Самодельные или фабричные приспособления для сварки удерживают компоненты металлоконструкции в заданном положении и повышают точность позиционирования. Оснастка необходима при выполнении основных и дополнительных шагов технологического процесса. В серийном или массовом производстве используют автоматические устройства. В бытовых условиях применяют изделия с механическим приводом.
Приспособления для сварки нужны, чтобы обеспечить наиболее благоприятные условия работы.
Разновидности сварочного оборудования
При проведении сварочных работ необходим трансформатор или инвертор, подключенный к сети переменного тока напряжением 220 или 380 В.
Поскольку детали в процессе соединения смещаются и нагреваются до температуры выше +200°С, то требуется оснастка для позиционирования и удержания заготовок. Вспомогательные устройства принято разделять на категории по функциональности, производительности и принципу действия.
По функциональности
Оборудование может быть:
- Универсальным, предназначенным для работы с заготовками разной конструкции или геометрической конфигурации. Отличается уменьшенными габаритами и массой, используется при проверке корректности сборки и установочных размеров, а также при проведении ремонтных работ. Не обеспечивает высокой производительности. К универсальным приспособлениям относят струбцины или пружинные зажимы.
- Специальным, рассчитанным на выполнение одной операции или применяемым для сварки узлов с едиными конструктивными характеристиками. Используется в условиях крупносерийного производства, обеспечивает улучшение качества и сокращает временные затраты на сварку. К специальной оснастке относят сборочно-сварочные стенды, кондукторы или шаблоны.
По виду производства
Оборудование разделяют:
- Для серийного или массового производства. Отличается повышенным ресурсом и обеспечивает ускоренное снятие и монтаж заготовок. Упоры регулируются для изготовления металлоконструкций различной конфигурации.
- Для единичного или мелкосерийного производства. Используются в бытовых условиях или для сварки опытных узлов. Не требовательно к быстроте установки либо снятия заготовок, рассчитано на изготовление нескольких десятков сварных узлов.
Оборудование разделяют по виду производства.
По характеру работы
Оснастку разделяют на следующие типы:
- с ручным приводом (например, с винтовым или пружинным зажимом либо эксцентриком);
- механизированные (с силовыми гидравлическими или пневматическими цилиндрами либо электрическими приводами), работающие под управлением оператора;
- автоматизированные (оснащены механическим приводом и исполнительными узлами, сварщику необходимо настроить последовательность действий и подтвердить начало работы).
Помимо оборудования, работающего со стандартной скоростью, существует аппаратура с повышенным быстродействием, обеспечивающая ускорение технологических процессов.
Для массового производства используют оснастку многопозиционного или карусельного типа, сокращающую время на установку и снятие заготовок.
Приспособления могут переноситься или устанавливаться на фундаментах (жестко фиксироваться на месте или перемещаться по направляющим).
Зажимы для обратного провода (клеммы заземления)
При подключении источника питания к сварочной цепи следует обращать внимание на качество электрических контактов на выходных клеммах аппарата и в местах подсоединения изделия и электрода.
Обратный провод, т. е. провод, соединяющий свариваемое изделие или приспособление с источником питания, может быть менее гибким и обычно изготовляется из более дешевого провода марки ПРГ, ПРН (ГОСТ 1977-68). Обратный провод часто снабжают быстродействующим зажимом (клеммой) из электропроводного металла для присоединения к свариваемому изделию.
Зажимы для проводов могут быть пружинного (рисунок 43) или винтового типа с насечками для надежного электрического контакта даже в тех случаях, когда металл не совсем очищен. Желательно предусмотреть возможность подвода тока через обе губки зажима. Часто при работе в стационарных условиях обратный провод заменяют медной, алюминиевой или стальной шиной. Сечение стального шинопровода по сравнению с медным должно быть увеличено, так как удельное сопротивление стали значительно больше. Кроме того, при сварке на переменном токе учитывают дополнительные потери, связанные с поверхностным эффектом, т. е. с явлением неравномерной плотности тока в проводниках (увеличение плотности тока на периферии и снижение внутри проводника).
Рисунок 43 — Зажимы пружинного типа
Зажимы обеспечивают отличный контакт с изделием, отличаются надежностью и долговечностью, предназначены для использования при сварке с силой тока до 150 — 200 и 300 — 400 А.
Выпускаются также клеммы-струбцины (рисунок 44) и магнитные клеммы (рисунок 45).
Рисунок 44 — Клемма-струбцина
Рисунок 45 — Магнитная клемма
Соединители сварочных проводов. Для соединения сварочных проводов (кабелей) применяются специальные соединители. Примером могут служить соединители кабельные неразъемные СКН-25 (250А), СКН-31 (315А) и СКН-50 (500 А) с винтовым соединением при редком разъединении кабеля. Изготавливаются в климатическом исполнении У категории размещения 1 по ГОСТ 15150 (рисунок 46).
Разъемные соединители типа СКР (рисунок 47) предполагают частое разъединение.
Соединители кабельные неразъемные СКНП и разъемные панельные СКРП (рисунок 48) могут крепиться на жестком основании.
Рисунок 46 — Соединитель кабельный неразъемный СКН
Рисунок 47 — Соединитель кабельный разъемный типа СКР
Рисунок 48 — Соединитель кабельный неразъемный панельный СКНП (а) и разъемный панельный типа СКРП (б)
Требования к оснастке
Используемое при сварке деталей оборудование должно обеспечивать:
- Изменение положения детали в пределах свариваемого узла без операции подгонки.
- Быстрое и надежное базирование заготовок в приспособлениях.
- Соблюдение точности сборки в пределах допусков, указанных в конструкторской документации.
- Беспрепятственный доступ к сварным швам и линиям соединения деталей.
- Соблюдение габаритов между торцами свариваемых элементов.
- Безопасность выполнения работ. Оснастку изготавливают из материалов, устойчивых к воздействию высоких температур, нанесение горючих покрытий не допустимо.
- Сварку в нижнем положении с предотвращением вытекания расплава из ванны.
- Ускоренный отвод тепла из рабочей зоны.
- Защиту подвижных элементов и исполнительных цилиндров от брызг расплавленного металла и флюса.
- Снижение деформаций в сварочных швах.
- Возможность автоматизации технологического процесса или механизации транспортировки заготовок либо готовых изделий.
Оснастка обеспечивает изменение положения детали в пределах свариваемого узла.
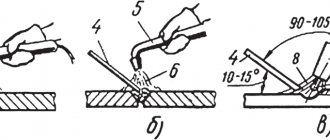
Сварка профиля под 90 градусов
Сварка профильных труб под углом в 90 градусов идеально получается только при наличии практического опыта. Но есть ряд технических моментов, соблюдая которые можно упростить процесс получения прямого угла:
- Трубы должны быть максимально аккуратно обрезаны;
- Заготовки стыкуют и прихватывают только на ровной поверхности;
- Для фиксации используют приспособления, позволяющие выдержать стабильно прямой угол. Чаще всего это распорки, угольники и косынки.
Вначале необходимо черновое соединение деталей. Если угол на первом этапе будет выдержан, то проводится окончательная сварка.
Сборочно-сварочные приспособления
Их разделяют на следующие категории:
- Установочные, позволяющие позиционировать детали в соответствии с чертежной документацией. В зависимости от конфигурации заготовок изделия имеют вертикальные, горизонтальные или наклонные грани. Приспособления жестко крепятся к основанию, перемещаются по направляющим пазам или откидываются в сторону на оси либо петлях. Постоянные упоры из профиля приваривают или прикручивают к сварочному столу. Регулируемые кронштейны применяют для деталей с неравномерной геометрией.
- Фиксирующие или закрепляющие устройства, не допускающие смещения деталей в процессе сварки (например, из-за температурных деформаций или случайного воздействия электродом). Сварщики используют струбцины с ходовым винтом или кулачковым механизмом. Для сборки металлоконструкции необходимо иметь комплект зажимных приспособлений (размер зева определяют по габаритам заготовок).
Стяжки
Стяжка представляет собой резьбовую втулку, позволяющую регулировать расстояние между сопрягаемыми кромками. Для установки болта на деталях временно устанавливают кронштейны с гайками или отверстиями, внутри которых нанесена резьба.
Рекомендуем к прочтению Как выбрать сварочный светофильтр
Например, угольник для сварки используют при соединении труб, изготовленных из углеродистых сталей. Встречаются стяжки с хомутами, которые надевают на внешнюю поверхность цилиндрических деталей и фиксируют винтами. Конструкция не обеспечивает жесткого закрепления соединяемых деталей.
Прихваты
Прихват представляет собой небольшой отрезок арматуры или стального профиля, который служит для временного соединения крупногабаритных деталей.
Чтобы изменить положение частей, применяют регулируемые элементы (с резьбовой втулкой).
После заполнения стыка расплавом металла прихваты срезают или интегрируют в структуру шва.
Домкраты и распорки
Реечные домкраты и штанги с винтовой секцией необходимы для удержания элементов металлоконструкций с замкнутым профилем и для выравнивания сопрягаемых кромок цилиндрических заготовок.
Приспособления применяют для выпрямления вмятин на поверхности. При соединении труб распорки используют совместно с внешними стяжными кольцами, что повышает точность сопряжения узлов.
Домкраты могут оснащаться механическим приводом.
Встречаются изделия с гидравлическими или пневматическими цилиндрами, подключенными к внешнему насосу или компрессорной станции.
Центраторы
Если при сварке заготовок, имеющих ось вращения, необходимо удержание деталей в 3 плоскостях, то используют центраторы. Они позволяют совместить внешние поверхности и осевую линию.
Удержание заготовок производится захватом за внешнюю или внутреннюю части. Оборудование имеет механический привод исполнительного органа. Центраторы для крупногабаритных труб оснащают гидравлическими цилиндрами.
Краткое описание работы центратора ЦНГ-1120:
- Совместить смежные участки трубопровода.
- Надеть на линию стыка двойную роликовую цепь.
- Подключить гидравлический привод к внешней насосной станции с золотниковым распределителем.
- Включить подачу жидкости и дождаться равномерного совмещения внешних кромок.
- Проварить шов через зазор, имеющийся между секциями цепи.
- Снять усилие, а затем переместить аппарат на следующую линию стыка.
Центраторы удерживают детали в 3 плоскостях.
Изготовление струбцины
Без струбцины, которую вы можете изготовить самостоятельно, не будет способен справиться с работой ни один сварщик. Кроме того, данный инструмент помогает решать задачи при проведении слесарных и столярных работ. Данное приспособление может иметь разные варианты — специализированные и универсальные. Недавно появилась еще одна модификация, которая представляет собой быстрозажимную струбцину. С ее помощью можно обеспечить усилие сжатия до 450 кг. Однако основной задачей таких инструментов выступает фиксация заготовок для соединения между собой.
Стенды для сварки и сборки
Для соединения деталей используют стенды нескольких типов:
- плоские плиты;
- стеллажные системы для изготовления объемных металлоконструкций;
- кондукторы и шаблоны;
- устройства для удержания деталей в требуемом положении при сварке.
Стеллажи и плиты
Для соединения плоских заготовок используют плиты, собранные из отрезков стального профиля. Верхняя кромка направляющих образует плоскую поверхность. Детали фиксируют с помощью сменных или жестко прикрепленных к основанию упоров.
Оснастку разделяют на стационарную, переносную и накладную (устанавливается на рабочие столы или станины). Стеллаж отличается применением наклонных поверхностей со сменными опорами. Он изготовлен из стального профиля, позволяющего подключить питание от сварочного трансформатора.
Алгоритм использования стеллажа при сварке Т-образной балки из плоских заготовок:
- Установить упоры в требуемом положении и установить элементы под необходимым углом.
- Пройти линию стыка сварочным трактором или полуавтоматом.
- Перевернуть конструкцию и оформить шов с другой стороны.
Кондукторы
Приспособление состоит из рамы (с упорами и крепежными элементами), установленной на качающейся оси. Кондуктор позволяет установить детали в требуемом положении.
Затем оператор сваривает металлоконструкцию, изменяя угол установки. Предусматривается устройство для удержания ванны расплавленного металла и флюса в зоне проведения работ. Это позволяет получить прочный шов без разрывов и внутренних пустот.
На кондукторах применяют регулируемые упоры, допускается использование сварочного трактора для автоматизации процесса сборки.
В этом случае вспомогательные узлы не должны препятствовать движению оборудования.
Изменение угла наклона производится вручную или электрическим приводом. Оснастка используется при серийном производстве сварных конструкций. В кустарных условиях кондукторы встречаются редко.
Фиксаторы
Для жесткого удержания деталей металлоконструкции в заданном положении используют съемные или стационарные фиксаторы, имеющие различную конфигурацию и способ крепления к рабочему столу.
Фиксаторы нужны для жесткого удержания деталей.
Например, при изготовлении продукции применяют съемные кронштейны, позволяющие учитывать различия в геометрических размерах заготовок.
Для соединения деталей с обработанными поверхностями используют жестко закрепленные или регулируемые призмы, а для серийного производства на стол устанавливают многоразовый шаблон, задающий очертания сварной конструкции.
Шаблоны
Представляют собой жестко установленные направляющие, удерживающие несколько деталей в требуемом положении. После сварки полученный узел снимают для механической обработки или установки дополнительных элементов с привлечением другой оснастки. Поскольку себестоимость изготовления шаблона выше, чем регулируемых упоров, то технология используется при серийном производстве или для сварки единичных нестандартных конструкций (цена оснастки закладывается в цену продукции).
Упоры
Откидные или фиксированные упоры удерживают детали от смещения в сторону, узлы используют в кондукторах и на стеллажах. Упоры принято разделять на ограничивающие (или силовые) и направляющие (не испытывают нагрузки от веса деталей). Кронштейны устанавливают на винтах (с возможностью перемещения по пазам, прорезанным в основании) или приваривают к стеллажу.
Упоры удерживают детали от смещения.
Прижимы
Прижимные пластины предназначены для удержания плоских или фасонных заготовок, имеют механический или силовой привод (гидравлический, электромагнитный либо пневматический).
Рекомендуем к прочтению Как самому сделать индукционный нагреватель из сварочного инвертора
Ручное приспособление состоит из скобы (приваренной к основанию или перемещающейся по направляющей прорези) и винта с рукояткой. После установки заготовок оператор затягивает прижим и приступает к сварке.
Распространение получили приспособления с подпружиненным стержнем или с поворотной эксцентриковой головкой, установленной на кронштейне.
Шумопоглощающие перегородки и кабины
Шумопоглощающие перегородки и кабины предназначены для организации постов сварки, зачистки и т.п. и предохраняют окружающих от производственного шума, от сварочных брызг, шлифовальных искр и т.п.
Шумопоглощающие перегородки и кабины могут применяться для организации одиночного рабочего места, а также для разграничения на отдельные участки целого цеха.
Ассортимент шумопоглощающих перегородок достаточно широк.
Простые шумопоглощающие перегородки позволяют легко ограничить временное рабочее место или получить отдельную кабину сварщика, которую легко собирать/разобрать и установить на новом месте.
Модульные шумопоглощающие перегородки, предлагаемые сегодня промышленностью, позволяют легко получить отдельную кабину сварщика, увеличить площадь имеющейся кабины, создать комплекс кабин. Все элементы легко собирать/разобрать и установить на новом месте.
Оснастка для установок
На сварочных установках используют дополнительную технологическую оснастку:
- Ванны для удержания расплавленного флюса, не допускающего проникновение в металл посторонних примесей, снижающих прочность соединения. Применяют в случае невозможности защиты сварного шва стандартными методами. Например, при сварке вертикальных листов внахлест устанавливают уголок, не допускающий стекание жидкого флюса по поверхности. Ванны могут быть подвижными и стационарными.
- Подушки из флюса, предотвращающие вытекание расплавленного металла через зазор между листами. Защитный слой прижимается к нижней кромке заготовок, удерживает сварочную ванну и формирует обратный валик шва.
Укладка и кантовка изделий
При сварке крупногабаритных заготовок возникает необходимость вращения и перемещения собираемого узла. Существуют кантователи роликового типа и с цевочным зацеплением.
Встречаются установки с рычагами или цепными захватами. Детали фиксируются в заданном положении ручными или механическими приводами, после чего оператор начинает сваривать швы.
Оборудование оснащают неподвижными или регулируемыми упорами и зажимами, выпускаются универсальные манипуляторы, позволяющие работать с заготовками разного типоразмера.
Роликовые постели
Роликовые установки предназначены для сварки цилиндрических элементов. Колеса оснащены обрезиненным ободом для улучшения контакта. Один из роликов имеет силовой привод от электродвигателя или ручного редуктора, остальные опоры необходимы для позиционирования деталей в пространстве.
Роликовые постели предназначены для сварки цилиндрических деталей.
Для соединения конических заготовок основания роликов оборудуют регуляторами, необходимыми для изменения угла установки колес.
Вращатели для изделий
Вращатель (или карусельная установка) состоит из рабочего стола с вертикальной, наклонной или горизонтальной осью, не изменяющей положения в пространстве. Заготовки устанавливают на поверхности с помощью зажимов, частота вращения зависит от скорости сварки и особенностей технологического процесса. Для привода поворотного узла используют электрические двигатели с редукторами и гидравлические моторы (частота вращения зависит от давления жидкости).
Универсальные манипуляторы
Для позиционирования сварных конструкций в промышленном цикле используют универсальное оборудование стационарного типа, оснащенное литой или сварной станиной с жестким креплением к фундаментной плите. Внутри станины находятся электрические приводы, трансформатор и механизмы для подачи инертного газа и присадочной проволоки. Заготовки укладывают на рабочий стол либо планшайбу с канавками типа “ласточкин хвост”, предназначенными для монтажа упоров или зажимов.
Универсальные манипуляторы используются для позиционирования сварных конструкций.
Планшайба оборудована секторами с зубчатыми венцами и установлена на шарнире, допускающем отклонение стола. Часть манипуляторов оснащается системой регулировки положения поверхности по высоте. Встречаются бюджетные манипуляторы с ручным управлением, используемые для мелкосерийного производства.
Позиционеры для кантовки
Предназначены для поворота установленных заготовок в положение, обеспечивающее доступ электрода или сварочной головки к линии стыка. Оборудование состоит из станины и манипулятора с ручным, электрическим либо гидравлическим приводом. Детали крепят на поверхности планшайбы, которая может поворачиваться в нескольких направлениях (вручную или по заложенной в память программе).
Стандартный позиционер может перемещать сварной узел вокруг оси для сварки деталей по верхней и нижней поверхностям, а также поднимать и опускать изделие для заполнения металлом стыков на боковинах. Ручные установки оборудованы редукторами со стопорами, снижающими нагрузку на оператора при работе. При массе заготовок более 1500 кг используют электрический привод с постоянной скоростью движения (регуляторы скорости перемещения не предусматривают, шов выполняется движением электрода или головки вдоль линии соединения деталей).
Изготовление кондуктора для сварки
Если вам нужны ручные приспособления для сварки, вы можете заняться изготовлением кондуктора. Он используется при выполнении рамок и сложных узоров. Конструкция обладает конусообразными опорами, которые необходимо расположить по бокам. Между ними крепится крутящаяся плоскость. На ней должны располагаться регулирующиеся продольные балки с несколькими винтовыми прижимами.
В балках будут отверстия, именно поэтому прижимы могут быть установлены по всей длине, что будет зависеть от размера изделия. Ширина собираемой конструкции может регулироваться благодаря введению балок и их разведению. Использовать раздвижные механизмы описываемого устройства можно в качестве универсального средства для сварки малых и больших изделий. Если вы решили использовать нержавеющую сталь, то при работе важно исключить царапины, которые могут возникнуть от винтовых прижимов. Именно поэтому последние должны быть дополнены наклейками из войлока, которые устанавливаются на губы. Такой аппарат можно собрать из профильной трубы, понадобятся длинные болты и подшипники, предпоследние из которых нужны для крепления передвижных частей.
Приспособления для вращения и крепления оборудования
При автоматической или полуавтоматической сварке используют специальные установки, позволяющие перемещать головку с электродом по вертикали или горизонтали. Оборудование состоит из регулируемых по размерам стойки и стрелы, предусмотрены точки крепления кабелей питания и шлангов для подвода инертного газа. Сварочный трактор передвигается по поверхности соединяемых деталей в соответствии с программой, но для удержания электропроводки предусматривают специальные лотки или кронштейны.
При сварке головка с электродом перемещается автоматически.
Оборудование для рабочей зоны
Зависит от характера выполняемых сварочных работ и размеров заготовок. Например, при сварке крупногабаритных конструкций используют коленные подъемники с люлькой для оператора и оборудования. Установки могут перемещаться по направляющим или по поверхности грунта, для управления в корзине находится пульт.
Приводы оборудованы моторами переменного тока, часть исполнительных механизмов оснащена пневматическими либо гидравлическими цилиндрами.
В бытовых условиях необходим металлический стол, оснащенный экранами для защиты от раскаленных капель металла и шлака. Предусматривают стул для сварщика и комплект приспособлений для фиксации деталей. Не допускается ведение работ на огнеопасном напольном покрытии. Стены помещения окрашивают материалами светло-серого цвета (для поглощения ультрафиолетового спектра). Над столом предусматривают лампы (уровень освещения от 80 Лк) и вытяжку с электрическим вентилятором (производительность 40 м³/час).
Рекомендуем к прочтению Как самому сделать сварочный стол
Устройства для сварки труб
Оборудование для сварки трубопроводов обеспечивает центрирование сопрягаемых изделий и поддерживает равномерный зазор между кромками. Существуют приспособления для прямолинейных магистралей и угловых ответвлений. В конструкцию изделия входят зажимы и дополнительные фиксаторы, установленные на подвижных штангах или цепях.
Для сварки трубопроводов существуют специальные приспособления.
Например, для использования простого устройства для прямолинейного трубопровода сварщику необходимо:
- Сдвинуть заготовки с предварительно подготовленными кромками.
- Надеть на внешние части труб зажимы и затянуть винты.
- Отрегулировать зазор вращением болта, соединяющего кронштейны с фиксаторами.
- Заполнить стык расплавленным металлом, а затем снять оснастку и очистить поверхность шва от окалины и шлака.
Методика проведения работ
При изготовлении вышеописанного приспособления для сварки своими руками вы должны приварить на квадрат трубы, длина которых составляет 15 и 20 см. Установить их необходимо по углам, чтобы концы труб оказались по разным сторонам квадрата. Теперь можно приступать к изготовлению вспомогательных деталей. Для этого из трубы подготавливается фигура по форме буквы П, ее длина должна составить 10 см. Вторая деталь изготавливается из этих же труб, однако элементы свариваются между собой в виде равнобокой трапеции.
Равнобедренный треугольник выполняется на сторонах квадрата. К нему приваривается П-образная фигура, в которой предварительно проделывается отверстие по центру для маленького болта. В зазор между фигурой и квадратом должен поместиться 4-сантиметровый болт. К последнему приделывается ручка, в роли неё может выступить гайка с отверстием. В маленьком цилиндре нужно выполнить резьбу для маленьких болтов. Она проделывается вдоль конца большого болта. В точке пересечения диагоналей трапеции нужно выполнить отверстия в обеих деталях. Между ними будет устанавливаться цилиндрический элемент, в котором предварительно выполняется резьба.
Магнитные приспособления
Для бытовой и промышленной сварки часто используют сборочно-сварочные приспособления с постоянными магнитами. Например, существуют шаблоны с поверхностями, расположенными под разным углом (фиксированным или переменным). Изделия позволяют позиционировать отрезки профильной трубы или соединять заготовки из листовой стали. Магнитные прижимы не используются при сварке деталей из нержавеющих сталей или цветных металлов.
Универсальное оборудование компаний MagTab или V-Pads оснащено несколькими поверхностями с возможностью плавной регулировки взаимного положения. Оператору необходимо прикрепить изделие к поверхностям деталей, убедиться в корректности позиционирования, а затем приступить к сварке.
Оснастка позволяет снизить затраты времени на выполнение работ и повысить качество. Сила магнитов обеспечивает неподвижность соединяемых элементов.
Работа над угловой струбциной: подготовка
Приспособления для сварки предлагаются к продаже сегодня в широком ассортименте, однако изготовить угловую струбцину вы можете самостоятельно. В качестве инструментов и материалов для проведения работ выступают:
- стальной уголок;
- шпильки с резьбой;
- гайки;
- дрель;
- стальные пластины;
- прутки для воротков;
- сварочный аппарат;
- метчик.
Вспомогательные инструменты
При сварке деталей потребуются дополнительные инструменты:
- Молотки со специальным бойком и щетки с металлическим ворсом, используемые для удаления шлака с поверхности шва. Для снятия крупных фрагментов флюса и удаления лишнего металла применяют слесарные зубила.
- Измерительный инструмент (угольник, рулетка, штангенциркуль), необходимый для переноса чертежных габаритов на заготовки. Линии рисуют маркером, кусковым мелом или металлическим стержнем с заостренным наконечником.
- Угловая шлифовальная машинка с защитным кожухом и набором дисков для резки металла, применяемая при нарезке заготовок. Слесарную ножовку используют для разделки профиля небольшого сечения. Абразивный инструмент с электрическим приводом применяют для зачистки кромок перед сваркой, а также швов.
Щетки с металлическим ворсом используются для удаления шлака.
Держатели электрода
Чтобы изготовить самодельный держатель электрода, необходимо взять три отрезка проволоки по десять сантиметров диаметром восемь миллиметров. Два из них изогнуть в бок (получится подобие вилки) так, чтобы части проволоки были направлены в противоположные стороны (влево и вправо). Между ними должна располагаться оставшаяся проволока, изогнутая к верху со стороны соединения с металлическим стержнем, приблизительно до 0,5 своей длины. В первую очередь сваркой прихватываются боковые части, после прикладывается центральная часть, потом все окончательно сваривается. Возможно вам потребуется добавить дополнительную обмотку провода, которая позволит предохранить его от перегрева.
Какие приспособления используются при домашней сварке
В бытовых условиях применяют инверторы и компактную аппаратуру со сварочной горелкой и системой подачи инертного газа. Мастеру необходимо приобрести защитную маску, рукавицы и одежду, предохраняющую кожу от ожогов. Для удаления окалины потребуется молоток и металлическая щетка, для фиксации деталей применяют магнитный угольник с регулируемыми гранями (в пределах от 30° до 135°). Оборудование подбирают по мощности магнитов. Для бытовых целей достаточно усилия в пределах 8-12 кг, для крупных заготовок потребуется приспособление с усилием 30-35 кг.
Для бытового использования подходят струбцины, универсальные зажимы с ручным приводом, позволяющие закрепить элементы металлоконструкции в требуемом положении и снижающие деформацию деталей при нагреве и охлаждении. Если предполагается соединение металлических труб, то в домашних условиях применяют центраторы со струбциной (например, СМ-151 или ЦСЗ).
Можно ли изготовить что-то своими руками
Сварщик может собрать вспомогательную оснастку своими руками, используя подручные материалы. Например, самодельные приспособления для сварки труб собирают из обрезков уголков и струбцин для столярных или слесарных работ. Установка упоров под прямым углом позволяет собрать простейший кондуктор для изготовления партии сварных конструкций (рам для установки решеток в окна или изготовления секций забора).
Краткий алгоритм изготовления простейшей оснастки для сварки:
- Из отходов профиля или листа толщиной 5-10 мм вырезать абразивным инструментом прямоугольные заготовки.
- Обработать кромки вручную или на фрезерном станке, удалить следы краски и коррозии с поверхностей.
- Прикрепить упоры на основание (например, на металлический верстак или стеллаж из швеллера), учитывая взаимное положение деталей.
Для изготовления магнитного упора необходимо вырезать 2 симметричных шаблона, которые крепятся по бокам от магнита с центральным отверстием на болтах. Расположение винтов не позволяет пластинам смещаться относительно друг друга. Упор устанавливают на первую деталь, а второй элемент выставляют по боковой поверхности шаблона. Затем компоненты соединяют несколькими точками сварки, убирают упор и полностью проваривают шов с 2 сторон.
Встречаются самодельные шаблоны, вырезанные из стальной плиты с последующей обработкой кромок на фрезерном станке. Заготовку устанавливают на основании и монтируют дополнительные упоры для ограничения подвижности. Сварщики используют кустарные зажимы, изготовленные из обрезков профиля и болтов с гайками. Единого стандарта для самодельной оснастки не существует, каждый мастер разрабатывает приспособления, ориентируясь на опыт и учитывая специфику выполняемых работ.
Сварка неплавящимся электродом
Аппарат для соединения металлических проводов, скруток или же изготовления термопар достаточно часто изготавливается самостоятельно своими руками. Но следует учитывать, что цена готового изделия, купленного в магазине, может быть ниже, чем итоговая сумма всех компонентов, если их покупать. Однако, как правило, части можно найти и на разборках, а, быть может, их возможно получить, разобрав старое оборудование.
Для изготовления устройства понадобится один трансформатор на 20-50 В, соединительные провода четыре штуки (два для подсоединения, для подведения электрода и выхода в сеть). Электродом может служить графит, который можно легко получить, достав стержень из карандаша. На роль держателя подойдет все, что вы сможете для этого приспособить.
Сборка подобных аппаратов происходит по стандартной схеме, которую можно без труда найти во множестве источников и по большому счету заключается в правильном подключении проводов и упаковывании всего этого в корпус.