Соединение сваркой – неразъемное соединение, полученное в результате того, что в месте соединения деталей металл расплавляют и заполняют образовавшееся пространство присадочным расплавленным металлом. Полученная смесь металлов при застывании образует сварочный шов, который по механическим свойствам (на разрыв) может выдерживать большие нагрузки, чем свариваемые металлы.
Сварка может быть (рис. 1) электродуговой, газопламенной, электроконтактной и др.
Рис. 1. Виды сварки: а – дуговая; б – газовая; в – в среде защитных газов: 1 – электрическая дуга, 2 – плавящийся электрод, 3 – электрододержатель, 4 – присадочный материал, 5 – сварочная горелка, 6 – пламя, 7 – электрод, 8 – защитный газ, 9 – сопло горелки
В этой статье:
Кроме этого, ГОСТ 16037-80 описывает виды стыковых швов труб. Они могут соединяться стык в стык по прямой линии или с уклоном. В документе прописана технология, когда требуется выполнить соединение с изгибом, ответвлением. За счет полой конструкции внутри трубы такие соединения не схожи с другими и вынесены в отдельную категорию, чтобы сварщик не путался в видах стыковых швов при сборке.
Если свариваемые детали очень узкие, например две арматуры требуется соединить торцами, то такие швы называются торцевые или стыковые. Они отдельно описаны в ГОСТ 14098-2014. Арматуру можно варить так же крест-накрест или внахлест.
Виды пространственных положений сварных швов
Все перечисленные виды сварных швов могут выполняться в следующих пространственных положениях:
- Нижнее
— изделие располагается на полу, столе. Жидкий металл никуда не стекает, шлак приходится принудительно отгонять электродом. Одно из самых легких пространственных положений для новичков. - Нижнее «в лодочку»
— подходит для угловых и тавровых стыков. Место соединения выставляется так, чтобы расплавленный металл одинаково находил на обе стенки соединения. Если изделие чуть наклонить по продольной оси шва, то жидкий шлак будет стекать самопроизвольно, не мешая сварочной ванне. - Вертикальное
— ручной дуговой сваркой ведется снизу вверх прерывистой дугой, иначе жидкий металл под действием тяжести стекает вниз. Полуавтоматом и аргонодуговой сваркой выполняется сверху вниз. Это более сложное пространственное положение для сварщика, выполнение которого требует определенного навыка. - Потолочное
— самое сложное положение, поскольку жидкий металл и шлак постоянно скапывают вниз, а варить приходится с загнутой головой вверх. Шея и рука быстро устают.
Еще бывают горизонтальные швы на вертикальной поверхности. Их сложность состоит в том, что металл больше стекает на нижнюю сторону, а вверху остаются подрезы и непровары. Для качественного выполнения требуется снижать силу тока, а иногда вести шов прерывистой дугой.
Подготовка к свариванию
Чтобы шов был качественным, требуется правильная подготовка сторон к свариванию. Если металл толще 5 мм, выполняется односторонняя разделка кромок с углом 45º. При толщине пластин 10 мм разделка требуется с двух сторон. Без такой подготовки металл не получится проплавить глубоко и соединение будет поверхностным. Исходя из этого виды фасок бывают:
- V-образными;
- Y-образными;
- X-образными;
- U-образными.
Ржавый металл приводит к нестабильному горению дуги, «плевкам» шлака. Стороны в зоне сварки (минимум по 20 мм от линии соединения) требуется зачистить от ржавчины, следов краски, масла. Если предстоит варить тонкий металл 1-1.5 мм встык, используется медная подложка, предотвращающая прожоги.
Чтобы заготовку не повело при сварке, предварительно выполняются прихватки, причем они должны быть с двух сторон. Это относится ко всем видам соединений.
Как соединяют детали
Технологию производства сварочных соединений, включая их виды, размеры основных элементов и их условные обозначения на чертежах, устанавливает ГОСТ 5264-80. Чтобы правильно прочитать чертеж, предназначенный для сварки конструкции, надо ознакомиться с данным стандартом.
В соответствии с ГОСТом, при выполнении сварочных работ, могут применяться следующие виды соединений:
- стыковые;
- угловые;
- тавровые;
- нахлесточные.
О каждом из них стоит поговорить отдельно, поскольку выбор сварочного соединения и подготовка кромок заготовок напрямую влияют на качества шва.
Стыковые
Такое сварочное соединение характеризуется примыканием боковых поверхностей свариваемых деталей, находящихся в одной плоскости.
Существуют разновидности выполнения данной сварочной операции. Работа может выполняться без подготовки соединяемых поверхностей. При сваривании сравнительно тонкого листового материала, его края могут быть предварительно отбортованы, то есть, загнуты под углом 90 °C.
У более толстых заготовок для осуществления полного провара материала по толщине применяется скашивание кромок с одной или с двух сторон. Форма скоса кромок может быть прямолинейной или криволинейной.
Для удержания сварочной ванны в зоне шва, под свариваемые листовые заготовки иногда помещается плоская подкладка, которая после выполнения работ удаляется.
Сам шов при выполнении стыкового соединения может быть односторонним или двухсторонним.
Угловые
Это соединение применяют к деталям, не находящимся в одной плоскости, кромки которых расположены под некоторым углом друг относительно друга. Такие соединения также выполняются с предварительной подготовкой поверхностей, или без нее.
Подготовка заключается в скашивании соединяемых кромок разными способами, одна из плоскостей может быть отбортована. Сварные швы, в зависимости от конструктивных требований, односторонние или двухсторонние.
Тавровые
При тавровом соединении, кромка одной из свариваемых деталей присоединяется к поверхности другой детали под углом 90 °. Таким образом, поперечный разрез соединения имеет форму буквы «Т».
Для улучшения качества соединения применяются односторонние или двухсторонние скосы кромок присоединяемого элемента. Обработке подвергаются те детали, торцы которых привариваются к плоскостям других деталей.
Для лучшей проварки металла обычно при закреплении деталей обеспечивают наличие небольшого зазора между ними. Величина зазора составляет 2 – 3 мм.
Вообще, для каждой конкретной процедуры должна быть составлена технологическая карта операции, учитывающая все требования проекта собираемой конструкции.
Внахлест
Детали, соединяемые внахлест, накладываются одна на другую, находясь при этом в параллельных плоскостях. Швы выполняются с одной или с обеих сторон.
Производить скос кромок в этом случае не имеет смысла, так как торцевые участки и плоскости соединяемых деталей образуют вогнутый угол, хорошо удерживающий сварочную ванну и позволяющий выполнить прочный шов.
Классификация сварных швов
Кроме вида соединения и положения шва в пространстве, стыки классифицируются по технике выполнения шва и дополнительным характеристикам.
Положение электрода во время сварочного процесса
Сварку можно вести покрытым электродом, удерживая его относительно плоскости изделия под разными углами:
. Сварщик наклоняет электрод на себя на 30-60º, а шов ведет от себя. Сварочная ванная движется впереди электрода, а шлак надежно покрывает расплавленный металл. Техника применима при сварке тонких листов, поскольку уменьшает тепловложение.
. Сварщик наклоняет электрод на себя под углом 30-60º и шов ведет к себе. Шлак вытесняется давлением дуги, лучше контролируется сварочная ванна. Проплавление за счет повышенного тепловложения глубже. Подходит для лицевых швов, требующих красивого вида, а также при сварке толстых деталей.
. Задействуется только при сварке в труднодоступных местах, где невозможно подлезть по-другому. Не очень удобный метод, поскольку ограничивает видимость сварочной ванны.
Движения электрода
Внешний вид шва во многом зависит от движения электрода. На соединениях без зазора обычно никаких колебательных движений не требуется — электрод ведется ровно, обеспечивая мелкую чешую и равномерную ширину. Важно только правильно подобрать скорость, чтобы кромки успевали проплавляться и не прожигался основной металл. Для заполнения широких швов сварщики используют поперечно-колебательные движения в виде:
По конфигурации
Линия стыковки определяет будущую конфигурацию сварного шва, которая возможна:
По степени выпуклости
Степень выпуклости называется катетом сварного шва. Исходя из параметров наложенного валика катет бывает:
Чем больше высота валика, тем прочнее шов и тем сложнее его сломать на излом.
По протяженности
Если требуется повышенная прочность или герметичность соединения, то выполняются сплошные сварочные швы. Это требует больше времени и увеличенного расхода присадочного металла. Когда нагрузки на конструкцию невысокие, допустимы прерывистые швы по 2-3 см длиной. Это обеспечивает целостность изделия, сокращает время на сварку и экономит электроды/проволоку полуавтомата.
По количеству проходов
Для листов металла 2-4 мм достаточно одного прохода, чтобы проварить соединение. Более толстые стороны нуждаются в разделке кромок и нескольких проходах. Такие швы называются двухпроходными, трехпроходными, многопроходными.
По виду сварки
Сварочные соединения возможны при помощи:
Электроконтактная сварка
Видами контактной сварки являются точечная, шовная и стыковая. При точечной и шовной электросварке электрический ток пропускают через электроды, сжимающие листы, положенные внахлестку, а при стыковой – через листы, положенные встык. В процессе сварки электрод перемещается по поверхности соединяемых листов. Под электродом, в месте его прохождения, ток, проходя через металл, нагревает его, и листы свариваются.
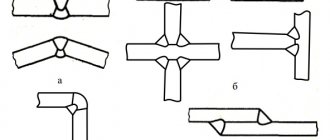
Эти виды сварки очень экономичны и производительны, их применяют для соединения листовых изделий (рис. 2).
Рис. 2. Схемы электроконтактной сварки: а – точечной, б – шовной
Дефекты швов
Основными видами дефектов сварных соединений являются:
- Непровары
— образуются при слабой силе тока, быстром ведении дуги, наложении шва мимо линии стыковки, когда сварщик плохо видит стык в маске. - Наплывы
— бугры, неравномерные волны, «сопли» из застывшего металла. Появляются при вертикальных и потолочных швах при неправильной технике выполнения. В нижнем положении возможны из-за неравномерной скорости ведения шва. - Подрезы
— выхваченные участи из основного металла на боковой границе шва. Возникают при неправильных движениях электрода и повышенной силе тока. - Поры
— возможны при сварке загрязненного металла, когда инородные частицы горят и их газовая фракция вырывается наружу. Поры появляются при недостаточной защите сварочной ванны (требуется увеличить подачу газа). - Кратеры
— отверстие в конце шва, нарушающее герметичность соединения. Образуется при резком прерывании дуги аргоновой сваркой. В случае РДС кратеры появляются из-за вмешательства шлака. - Трещины
— возникают при резком охлаждении соединения (сразу заливают водой шов, чтобы остудить и продолжить сборку конструкции). При сварке чугуна трещины образуются из-за неравномерного прогрева изделия.
Требования к сварным швам
Качество сварных швов оценивается методами неразрушающего и разрушающего контроля. К первым относится ультразвук и просветка швов рентгеном. Такие проверки выполняются на особо ответственных стыках, подвергающихся высоким нагрузкам.
При разрушающем контроле образцы швы проверяют на растяжение, излом, исходя из чего оценивают:
Необходимый уровень каждой характеристики прописывается в чертежах по сварке.
Расчеты
При проектировании различных конструкций, все технические параметры, включая применение определенного вида сварки, а также выбор способа соединения деталей, осуществляется на основании предварительного расчета. В первую очередь, производится расчет конструкции на прочность.
Исходными данными для этого служит моделирование нагрузок, которым будет подвергаться конструкция в процессе эксплуатации. Исходя из этого, выбирается материал и способ соединения отдельных элементов. Методы расчета каждого вида сварного соединения стандартизованы и унифицированы.
При проведении расчетов на прочность сварных швов определяют характер, направления и величины нагрузок на участки соединения. Полученные величины сравнивают с максимально допустимыми значениями для применяемых материалов.
На основании их сравнения делают заключение о запасе прочности конструкции. Такой расчет производится многократно, отдельно для каждого варианта соединения, вида применяемой сварки и конструкционного материала. Только в случае правильного расчета можно получить надежное соединение.