1 Область применения
Настоящий стандарт распространяется на горячекатаную и кованую (диаметром, стороной квадрата или толщиной до 200 мм включительно), калиброванную металлопродукцию и металлопродукцию со специальной отделкой поверхности из сталей нержавеющих и сплавов на железоникелевой основе коррозионно-стойких, жаростойких и жаропрочных.
Горячекатаную и кованую металлопродукцию диаметром, стороной квадрата или толщиной свыше 200 до 350 мм включительно изготовляют по согласованию изготовителя с заказчиком.
5Условия заказа
Заказчик долженпредоставить изготовителю все требования, необходимые для поставкиметаллопродукции, в соответствии с требованиями настоящегостандарта.
5.1 Основные требования,указываемые при оформлении заказа:
-объем поставки;
-способ производства металлопродукции (горячекатаная, кованая,калиброванная, со специальной отделкой поверхности);
-форма поперечного сечения (круг, квадрат, шестигранник, полоса),размеры металлопродукции и обозначение соответствующего стандартана сортамент;
-вид поставки (в прутках, в мотках, в полосах);
-обозначение настоящего стандарта;
-марка стали или сплава;
-способ выплавки, переплава и разливки стали или сплава;
-группа качества или отделки поверхности;
-состояние поставки или вид термической обработки;
-документ о качестве металлопродукции в соответствии с ГОСТ7566.
_______________
См. также [2].
5.2 Дополнительныетребования, указываемые при оформлении заказа, с учетом требований7.2.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 103-2006 Прокат сортовой стальной горячекатаный полосовой. Сортамент
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1051-73 Прокат калиброванный. Общие технические условия
ГОСТ 1133-71 Сталь кованая круглая и квадратная. Сортамент
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1778-70 (ИСО 4967-79) Сталь. Металлографические методы определения неметаллических включений1)
___________
1) В Российской Федерации может использоваться ГОСТ Р ИСО 4967-2009 (ИСО 4967:1998) «Сталь. Определение содержания неметаллических включений. Металлографический метод с использованием эталонных шкал».
ГОСТ 2216-84 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2591-2006 Прокат сортовой стальной горячекатаный квадратный. Сортамент
ГОСТ 2879-2006 Прокат сортовой стальной горячекатаный шестигранный. Сортамент
ГОСТ 4405-75 Полосы горячекатаные и кованые из инструментальной стали. Сортамент
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки2)
___________
2) В Российской Федерации при изготовлении металлопродукции для предприятий атомного энергомашиностроения до 31 декабря 2022 г. необходимо руководствоваться ГОСТ 5632-72 «Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки».
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 6032-2017 (ИСО 3651-1:1998, ИСО 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость против межкристаллитной коррозии
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7417-75 Сталь калиброванная круглая. Сортамент
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава1)
___________
1) В Российской Федерации может использоваться ГОСТ Р ИСО 14284-2009 «Сталь и чугун. Отбор и подготовка образцов для определения химического состава».
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение2)
___________
2) Заменен на ГОСТ 7566-2018 «Металлопродукция. Правила приемки, маркировка, упаковка, транспортирование и хранение».
ГОСТ 8559-75 Сталь калиброванная квадратная. Сортамент
ГОСТ 8560-78 Прокат калиброванный шестигранный. Сортамент
ГОСТ 8817-82 Металлы. Метод испытания на осадку
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9651-84 (ИСО 783-89) Металлы. Методы испытаний на растяжение при повышенных температурах
ГОСТ 10145-81 Металлы. Метод испытания на длительную прочность
ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 11098-75 Скобы с отсчетным устройством. Технические условия
ГОСТ 11878-66 Сталь аустенитная. Методы определения содержания ферритной фазы в прутках
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12353-78 Стали легированные и высоколегированные. Методы определения кобальта
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358-2002 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора3)
___________
3) В Российской Федерации может использоваться ГОСТ Р ИСО 10153-2011 «Сталь. Определение содержания бора. Спектрофотометрический метод с применением куркумина».
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12362-79 Стали легированные и высоколегированные. Методы определения микропримесей сурьмы, свинца, олова, цинка и кадмия
ГОСТ 12363-79 Стали легированные и высоколегированные. Методы определения селена
ГОСТ 12364-84 Стали легированные и высоколегированные. Методы определения церия
ГОСТ 12365-84 Стали легированные и высоколегированные. Методы определения циркония
ГОСТ 14955-77 Сталь качественная круглая со специальной отделкой поверхности. Технические условия
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа1)
___________
1) В Российской Федерации может использоваться ГОСТ Р 54153-2010 «Сталь. Метод атомно-эмиссионного спектрального анализа».
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 27809-95 Чугун и сталь. Методы спектрографического анализа
ГОСТ 28033-89 Сталь. Метод рентгенофлюоресцентного анализа
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Предисловие
Предисловие
Цели, основные принципы иосновной порядок проведения работ по межгосударственнойстандартизации установлены в ГОСТ1.0-2015 «Межгосударственная система стандартизации. Основныеположения» и ГОСТ 1.2-2015″Межгосударственная система стандартизации. Стандартымежгосударственные, правила и рекомендации по межгосударственнойстандартизации. Правила разработки, принятия, обновления иоЦентральный научно-исследовательский институт черной металлургииим.И.П.Бардина» (ФГУП «ЦНИИчермет им.И.П.Бардина»)
2ВНЕСЕН Федеральным агентством по техническому регулированию иметрологии
3ПРИНЯТ Межгосударственным советом по стандартизации, метрологии исертификации (протокол от 27 июня 2022 г. N 53)
За принятиепроголосовали:
| Краткоенаименование страны по МК (ИСО 3166)004-97 | Код страныпо МК (ИСО 3166) 004-97 | Сокращенноенаименование национального органа по стандартизации |
| Беларусь | BY | Госстандарт РеспубликиБеларусь |
| Киргизия | KG | Кыргызстандарт |
| Казахстан | KZ | Госстандарт РеспубликиКазахстан |
| Россия | RU | Росстандарт |
| Таджикистан | TJ | Таджикстандарт |
| Узбекистан | UZ | Узстандарт |
| Украина | UA | Минэкономразвития Украины |
4Приказом Федерального агентства потехническому регулированию и метрологии от 20 сентября 2022 г. N624-ст межгосударственный стандарт ГОСТ 5949-2018 введен вдействие в качестве национального стандарта Российской Федерации с1 февраля 2022 г.
5ВЗАМЕН ГОСТ 5949-75
Информацияоб
измененияхкнастоящемустандартупубликуетсявежегодноминформационномуказателе«Национальныестандарты«,атекстизмененийипоправок—вежемесячноминформационномуказателе«Национальныестандарты«.Вслучаепересмотра(замены)илиотменынастоящегостандартасоответствующееуведомлениебудетопубликовановежемесячноминформационномуказателе«Национальныестандарты«.Соответствующаяинформация,уведомлениеитекстыразмещаютсятакжевинформационнойсистемеобщегопользования—наофициальномсайтеФедеральногоагентствапотехническомурегулированиюиметрологиивсетиИнтернет(www.gost.ru)
6Сортамент
По форме, размерам ипредельным отклонениям металлопродукция должна соответствовать:
а) горячекатаная:
1) круглая в прутках имотках — ГОСТ2590 или другим нормативным документам, согласованным приоформлении заказа;
2) квадратная в прутках имотках — ГОСТ2591 или другим нормативным документам, согласованным приоформлении заказа;
3) шестигранная в пруткахи мотках — ГОСТ2879 или другим нормативным документам, согласованным приоформлении заказа;
4) полосовая — ГОСТ103, ГОСТ 4405 или другимнормативным документам, согласованным при оформлении заказа;
б) кованая:
1) круглая и квадратная впрутках — ГОСТ 1133 или другимнормативным документам, согласованным при оформлении заказа;
2) полосовая — ГОСТ 4405 или другим нормативнымдокументам, согласованным при оформлении заказа;
в) калиброванная:
1) круглая в прутках имотках — ГОСТ 7417;
2) квадратная в прутках имотках — ГОСТ 8559;
3) шестигранная в пруткахи мотках — ГОСТ 8560;
4) полосовая -нормативным документам, согласованным при оформлении заказа;
г) со специальнойотделкой поверхности в прутках и мотках — ГОСТ14955.
СОРТАМЕНТ
2.1. Горячекатаный тонколистовой прокат изготовляют толщиной от 1,5 до 3,9 мм, холоднокатаный — толщиной от 0,5 до 3,9 мм. (Измененная редакция, Изм. N 2).
2.2. Форма, размеры и предельные отклонения по размерам тонколистового проката должны соответствовать требованиям: — горячекатаный — ГОСТ 19903; — холоднокатаный — ГОСТ 19904.
2.3. Отклонение от плоскостности листов с временным сопротивлением 70 кгс/мми менее должно соответствовать ГОСТ 19903 и ГОСТ 19904 для высокой (ПВ), улучшенной (ПУ) и нормальной (ПН) плоскостности. Отклонение от плоскостности листов с временным сопротивлением св. 70 до 85 кгс/ммвключ. не должно превышать 25 мм на 1 м длины. Примечания:
1.Отклонение от плоскостности горячекатаного проката, поставляемого в термически обработанном состоянии без травления, не нормируют.
2. Продольный равномерный изгиб (кривизна, копирующая форму рулона, — рулонная кривизна) нагартованного и полунагартованного проката, нарезанного из рулонов, не является браковочным признаком. (Измененная редакция, Изм. N 2).
Примеры условных обозначений
Прокат горячекатаный листовой нормальной точности (Б), улучшенной плоскостности (ПУ), с необрезной кромкой (НО), размером 3х710х1420 мм по ГОСТ 19903, из стали марки 20Х13, термически обработанный, травленый, группа поверхности М3б:
Прокат холоднокатаный листовой, повышенной точности: по толщине (AT), по ширине (АШ), по длине (АД), нормальной плоскостности (ПН), с обрезной кромкой (О), размером 2х1000х2000 мм по ГОСТ 19904, из стали марки 12Х18Н10Т, нагартованный:
Прокат холоднокатаный листовой, нормальной точности: по толщине (БТ), по ширине (БШ), по длине (БД), нормальной плоскостной (ПН), с обрезной кромкой (О), размером 1,2х1100х2300 мм по ГОСТ 19904, из стали марки 08Х13, термически обработанный, травленый, группа поверхности М2а:
(Измененная редакция, Изм. N 4).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Прокат изготовляют следующих марок: 11Х11Н2В2МФ, 16Х11Н2В2МФ, 20Х13, 30Х13, 40Х13, 09Х16Н4Б, 12Х13, 14Х17Н2, 08Х13, 12Х17, 08Х17Т, 08Х18Тч, 08Х18Т1, 15Х25Т, 15Х28, 20Х13Н4Г9, 09Х15Н8Ю1, 07Х16Н6, 08Х17Н5М3, 20Х20Н14С2, 08Х22Н6Т, 12Х21Н5Т, 08Х21Н6М2Т, 20Х23Н13, 15Х18Н12С4ТЮ, 10Х11Н20Т2Р, 10Х13Г18Д, 10Х14Г14Н4Т, 10Х14АГ15, 12Х17Г9АН4, 03Х17Н14М3, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 12Х18Н9, 17Х18Н9, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н10Е, 03Х18Н11, 03Х18Н12-ВИ, 08Х18Н12Т, 08Х18Н12Б, 03Х21Н21М4ГБ, 20Х23Н18, 20Х25Н20С2, 12Х25Н16Г7АР, 06ХН28МТ, 06ХН28МДТ.
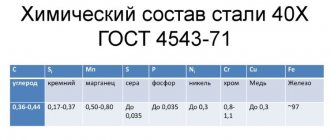
3.2. Химический состав сталей — по ГОСТ 5632. Примечания:
1. В стали марки 12Х21Н5Т не допускаются отклонения по содержанию титана. С согласия потребителя листы могут изготовлять с предельными отклонениями по титану в соответствии с ГОСТ 5632.
2. Для стали марки 12Х18Н10Т, прокатываемой на непрерывных и полунепрерывных станах, содержание титана должно быть [5 (С — 0,02) — 0,7]%, а отношение содержания хрома к никелю не должно превышать 1,8.
3.1, 3.2. (Измененная редакция, Изм. N 2).
3.3. Макроструктура стали не должна иметь следов усадочной раковины, расслоений, инородных включений, трещин и пузырей и обеспечивается технологией изготовления. В срезах листов не должно быть трещин-расщеплений и расслоений.
3.4. Механические свойства проката, подвергнутого термической обработке (умягчающей), должны соответствовать нормам, указанным в табл.1.
Таблица 1
| Марка стали | Режим термической обработки листов (рекомендуемый) | Временное сопротивление , Н/мм(кгс/мм) | Предел текучести, Н/мм(кгс/мм) | Относи- тельное удлинение, , % |
| не менее | ||||
| 11Х11Н2В2МФ | Отжиг 760−780 °C | Не более 830 (85) | — | 22 |
| 16Х11Н2В2МФ | ||||
| 20Х13 | Отжиг или отпуск 740−800 °С | 490 (50) | 20 | |
| 30Х13 | 540 (55) | 17 | ||
| 40Х13 | 550 (56) | 15 | ||
| 09Х16Н4Б | Отжиг 620−640 °С, выдержка 4−8 ч, охлаждение с печью до 200−300 °С, далее — на воздухе | Не более 1130 (115) | — | |
| 12Х13 | Отжиг или отпуск 740−780 °С | 440 (45) | 21 | |
| 14Х17Н2 | Отжиг или отпуск 650−700 °С | По согласованию | ||
| 08Х13 | Отжиг или отпуск 740−780 °С | 410 (42) | — | 21 |
| 12Х17 | 490 (50) | 20 | ||
| 08Х17Т | Отжиг или отпуск 740−780 °С | 460 (47) | 20 | |
| Отжиг 830−860 °С, охлаждение на воздухе или нормализация при 960−1000 °С, охлаждение на воздухе или в воде | 460 (47) | 30 | ||
| 08Х18Тч | Закалка 920 °C, охлаждение в воде | 470 (48) | 35 | |
| 08Х18Т1 | Отжиг 830−860 °С, охлаждение на воздухе или нормализация 960−1000 °С, охлаждение на воздухе или в воде | 460 (47) | 30 | |
| 15Х25Т | Отжиг или отпуск 740−780 °С | 530 (54) | 17 | |
| 20Х13Н4Г9 | Закалка 1050−1080 °С, охлаждение в воде или на воздухе | 640 (65) | 40 | |
| 15Х28 | Отжиг или отпуск 740−780 °С | 530 (54) | 17 | |
| 09Х15Н8Ю1 | Нормализация 1040−1080 °С | Не более 1080 (110) | 20 | |
| 07Х16Н6 | Закалка 1030−1070 °С, охлаждение в воде или на воздухе | Не более 1180 (120) | 20 | |
| 08Х17Н5М3 | Закалка 1030−1080 °С, охлаждение на воздухе или в воде | Не более 1180 (120) | 610 (62) | 20 |
| 20Х20Н14С2 | Закалка 1000−1080 °С, охлаждение на воздухе или в воде | 590 (60) | — | 40 |
| 08Х22Н6Т | Закалка 950−1050 °С, охлаждение в воде или на воздухе | 640 (65) | 20 | |
| 12Х21Н5Т | Закалка 1000−1080 °С, охлаждение в воде или на воздухе | 690 (70) | 440 (45) | 18 |
| 08Х21Н6М2Т | 590 (60) | — | 22 | |
| 20Х23Н13 | Закалка 1100−1150 °С, охлаждение в воде или на воздухе | 540 (55) | 35 | |
| 15Х18Н12С4ТЮ | Закалка 1020−1050 °С, охлаждение в воде | 720 (73) | 345 (35) | 30* |
| 10Х11Н20Т2Р | Закалка 1020−1060 °С, охлаждение в воде или на воздухе | Не более 740 (75) | — | |
| 10Х14Г14Н4Т | Закалка 1050−1080 °С, охлаждение в воде | 690 (70) | 295 (30) | 35 |
| 10Х14АГ15 | Закалка 950−1100 °С, охлаждение в воде | 740 (975) | — | 45 |
| 12Х17Г9АН4 | Закалка 1050−1080 °С, охлаждение в воде или на воздухе | 690 (70) | 40 | |
| 03Х17Н14М3 | Закалка 1030−1070 °С, охлаждение в воде или на воздухе | 490 (50) | 196 (20) | |
| 10Х17Н13М2Т | Закалка 1050−1080 °С, охлаждение в воде или на воздухе | 530 (54) | 225 (23) | 38 |
| 10Х17Н13М3Т | — | |||
| 08Х17Н15М3Т | 205 (21) | 35 | ||
| 12Х18Н9 | 540 (55) | 195 (20) | 38 | |
| 17Х18Н9 | 590 (60) | — | 35 | |
| 08Х18Н10 | 510 (52) | 185 (19) | 45 | |
| 08Х18Н10Т | 530 (54) | 205 (21) | 40 | |
| 12Х18Н10Т | 205 (21) | |||
| 12Х18Н10Е | Не более 740 (75) | — | 35 | |
| 03Х18Н11 | 490 (50) | 196 (20) | ||
| 03Х18Н12-ВИ | 390 (40) | — | 40 | |
| 08Х18Н12Т | 510 (52) | 35 | ||
| 08Х18Н12Б | 530 (54) | 40 | ||
| 03Х21Н21М4ГБ | Закалка 1080−1130 °С, охлаждение в воде или на воздухе | 540 (55) | 245 (25) | 25** |
| 20Х23Н18 | Закалка 1080−1150 °С, охлаждение в воде или на воздухе | 510 (52) | 35 | |
| 20Х25Н20С2 | Закалка 1050−1100 °С, охлаждение в воде или на воздухе | 490 (50) | — | |
| 12Х25Н16Г7АР | Не более 980 (100) | |||
| 06ХН28МТ | Закалка 1050−1080 °С, охлаждение в воде или на воздухе | 540 (55) | ||
| 06ХН28МДТ | 540 (55) | |||
___________________ * Относительное удлинение . ** Относительное удлинение . Примечания:
1. В таблице указаны рекомендуемые режим и вид термической обработки на заводе-изготовителе.
2. По согласованию потребителя с изготовителем допускается изменение режима и вида термической обработки.
3. Для горячекатаного проката из стали марок 20Х13, 30Х13, 40Х13, 08Х17Т, 12Х13, 14Х17Н2, 08Х13, 12Х17, 08Х18Т1, 15Х25Т, 15Х28 допускается не производить термическую обработку при получении механических свойств, указанных в табл.1.
4−6. Исключены. По согласованию изготовителя с потребителем прокат из стали марок 08Х18Т1, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х18Н10Т, 12Х18Н10Т, 20Х23Н18 изготовляют с повышенными значениями механических свойств, указанными в табл.1а.
Таблица 1а
| Марка стали | Режим термической обработки листов (рекомендуемый) | Временное сопротивление, Н/мм(кгс/мм) | Предел текучести , Н/мм(кгс/мм) | Относительное удлинение, , % |
| не менее | ||||
| 08Х18Т1 | Отжиг 830−860 °С, охлаждение на воздухе или нормализация 960−1000 °С, охлаждение на воздухе или в воде | 490 (50) | — | 32 |
| 10Х17Н13М2Т | Закалка 1050−1080 °С, охлаждение в воде или на воздухе | 550 (56) | — | 40 |
| 10Х17Н13М3Т | ||||
| 08Х18Н10Т | 216 (22) | 42 | ||
| 12Х18Н10Т | ||||
| 20Х23Н18 | Закалка 1080−1150 °С, охлаждение в воде или на воздухе | 530 (54) | — | 37 |
(Измененная редакция, Изм. N 1−4).
3.5. Механические свойства нагартованного и полунагартованного проката должны соответствовать нормам, указанным в табл.2.
Таблица 2
| Марка стали | Состояние поставки | Временное сопротивление , Н/мм(кгс/мм) | Предел текучести , Н/мм(кгс/мм) | Относительное удлинение, , % |
| Не менее | ||||
| 20Х13Н4Г9 | Нагартованное | Не менее 980 (100) | — | 15 |
| 15Х18Н12С4ТЮ | Не менее 880 (90) | 685 (70) | 10 | |
| 12Х17Г9АН4 | Не менее 980 (100) | — | 15 | |
| 12Х18Н9 | 930−1230 (95−125) | 13 | ||
| 17Х18Н9 | 980−1230 (100−125) | |||
| 17Х18Н9 | Полунагартованное | 740−980 (75−100) | 18 | |
| 08Х18Н10 | 740−930 (75−95) | 25 | ||
| 08Х18Н10 | Нагартованное | Не менее 930 (95) | 10 | |
| 12Х18Н10Т | Полунагартованное | Не менее 740 (75) | 25 | |
| 12Х18Н10Т | Нагартованное | 880−1080 (90−110) | 10 | |
| 03Х18Н12-ВИ | Полунагартованное | Не менее 740 (75) | 12 | |
Примечания:
1. Исключен.
2. По согласованию потребителя с изготовителем для обеспечения указанных в табл.2 свойств допускается применять термическую обработку. (Измененная редакция, Изм. N 2).
3.6. Механические свойства проката, определенные на контрольных термически обработанных образцах, должны соответствовать нормам, указанным в табл.3.
3.7. Механические свойства проката из стали марок 12Х18Н10Т, 12Х25Н16Г7АР и 10Х11Н20Т2Р, определенные по требованию потребителя при повышенных температурах на термически обработанных образцах, должны соответствовать нормам, указанным в табл. 4.
Таблица 3
| Марка стали | Режим термической обработки образцов (рекомендуемый) | Временное сопротивление, Н/мм(кгс/мм) | Предел текучести, Н/мм(кгс/мм) | Относительное удлинение, , % |
| не менее | ||||
| 11Х11Н2В2МФ | Закалка 1000−1150 °С, охлаждение на воздухе, отпуск 560−600 °С, охлаждение на воздухе | 880 (90) | — | 10 |
| 16Х11Н2В2МФ | Закалка 960−1000 °С, охлаждение на воздухе, отпуск 240−400 °С, охлаждение на воздухе | 1320 (135) | ||
| 09Х16Н4Б | Закалка 970−1050 °С, охлаждение на воздухе, отпуск 300−350 °С, выдержка 2 ч, охлаждение на воздухе | 1230 (125) | 8 | |
| 14Х17Н2 | Закалка 950−975 °С, охлаждение в масле, отпуск 275−350 °С, охлаждение на воздухе | 1080 (110) | 10 | |
| 07Х16Н6 | Закалка 960−990 °С, охлаждение на воздухе, обработка холодом при -70 °С в течение 2 ч, отпуск 350−400 °С, выдержка 1 ч, охлаждение на воздухе | 835 (85) | 12 | |
| 08Х17Н5М3 | Закалка (940±10) °С, охлаждение на воздухе или в воде, обработка холодом при -70 °С в течение 2 ч, отпуск (450±10) °С, выдержка 1 ч, охлаждение на воздухе | 1180 (120) | 885 (90) | 9 |
| 10Х11Н20Т2Р | Закалка 1020−1060 °С, охлаждение в воде или на воздухе, старение (720±10) °С, выдержка 4−12 ч, охлаждение на воздухе | 960 (98) | — | 20 |
(Измененная редакция, Изм. N 2).
Таблица 4
| Марка стали | Режим термической обработки | Температура испытания, °С | Временное сопротивление, Н/мм(кгс/мм) | Относительное удлинение, , % |
| не менее | ||||
| 12Х18Н10Т | Закалка 1050−1080 °С, охлаждение в воде или на воздухе | 700 | 250 (25) | 40 |
| 12Х25Н16Г7АР | Закалка 1050−1100 °С, охлаждение в воде или на воздухе | 900 | 180 (18) | 30 |
| 10Х11Н20Т2Р | Закалка 1020−1060 °С, охлаждение в воде или на воздухе, старение (720±10) °С, выдержка 8 ч, охлаждение на воздухе | 700 | 590 (60) | 10 |
Примечание. Закалку стали производят в листах. (Измененная редакция, Изм. N 2).
3.8. По виду и качеству поверхности прокат должен соответствовать требованиям, указанным в табл.5.
Таблица 5
| Группа поверх- ности | Состояние материала | Описание поверхности | Наименование допускаемых дефектов поверхности | Максимальная глубина залегания допускаемых дефектов |
| 1 | Нагартованное (Н) и полунагартованное (ПН) | Блестящая без пузырей-вздутий, раскатанных пузырей, плен, вкатанных металлических частиц, рябизны и перетрава, с незначительной разницей оттенков | Царапины, вмятины, отпечатки, риски, раскатанные отпечатки | суммы предельных отклонений по толщине |
| 2 | а) Холоднокатаная термически обработанная травленая или после светлого отжига | Серебристо-матовая или блестящая, без пузырей-вздутий, раскатанных пузырей, плен, вкатанных металлических частиц, окалины и перетрава | Рябизна, царапины, отпечатки, вмятины, риски, раскатанные отпечатки | |
| б) Горячекатаная термически обработанная травленая или после светлого отжига | Рябизна, царапины, отпечатки, вмятины, риски, раковины, раскатанные отпечатки | |||
| 3 | а) Холоднокатаная термически обработанная травленая или после светлого отжига | Рябизна, царапины, отпечатки, вмятины, риски, раскатанные отпечатки | Сумма предельных отклонений по толщине | |
| б) Горячекатаная термически обработанная травленая или после светлого отжига | Рябизна, царапины, отпечатки, вмятины, риски, раковины, раскатанные отпечатки | |||
| 4 | а) Холоднокатаная термически обработанная, травленая или после светлого отжига | Серебристо-матовая или блестящая без пузырей-вздутий, раскатанных пузырей, окалины и перетрава | Рябизна, царапины, отпечатки, вмятины, риски, прокатные плены, раскатанные отпечатки | |
| б) Горячекатаная термически обработанная, травленая или после светлого отжига | Рябизна, царапины, отпечатки, вмятины, риски, раковины, раскатанные отпечатки, прокатные плены | |||
| в) Холоднокатаная термически обработанная | Темная | Рябизна, царапины отпечатки, вмятины, риски, прокатные плены, раскатанные отпечатки, окалина | ||
| г) Горячекатаная термически обработанная | Рябизна, царапины, отпечатки, вмятины, риски, раковины, прокатные плены, раскатанные отпечатки, окалина |
Примечания:
1. Требования к качеству поверхности термически обработанного проката по количеству и характеру дефектов могут уточняться по согласованию потребителя с изготовителем по эталонам.
2. Допускается пологая зачистка дефектов поверхности абразивом с зернистостью по ГОСТ 3647, не крупнее N 16 для 1 и 2-й групп и с зернистостью не крупнее N 25 для 3 и 4-й групп на глубину, не выводящую прокат за пределы минимальной толщины. Поджоги от зачистки не допускаются.
3. По требованию потребителя прокат изготовляют без зачистки и вырезки недопустимых дефектов.
4. Цвета побежалости и различные оттенки от травления на холоднокатаном и горячекатаном термически обработанном прокате травленом или после светлого отжига не являются браковочным признаком. (Измененная редакция, Изм. N 2, 4).
3.9. Стали марок 20Х13Н4Г9, 09Х15Н8Ю1, 08Х22Н6Т, 08Х21Н6М2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 03Х17Н14МЗ, 10Х17Н13М2Т, 10Х17Н13МЗТ, 08Х17Н15МЗТ, 12Х18Н9, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н10Е, 03Х18Н11, 03Х18Н12-ВИ, 08Х18Н12Т, 08Х18Н12Б, 03Х21Н21М4ГБ, 06ХН28МДТ и 06ХН28МТ не должны обладать склонностью к межкристаллитной коррозии.
3.10. По требованию потребителя листы изготовляют:
а) с проверкой стали марки 12Х21Н5Т на отсутствие склонности к охрупчиванию, режим термической обработки и нормы должны соответствовать указанным в табл.6.
Таблица 6
| Режим термической обработки образцов | Толщина листа, мм | Приращение временного сопротивления, %, не более | Ударная вязкость кгс·м/см, не менее |
| Нагрев до 550 °C, выдержка 1 ч, охлаждение в печи (со скоростью 100 °С/ч) до 300 °C, затем охлаждение на воздухе | До 2 | 50,0* | — |
| 2 и более | — | 4,0 |
_______________ * Приращение временного сопротивления после отпуска определяется в процентах от временного сопротивления термически обработанного мягкого проката.
б) с нормированной шероховатостью поверхности нагартованного проката и полунагартованного проката;
в) с нормированием содержания газов в стали марки 03Х18Н12-ВИ, которое не должно превышать: кислорода — 0,006%, азота — 0,03%;
г) без механических испытаний и других испытаний, предусмотренных настоящим стандартом;
д) с определением механических свойств при повышенных температурах для стали марок, не указанных в табл.4;
е) с определением предела текучести для стали марок, нормы предела текучести которых не приведены в табл.1;
ж) с испытанием на изгиб;
з) с испытанием на перегиб;
и) с испытанием на вытяжку сферической лунки;
к) с определением альфа-фазы в аустенитных и аустенитно-ферритных сталей;
л) с проверкой на отсутствие склонности стали к межкристаллитной коррозии для стали марок, не указанных в ГОСТ 6032*; ______________ * На территории Российской Федерации действует ГОСТ 6032–2003, здесь и далее по тексту. — Примечание изготовителя базы данных.
м) с проверкой на отсутствие склонности стали к межкристаллитной коррозии для стали марок 08Х17Т, 15Х25Т, 07Х16Н6, 08Х17Н5М3;
н) с контролем внутренних дефектов неразрушающими методами контроля. Примечание. Методы испытаний по подпунктам к, л, н, а также нормы при испытании по подпунктам б, д, е-н устанавливают по согласованию потребителя с изготовителем. (Измененная редакция, Изм. N 1).
Изготовление методом профилирования
В тех случаях, если квадратные или прямоугольные нержавеющие трубы требуются в небольших объемах, приобретать для их производства дорогостоящее оборудование полного цикла не имеет смысла. Изготовить такие трубы, которые также будут соответствовать всем требованиям ГОСТа, можно методом профилирования круглых трубных заготовок.
Наряду с плюсами такой технологии, заключающимися в том, что ее применение требует меньших первоначальных вложений и реализовать ее можно даже в условиях небольшого помещения, есть у ее использования и большой минус. Заключается он в том, что профильные трубы из нержавейки, произведенные по данной технологии, отличаются более дорогой стоимостью, чем сварные изделия.
Станок для профилирования придает круглой трубке квадратную или прямоугольную форму
Учитывая тот факт, что преимущественное большинство как квадратных, так и прямоугольных труб, изготовленных из нержавейки, не используется в тех случаях, когда от них требуется высокая герметичность, лучше применять недорогие профильные трубы, полученные с использованием сварки.