Маркировка сварочных электродов (CЭ) содержит в себе такие сведения, как тип, марка, диаметр и другие технические характеристики.
ЛЭ3АНО-21
Пример маркировки и ее расшифровка: Э46-ЛЭЗАHO-21-⌀-УД Е4З 1(З)-РЦ1З, где
● Тип. Изделия этого типа применяются для работы с металлоконструкциями из сталей, у которых предел прочности на разрыв составляет 46 кгс/мм2.
● Марка. Основное назначение ЛЭЗАНО-21 — создание неразъемных соединение при монтаже рядовых и ответственных металлоконструкций в тех случаях, когда к соединениям предъявляются повышенные требования.
● Назначение СЭ. Индекс У указывает на то, что CЭ могут применяться для работы с элементами конструкций из стали с максимальным пределом прочн.на растяжение до 588 МПa (60 KГC/MM2).
● Коэффициент толщины покрытия. Буквой Д обозначается покрытие увеличенной толщины.
● Тип плавящегося покрытия. Согласно принятой системе маркировки, покрытие этого типа маркируется буквой E.
● Предел прочности при растяжении. Индекс 4З равен 4З0 МПa (4З KГC/MM2).
● Относит.удлинение. Цифра 1 указывает на величину 20%.
● Мин.t, при которой ударн.вязкость соединит.швов не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Цифра З соотносится с t -20C.
● Вид покрытия. Покрытия на основе рутила и целлюлозы маркируются PЦ.
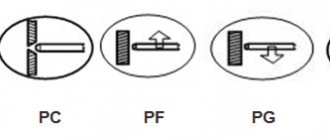
● Возможные положения при сварочных работах. Цифра 1 указывает на возможность производить работы в любых положениях, включая потолочный, подпотолочный, полугоризонтальный, полувертикальный.
● Сварочн.ток. Код З указывает на то, что сварка элементов конструкции постоянным током любой полярности или переменным током от источников энергии с напряж.холостого хода 50±ЗB.
АНО-21
Расшифровка маркировки Э46-AHO-21-2,5-УД E 4З0(З)-P-11 выполняется в следующем порядке:
● Тип СЭ. Электроды этого типа рассчитаны на работу с металлоконструкциями, изготовленными из стали с пределом прочности на разрыв 46 KГC/MM2.
● Марка. АНO -21.
● Толщина стержня. В данном случае указан диаметр 2,5 мм.
● Назначение. Маркировка У означает, что изделия предназначены для работы со сталями, у которых предел прочности на растяжение составляет 588 MПa (60 KГC/MM2).
● Коэфф.толщины покрытия. Индекс Д означает, что электроды имеют толстое покрытие.
● Наличие плавящегося покрытия обозначают буквой E.
● Предел прочности к нагрузкам на растяжение. Код 4З соответствует 4З0 MПA (44 KГC/MM2).
● Относит.удлинение. Цифрой 0 обозначают относит.удлинение, равное 20%.
● Min температура, при которой ударн.вязкость шва не ниже З4 ДЖ/CM2 (З,5 KГC M/CM2). Код З указывает на t -20C.
● Материал покрытия. В качестве покрытия типа P для CЭ используется рутил.
● Допустимые пространств.положения. Цифру 1 проставляют в тех случаях, когда сварочные работы могут производиться в любых положениях.
● Сварочн.ток и напряж.холостого хода. Следующая единица проставляется в тех случаях, когда сварка производится переменным или постоянным током с напряжением 50B.
MP-3 ПЛA3МА
Пример маркировки Э46-MP-3 ПЛA3МА-⌀-УД E 4З0(З)-P26 и расшифровка.
● Тип и марка. Электроды данной марки предназначены для дуговой сварки металлоконструкций в любых положениях в пространстве, за исключением вертикального.
● Область применения. Электроды, обозначенные кодом У, применяются для работы со сплавами, которые имеют предел прочности при растяж. до 588 MПA (60 KГC/МM).
● Толщина покрытия. Толстое покрытие маркируется кодом Д.
● Тип покрытия. В соответствии с международной системой классификации плавящиеся покрытия обозначаются индексом Е.
● Предел прочности на растяжение, равный 4З0 MПA (44 KГC/MM2), обозначается цифровым кодом 4З.
● Относит.удлинение, равное 20%, маркируется цифрой 0.
● Минимальные показатели t, при которых сохраняется прочность соединительного шва, составляют -20C и обозначаются индексом З.
● Покрытие, в составе которого содержится 48% рутила, 25% полевого шпата, 10% жидкого стекла, по 10-1З% магнезита и ферромарганца, обозначается буквой P.
● Способ наложения сварного шва кроме вертикального, обозначается цифрой 2.
● Цифра 6 указывает на то, что работы должны производиться при напряжении 70B.
УOHИ-13/55
Маркировка Э50A-УОHИ-1З/55-З,0-УД E514(4)-Б20 расшифровывается следующим образом:
● Тип и марка. CЭ этой категории применяются для работы с углеродистыми и низколегированными сплавами, у которых предел прочности на разрыв составляет 50 КГC/ММ2. Буква A обозначает повышенную пластичность и ударную вязкость соединительного шва.
● Диаметр. Толщина стержня составляет З,0 мм.
● Область применения. Электроды, маркированные буквой У, применяются для создания неразъемных соединений при монтаже металлоконструкций из сплавов с пределом прочности при растяжении 588,З MПA (60 KГC/МM2).
● Толщина и характеристики покрытия. Толстое неплавящееся покрытие обозначается индексами Д и E.
● Механические свойства. Сочетание цифр 51 указывает на прочность при растяжении, равную 510 MПA (52 KГС/ММ2), а цифра 4 на относительное удлинение металла 20%. Мин.температура, при которой металл соединит.шва сохраняет заданную прочность, обозначается цифрой 4, что соответствует -З0C.
● Вид покрытия. Основной тип покрытия маркируют буквой Б.
● Положение в пространстве. Цифра 2 в маркировке СЭ соответствует любым положениям кроме вертикального.
● Сварочн.ток. Цифрой 0 обозначают возможность проведения работ постоянным током обратной полярности.
ЦЛ-11
Расшифровка маркировочного кода Э-08X20H9Г2Б-ЦЛ-⌀-BД E-2005-Б20:
● Тип и марка. Этот тип электродов предназначен для работы с деталями и конструкциями из высоколегированными сталями.
● Область применения. Индексом B обозначают CЭ, применяемые для соединения элементов металлокострукций из сплавов со специальными свойствами.
● Характеристики покрытия. Толстое покрытие плавящегося типа маркируют ДE.
● Способы испытания устойчивости металла соединительного шва к межкристаллической коррозии. Методы AM и AMУ обозначаются цифрой 2.
● Количество мелкодисперсного дельта феррита в металле шва. Цифра 5 соответствует содержанию ферритн.фазы от 2% до 10%.
● Вид покрытия. Маркировка Б указывает на то, что используется основное покрытие.
● Сварочный ток. Цифрой 0 обозначают то, что сварочные работы производятся постоянным током обратн.полярности.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Это интересно: Метрическая резьба: таблица размеров и параметры по ГОСТ
Условия хранения и прокаливание
Хранить электроды модели MP-3 необходимо в определенных условиях. Помещение должно быть отапливаемым с температурой Т>15℃ и влажностью воздуха, не превышающей 40%. Размещаться упаковки с этими изделиями должны на паллетах либо стеллажах. Так будет исключен нежелательный контакт с несущими стенами и полом.
Когда сварочные работы ведутся на открытом пространстве, нужно предпринять меры, предотвращающие попадание атмосферных осадков на коробки с электродами. Не следует формировать чрезмерные запасы этих изделий. Их должно хватать не больше, чем на 2 дня работ. А пополнять запасы необходимо по мере потребления электродов.
При соблюдении вышеуказанных условий, прокаливать эти изделия перед использованием не нужно. Рутиловое покрытие не теряет в таком случае свои отличные эксплуатационные характеристики. Но если контакт электродов MP-3 с влагой все-таки был, их нужно подвергнуть прокаливанию при температуре 100℃≤Т≤150℃ на протяжении одного-двух часов.
Расшифровка, как расшифровать
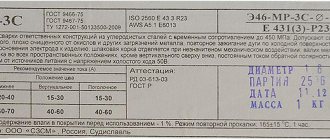
Для понимания того, при выполнении каких работ следует использовать электроды МР-3, необходимо ознакомиться с их маркировкой. Важно понимать, что некоторые составляющие маркировки варьируются, подробнее об этом далее. Вот таким образом выглядит (см. фото выше) маркировка электродов МР-3 – Э46-МР-3-Ø-УД2 Е 430(3)-Р26, где
- Э46 – тип электрода, в данном случае – для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 46 кгс/кв.мм.;
- МР-3 – марка электрода;
- Ø – диаметр электрода, наиболее востребованы прутки 4,0 мм.;
- УД – материалы, для сварки которых предназначен стержень (У) и толщина покрытия (Д), в данном случае – для сварки углеродистых и низколегированных сталей и с толстым покрытием. Существуют также прутки МР-3 с толстым покрытием второй группы – УД2;
- Е – международное обозначение плавящихся электродов с покрытием;
- 43 – предел прочности при растяжении, в данном случае – 430 МПа (44 кгс/кв.мм.);
- 0 – относительное удлинение, 0 = менее 20%;
- (3) – минимальная температура, при которой ударная вязкость шва составляет не менее 34 Дж/кв.см., 3 = минус 20 градусов;
- Р – вид покрытия, в данном случае – рутиловое; в некоторых источниках указывается РБ – рутилово-основное;
- 2 – пространственные положения стержня, при которых осуществляется сварка, в данном случае – все положения, за исключением вертикального «сверху-вниз»;
- 6 – сварочный ток и напряжение холостого хода, 6 – это сварка переменным и постоянным током обратной полярности, напряжение хода составляет около 70 В (не менее 50, 60-80).
Особенности использования
При работе с МР 3 допустимо использование как переменного, так и постоянного тока. Сварочный источник должен давать напряжение холостого хода от 50 вольт. При работе постоянным током используется обратная полярность подключения. При этом положительный контакт присоединяется к держателю, а отрицательный- к заготовке.
Электроды отличаются следующими преимуществами:
- легкий розжиг и стабильное горение электродуги;
- выполнение долговечного, хорошо проваренного шва с заданными геометрическими параметрами;
- минимизировано разбрызгивание капель расплава;
- хрупкая корка шлака, образующаяся над шовным материалом, просто и быстро удаляется при зачистке;
- облегченный повторный розжиг электродуги после перерыва в ведении электрода;
- высокая производительность сварки.
Несмотря на то, что изделие оптимизировано для сложных условий работы, ни в коем случае нельзя пренебрегать подготовкой зоны шва к соединению. Чем лучше будет зачищена и обезжирена заготовка, тем прочнее и долговечнее получится шов.
Шовный материал имеет ударную вязкость 80 Дж./см2, допускает изгиб до 150о, а величина относительного удлинения равна 18%.
Материал шва имеет физико-механические параметры, близкие к характеристикам металла самой детали. Поэтому шов не создает дополнительных механических напряжений, ослабляющих всю конструкцию и снижающих ее прочность и надежность.
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника — низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия — от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.
Какие сварочные электроды лучше купить
Правильный выбор стержня зависит от технических характеристик инструмента, физических показателей металла и типа сварки.
Электроды разделяют на две группы:
- Плавящиеся;
- Неплавящиеся.
Первые изготавливаются из сварочной проволоки и подходят для обработки цветных металлов малой и средней толщины, а также сталей и сплавов.
Основой для неплавящихся электродов служат вольфрам, графит или уголь. Такие стержни используются при аргонодуговой сварке, обработке алюминия, меди, магния, бронзы, титана. Зачастую при работе с неплавящимися электродами применяют не только аргон или гелий, но и азот или водород.
Важным критерием выбора является также диаметр электрода. От него зависит допустимая толщина обрабатываемого металла.
Для мелких бытовых нужд будет достаточно стержней диаметром до 2,5 мм, позволяющих производить сварку элементов толщиной около 4 миллиметров.
В свою очередь на необходимый диаметр электрода и максимальную толщину металла влияет сила тока сварочного инструмента.
Аппараты для профессионального использования обладают значением этой характеристики не менее 200 А. Этого хватит для качественной сварки металла толщиной более 15 мм электродом диаметром от 5 мм.
Совет! Несмотря на неограниченный срок годности, сварочные электроды крайне требовательны к условиям хранения. Важно не допускать механических повреждений, загрязнения и повышенного уровня влажности в местах содержания стержней. ГОСТ 9466-75 предусматривает температуру хранения электродов не ниже +15°C.
Рекомендации: 11 лучших сварочных полуавтоматов
15 лучших сварочных инверторов
8 лучших сварочных трансформаторов
Условное обозначение электродов МР — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Лучшие сварочные электроды с целлюлозным покрытием
Особенностью таких стержней является наличие большого количества органических элементов в составе.
При использовании электродов с целлюлозным покрытием достигается высокая скорость проведения работ, легкое отделение шлака, создается газовая защита материала.
Применяются они для сварки магистральных трубопроводов, обработки углеродистых и низколегированных сталей.
ESAB Pipeweld 6010 Plus
4.9
★★★★★
оценка редакции
94%
покупателей рекомендуют этот товар
К основным достоинствам этих стержней следует отнести удобство контроля сварочной дуги и большую глубину проплавления. Качество шва не зависит от выбранного пространственного положения, поэтому работать со стержнями крайне удобно.
Линейка электродов представлена образцами различного диаметра: 2.5, 3.2, 4 и 5 мм. Это позволяет успешно обрабатывать металл толщиной более 10 миллиметров. Стержни не требуют прокалки перед началом работы.
Достоинства:
- стабильное горение;
- легкое отделение шлака;
- гладкий шов;
- экономичный расход.
Недостатки:
- не любят сырости.
ESAB Pipeweld 6010 Plus подойдут для бытового или профессионального использования. Широкий спектр допустимых диаметров позволяет обрабатывать металлы различной толщины.
Кратон J422
4.9
★★★★★
оценка редакции
91%
покупателей рекомендуют этот товар
Электроды отличаются высоким качеством производимого сварочного шва. Они обладают низкой склонностью к образованию пор и трещин, а также высокой прочностью — 420 MПa. Качественное покрытие не подвержено осыпанию даже при деформации.
Покупателю доступны стержни различного диаметра, в том числе 2.5, 3.2 и 4 мм. Это позволяет обрабатывать металл толщиной от 2 до 6 миллиметров. Работу можно вести в любом пространственном положении и при различных температурных условиях.
Достоинства:
- легкость отделения шлака;
- малые потери металла;
- качественный шов;
- низкая цена.
Недостатки:
- сложность вторичного зажигания.
Кратон J422 используются для сварки низколегированных сталей. Особенно полезны электроды будут при обработке корневых швов трубопроводов или использовании в труднодоступных местах.
Технические характеристики
Если рассматривать технические характеристики электродов МР-3, то они будут зависеть не только от размеров материала, но и от его химического состава.
| Химический состав, % | ||||
| Углерод | Кремний | Марганец | Сера | Фосфор |
| 0,1 | 0,2 | 0,5–0,8 | 0,04 | 0,045 |
Но для специалистов, которые подбирают марку под те условия, в которых будут эксплуатироваться уже сваренные детали, рассматривают механические свойства. Это помогает сделать точный выбор исходя из соотношения цены и качества среди имеющихся вариантов. Механические свойства наплавленного металла на шве в данной марке выглядят следующим образом:
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 450 | 18 | 78 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
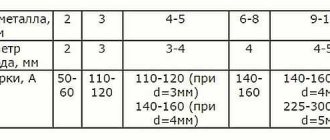
Рассмотрев в электродах МР-3 характеристики, обозначить, какой сварочный ток соответствует выбранному диаметру. Ведь это поможет избежать неприятностей с залипанием расходного материала, а также пропаливанием заготовки, что при большой толщине маловероятно, но все же возможно. Здесь приведены наиболее распространенные варианты для всех используемых положений:
| Диаметр электрода, мм | Сила тока в нижнем положении, А | Сила тока в вертикальном положении, А | Сила тока в потолочном положении, А |
| 3 | 100…140 | 80…100 | 80…110 |
| 4 | 160…220 | 140…180 | 140…180 |
| 5 | 180…260 | 160…200 | – |
Обозначение и расшифровка
Электроды МР-3 синие в своей аббревиатуре содержат обозначения, что «М» это материал с тонким рутилово-ильменитовым покрытием, который «Р» соответствует высоким требованиям ко шву. «3» означает, что это третья модель завода, выпускающего данные электроды.
Сварочные электроды МР-3 диаметром 3 мм
Производители:
- Стандарт;
- Ресанта;
- Вистек;
- ЭконПлюс;
- Эра;
- Монолит.
Это интересно: Электроды Э42 — характеристики, особенности работы, стоимость
Электроды Э46а
Для сварки стальных изделий, когда к металлу шва предъявляются повышенные требования, касающиеся ударной вязкости и относительного удлинения, находят применение электроды типа Э46а марки. Они являются расходниками этого вида, имеющиеся улучшенные свойства. Могут применяться при сварке конструкций из толстых листов, в положениях, неудобных для сварщика, при монтаже на строительных площадях.
К такому виду относится целый ряд различных марок. Марка электрода Э46а используется для сварки стальных изделий с высокими требованиями к пластичности. Пример обозначения:
Цифра 3,0 означается размер диаметра электрода этой марки. Отличие от Э46 заключается в показателях пластичности, которые являются более высокими. Их предпочитают, когда предстоит сварка конструкций, которым предстоит эксплуатироваться при низких показателях температуры и механических нагрузках, имеющих переменное значение. Примером являются холодильные установки.
Конструкция и материал изготовления
Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Подобная конструкция позволяет использовать сварочный материал МР-3 для проведения сварочных работ по неподготовленным поверхностям, имеющим загрязнения и следы ржавчины. Во время хранения необходимо поддерживать оптимальный показатель влажности в помещении. Для рутилового покрытия он не должен превышать 1,5%, в противном случае перед использованием электроды необходимо прокалить не менее 60 минут при температуре +180 градусов.
Во время сварки необходимо ориентироваться на номинальные характеристики, которые должен иметь качественно выполненный сварочный шов. При соблюдении требований технологии рабочего процесса соединение должно иметь сопротивление разрыву 46 кгс/мм². Пределом коэффициента наплавки шва является значение 8,5 г/А*ч. Для определения необходимого количества электродов должна браться в расчет масса наплавки во время сварки. У электродов МР-3 этот параметр составляет 1,7 кг/час.
Для получения надежных сварных соединений необходимо не только обладать навыками в проведении сварочных работ, но и использовать подходящий расходный материал. Среди электродов, которые хорошо себя зарекомендовали, особо стоит выделить электроды марки МР-3. Они обладают массой полезных свойств, среди которых особо стоит отметить нетребовательность к качеству поверхностей свариваемых металлов.
Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Имеются у этих электродов и другие положительные свойства, о которых хорошо известно опытным сварщикам. Однако необходимо учитывать, что электроды марки МР-3 являются узкоспециализированным присадочным материалом, который подходит для сваривания только низколегированных и углеродистых сталей с содержанием углерода на уровне 0,25%. Поэтому необходимо знать особенности применения этих сварочных элементов для того, чтобы соблюсти все требования сварочного процесса. Особенно это касается величины рабочего тока, от которой в немалой степени зависит качество сварного шва.
Особенности электродов марок MP-3 и MP-3c
Изделия обеих марок предоставляют возможность производить сварку короткими прихватками, а также выполнять ее длинной дугой. Благодаря их техническим характеристикам необходимость в предварительной подготовке предполагаемого к сварке металла отсутствует. На его поверхности допустимо присутствие:
- следов коррозии;
- остатков окислов;
- небольших загрязнений;
- влаги.
Электроды марок MP-3 и MP-3c можно применять при необходимости выполнения сварочных работ по уже имеющемуся зазору. Величина тока должна быть в их ходе по возможности минимальной, иначе в создаваемом шве начнут образовываться поры.
Помимо этих электродов сегодня активно применяются расходники марки MP-3м. Отличаются они видом покрытия: у них оно рутилово-ильменитовое. На электродах MP-3c присутствует обмазка, насыщенная дополнительными ионизирующими примесями. Характеристики электродов всех трех марок – MP-3, MP-3м и MP-3c – во многом схожи и едва ли не полностью идентичны.
Покрытие последних изделий обеспечивает легкое зажигание сварочной электродуги. Эта особенность предоставляет возможность задействовать для работы источники тока малой мощности. Электроды MP-3c характеризуются большей экологичностью. Когда они сваривают, в окружающую среду выбрасываются вредные вещества в объеме, меньшем по сравнению с MP-3 (у MP-3 марганца 1,25 грамм, а у MP-3c в 2 раза меньше – 0,6 грамм). Но самый весомый аргумент в пользу выбора последних электродов заключается в возможности получения более качественного сварного шва. В итоге сформированное соединение будет обладать лучшими эксплуатационными свойствами.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Чем отличаются от МР-3?
Электроды МР 3 и МР 3С очень похожи. Их состав и характеристики почти идентичны, за исключением одной особенности. У марки МР 3С в составе есть ряд добавок, благодаря которым дуга легче поджигается и стабильнее горит при использовании маломощного бытового сварочного инвертора. Также эта марка в процессе работы выделяет куда меньше марганца, чем МР 3. Швы получаются однороднее и проще в формировании.
Отсюда можно сделать вывод, что марка МР 3С скорее предназначена для любительской сварки в домашних условиях, а МР 3 более универсальны. Их можно использовать и в быту, и в профессиональной деятельности.
Характеристики и свойства
К техническим параметрам электродов относят расход на наплавку заданного количества металла (сварного шва). Чтобы обработать 1 кг материала, потребуется 1,7 кг стержней типа МР-3. В результате обеспечивается производительность на уровне 1,7 кг/ч, рабочий коэффициент — 8,5 г/Ач.
Указанные электроды отличаются высокой рабочей скоростью, позволяют варить с полным касанием поверхности либо короткой дугой на дистанции. Изделия типа ЛЭЗ МР выпускаются на Лосином Острове, в Подмосковье, Костромской области, Сызрани. Ближайшие аналоги зарубежного производства изготавливаются в Кливленде (США).
Вес и диаметр
От размера электрода зависят настройка сварочного тока и пространственная позиция формируемого шва. Показатели следующие:
| Диаметр, мм | Шов вертикальный, А | Шов нижний, А | Потолочный шов, А |
| 3,0 | До 110 | 100-140 | До 120 |
| 4,0 | 150-180 | До 220 | 140-180 |
| 5,0 | До 200 | До 260 | |
| 6,0 | 300-360 |
От диаметра также зависит вес электрода МР-3 и его длина. Параметры варьируются от 30 до 92 г и от 350 до 450 мм соответственно.
Состав наплавки
Сварку осуществляют методом отрывного шва, зажигая дугу у левого края, осуществляя проводку слева направо, затем в обратном направлении. Операцию нужно выполнять быстро, чтобы шов не успел остыть. В процессе образуется много шлака, который полностью заполняет ванну и зазор по всей ширине. Температура обмазки существенно выше, чем у обрабатываемой стали.
Материал легко отделяется после остывания при многопроходной проводке.
Разбрызгивание металла — слабое, шлак ложится аккуратно равномерным слоем, легко отслаивается. При работе диоксидом титана остатки попадают в ванну плавления, образуя специфические раковины. Наплавка в массовых долях состоит из:
- марганца (0,08-0,12);
- кремния (0,07-0,2);
- углерода (до 0,8);
- фосфора (до 0,04);
- серы (до 0,04).
Механические свойства шва
Отличие применения электродов МР-3 от аналогов заключается в возможности сваривания неочищенных кромок заготовок. Окислы, окалины, пыль, влага не ухудшают качество шва. Загрязнения в процессе работы испаряются и смешиваются со шлаком. При этом получается шов с хорошими технологическими параметрами:
- вязкость на удар — до 8 кгс/кв.см;
- разрывное сопротивление — около 46 кгс/кв.мм;
- показатель удлинения — до 20%.
Количество в пачке
Изготовители фасуют рассматриваемые электроды в пачки весом 1,0/2,5/5,0 кг. Длина и вес стержня зависят от диаметра элементов, как и их количество в упаковке. В таблице приведена информация по вместимости электродов в 1-килограммовой пачке с учетом указанных параметров.
| Диаметр, мм | Масса, г | Длина стержня, мм | Количество в упаковке, 1,0 кг (шт.) |
| 3,0 | 32,0 | 350 | 39,0 |
| 4,0 | 62,0 | 450 | 16,0 |
| 5,0 | 92,0 | 450 | 11,0 |
Напряжение и настройка аппарата
Характеристика электродов МР-3 предполагает подключение обратной полярности, если работы ведутся на постоянном токе. При переменном напряжении полюсность подсоединения роли не играет. Варить можно на короткой, длинной и прерывистой дуге. Отсыревшие стержни подвергают прокаливанию 45-60 минут при температуре 180 °C. Ток выбирают с учетом диаметра элемента. Для изделий сечением 3 мм хватит 140 А, модификации толщиной 5-6 мм используются при токовой силе 300 А. Работы выполняют, удерживая стержень под углом 45°.
Особенности изделий марки MP-3
Электродам марки MP-3 присущи такие технологические характеристики:
- легкое зажигание сварочной электродуги. Ей характерно устойчивое горение;
- сформировать сварной шов особых трудностей не составляет даже начинающему сварщику;
- степень разбрызгивания расплавленного металла минимальная;
- корка застывшего шлака на поверхности созданного шва без сложностей отделяется;
- повторное зажигание электродуги не вызывает трудностей;
- высокий уровень производительности работ, связанных со сваркой, не в ущерб качеству сформированного шва.
Особого подхода требуют настройки сварочного тока. Значение этого параметра (обозначение Iсв.) определяется двумя факторами: расположением в пространстве формируемого шва и диаметром электрода (обозначение Дэ.). Так, для изделий с
- Дэ.= 6,0 мм на токе, изменяющемся в пределах 300,0 А≤Iсв.≤360,0 А, выполняются исключительно нижние швы;
- Дэ.= 5,0 мм: нижние швы формируются при токе 180,0 А≤Iсв.≤260 А; швы вертикальные на токе 160,0 А≤Iсв.≤200,0 А;
- Дэ.= 4,0 мм: формирование потолочных швов выполняется при токе 140,0 А≤Iсв.≤180,0 А; нижних – на токе 160,0 А≤Iсв.≤220,0 А; швов вертикальных — 140,0 А≤Iсв.≤180,0 А;
- Дэ.= 3,0 мм: потолочные швы выполняются при токе 100,0 А≤Iсв.≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
В число важных характеристик электродов входит их общий вес, необходимый для наплавления определенного объема металла формируемого сварного шва. Например, у изделий диаметром Дэ.=4,0 мм марки MP-3 эти цифры выглядят так: на наплавку 1 килограмма металла требуется 1,7 килограмма таких электродов. Производительность работ при этом обеспечивается на уровне 1,7 килограмм в час с коэффициентом наплавления, равным 8,50 грамм/А-ч. Следует знать, что коэффициент наплавки обычно меньше этого показателя процесса расплавления электродов. Вызвано данное явление потерями металла в ходе выполнения сварочных работ.
Диаметр
Какой бывает диаметр (д, d, Ø) всех электродов МР-3, длина, вес пачки (кг.)
Производители выпускают электроды диаметром в 2,5; 3,0; 4,0; 5,0 и 6,0 мм. Первый и последний вид используется реже. В зависимости от диаметра разнится длина и вес стержня, а также их количество в пачке. Показатели представлены в таблице.
| Диаметр, мм. | Вес, гр. | Длина, мм. | Количество электродов в 1 кг, шт. |
| 3 | 30-32 | 350 | 39 |
| 4 | 60-62 | 450 | 16 |
| 5 | 92 | 450 | 11 |
Производители предлагают следующий формат пачек с электродами: 1,0; 2,5; 5,0 кг.
Для примера ниже покажем 1-килограммовую пачку производителя Ресанта.
Характеристики
В строительных магазинах без труда можно найти электроды ЛЭЗ МР-3С, производителем которых является хорошо себя зарекомендовавший Лосиноостровский электродный завод. Они соответствуют требованиям ГОСТа 9466.
Электроды ЛЭЗ МР-ЗС обладают рутиловой обмазкой, которая состоит в основном из диоксида титана, которым и является минерал рутил. Помимо этого в покрытие могут входить другие элементы, повышающие вязкость наплавляемого металла. Это снижает вероятность появления в сварном шве таких дефектов, как поры и трещины. Рутиловое покрытие обеспечивает быстрый поджог дуги, как первичный, так и повторный.
Сварочная ванна при этом оказывается надежно защищенной от вредоносного действия кислорода и азота. ЛЭЗ электроды МР-ЗС имеют технические характеристики:
- Электрод с рутиловым покрытием относится к разряду плавящихся расходных элементов.
- Внутренние стержни изготовлены из проволоки Св-08.
- Основные легирующие элементы, входящие в стержень, — углерод и кремний. В небольшом количестве содержатся марганец, сера и фосфор.
- Сварка может осуществляться во всех положениях, за исключением движения электродом сверху вниз.
- Возможность работы при различных видах тока.
- Допустима сварка удлиненной дугой.
- Коэффициент разбрызгивания находится в пределах 9-13 процентов.
- Хорошая расплавляемость кромок свариваемого металла.
- Электродами могут свариваться детали толщиной от 3 до 20 миллиметров.
Диаметры электродов находятся в диапазоне 3-6 миллиметров. С увеличением размера поперечного сечения увеличивается длина электродов.
Ток при сварке выставляется в зависимости от диметров используемых электродов и пространственного положения при сварочном процессе. Так, например, если используются электроды МР-ЗС 3мм, то при вертикальном положении выставляется ток силой 90-110 Ампер. При нижнем и потолочном положении эти значения могут быть повышены.
Электроды сварочные МР-ЗС 3мм имеют различную расфасовку. Например, при необходимости использовать большое количество расходников, имеет смысл приобрести сварочные электроды МР-ЗС 3мм 5кг. От веса зависит количество электродов, которое помещается в одной упаковке. Вес одного электрода диаметром 3 миллиметра составляет 30 грамм. Если приобретается пачка, вес которой составляет два с половиной килограмма, то в ней будет находиться 86 электродов с поперечным сечением три миллиметра. В пятикилограммовой упаковке поместится 54 электрода диаметром 5 миллиметров.
Плюсы и минусы
К преимуществам электродов МР-3 причисляют:
- быстрое формирование стабильной дуги;
- ровный, надежный шов;
- высокую прочность соединения;
- безопасность, отсутствие выделения вредных веществ;
- легкое удаление шлака;
- небольшой диапазон разбрызгивания металла;
- высокую производительность;
- простоту работы.
Среди недостатков — высокая цена, интенсивный расход сварочного материала.
Электроды МР — технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла — около 1,7 кг МР-3.
- Предел коэффициента наплавки шва — 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор▶
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
- залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
- требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
- не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
- сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.
ЧИТАТЬ ТАКЖЕ
6 лучших сварочных генераторов
Цвета: синие, красные (коричневые), зеленые
Цвет электродов зависит от типа обмазки. Стержни МР-3 чаще всего имеют рутиловое покрытие, которое иногда обладает красным цветом. Важно также знать, что оттенок зависит от производителя. таким образом сварщики имеют возможность купить электроды с зеленым, синим, серым цветом покрытия.
Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
- Не самый низкий расход материала — 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Область применения
Материал полученного при сварке шва обладает пониженным значением сопротивления на разрыв, поэтому применять этот тип электродов для ответственных конструкций не рекомендуется. Однако, их зона применения достаточно широка. Характеристики электродов позволяют наиболее полно раскрывать их достоинства при сварке изделий, изготовленных из низколегированных сталей.
Ими с успехом можно сваривать углеродистые стали. Однако, имеются ограничения, заключающиеся в том, что эти электроды нельзя применять для соединения изделий из нержавеющей стали, чугуна и цветных металлов.
Профессиональные сварщики часто выбирают этот вид электродов из-за их высокой производительности. При бытовом применении ценятся другие положительные качества. Такие расходные элементы используются при установке заборов на дачных участках, строительстве гаражей, обустройстве теплиц.
Технологические особенности
Производители электродов МР-3 указывают на важность соблюдения условий их хранения. Помещение должно быть сухим и отапливаемым, температура окружающей среды не ниже +15 градусов. Стержни следует защищать от влаги, загрязнений, механических воздействий.
При попадании жидкости на электроды перед использованием их необходимо прокалить при температуре +180 градусов в течение одного часа.
Сварка может выполняться длинной дугой, возможна сварка и короткими прихватками, так называемым способом “с отрывом”.
Производители и торговые марки
Покупатели имеют возможность приобрести электроды МР-3 различных торговых марок, российских и зарубежных производителей. При покупке следует выбирать стержни от проверенных и надежных предприятий. Крупные компании, которые дорожат своей репутацией, выпускают качественные прутки, имеющие соответствующие сертификаты, паспорта и другие документы.
Наибольшее внимание следует уделить следующим class=»aligncenter» width=»644″ height=»362″[/img]
- ЛЭЗ (Лосиноостровский электродный завод);
- Ресанта;
- ХОБЭКС;
- СЗСМ;
- Linkoln Electric (Линкольн);
- Спецэлектрод (Москва);
- ESAB (Эсаб);
- Тантал;
- Арсенал (Арс);
- Престиж;
- Люкс;
- Премиум.
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент — 9,5 г/Ач;
- расход на 1 кг металла — 1,7 кг;
- производительность — 1,4 кг/ч;
- запас прочности — 540 МПа;
- текучесть — до 420 МПа;
- относительное удлинение — до 22%.
Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.
Краткое описание:
| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |