Gas welding of aluminum is a widely used process in industrial applications, since aluminum has sought-after properties that are irreplaceable.
In general, this process is considered to be correspondingly easy, but the metal has poor weldability properties, which makes it difficult to work with. Gas welding has several negative nuances, just like electric arc welding, which works with a welding transformer. The main difficulties arise because there is a high chance of marriage. The expansion coefficient contributes to non-standard shrinkage, so it is worth monitoring both the welding modes and the thickness of the seam. Despite this, various microcracks and pores often arise, for the protection of which a special environment is used. When welding aluminum using gas, two goals can be achieved at once, such as the temperature effect for melting, and the presence of a protective environment from harmful external factors.
Despite all this, we have to contend with the high fluidity properties of aluminum in the molten state. Gas welding helps to cope with such situations, but still it has its own abilities that should not be forgotten. Argon welding is a very effective method, but it has no relationship with gas welding, since the main source here is an electric arc. The main problem is removing the oxide film, which melts at a temperature of 2000 degrees, while the melting of aluminum begins at 700.
Methods of gas-electric welding of aluminum
Gas-electric welding of aluminum and its alloys is performed with a non-consumable (tungsten) or consumable electrode.
When welding with a non-consumable electrode, the heat source is an arc excited between the electrode and the workpiece.
The electrode tip, arc and molten metal pool are protected by inert gas. The main working tool is a special welding torch, which is used to attach the electrode and supply welding current to it. A flow of shielding gas is formed and directed towards the weld pool by the torch tip.
Welding of aluminum and its alloys with a non-consumable electrode in a shielding gas environment is carried out using alternating current. To increase the stability of arc burning, special auxiliary devices (oscillators and pulse exciters) are used. Oscillators are also used to facilitate arc initiation. Welding with a non-consumable electrode can be performed without an additive, when the seam is formed by melting the edges being welded, and with an additive, when filler metal is involved in the formation of the seam, supplied from the side to the arc zone.
Arc welding in a shielded gas environment with a non-consumable electrode can be performed manually, semi-automatically or automatically. In manual welding, the welder moves the torch and feeds the filler wire into the arc zone. In semi-automatic welding, the torch is moved along the seam manually, and the filler wire is fed by a special mechanism. In automatic welding, the movement of the torch and the supply of filler wire are carried out mechanically.
Non-consumable electrode welding of aluminum and its alloys is used primarily for joining products of small and medium thickness.
Arc welding with a non-consumable tungsten electrode in a shielding gas environment is the most universal welding method. This method can be used to weld in various spatial positions and in hard-to-reach places.
Seam formation is the best. When welding aluminum with a tungsten electrode, it is possible to obtain weld metal that is dense and slightly saturated with gases. In this case, high strength and ductility of welded joints are achieved, close to the strength and ductility of the base metal. Welding with a non-consumable electrode in a shielded gas environment is recommended for critical connections that require high quality, tightness and strength. Welding with a non-consumable electrode can be done with one, two, or more. three arcs.
When double-arc welding with a stretched pool, favorable conditions are created to prevent the formation of pores and the necessary qualities of welded joints are ensured.
This welding method is characterized by stability of modes.
A three-phase arc is one of the most powerful concentrated heat sources, its power is more than 2 times higher than the power of a single-phase arc at the same current and voltage. An important advantage of a three-phase arc compared to a single-phase arc is its high stability.
When welding with a three-phase arc, at least one arc is constantly burning, so there are no significant ignition peaks and zero current plateaus on the oscillogram.
The use of three-phase arc welding increases labor productivity and reduces energy consumption by 25-40%. When welding with a three-phase arc, uniform loading of the supply network phases is ensured, which makes it possible to increase the power of the welding station many times over. The power factor reaches 0.8.
However, three-phase arc welding is rarely used due to the complexity of the equipment and inconvenience in operation.
When welding with a consumable electrode, the heat source is an arc excited between the product being welded and the electrode wire, which is continuously fed into the arc zone at a given speed. The electrode wire is fed by a feed mechanism at a constant or variable speed.
To guide the electrode wire, supply current to it and supply shielding gas to the welding zone, special welding torches are used.
Gas-shielded arc welding with a consumable electrode can be performed using semi-automatic and automatic machines. Semi-automatic and automatic welding with a consumable electrode in shielding gases is carried out using direct current of reverse polarity. Welding arc power sources must have a rigid, gently increasing or gently decreasing external characteristic. Consumable electrode welding of aluminum and its alloys is used to connect products of medium and large thicknesses.
The main advantages of mechanized consumable electrode welding are high productivity and simplicity of the process. When welding with a consumable electrode in a shielding gas environment, due to the high degree of concentration of the heat source, the smallest welding deformations are ensured, as well as deeper penetration of the base metal compared to welding with a non-consumable electrode. The consumable electrode allows for good penetration of the weld root when welding T-joints and lap joints.
The disadvantages of this method include the high probability of obtaining a lack of penetration in depth at the beginning of welding, when it is impossible to use lead plates; difficulty in preventing the formation of pores in welds. The last drawback is eliminated by using the method of pulsed-arc welding with a consumable electrode in a shielding gas environment. This method was developed at the IES named after. E. O. Paton.
Pulsed arc welding provides jet transfer of metal in a wide range of welding modes.
Controlling the transfer of electrode metal allows welding with a consumable electrode in all spatial positions without spattering with good formation of the weld. At the same time, the versatility of semi-automatic welding with a consumable electrode approaches the versatility of manual arc welding with a non-consumable electrode. Pulsed arc welding can successfully weld parts of small thickness. When welding with a pulsed arc, compared to welding with a stationary arc, the porosity of the weld metal is significantly reduced, and the strength of the welded joints slightly increases. The diagram for connecting a pulse generator to a welding circuit is shown in Fig. 1.
Rice. 1. Scheme for connecting a pulse generator to the welding circuit: SG - welding generator; GI - pulse generator; B - semiconductor valve.
Recently, a method of plasma compressed arc welding of aluminum using alternating current has been developed and is already being used in industry. Compared to conventional arc welding with a non-consumable electrode, compressed arc welding is performed at higher speeds, while reducing the consumption of shielding gas, electricity and filler wire. This welding method ensures high combustion stability and arc stability, the amount of heat input is reduced, the heat-affected zone is narrowed, and deformations are reduced.
In IES them. E. O. Paton has developed a microplasma welding method that allows welding aluminum sheets with a thickness of 0.05–0.8 mm. Conventional argon-arc welding with a non-consumable electrode is unsuitable for joining such material due to burns and sagging of the weld metal. In microplasma welding, argon is used as a plasma-forming gas, and helium is used as a protective gas.
Microplasma welding can be performed manually or automatically, with or without filler wire. When welding thin-sheet aluminum, the best results are obtained in butt joints with flanged edges and side joints.
Let's dispel the myths
We will try to clarify a topic that interests many. And to avoid misunderstandings, let’s try, first, to get rid of the speculations and myths that haunt popular technology.
- Pure aluminum is almost never used in production because it does not have all the necessary mechanical properties. In most cases, manufacturers have to deal with aluminum alloys or, at a minimum, metal saturated with various additives.
- Pure aluminum is toxic, but is not capable of causing harm to humans upon contact, since it is almost instantly covered with an oxide film. Thus, we come into contact with aluminum oxide and the statement that before welding the metal oxides should be removed from its surface loses all meaning. In fact, the surface of the parts to be welded must be cleaned of contamination.
- In atmospheric conditions, welding aluminum semi-automatically without gas is impossible. The place where the suture is applied must be protected from the influence of the external environment. Even if the gas is not supplied with the welding wire, it is generated when the flux used is burned, thus providing the necessary protection. There are electrodes with a coating that releases protective gas during combustion, but they are not used in semi-automatic devices.
- Mig welding is not the name of the technology, but a term that appeared in our country thanks to the appearance of MIG brand semi-automatic machines on the market. In fact, aluminum welding can be carried out using equipment from any company; fortunately, there is now no shortage of different manufacturers. The main thing is that the device used is of high quality and in good working order. Is it possible to make a semi-automatic welding machine yourself? In principle, yes, but will it be cheaper than the factory one and meet all the necessary requirements?
Aluminum welding modes and technology
One of the main conditions for obtaining a high-quality welded joint of aluminum and its alloys is the correct choice of welding method and parameters.
It is advisable to use welding with a non-consumable electrode when working with products with a thickness of up to 6-8 mm, if they are made of a thermally hardenable aluminum alloy, and with a thickness of up to 12-14 mm, if an aluminum alloy that is not hardened by heat treatment is used. Manual welding with a non-consumable electrode is usually used to perform small volumes of welding work, in some cases when repairing and correcting defects in welded joints, when welding in ceiling, vertical and other difficult positions (except for pipe welding), when it is impossible or impractical to automate the process.
When using automatic welding with a non-consumable electrode, you should focus on welding in one pass or in two passes when double-sided welding, since the formation of the seam occurs mainly (65-75%) due to the melting of the base metal.
When welding with a consumable electrode, in cases where it is necessary to obtain a weld or surfacing of large width, welding with transverse vibrations of the electrode or a split electrode is used.
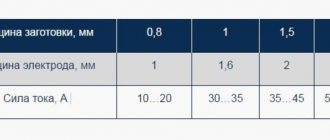
For these purposes, it is possible to use electrode wire with a diameter of no more than 2.5-3 mm; with an increase in the diameter of the electrode wire, the volume of molten metal in the weld pool increases so much that the normal formation of the seam is disrupted.
It is advisable to use welding with transverse arc oscillations and welding with a split electrode for products with a thickness of up to 15-20 mm; when working with products of greater thickness, welding at high power modes (500 A or more) with a large-diameter consumable electrode is more effective.
When welding with a three-phase arc with two non-consumable electrodes, productivity significantly increases and you can successfully weld products up to 20-25 mm thick. However, in terms of economic indicators, welding products made of aluminum alloys of such thickness with a consumable electrode is more profitable.
It is most advisable to use automatic and semi-automatic welding with a consumable electrode when the thickness of the welded product is more than 6-8 mm, and the advantages of welding with a consumable electrode are most evident when welding products with a thickness of 15-20 to 150 mm or more with a large electrode (3-5 mm) diameter For welding with a consumable electrode, a wire of sufficient rigidity should be used in order to avoid loss of stability, chafing, and slipping in the feed mechanisms of automatic welding machines, and thereby ensure a stable burning of the arc. Preference should be given to electrode wire of cold-worked or larger diameter.
When welding with electrode wire with a diameter of up to 2.5-3 mm, it is advisable to use a pulsed current source to power the arc, which contributes to the stability of the welding arc and obtaining the required quality.
Equipment used
Oxygen welding involves creating a seam by creating a flame by burning a mixture of two gases, acetylene and oxygen. Therefore, it is necessary to ensure: the correct percentage of these gases, combustion temperature, and flame size.
To solve these technical problems, the following equipment is used:
- oxygen storage cylinder (usually a standard steel cylinder with a capacity of 40 liters is used);
- a special container for storing carbide and producing acetylene (such units are called gas generators);
- cylinders filled with acetylene can be used in industrial conditions;
- pressure control reducers for incoming gases;
- gas supply tubes to the burner (must be designed for pressure up to 16 atmospheres);
- gas burner (the number of the burner determines its hole size: the smallest has a zero designation, the largest a fifth).
Equipment design
Welding with acetylene and oxygen is carried out under various conditions. For this purpose, all equipment was divided into an acetylene part and an oxygen part. For example, the acetylene supply reducer is made in black, oxygen in blue. The threaded connections of the acetylene part were made with a left-hand direction, and the oxygen part with a right-hand direction. This reduces the possibility of errors during installation and increases the reliability and safety of the assembled device.
Start and end of seam
When gas-electric welding, it is often necessary to pay special attention to the beginning of the seam and its end. At the beginning of the weld, there is always a section where the welding mode reaches a stationary state, where some parameters of the weld and the weld have not yet reached their optimal or calculated values, which means that the quality of the welded joint does not meet the specified one. At the end of the weld there is also a section where an unfinished or poorly welded crater represents a defect that cannot be eliminated by re-melting.
Consequently, in all cases, if possible, it is necessary to provide for the beginning and end of the seam to be brought out beyond the welded joint onto special technological strips. The strips for the beginning and end of the seam are welded to the parts assembled for welding using semi-automatic or manual welding. They must have the same groove as the parts being welded. The gap between the bar and the part should not exceed 0.3-0.5 mm. If it is impossible to move the beginning and end of the seam outside the welded joint (circular and circular welds; unforeseen stops), then it is necessary to provide in advance ways to eliminate defects at the beginning and end of the seam. When welding with a non-consumable electrode, the most characteristic defect at the beginning of the weld is tungsten inclusions formed at the moment the arc is excited. Therefore, it is advisable to excite an arc on a metal or graphite plate, and then transfer the arc to the joint and remove the plate.
The end of welding must be carried out in such a way as to avoid the appearance of a crater. In manual welding, this is achieved by gradually increasing the welding speed while simultaneously lengthening the arc until it breaks. To fill a crater during automatic welding with a non-consumable electrode, as a rule, a special device is required in the welding current control circuit. For example, resistor, thyratron, thyristor and other schemes for smoothly reducing the welding current are known.
When welding with a consumable electrode, the beginning and end of the seam, which are not brought out on the technological strips, must be removed and re-melted.
Shielding gases for aluminum welding
For gas-electric welding of aluminum alloys, inert gases argon and helium are used, the purity requirements of which are very high. Impurities found in the gas reduce the quality of the weld, disrupt its formation, and complicate welding. Of the various compositions of argon and helium supplied by industry for welding aluminum alloys, only argon grade A according to GOST 10157-62 and high-frequency helium grade A and B according to MRTU 51-04-23-64 can be used.
Recently, in research and in practice, much attention has been paid to the use of argon-helium mixtures and mixtures of argon with oxygen, chlorine, nitrogen and other gases as protective gases. The best results are obtained by using argon-helium mixtures, since the presence of helium allows you to increase the welding speed, increase the thermal power of the arc and increase the depth of penetration, obtain a favorable weld shape when the current value changes over a wide range, increase the stability of the arc and the density of the deposited metal. In addition, when welding with a non-consumable electrode in a mixture of argon and helium, a decrease in the number of tungsten inclusions in the weld metal was noted, and when welding with a consumable electrode, the formation of a fan-shaped plasma that covers a significant area of the metal, increasing the size of the weld pool.
Based on experience, we can conclude that for manual welding of aluminum alloys with a non-consumable electrode, argon should be used, for automatic welding with a non-consumable electrode - a mixture of 50-60% He + 50-40% Ar, and in the case of welding with a consumable electrode (automatic and semi-automatic) - mixture of 65-70% He + 35-30% Ar. Welding modes in argon-helium mixtures are different from the modes used when welding in argon (Tables 1, 2).
Table 1. Automatic welding with non-consumable electrode.
Table 2. Automatic and semi-automatic consumable electrode welding.
Preheating before welding
When welding products made of aluminum alloys, they are often preheated. In practice, heating with gas burners and hot air is widely used. However, both of these methods have significant drawbacks. When using gas burners, for example, overheating of some areas of the metal is possible, and consequently, deformation of the product.
When using hot air for heating, special equipment and screens are required to protect the welding arc and the welder from hot air masses. The electric contact heating method is increasingly used, which eliminates these disadvantages, is convenient to use and allows, with the correct arrangement of the heaters, to maintain the set temperature with great accuracy and uniformity. An electric contact heater made of aluminum strip with installed thermo-electric heating elements is shown in Fig. 1.
Rice. 1. Electric contact heater.
The preheating temperature is usually set arbitrarily, in the range of 120-200 ° C. However, heating to such a high temperature creates significant difficulties for the welder and in many cases is completely unacceptable. For example, such heating when welding thermally hardenable alloys can lead to softening of the metal, while when welding non-thermally hardenable alloys - to a significant growth of grain in the heat-affected zone and often to an increase in the number of pores.
Preheat temperature is possible; lower by choosing the most appropriate welding method for a particular case. High-temperature heating is most necessary when welding thick products with a non-consumable electrode. If welding with a non-consumable electrode is used only for products with a thickness of up to 10-12 mm, then it is possible to significantly reduce the preheating temperature, and in some cases even abandon heating. For welding! For products of large thickness, it is advisable to use semi-automatic and automatic welding with a consumable electrode.
Numerous experiments and experience in the manufacture of large-sized products: show that when changing welding with a consumable electrode of large diameter (4-5 mm) in a mixture of 30% Ar + 70% He, the optimal preheating temperature decreases to 35-45 ° C.
How to prepare an aluminum surface
The most important stage in welding aluminum parts is preparing their surface:
- Cleaning and degreasing. Before direct welding, the product undergoes various technological operations - molding, milling, sawing - after which a layer of oil and technological debris is formed on top. If you do not get rid of it, the connection will contain a lot of pores and scale, which will negatively affect its reliability.
- Edge processing. This procedure is usually performed if the metal thickness exceeds 4 mm. After cleaning, the edge must be etched to reduce the rate of formation of the oxide film.
- Mechanical cleaning of the welding zone. The seam area must be cleaned to remove the oxide film. For metal above 4 mm, the operation of edge processing and surface cleaning is combined, after which the treated area is opened with an antioxidant compound.
The preparation of an aluminum product is similar to the pre-treatment of stainless steel discussed here. In both cases, it is important to achieve a clean, shiny surface in order to obtain a solid, uniform seam.
methods for cleaning surfaces before welding