При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля электродами не сделать надежных соединений. При сварке алюминия полуавтоматом швы получаются качественные. Можно варить легкий металл электродуговой сваркой в среде аргона или углекислого газа с использованием специальных тугоплавких электродов и присадочной проволоки, но сварка полуавтоматом – наиболее эффективный и надежный метод обработки алюминиевых сплавов.
Если проводят сварку алюминия полуавтоматом без газа, применяют защитные флюсы или используют специальную многокомпонентную порошковую проволоку, которая при нагревании создает газовое облако, препятствующее окислению.
Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Виды проволоки
Проволока для сварки алюминия полуавтоматом является присадочным материалом. Она, в процессе сварки, плавясь, входит в состав шва. Поэтому основное требование к ее выбору — должна по химическому составу приближаться к химическому составу материала, который будет свариваться. Также ее температура плавления должна быть или такой же, как свариваемые элементы или чуть ниже.
Алюминиевая сварочная проволока для полуавтомата выпускается производителями российскими и зарубежными Ø 0,8 ÷ 3,2 мм. Сварка алюминия проволокой осуществляется марками, указанными в таблице.
| Марка по международной классификации | Отечественный аналог |
| ОК Autrod 1070 (18.01) | Св. — А85, Св.- А97, Св. — Амц |
| ОК Autrod 1450 (18.11) | Св. — 1201 |
| ОК Autrod 4043 (18.04) | Св. – АК5, Св. – АК6 |
| ОК Autrod 5183 (18.16) | Св. – АМг5 |
| ОК Autrod 5356 (18.15) | Св. – АМг3 |
Проволока для сварки алюминия полуавтоматом по еще одной распространенной классификации EN ISO 18273 может иметь маркировку ER 4043, ER 5356. Это чаще всего используемые присадочные материалы для сварки литейных сплавов типа АД31, АД33и АД35, если им не нужна операция анодирования. Поставляется в бухтах или на кассетах разного веса.
Сварка алюминия полуавтоматом без газа ведется с применением порошковой проволоки, ее еще называют самозащитной. Имеет трубчатую конструкцию внутри которой находится порошкообразный наполнитель. Он одновременно выполняет несколько функций — раскисляет, легирует, защищает от вредного воздействия воздуха, формирует шов и т. д.
Выбор диаметра и марки самозащитной проволоки зависит от толщины изделий, которые будут свариваться и состава алюминиевого сплава.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Задачи сварщика при работе
Сварщику придется решать одновременно ряд задач:
- пробить оксидный слой импульсным разрядом;
- поддерживать протяженность электродуги в пределах 12-15мм;
- учитывать высокую степень расширения алюминия при нагреве.
Чтобы при остывании и усадке заготовки не деформировались и не появлялись дефекты, начинать шов надо сильным током, разрушающем оксидный слой, а завершать – плавно снижаемым, не допуская больших температурных перепадов.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Как использовать?
Следует обеспечить следующие параметры и характеристики:
Проволока
Выбирая алюминиевую проволоку для сварки полуавтоматом, необходимо учитывать такие моменты, как:
- химический состав должен быть близок к составу материала заготовок, это обеспечит близкие температуры плавления;
- диаметр от 0,8 до 1,6 мм.
Так, для сплавов с долей кремния менее 5% используют марку ER4043 и ER5356
Рабочие режимы для сплавов с низким содержанием кремния.
Горелка
Шланг должен иметь тефлоновый тракт подачи проволоки и длину не более 3 метров.
Наконечник подбирается с запасом до +0,4 мм относительно диаметра проволоки.
При работе токами сильнее 200А потребуется система водяного охлаждения горелки.
Механизм подачи проволоки
Чтобы мягкая алюминиевая проволока не заламывалась и не застревала, следует использовать систему подачи с четырьмя роликами. Профиль роликов должен быть U образный. Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
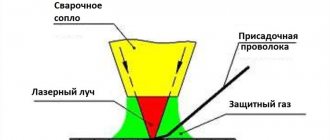
Положение газовой горелки
При сварке аргоном сварочным полуавтоматом горелка должна быть наклонена на 10-20о. Зазор между соплом и заготовкой нужно поддерживать в районе 10-15 мм, если отвести горелку дальше, вырастет расход аргона. Ведут горелку справа налево, или движением руки «от себя», от ванны. Это позволяет очищать поверхность шва и снижать загрязнение его шлаками.
Скорость ведения
Алюминий следует сваривать быстрым движением горелки, высокотемпературной электродугой. Это позволяет избежать прожогов при высоких значениях рабочего тока, необходимого для прогрева детали.
Выпуклые швы
Соединение алюминиевых заготовок подвержено риску образования трещин из-за высокого коэффициента расширения материала. Если на шве образовался кратер, он служит точной концентрации напряжений и началом для трещин. Образующиеся в ходе сварки кратеры необходимо заваривать до образования выпуклости, усиливающей шов. Для этого следует провести горелку в обратном направлении, не гася дугу.
Меры предосторожности
При выполнении работ следует соблюдать следующие меры безопасности:
- использовать средства индивидуальной защиты от брызг металла и ультрафиолетового излучения сварочной дуги: плотную несгораемую одежду и обувь, маску сварщика с адаптивным светофильтром, спилковые краги;
- защищать органы дыхания респиратором либо индивидуальным дыхательным аппаратом с подачей чистого воздуха из баллона или от магистрали;
- перед началом работы проверять исправность оборудования, отсутствие механических повреждений, нарушения изоляции и утечки газа.
Возможные сложности
К сложностям, с которыми можно столкнуться при сварке алюминия, относятся:
- недостаточный прогрев толстостенных заготовок, ведущий к неполному проплавлению кромок;
- образование оксидного слоя при некачественной или преждевременной зачистке;
- возникновение трещин из-за перегрева заготовки и последующей усадки;
- сложность определения температуры заготовки «на глаз», поскольку алюминий не меняет цвет при нагреве;
Опытные сварщики дают один общий совет: точное соблюдение режимов сварки и технологических требований поможет избежать этих проблем.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.
Пайка силумина
Декоративные детали и те, которые не испытывают нагрузок, можно спаять газовой горелкой, металл нагревают до 200°С. Пайка силумина с тонкими стенками производится паяльником с мощным жалом. Для защиты от окисления применяют металлические накладки. Неприкрытой оставляют только рабочую зону.
- ЕR4043 – присадка для литейного алюминия, легированного кремнием и магнием марки АД31, АД33, АД35,
- Harris52 – припой для алюминия с флюсовыми присадками,
- HTS2000 – китайский аналог Harris52.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Особые свойства
Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Оксидный слой образуется в виде пленки и на поверхности расплава, поэтому сварочную ванну нужно защищать от контакта с воздухом.
Еще одна особенность алюминия — его высокая теплопроводность. Для полноценного проплавления приходится использовать большие сварочные токи, это повышает риск прожога. Перед свариванием толстостенных заготовок их следует подогреть.
Достоинства и недостатки аргонодуговой
Аргонодуговая сварка единственный на сегодня метод получить стык деталей из силумина, не уступающий прочностью основному металлу.
К другим ее преимуществам относят:
- скорость;
- возможность регулировки и подстройки под любой тип сплава;
- надежность и простота предотвращения образования оксида алюминия.
Серьезных минусов два:
- цена аппаратов с помощью которых получается успешная сварка силумина начинается от 40-45 тыс. руб.;
- высокие квалификационные требования к сварщику.
Кроме того, сам процесс недешев, поэтому использовать его имеет смысл для ремонта уникальных изделий.
Основные требования
Для сварки силумина используют электроды типа А1Ф, либо А1 покрытие которых содержит литий. Поскольку такие электроды гигроскопичны, до начала работы их рекомендуется просушить не менее 2-х часов при температуре 150-180oС.
Флюсы для газовой сварки деталей из силумина, не важно углекислота это или инертный газ, должны обеспечивать растворение оксида, и выдерживать температуру не менее 600 градусов.
Не зависимо от применяемого метода сварки до начала работы, место шва на ширину до 10 мм в обе стороны обезжиривают ацетоном, бензином, уайт-спиритом и т.п.
Для удаления пленки оксидов, мешающей заваривать металл, выполняют травление поверхности детали, а также присадочной проволоки (прутков). Для этого используют водный раствор едкого натра и фторида натрия. По окончанию обработки поверхность обрабатывают азотной кислотой, промывают в проточной воде. Аналогичными способами подготавливают присадочный материал.
Заменить травление можно очисткой сварной зоны стальной щеткой, либо (что лучше) пескоструйной обработкой.
Независимо от способа очистки, выполняют ее не более чем за 2-2,5 часа до начала сварки.