воздействия подразумевает зажатие одного конца трубы. Требуемый изгиб ей придаётся при использовании стационарного шаблона. Трубное изделие обкатывается вокруг неподвижной детали с помощью прижимных роликов.
Станок для обкатки прямоугольного сортамента Источник wp.com
Намотка
В трубогибном оборудовании, действующему по принципу намотки, заготовка прижимается к ролику-шаблону. В процессе изгиба труба наматывается на подвижную деталь. Трубное изделие протягивается между шаблоном, совершающим вращательные движения, и специальным упорным элементом, который воздействует на заготовку в начальной точке изгиба.
Смотрите также: Каталог компаний, что специализируются на проектировании и монтаже металлоконструкций
Вальцовка
Изгиб нужного радиуса создаётся при использовании устройства, в конструкции которого присутствует три вала. Из них два являются опорными роликами. Третий же элемент представляет собой центральный вал. Радиус изгиба профиля зависит от его пространственного положения. Прокаточное гибочное приспособление – это более универсальное оборудование, чем устройства, действующие по принципу намотки и обкатки. Ведь в них от установленного шаблона напрямую зависит радиус изгиба заготовки.
Прокаточно трубогибное приспособление в компактном корпусе Источник kovkapro.com
Фабричный трубогиб для профтрубы специалисты подбирают в зависимости от требуемого радиуса изгиба заготовки. При этом они обязательно учитывают сечение и толщину стенки трубного изделия.
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Ручной, изготовленный своими руками, станок для гибки профильной трубы — незаменимый помощник при изготовлении каркасов, декоративных элементов, самостоятельном монтаже системы вентиляции
Электромеханические. Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.
Профилегибочный станок с электроприводом в большинстве случаев имеет вид 3-валовой конструкции. Профильную трубу пропускают между роликами. Элемент, находящийся по центру, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.
Гидравлический цилиндр профилегибочного станка оказывает давление на поверхность трубы путем механического воздействия. Это заставляет двигаться шток цилиндра. В результате возникающей нагрузки, изделие деформируется. Давление в поршне может повышаться двумя способами — вручную и при помощи электронасоса
Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 основных метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.
Станок для изменения формы профильной трубы способом прокатки состоит из трех цилиндрических валиков, цепи, привода и основы. Диаметр валиков должен соответствовать параметрам деформируемой профильной трубы
Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Кроме упомянутых выше, гибка труб может также осуществляться следующими методами:
Галерея изображений
Фото из
Вальцовочный способ гибки труб
Арбалетный способ гибки труб
Гибка труб методом обкатки
Гибка труб методом намотки
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Ручные профилегибы
Устройства для гибки полого металлопроката с любым сечением, которые работают за счёт исключительно мускульной силы, представляют собой ручные трубогибы. Это мобильные приспособления. Они отличаются небольшими размерами и весом.
Этот вид профилегибочных устройств профессионалы используют для изготовления требуемых изделий на месте их монтажа. Одной из самых распространённых машинок является профилегиб с тремя роликами-шаблонами. Именно вокруг них осуществляется движение заготовки, когда выполняются гибочные работы непосредственно на объекте у заказчика. Мастер с помощью ручного профилегиба в любой момент может изготовить нужные детали. Машинка также позволяет осуществить корректировку их кривизны на месте проведения монтажных работ.
После заправки в устройство прямой профильной трубы из ручного трубогибного приспособления выходит изделие, изогнутое под нужным углом. При этом изгиб может быть, каким угодно.
Профилегибы с ручным приводом Источник equipnet.ru
Специалисты используют ручной трубогиб для квадратной трубы и полого прямоугольного проката, а также для изгиба полосы, квадрата, круглого трубного изделия, прутка, уголка. Устройство имеет простую конструкцию. В нем отсутствуют электронные узлы. Для его применения не нужно выполнять предварительные сложные настройки. При этом сгибание заготовки осуществляется с высокой точностью в соответствии с заранее заданным радиусом.
К достоинствам профилегибочной машины относятся и другие преимущества:
- высокая степень безопасности во время выполняемых процессов;
- отсутствие необходимости подключения к электросети;
- лёгкая транспортировка;
- большая область применения.
Ручная профилегибочная машинка – это надёжное устройство. Оно производится из высококачественной стали, включая легированные марки. Такой материал изготовления обеспечивает высокую прочность механизму.
Роликовые валы для трубогиба изготавливаются разных размеров. Их конструкция позволяет аккуратно гнуть профтрубы. При этом не требуется прикладывать много усилий независимо от материала заготовок, которым может быть сталь, алюминий и медь.
Трубогибочные роликовые валы Источник ufaprom.ru
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании. Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
Гибка стальных труб, для выполнения которой используется такое простое приспособление, осуществляется в следующей последовательности.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Профилегибочные станки с гидравлическим приводом
Профилегибочные механизмы с гидравликой позволяют эффективно изгибать трубный сортамент, отличающийся сложными профилями. При использовании такого оборудования специалист прикладывает минимальные физические усилия, потому что основные действия выполняет гидравлическая система.
Гибочное устройство с гидравликой для профтруб – это более совершенный механизм, чем ручной профилегиб. Оборудование оснащается волками для горизонтальной и вертикальной прокатки заготовок. Это позволяет за одну операцию изогнуть прокат в нескольких направлениях под различными необходимыми углами и требуемых радиусов.
Стандартный станок с гидравликой для изгиба профильных труб комплектуется вальцами в количестве 3 штук. Один из них является прижимным, а два других – это приводные ролики. Для их изготовления производители используют прочную легированную сталь. По этой причине ролики нечасто приходится менять на новые вальцы. При необходимости они без труда снимаются с гидравлического станка, что позволяет быстро выполнить сервисные работы.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — основание (1), гидравлический домкрат (2), пуансон (3) и крепеж в виде болтов. Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Видео описание
Особенности работы гидравлического трубогиба смотрите в видео
Гидравлические профилегибы тоже оснащается тремя проточками, но они позволяют работать с трубами большего сечения. Его максимальные размеры могут составлять 60*30 мм. При этом большинство моделей способны изгибать квадратные трубы, у которых максимальный размер сечения равен 40*40 мм. Гидравлический станок для гибки профилированной трубы также позволяет гнуть прутки, полосы и круглый трубопрокат.
Повышает удобство использования трубогибного оборудования с гидравликой наличие тормозного устройства двигателя. Оно позволяет остановить работу машины, если необходимо выполнить корректировку. После этого процесс можно продолжить дальше при использовании той же заготовки. К тому же станки такого вида – это вариативные агрегаты. Другими словами, устройства могут представлять собой ручные, полуавтоматические и полностью автоматические приспособления для изгиба профторуб.
Изготовление рычажного трубогиба
Подборка фотографий и чертежей для самостоятельного изготовления трубогиба рычажного типа, а также видеоролик с комментариями и пояснениями от автора.
Этот рычажный трубогиб не слишком сложен в изготовлении и позволяет работать с довольно толстыми трубами
Видеоролик от автора позволит понять ключевые моменты и мелкие нюансы изготовления данного трубогиба.
Электрические профилегибы
Оборудование для гибки профтруб производители также оснащают электрическим приводом. Такой станок для профильной трубы – это профессиональное устройство, позволяющее изогнуть заготовку максимально точно в соответствии с заданными размерами. Электрический профилегиб используется специализированными компаниями для серийного изготовления гнутых деталей металлоконструкций. Его настраиваемые ролики предназначены для изгиба металлических изделий, которые могут быть произведены из различной стали, меди, алюминиевых сплавов и так далее.
При изготовлении электрических трубогибов используется высококачественная сталь. Из неё изготавливаются прокатные вальцы. Они отличаются большой износостойкостью. Поэтому их не приходится часто менять на новые детали.
Электрические трубогибы для профтруб – это не мобильные устройства. Они представляют собой стационарное оборудование. Для их работы требуется постоянное подключение к электрической сети. Такие станки устанавливаются в производственных цехах, на кузнечных предприятиях.
Видео описание
Работа электрического стационарного профилегиба показана в следующем видео:
Одним из основных преимуществ электрических профилегибов являются минимальные физические усилия мастера даже во время выполнения большого объёма работы. Исключением может лишь являться установка заготовок и приём изогнутых деталей.
Трубогибы с электрическим приводом позволяют изготавливать гнутую металлопродукцию, отличающуюся высоким классом исполнения. Производители выпускают модели, в которых угол изгиба настраивается ручным способом или посредством специальных программ. Второй вариант оборудования комплектуется выносным или встроенным дисплеем. Он предназначен для осуществления контроля проводимых операций на электропрофилегибе.
Видео описание
Познакомиться с работой стационарного профилегиба с выносным дисплеем поможет следующий видеоролик:
Максимальные и минимальные размеры трубогиба с электрическим приводом зависят от возможностей оборудования, его оснащения дополнительными функциями, количества роликов. На производительность электропрофилегиба влияет мощность установленного двигателя. Это характеристика может составлять 0,7-2,2 кВт. Подбирается мощность электродвигателя в зависимости от задач производства. Вместе с оборудованием обычно поставляется комплект насадок. Они позволяют работать с разными профилями. Их количество всегда можно увеличить.
Самым мощным и производительным профилегибом является оборудование с ЧПУ. Это уже промышленная машина, позволяющая работать с самыми разными металлопрофилями. С её помощью осуществляется трёхмерная гибка проката. Заготовки могут быть произведены из разного металла, включая алюминий, нержавеющую сталь, медь, бронзу.
Станочное оборудование с ЧПУ для гибки профтрубы управляется в основном сервоприводом. Это самый популярный вариант, эффективность которого проверена на практике.
Стационарная трубогибочная машина с ЧПУ Источник jcee.cz
Коротко о главном
Современный гибочный станок для профилированной трубы – это компактное переносное или стационарное оборудование, позволяющее изгибать трубный металлопрокат с квадратным, прямоугольным и другим сечением. Его используют крупные и небольшие производственные предприятия, изготавливающие металлоконструкции из профтрубы. Производители выпускают оборудование с ручным, гидравлическим и электрическим приводом. Классифицируются профилегибы также по способу воздействия на металлическую заготовку. Трубогибы могут осуществлять обкатку, намотку или вальцовку профильного металлопроката.