• Осуществляется обработка торцов сотового поликарбоната паропроницаемой лентой.
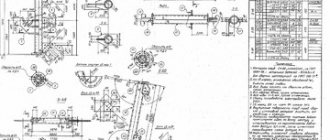
Чертежи металлических конструкций объединяют в комплект чертежей марки КМ – конструкции металлические. В состав чертежей этой марки входят:Общие данные – заглавный лист;Чертежи видов, планов, разрезов;Схемы расположения элементов конструкций;В общие данные о металлических конструкциях включают различные ведомости и спецификации, необходимые для комплектации документов и изделий, а также монтажа металлических конструкций.Схемы расположения элементов конструкций выполняют в масштабе 1:100, 1:200, 1:400. На схемах показывают расположение отдельных элементов конструкций, указывают их марки. Если размеры продольных элементов конструкций значительно превышают размеры поперченных элементов, то последние вычерчивают в более крупном масштабе.Рабочие чертежи марки КМ должны содержать полные данные для разработки деталировочных чертежей КМД, составления сметы и заказа металла.Чертежи КМД разрабатываются, как правило, в конструкторских отделах заводов металлоконструкций и содержат все необходимые данные для изготовления и монтажа конструкций.Чертежи металлических конструкций выполняют в соответствии с требованиями ГОСТ 2.410-68 стандартов ЕСКД «Общие правила выполнения чертежей», а также Государственного стандарта РБ «Конструкции металлические. Правила выполнения чертежей марки КМ». И ГОСТ 21.101-93 «Основные требования к рабочим чертежам».Одной из особенностей выполнения чертежей металлических строительных изделий (элементов конструкций) является система расположения видов:вид сверху в проекционной связи над главным видом;вид снизу – под главным видом;вид справа – справа от главного вида;вид слева – слева от главного вида.В этом случае каждый вид (кроме главного) должен быть отмечен на чертеже прописной буквой. Направление взгляда указывают стрелкой, обозначенной соответствующей буквой (рис.5.1).Рис. 5.1. Расположение видов на строительных чертежахНа чертежах металлических конструкций, на видах и разрезах изображают все видимые части конструкций и их соединения, расположенные на ближайшей по направлению взгляда грани. Из невидимых частей показывают только те, которые располагаются вплотную к видимым (рис.5.1).При необходимости на чертеже металлической конструкции вычерчивают сплошными основными линиями ее геометрическую схему (рис.5.2).
Рис. 5.2. Геометрическая схема фермыДля симметричных конструкций вычерчивают схему половины конструкции. Размеры расстояний между точками пересечения осевых линий стержней наносят над линиями схемы без выносных и размерных линий (рис.5.3).
Рис. 5.3. Геометрическая схема половины конструкцииНа геометрическую схему кроме размеров, при необходимости, наносят расчетные усилия с соответствующими знаками.Если одновременное нанесение размеров и усилий в схемах симметричных конструкций затрудняет чтение схемы, то ее вычерчивают полностью, при этом размеры наносят на одной половине схемы, а усилия – на другой (рис.5.4).
Рис. 5.4. Геометрическая схема конструкцииВыбор очертания ферм – первый этап их проектирования. Очертание ферм зависит от назначения вооружений, типа кровли, от вида соединения ферм с колоннами (шарнирное или жесткое) и других особенностей проектной ситуации.Очертания некоторых типов ферм показаны на рис. 5.5.
Рис. 5.5. Очертания ферм: а) трапецеидальное;б) полигональное; в) треугольное; г) с параллельными поясамиОтдельные элементы металлических конструкций соединяют между собой сваркой, заклепками или болтами.Условные изображения и обозначения швов сварных соединений выполняют по ГОСТ 2.312-72. ЕСКД. Этот ГОСТ применяют при выполнении машиностроительных чертежей, чертежей марки КЖ.На чертежах строительных металлоконструкций применяют условные изображения швов сварных соединений по ГОСТ 21.504-2005 «Система проектной документации для строительства. Конструкции металлические. Правила выполнения чертежей марки КМ», который введен в связи с отменой СН 460-74 на территории РБ (табл.5.1). В соответствии с этим ГОСТом обозначения швов помещают непосредственно над или под изображением соответствующего сварного шва независимо от того, является ли шов видимым или невидимым (рис.5.6).
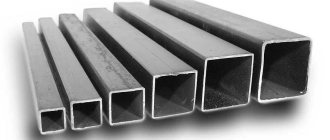
Например, данная над изображением надпись 6-80 обозначает: шов имеет длину 80 мм с катетом 6 мм.Металлические конструкции применяют во всех видах зданий и инженерных сооружений.Рис. 5.6. Обозначение и простановкаразмеров сварных швовНеобходимым материалом всех конструкций являются: прокатная сталь (угловая, двутавровая, швеллерная), листовая сталь, стальные трубы. На рис. 5.7 изображены наиболее распространенные профили прокатной стали.
Рис. 5.7. Профили прокатной стали: а) уголок равнополочный;б) уголок неравнополочный; в) тавровый профиль; г) двутавр;д) швеллер; е) зетовый профильЭлементы, определяемые величинами b
и
h
, называют соответственно полкой и стенкой профиля. На рис. 5.8 даны названия элементов уголкового профиля,
Z 0
— расстояние от обушка до центра тяжести уголка.
Рис. 5.8 Элементы уголкового профиляМеталлическая ферма изготавливается из стальных профилей, наиболее часто используется для этого уголок. Если предстоит обустроить более тяжелую конструкцию, то профиль должен иметь тавровое или двутавровое сечение. Для гидротехнических сооружений используется круглое сечение, а также профильная труба. Стропильная металлическая ферма достаточно широко применяется в конструкциях для перекрытия зданий, наиболее часто ширина пролета превышает 24 метра.
На каркас воздействуют сразу несколько сил, нужно точно определить точки равновесия, чтобы конструкция смогла выдерживать даже высокие нагрузки.
Технологический процесс
1. Подготовка металла к сварке: низколегированные стали разрезают на заготовки газовой, плазменной или воздушно-дуговой резкой с последующей зачисткой участков нагрева резцовыми или абразивными инструментами до удаления следов огневой резки. Перед сборкой стыка свариваемые кромки на ширину до 20 мм зачищают до металлического блеска и обезжиривают. Стыки собирают в сборочных приспособлениях или с помощью прихваток. Их ставят с применением присадочных проволок той же марки, какой будет выполнена сварка.
Высота прихватки равна 0,6 — 0,7 толщины свариваемых деталей, но не менее 3 мм, при толщине стенки до 10 мм или 5-8 мм при толщине стенки более 10 мм. Прихватки необходимо выполнять с полным проваром. Их поверхность должны быть тщательно зачищена. Прихватки, имеющие недопустимые дефекты следует удалить механическим способом. Сварочную проволоку в течение 1,2 — 2 ч прокаливают при температуре 150 — 250?С. Ржавчина на проволоке резко ухудшает стабильность процесса сварки. Удалять ржавчину рекомендуется травлением проволоки в 5 % — ном растворе соляной кислоты с последующим прокаливанием 1,5 — 2 ч при температуре 150 — 250?С.
2. Технологический процесс сварки металлической фермы начинается с изготовления ее элементов — уголков, швеллеров, косынок и т. п. по заданным чертежам. Изготовленные элементы фермы собирают на стеллаже или в стапелях и скрепляют короткими сварными швами. Последовательность наложения сварных швов при сварке фермы, собранной на прихватках, должна выполняться в соответствии с технологией, предусматривающей получение минимальных короблений, допустимых без последующей рихтовки фермы — порядок сварки узлов всегда следует вести от середины фермы к ее концам.
1. На стеллажах, пользуясь фиксаторами, ограничителями и закрепляющими устройствами, выкладывают согласно чертежу первые ветви верхнего и нижнего пояса фермы.
2. В узловых точках поясов устанавливают косынки, прижимают их струбцинами или скобками к ветвям поясов и прихватывают.
3. Проверяют правильность положения поясов и узловых точек, измеряя линейкой или струной по направлению стоек, раскосов и связей их теоретическую длину между взаимно противоположными точками и одновременно наносят на косынках риски по направлению элементов решетки.
4. Выкладывают первые ветви стоек и раскосов, выдерживая величину минуса в каждом узле и, ориентируясь по совпадению рисок на косынках и на концах стержней решетки, прижимают стержни к косынкам и ставят прихватки.
5. Кантуют собранную ветвь фермы на 180°, выкладывают согласно чертежу прокладки на поясах и элементах решетки, прижимают их и прихватывают.
6. Выкладывают вторые ветви поясов, стоек, раскосов и связей, ориентируясь по первой ветви каждого элемента, прижимают их и прихватывают к косынкам и прокладкам.
7. Производят сварку собранной фермы. Сварку узлов начинают от середины фермы и ведут симметрично к ее концам. В каждом узле сначала приваривают косынки к поясам, а затем стойки и раскосы к косынкам.
8. Кантуют второй раз ферму на 180° и производят в таком же порядке сварку узлов со стороны первых ветвей поясов, стоек и раскосов.
9. После сварки всех швов ферма подвергается заключительным операциям, по окончании которых поступает в склад готовой продукции.
Почему лучше из профиля
Сварка ферм из профильной трубы имеет ряд преимуществ перед другими материалами:
- такие конструкции огнестойкие и не требуют специальной обработки противопожарными пропитками;
- каркас способен выдерживать нагрузки собственного веса, а также от ветра или давления снега;
- труба хорошо гнется в приспособлениях, что позволяет создавать разнообразные формы и дизайнерские решения;
- для предотвращения коррозии достаточно покрасить материал;
- профиль легко купить в любом регионе страны;
- если при монтаже был сделан ошибочный рез, то балку можно восстановить путем сваривания (что не получится на деревянных балках);
- профиль относительно легок ввиду полой структуры;
- каркас не деформируется со временем и способен служить очень долго.
Особенности технологии изготовления решетчатых конструкций — ферм
Общим для решетчатых конструкций является наличие в узлах соединений нескольких отдельных стержней того или иного сечения.
Фермы, как и балки, работают на поперечный изгиб. Конструктивные формы балок проще, однако, при достаточно больших пролетах применение ферм оказывается более экономичным. Характерные схемы решеток ферм показаны на рис. 39. Треугольная (а) и раскосная (б) схемы являются основными. Фермы, воспринимающие нагрузки по верхнему или нижнему поясу, с целью уменьшения длины панели изготовляют по схемам, изображенным на рис. 39, в, г. Иногда применяют без раскосные фермы с жесткими узлами (рис. 39, д). По очертанию поясов фермы могут быть с параллельными поясами или с поясами, образованными ломаной линией (рис. 39, е). По назначению фермы разделяют на стропильные и мостовые.
Стропильные фермы работают при статической нагрузке. В качестве стержней используют прокатные и реже гнутые замкнутые сварные профили и трубы. В общем объеме производства фермы из парных прокатных уголков составляют около 90%. Стержни в узлах соединяют либо непосредственно, либо с помощью вспомогательных элементов дуговой сваркой. Перспективно применение точечной контактной сварки. Из-за статического характера нагружения стропильных ферм чувствительность к концентрации напряжений в точечных соединениях мала; в то же время контактная сварка обеспечивает значительное повышение производительности сборочносварочных работ.
Мостовые фермы работают при переменных нагрузках и нередко при низких климатических температурах, что определяет высокую чувствительность их сварных соединений к концентрации напряжений. Поэтому в процессе проектирования и изготовления сварных мостовых пролетных строений особое внимание уделяют предотвращению и устранению концентрации напряжений в сварных соединениях и узлах.
Решетчатые пролетные строения с ездой понизу применяют для железнодорожных мостов. Для автодорожных мостов более характерно использование стальных и сталежелезобетонных сплошностенчатых пролетных строений с ездой поверху.
Пространственные решетчатые конструкции башенного типа (например, радиомачты, радиобашни, буровые вышки) вследствие большой высоты подвергаются значительным ветровым нагрузкам, поэтому их изготовляют преимущественно из трубчатых элементов. Поскольку размеры этих конструкций превышают габарит железнодорожного подвижного состава, их монтируют из сваренных на заводе секций. Основные стойки башни располагаются по углам граней секций и являются поясами плоских ферм. Стойки составляются из отдельных труб стандартной длины и через приваренные к их торцам фланцы соединяются между собой болтами.
В особенно трудных условиях работают буровые вышки для добычи нефти и газа в открытом море на глубинах порядка 150.200 м. Помимо ветровой они испытывают значительные нагрузки от ударов волн. Поэтому в этих конструкциях используют трубы больших диаметров. Так, опоры буровых вышек для добычи нефти в Северном море на глубинах более 150 м сооружают из труб диаметром до 4270 мм при толщине стенок до 64 мм.
Преимущества профильных труб
Выбор прямоугольного профиля для строительства навеса рекомендуется специалистами, так как он обладает следующими достоинствами:
- не нуждается в обработке огнестойкими составами,
- профиль легко без деформации гнется с помощью простых устройств, что позволяет создавать сложные формы,
- защита от коррозии осуществляется простым окрашиванием,
- доступность приобретения во всех регионах,
- ошибка при раскрое исправляется привариванием отрезка на прежнее место,
- малый вес по сравнению с другим металлопрокатом равной прочности,
- длительный срок службы.
Выполнение монтажа
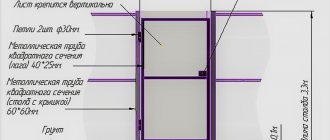
Чтобы выполнить монтаж, на стену дома потребуется через каждые 1500 мм от крайней фермы закрепить на 3-4 самореза обрезки уголка с полками 30 мм.
Таких мест крепления будет 5 штук, по количеству ферм. Напротив, на расстоянии от стены 3060 мм, копают или бурят отверстия для стоек из профильной трубы с шириной полки 80 или 100 мм.
Отрезают пять заготовок длиной 2900 мм. На верхний конец профильной трубы необходимо приваривать пятак из листового металла. Это не позволит попадать внутрь воде и снегу и обеспечит надежную обварку стойки и фермы. Их устанавливают в отверстия и заглубляют на 800 мм.
От уровня основного чистого пола высота стоек навеса должна быть для легкового авто 2100 мм. Стоевые надо установить строго в вертикальном положении и раскрепить их с помощью укосин. Затем залить отверстия в земле бетоном. Теперь можно сделать перерыв на сутки для полного застывания бетона.
Что представляют собой фермы Полонсо
Такие конструкции состоят из двух треугольных частей, соединенных стяжкой. Основным преимуществом таких ферм является отсутствие необходимости в использовании длинных раскосов. Благодаря этому, конструкция получается не только прочной, но и легкой.
Монтируются такие фермы, как уже упоминалось, на длинные пролеты. Чаще всего их используют при возведении больших производственных зданий.
Факторы, влияющие на расчет
Перед началом работ потребуется определиться с размерами и высотой конструкции. Эта работа проводится в несколько этапов.
Сначала следует определиться с укрывным материалом. Наиболее востребованы навесы из поликарбоната из-за легкости ипрочности. От выбора материала зависит количество ферм и шаг установки стоек. Для небольшого козырька изготовление ферм не требуется.
До сварки и других работ надо выполнить эскиз навеса из профильных труб, на котором определяются размеры и тип ферм, размеры деталей. Лучше сделать отдельную специализацию, с размерами профилей и длиной деталей.
При порезке такая схема поможет не ошибиться и сэкономит материал. Чертежи или эскиз навеса можно выполнить на ноутбуке с помощью специальной программы или начертить от руки.
Точные размеры можно получить только на месте установки и изготовления навеса. При этом необходимо учесть способ установки и закрепления всех стоевых деталей.
Если навес одной стороной прилегает к стене, можно изготовить закладные детали и закрепить их в местах монтажа ферм.
Сборка каркаса
Подготовленные таким образом фермы на следующем этапе поднимают на стойки или коробку здания. Предварительно монтируют из уголка или трубы верхнюю обвязку сооружения и опорные балки. Приваривают фермы, а далее соединяют их друг с другом коньковым элементом и промежуточными перемычками. Последние монтируют обычно на расстоянии не менее 1.5 м друг от друга.
На заключительном этапе все конструкции фермы из металлического уголка или трубы шлифуют, покрывают грунтовкой и окрашивают. После этого приступают собственно к обшивке крыши.
Выбор формы
Чтобы выполнить правильно сварку ферм из профильной трубы как можно быстрее, необходимо определиться с ее формой. Это зависит от типа будущей конструкции. Для навеса подойдет ферма-балка, у которой пояса расположены параллельно, или крыша имеет односкатный уклон. Более красиво смотрятся арочные фермы. Профиль гнется на трубогибе, а перекрытие выполняется из поликарбоната, который легко повторяет форму кровли.
Если нужно создать огромный навес для большого числа машин, то подойдет шедовая конструкция. А для беседки или бассейна более изыскано будет смотреться портальная или двухшарнирная ферма. Такие шатровые либо двухскатные варианты добавляют благородства в эту простую конструкцию, и вносят разнообразие в окружающие постройки.
Как составить проект
Перед началом самостоятельной сборки фермы из спаренных уголков, одиночных или трубы следует определиться:
- с конфигурацией крыши;
- углом наклона скатов.
Количество скатов фермы из металла может быть разным. С использованием таких конструкций допускается возводить в том числе и многощипцовые сложные крыши. Однако в частных хозяйствах чаще всего при постройке малых архитектурных форм монтируют все же одно- или двухскатные фермы. Такие конструкции просты в сборке и при этом отличаются надежностью.
Угол наклона скатов кровли с металлической фермой определяют в зависимости от ветровой и снеговой нагрузки и некоторых других факторов. Самостоятельно рассчитать этот параметр для стальных стропильных систем по всем правилам, в отличие от деревянных, без специальных знаний сложно. Поэтому в большинстве случаев владельцы загородных участков просто находят типовую формулу фермы той или иной конструкции. Далее в нее подставляются нужные показатели.
Важные моменты
Перед началом работ надо определиться с размерами конструкции, профиля и необходимым количеством материала. Сварка навеса из профильных труб ведется ручным дуговым аппаратом. Обязательно надевают защитную одежду и маску.
Не следует торопиться при сварке, надо обеспечить надежный провар металла. Электроды лучше использовать МР-3, или АНО-21. Надо правильно располагать детали при стыковке и сварке конструкции.
При эксплуатации навеса и образовании на нем ржавчины, поврежденное место зачищают наждачкой и окрашивают грунтом. При обильных снегопадах с крыши навеса убирают снег.
Источник статьи: https://svaring.com/welding/v-bytu/kak-svarit-naves-iz-profilnoj-truby