Газовая сварка алюминия является широко используемым процессом в промышленных сферах, поскольку алюминий владеет востребованными свойствами, которые не заменимы. В основном данный процесс считается соответственно легким, но металл обладает плохими свойствами свариваемости, из-за чего затрудняется работа с ним. Газовое сваривание имеет несколько негативных нюансов, как и электродуговое, которое работает при сварочном трансформаторе.
Главные затруднения появляются потому, что имеется большой шанс образования брака. Коэффициент расширения способствует нестандартной усадке, поэтому стоит следить как за режимами сварки, так и за толщиной формирования шва. Несмотря на это часто возникают различные микротрещины и поры, для защиты которых используется особая среда. При сваривании алюминия при помощи газа можно достигнуть двух целей сразу, таких, как температурное воздействие для расплавления, и наличие защищающей среды от вредных внешних факторов.
Несмотря на все это, приходится бороться со свойством высокой текучести алюминия в расплавленном состоянии. Газовое сваривание помогает справляться с подобными ситуациями, но все же она имеет свои способности, которые не стоит забывать. Сваривание аргоном является весьма эффективным способом, но он не имеет соотношения с газовым свариванием, поскольку тут главным источником является электрическая дуга. Основной проблемой приходится удаление оксидной пленки, которая расплавляется при температуре 2000 градусов, в то время как плавление алюминия начинается при 700.
Способы газоэлектрической сварки алюминия
Газоэлектрическую сварку алюминия и его сплавов выполняют неплавящимся (вольфрамовым) или плавящимся электродом.
При сварке неплавящимся электродом источником тепла является дуга, возбуждаемая между электродом и изделием.
Конец электрода, дуга и ванна расплавленного металла защищены инертным газом. Основным рабочим инструментом является специальная сварочная горелка, которая служит для крепления электрода и подвода сварочного тока к нему. Поток защитного газа формируется и направляется в сторону сварочной ванны наконечником горелки.
Сварку алюминия и его сплавов неплавящимся электродом в среде защитных газов производят переменным током. Для повышения устойчивости горения дуги используют специальные вспомогательные аппараты (осцилляторы и импульсные возбудители). Осцилляторы применяют также для облегчения возбуждения дуги. Сварку неплавящимся электродом можно выполнять без присадки, когда шов формируется путем расплавления свариваемых кромок, и с присадкой, когда в формировании шва участвует присадочный металл, подаваемый со стороны в зону дуги.
Дуговую сварку в среде защитных газов неплавящимся электродом можно выполнять вручную, полуавтоматом или автоматом. При ручной сварке перемещение горелки и подачу присадочной проволоки в зону дуги выполняет сварщик. При полуавтоматической сварке перемещение горелки вдоль шва осуществляется вручную, а подача присадочной проволоки — специальным механизмом. При автоматической сварке перемещение горелки и подача присадочной проволоки осуществляются механически.
Сварка неплавящимся электродом алюминия и его сплавов применяется преимущественно для соединения изделий малых и средних толщин.
Дуговая сварка неплавящимся вольфрамовым электродом в среде защитных газов является наиболее универсальным способом сварки. Этим способом можно выполнять сварку в различных пространственных положениях и в труднодоступных местах.
Формирование шва наилучшее. При сварке алюминия вольфрамовым электродом можно получать металл шва плотным, мало насыщенным газами. При этом достигается высокая прочность и пластичность сварных соединений, близкие к прочности и пластичности основного металла. Сварку неплавящимся электродом в среде защитных газов рекомендуется применять для ответственных соединений, требующих высокого качества, герметичности и прочности. Сварка неплавящимся электродом может производиться одной, двумя и. тремя дугами.
При двухдуговой сварке с растянутой ванной создаются благоприятные условия для предупреждения образования пор и обеспечиваются необходимые качества сварных соединений.
Этот способ сварки отличается стабильностью режимов.
Трехфазная дуга является одним из наиболее мощных концентрированных источников тепла, ее мощность более чем в 2 раза превышает мощность однофазной дуги при том же токе и напряжении. Важным преимуществом трехфазной дуги по сравнению с однофазной является ее высокая устойчивость.
При сварке трехфазной дугой постоянно горит, по крайней мере, одна дуга, поэтому на осциллограмме не наблюдается значительных пиков зажигания и нулевых площадок тока.
Применение сварки трехфазной дугой дает увеличение производительности труда и позволяет снизить расход электроэнергии на 25—40%. При сварке трехфазной дугой обеспечивается равномерность загрузки фаз питающей сети, что дает возможность во много раз повысить мощность сварочного поста. Коэффициент мощности достигает 0,8.
Однако сварку трехфазной дугой применяют мало из-за сложности оборудования и неудобства в работе.
При сварке плавящимся электродом источником тепла является дуга, возбуждаемая между свариваемым изделием и электродной проволокой, непрерывно подаваемой в зону дуги с заданной скоростью. Электродная проволока подается механизмом подачи с постоянной или переменной скоростью.
Для направления электродной проволоки, подведения к ней тока и подачи в зону сварки защитного газа применяют специальные сварочные горелки.
Дуговую сварку в среде защитных газов плавящимся электродом можно выполнять с помощью полуавтоматов и автоматов. Полуавтоматическая и автоматическая сварка плавящимся электродом в защитных газах осуществляется на постоянном токе обратной полярности. Источники питания сварочной дуги должны иметь жесткую, полого возрастающую или полого падающую внешнюю характеристику. Сварку плавящимся электродом алюминия и его сплавов применяют для соединения изделий средних и больших толщин.
Основными преимуществами механизированной сварки плавящимся электродом являются высокая производительность и простота ведения процесса. При сварке плавящимся электродом в среде защитных газов благодаря высокой степени концентрации источника тепла обеспечиваются наименьшие сварочные деформации, а также более глубокое проплавление основного металла по сравнению со сваркой неплавящимся электродом. Плавящийся электрод позволяет получить хорошее проплавление корня шва при сварке тавровых и нахлесточных соединений.
К недостаткам этого способа относятся большая вероятность получения непровара по глубине в начале сварки, когда невозможно применить выводные пластины; трудность предотвращения образования пор в сварных швах. Последний недостаток устраняется при использовании способа импульсно-дуговой сварки плавящимся электродом в среде защитных газов. Этот способ разработан в ИЭС им. Е. О. Патона.
При импульсно-дуговой сварке обеспечивается струйный перенос металла в широком диапазоне режимов сварки.
Управление переносом электродного металла позволяет выполнять сварку плавящимся электродом во всех пространственных положениях без разбрызгивания с хорошим формированием сварного шва. При этом универсальность полуавтоматической сварки плавящимся электродом приближается к универсальности ручной дуговой сварки неплавящимся электродом. Импульсно-дуговой сваркой можно успешно сваривать детали небольшой толщины. При сварке импульсной дугой по сравнению со сваркой стационарной дугой значительно уменьшается пористость металла шва, несколько возрастает прочность сварных соединений. Схема включения импульсного генератора в сварочную цепь приведена на рис. 1.
Рис. 1. Схема включения в сварочную цепь импульсного генератора: СГ — сварочный генератор; ГИ — генератор импульсов; В — полупроводниковый вентиль.
В последнее время разрабатывается и уже находит применение в промышленности способ плазменной сварки сжатой дугой алюминия на переменном токе. По сравнению с обычной дуговой сваркой неплавящимся электродом сварка сжатой дугой производится на повышенных скоростях, при этом снижается расход защитного газа, электроэнергии и присадочной проволоки. При этом способе сварки обеспечивается высокая стабильность горения и устойчивость дуги, снижается величина тепловложения, сужается зона термического влияния и уменьшаются деформации.
В ИЭС им. Е. О Патона разработан способ микроплазменной сварки, позволяющий сваривать алюминиевые листы толщиной 0,05—0,8 мм. Обычная аргоно-дуговая сварка неплавящимся электродом для соединения такого материала непригодна из-за прожогов и провисания металла шва. При микроплазменной сварке в качестве плазмообразующего газа используется аргон, в качестве защитного — гелий.
Микроплазменную сварку можно выполнять вручную и автоматически, с присадочной проволокой и без нее. При сварке тонколистового алюминия наилучшие результаты получены в стыковых соединениях с отбортовкой кромок и бортовых.
Развеем мифы
Попытаемся разъяснить интересующую многих тему. А чтобы не возникло недопонимания, постараемся, для начала, избавиться от домыслов и мифов, которые преследуют популярную технологию.
- Чистый алюминий практически никогда не употребляется в производстве, поскольку не обладает всеми необходимыми механическими свойствами. В большинстве случаев изготовителям приходится иметь дело со сплавами алюминия или, как минимум, металлом, насыщенным различными добавками.
- Чистый алюминий токсичен, но не способен нанести человеку вред при контакте, поскольку практически мгновенно покрывается оксидной пленкой. Таким образом, мы вступаем в контакт уже с оксидом алюминия и утверждение о том, что перед сваркой металла с его поверхности следует удалить окислы, теряет всякий смысл. На самом деле, поверхность свариваемых деталей должна быть очищена от загрязнений.
- В атмосферных условиях сварка алюминия полуавтоматом без газа невозможна. Место, где накладывается шов, должно быть защищено от воздействия внешней среды. Даже в том случае, когда газ не подается вместе со сварочной проволокой, он возникает при сгорании используемого флюса, создавая, таким образом, необходимую защиту. Существуют электроды с покрытием, выделяющим при сгорании защитный газ, но в полуавтоматах они не используются.
- Миг-сварка – это не название технологии, а термин, появившийся в нашей стране благодаря появлению на рынке полуавтоматов марки MIG. На самом деле, сварка алюминия может производиться на оборудовании любой фирмы, благо, что в различных производителях сейчас уже нет недостатка. Главное, чтобы используемый аппарат был качественным и исправным. Можно ли изготовить сварочный полуавтомат самому? В принципе да, но будет ли он дешевле заводского, и соответствовать всем необходимым требованиям?
Режимы и технология сварки алюминия
Одним из основных условий получения высококачественного сварного соединения алюминия и его сплавов является правильный выбор способа и параметров сварки.
Сварку неплавящимся электродом целесообразно применять при работе с изделиями толщиной до 6—8 мм, если они выполнены из термически упрочняемого алюминиевого сплава, и толщиной до 12—14 мм, если применяется неупрочняемый термической обработкой сплав алюминия. Ручной сваркой неплавящимся электродом обычно выполняют небольшие объемы сварочных работ, в некоторых случаях при ремонте и исправлении дефектов сварных соединений, при сварке в потолочном, вертикальном и других сложных положениях (кроме сварки труб), при невозможности или нецелесообразности автоматизации процесса.
При применении автоматической сварки неплавящимся электродом следует ориентироваться на сварку за один проход или за два прохода при двусторонней сварке, так как формирование шва происходит в основном (на 65—75%) за счет расплавления основного металла.
При сварке плавящимся электродом в случае, когда необходимо получить сварной шов или наплавку большой ширины, применяют сварку с поперечными колебаниями электрода или расщепленным электродом.
Для этих целей можно, использовать электродную проволоку диаметром не более 2,5—3 мм, при увеличении диаметра электродной проволоки объем расплавленного металла в сварочной ванне увеличивается настолько, что нормальное формирование шва нарушается.
Сварку с поперечными колебаниями дуги и сварку расщепленным электродом целесообразно применять для изделий толщиной до 15—20 мм, при работе с изделиями большей толщины эффективнее сварка на режимах большой мощности (500 а и более) плавящимся электродом большого диаметра.
При сварке трехфазной дугой двумя неплавящимися электродами значительно повышается производительность и можно успешно сваривать изделия толщиной до 20—25 мм. Однако по экономическим показателям сварка изделий из алюминиевых сплавов такой толщины плавящимся электродом выгоднее.
Применять автоматическую и полуавтоматическую сварку плавящимся электродом наиболее целесообразно при толщине, свариваемого изделия более 6—8 мм, причём преимущества сварки плавящимся электродом в наибольшей степени проявляются при сварке изделий толщиной от 15—20 до 150 мм и более электродом большого (3—5 мм) диаметра. Для сварки плавящимся электродом следует использовать проволоку достаточной жесткости, с тем чтобы избежать потерю устойчивости, затирание, проскальзывание в механизмах подачи сварочных автоматов, и тем самым обеспечить устойчивое горение дуги. Предпочтение следует отдавать электродной проволоке нагартованной или большего диаметра.
При сварке электродной проволокой диаметром до 2,5—3 мм для питания дуги целесообразно использовать импульсный источник тока, что способствует стабильности горения сварочной дуги и получению необходимого качества.
Используемое оборудование
Кислородная сварка предполагает создание шва за счет создания пламени при горении смеси двух газов ацетилена и кислорода. Поэтому необходимо обеспечить: правильное процентное соотношение этих газов, температуру горения, величину пламени.
Для решения этих технических задач применяется следующее оборудование:
- баллон для хранения кислорода (обычно используют стандартный стальной баллон ёмкостью 40 литров);
- специальная ёмкость для хранения карбида и выработки ацетилена (такие агрегаты называются газогенераторы);
- могут применяться баллоны заправленные ацетиленом в промышленных условиях;
- редукторы контроля давления поступающих газов;
- трубки подачи газов к горелке (должны быть рассчитаны на давление до 16 атмосфер);
- газовая горелка (номер горелки определяет её величину отверстия: самый маленький имеет нулевое обозначение, самый большой пятый).
Устройство оборудования
Сварка ацетиленом и кислородом проводится в различных условиях. С этой целью было проведено разделение всего оборудования на ацетиленовую часть и кислородную часть. Например, редуктор подачи ацетилена выполнен в чёрном цвете, кислорода в синем цвете. Резьбовые соединения ацетиленовой части исполнялись с левосторонним направлением, кислородной с правосторонним направлением. Это снижает возможность ошибки при монтаже, повышает надёжность и безопасность собранного аппарата.
Начало и окончание шва
При газоэлектрической сварке нередко приходится уделять особое внимание началу шва и его окончанию. В начале сварного шва всегда имеется участок выхода на стационарный режим сварки, где некоторые параметры свайки и сварного шва еще не достигли своего оптимального или расчетного значения, а значит, и качество сварного соединения не отвечает заданному. При окончании шва также есть участок, где незаверенный или плохо заваренный кратер представляет собой дефект, устранить который повторным переплавлением невозможно.
Следовательно, во всех случаях по возможности нужно предусматривать вывод начала и окончания шва за пределы сварного соединения на специальные технологические планки. Планки для начала и окончания шва приваривают к собранным под сварку деталям полуавтоматической или ручной сваркой. Они должны иметь ту же разделку, что и свариваемые детали. Зазор между планкой и деталью не должен превышать 0,3—0,5 мм. Если начало и окончание шва вывести за пределы сварного соединения невозможно (кольцевые и круговые швы; непредвиденные остановки), то необходимо заранее предусмотреть способы устранения дефектов в начале и в конце шва. При сварке неплавящимся электродом наиболее характерным дефектом начала шва являются вольфрамовые включения, образующиеся в момент возбуждения дуги. Поэтому целесообразно возбуждать дугу на металлической или графитовой пластине, а затем дугу переводить на стык, а пластину убирать.
Окончание сварки необходимо осуществлять так, чтобы избежать появления кратера. При ручной сварке это достигается постепенным увеличением скорости сварки при одновременном удлинении дуги до обрыва. Для заварки кратера при автоматической сварке неплавящимся электродом требуется, как правило, специальное устройство в схеме управления сварочным током. Известны, например, резисторные, тиратронные, тиристорные и другие схемы плавного уменьшения сварочного тока.
При сварке плавящимся электродом начало и окончание шва, не выведенные на технологические планки, должны быть удалены и повторно переплавлены.
Защитные газы при сварке алюминия
Для газоэлектрической сварки алюминиевых сплавов применяют инертные газы аргон и гелий, требования к чистоте которых весьма высокие. Примеси, оказавшиеся в газе, снижают качество шва, нарушают его формирование, затрудняют сварку. Из поставляемых промышленностью различных составов аргона и гелия для сварки алюминиевых сплавов можно использовать лишь аргон марки А по ГОСТу 10157—62 и гелий ВЧ марки А и Б по МРТУ 51-04-23-64.
В последнее время в исследовательских работах и на практике большое внимание уделяется применению в качестве защитного газа аргоно-гелиевых смесей и смесей аргона с кислородом, хлором, азотом и другими газми. Наилучшие результаты дает применение аргоно-гелиевых смесей, так как присутствие гелия позволяет увеличить скорость сварки, повысить тепловую мощность дуги и увеличить глубину проплавления, получить благоприятную форму шва при изменении величины тока в широких пределах, повысить стабильность горения дуги и плотность наплавленного металла. Кроме того, при сварке неплавящимся электродом в смеси аргона с гелием отмечено уменьшение количества включений вольфрама в металле шва, а при сварке плавящимся электродом — образование веерообразной плазмы, которая покрывает значительную площадь металла, увеличивая размер сварочной ванны.
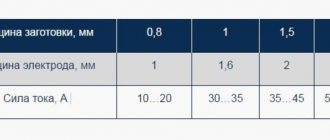
На основании опыта можно сделать вывод, что для ручной сварки алюминиевых сплавов неплавящимся электродом следует применять аргон, для автоматической сварки неплавящимся электродом — смесь 50—60%He + 50—40% Ar, а в случае сварки плавящимся электродом (автоматической и полуавтоматической) — смесь 65—70% He + 35—30% Ar. Режимы сварки в аргоно-гелиевых смесях отличны от режимов, применяемых при сварке в аргоне (табл. 1, 2).
Таблица 1. Автоматическая сварка неплавящимся электродом.
Таблица 2. Автоматическая и полуавтоматическая сварка плавящимся электродом.
Подогрев перед сваркой
При сварке изделий из алюминиевых сплавов нередко прибегают к предварительному их подогреву. На практике широко применяют подогрев газовыми горелками и горячим воздухом. Однако оба эти способа имеют существенные недостатки. При использовании газовых горелок, например, возможен перегрев некоторых зон металла, а следовательно, деформация изделия.
При использовании горячего воздуха для подогрева требуется специальное оборудование и экраны для защиты сварочной дуги и сварщика от горячих масс воздуха. Все более широкое применение находит электроконтактный способ подогрева, который исключает указанные недостатки, удобен в работе и позволяет при правильном расположении нагревателей с большой точностью и равномерностью выдерживать заданную температуру. Электроконтактный нагреватель, выполненный из алюминиевой полосы с установленными элементами термо-электрического нагрева, представлен на рис. 1.
Рис. 1. Электроконтактный нагреватель.
Температура предварительного подогрева, обычно назначается произвольно, в пределах 120—200° С. Однако подогрев до такой высокой температуры создает значительные трудности для работы сварщика и во многих случаях вообще недопустим. Например, такой подогрев при сварке термически упрочняемых сплавов может привести к разупрочнению металла, при сварке же термически не упрочняемых сплавов — к значительному росту зерна в околошовной зоне и нередко к увеличений) количества пор.
Температуру предварительного подогрева можно; понизить, выбрав наиболее целесообразный метод сварки для конкретного случая. Высокотемпературный подогрев наиболее необходим при сварке неплавящимся электродом изделий большой толщины. Если же сварку неплавящимся электродом применять только для изделий толщиной до 10—12 мм, то можно существенно понизить,, температуру предварительного подогрева, а в некоторых случаях даже отказаться от подогрева. Для сварки! изделий большой толщины целесообразно применять Полуавтоматическую и автоматическую сварку плавящимся электродом.
Многочисленные эксперименты и опыт изготовления крупногабаритных изделий: показывают, что при изменении сварки плавящимся электродом большого диаметра (4—5 мм) в смеси 30% Ar + 70% He оптимальная температура предварительного подогрева снижается до 35—45 °C.
Как подготовить алюминиевую поверхность
Важнейшим этапом сваривания алюминиевых деталей является подготовка их поверхности:
- Чистка и обезжиривание. Перед непосредственной сваркой изделие подвергается различным технологическим операциям — формовке, фрезеровке, распиловке — после чего сверху образуется слой масла и технологического мусора. Если от него не избавиться, соединение будет содержать много пор и окалин, что негативно скажется на его надежности.
- Обработка кромки. Такая процедура обычно выполняется, если толщина металла превышает 4 мм. После зачистки кромка обязательно протравливается для снижения скорости образования оксидной пленки.
- Механическая зачистка зоны сваривания. Место для шва обязательно подвергается зачистке с целью удаления оксидной пленки. Для металла выше 4 мм операцию обработки кромки и зачистки поверхности объединяют, после чего обработанная зона вскрывается антиоксидным составом.
Подготовка алюминиевого изделия похожа на предварительную обработку нержавеющей стали, о работе с которой говорилось здесь. В обоих случаях важно добиться чистой, блестящей поверхности, чтобы получить цельный однородный шов.
методы очистки поверхностей перед сваркой