Способ 1 – очистка мелких алюминиевых изделий
- Чтобы помыть такие вещи как кастрюли, сковородки и прочее, вам для начала нужно хорошо помыть эти вещи. Наберите раковину с горячей водой и с помощью средства для мытья посуды помойте всю кухонную утварь. Прополощите ее в чистой воде и высушите.
- Теперь нужно приготовить раствор для очистки алюминия. Возьмите емкость и налейте в нее литр воды на 2 столовых ложки винного уксуса или лимонной кислоты.
- Поставьте кастрюлю на плиту и прокипятите раствор. Как только раствор начнет кипеть, положите в кастрюли все алюминиевые вещи, которые вы хотите очистить. 15 минут кипения в растворе будет достаточно.
- Оденьте рукавицы и аккуратно снимите кастрюлю с огня. Слейте раствор в раковину.
- Прокипячённые предметы надо промыть теплой водой.
- Если не все до конца очистилось, то повторите кипячение еще раз.
Травление алюминия щелочью
Чаще всего при данном способе применяется водный раствор едкого натра (возможен вариант с добавками или без них).
А используется он для того, чтобы очистить поверхность алюминиевого изделия от оксида или ненужной смазки и получить более гладкую (матовую или глянцевую) поверхность.
Для чего вообще необходимо так тщательно очищать? Для того, чтобы готовое изделие (например, декоративные архитектурные элементы, таблички) имело идеальную поверхность. А также данный способ применяется для глубокой гравировки.
Метод травления щелочью алюминия, с одной стороны, является достаточно недорогим, но он очень трудоемкий.
Способ 2 – очистка крупных предметов из алюминия
- Предположим, вы не сможете запихнуть лодку в кастрюлю и прокипятить ее. Что же делать. Нужно купить специальный кислый раствор или осветлитель алюминия. Продаются такие растворы в строительных и хозяйственных магазинах.
- Предусмотрите варианты защиты открытых участков кожи. Оденьте очки и резиновые перчатки.
- Раствор концентрированный. Поэтому ознакомьтесь с инструкцией и в соответствии с ней разведите раствор с водой. Обычно на 1 часть раствора приходится 10 частей воды.
- Нанесите раствор на очищаемую поверхность. Возьмите щетку с мягким ворсом и смочите ее в растворе. Круговыми движениями начинайте полировать алюминиевую поверхность. Делайте это, пока метал, не начнет блестеть.
- Смойте раствор водой и просушите поверхность при помощи тряпок.
Советы
Обращайтесь за помощью в наше клининговое агентство.
Предосторожности
Не пренебрегайте очками и перчатками, а то потом жалеть будете.
Особенности сварки алюминия
Все же почему алюминий так трудно варить? Существует целый ряд особенностей этого металла, которые в той или иной степени препятствуют его повторной обработке привычными техниками:
- Окисная пленка. Подобный слой присутствует на множестве металлов, однако окислы алюминия обладают очень высокой температурой плавления. Если в нормальных условиях подобный сплав начинает плавиться при 560+С (некоторые сплавы по ГОСТу при 660), то окислы выдерживают до 2000С и только при такой высокой температуре поддаются плавлению;
- Легкая окисляемость. Металл настолько активно вступает в реакцию с воздухом, что даже капли расплавленного метала способны окислятся и препятствовать полноценному смешиванию сплава;
- Высокая теплопроводность. Отличное свойство, которое при сварке подразумевает использование рабочих токов выше на 1.5 раза в сравнении со сталями ;
- Высокая жидкотекучесть. Свойство, которое затрудняет полноценный контроль сварочной ванны и подразумевает применение специальных теплоотводящих средств;
- Высокая степень усадки. Приводит к тому, что при остывании обрабатываемый участок может в значительной мере деформироваться ;
- Образование трещин и пор. Металл и его сплавы, имеет ряд технологических особенностей приводящих к дефектам, которых можно избежать в условиях производства и очень трудно избежать при сварке. К примеру, содержащийся водород провоцирует образование пор, что ослабляет шов.
Газовые поры в сварном шве
Итого имеем металл, шву которого при сваривании чрезвычайно сложно придать хотя бы исходных характеристик метала, не говоря об их улучшении. На практике получаем, что сварной шов на алюминии всегда хуже, чем сам сплав.
Плюс к описанным недостаткам добавляются еще и особенности тех или иных сплавов, которые в ряде случаев невозможно обработать без должной технической подготовки. Однако для справедливости стоит сказать, что если вам попался сплав отличающийся от ГОСТа с высоким электрическим сопротивлением, то его обработка будет немного легче.
Рекомендуем! Резка металла кислородом и пропаном
Что не нужно делать при чистке
Алюминий является довольно мягким и податливым материалом, именно поэтому следует избегать особо агрессивных методов очистки.
- 1 Прежде всего, необходимо отказаться от использования острых предметов. Нельзя соскабливать почернения или пригар обычным кухонным ножом, скребком или металлической щеткой. После такой процедуры поверхность изделия повредится. А если это посуда, то частички алюминия в дальнейшем будут попадать в пищу во время приготовления.
- 2 Кроме того, не стоит пытаться очищать алюминий, если он находится в горячем состоянии. В противном случае при взаимодействии с водой этот материал начинает поддаваться деформации, и привести изделие в первоначальный вид будет весьма затруднительно.
- 3 Порошки с абразивными частицами могут нанести как мелкие, так и вполне видимые царапины. Они испортят внешний вид предмета, выполненного из сплава алюминия. По этой же причине нужно отказаться от применения песка или наждачной бумаги.
- 4 Также избегайте использования средств, которые в своем составе имеют кислоты и щелочные растворы. Они оказывают негативные влияния в неменьшей степени, чем абразивные препараты. К тому же во время возможной химической реакции могут выделяться тяжелые металлы и токсины, которые нанесут непоправимый вред человеческому организму.
Осветление поверхности деталей
Для деталей 1-, 2-, 3-го классов точности целесообразно использовать раствор серной кислоты (240—260 г/л) при температуре
70_80°С. Хорошие результаты дает также щелочной раствор
(50—60 г/л NaOH), в который добавлено 9—10 г/л агар-агара, играющего роль ингибитора, при температуре 60—70° С.
Ингибирующее влияние на растворение алюминия в 1н растворе едкого кали оказывает добавка 15 г/л хлористого кальция. Совместное введение ее и некоторых органических соединений способствует торможению процесса коррозии алюминия.
Травление литейных сплавов ведут в растворе, содержащем 650—700 г/л азотной и 120—140 г/л плавиковой кислот при комнатной температуре. По данным работы [4], для лучшего удаления выделяющихся при травлении легирующих добавок (никеля, кремния, титана) и примесей соотношение азотной и плавиковой кислот следует подбирать с учетом состава сплава. Так, для сплава АЛ2 оно должно быть 3:1, для сплава АК7 — 10:1, для сплава Д16 — 25 : 1. Более мягкая обработка достигается в случае использования гидрата окиси кальция (4—6 г/л) при температуре 70—75°С.
Раствор для травления деталей, имеющих точечную сварку содержит 80—100 г/л форсфорной кислоты и 4—6 г/л куперфторида калия. Обработку в нем ведут при комнатной температуре.
Осветление поверхности деталей после травления ведут в следующих растворах: для алюминия и его деформируемых сплавов — 300—400 г/л азотной кислоты; для литейных сплавов — 740—760 г/л азотной и 100—120 г/л плавиковой кислот; для деталей, имеющих сварные шва,— 90—100 г/л хромового ангидрида и 8—10 г/л серной кислоты. Температура во всех случаях комнатная.
Травлением алюминиевых деталей часто не только очищают поверхность от продуктов коррозии, но и придают ей определенную фактуру, которая скажется при дальнейшей обработке (анодировании, осаждении гальванических покрытий).
Источник
Средства для очищения алюминиевых изделий
От того, что стало причиной потемнения алюминия, зависит и то, как очистить загрязнение. Поэтому для устранения налета необходимо запастись терпением и воспользоваться несколькими проверенными способами.
Если очистить требуется посуду для приготовления пищи, в которой пригорела еда, то лучше всего замочить кухонную принадлежность в теплой воде. После этого мыть изделие будет намного проще. Остатки пищи отойдут самостоятельно под воздействием влаги, все, что потребуется, – это обмыть кастрюлю с помощью мягкой губки и средства для мытья посуды.
Из покупных продуктов лучше отдать предпочтение специальным средствам, предназначенным для обработки стекла и фарфора.
Такие моющие средства отлично выполняют очищающие функции, а также придают дополнительный блеск.
Если окисление затронуло алюминий основательно, то потребуются более жесткие методы обновления. В таком случае поможет обычная поваренная соль, соединенная с чистой водой в пропорции 1:1. Натрите получившейся смесью поврежденное изделие и тщательно пройдитесь губкой по поверхности.
С алюминием очень хорошо работает винный камень, способный без труда удалять темные пятна. Для этого в 5 л теплой воды растворите 3 ст. л. средства и замочите в полученном растворе само изделие, оставьте на 3 часа. После этого все загрязнения самостоятельно сойдут, хозяйке останется только ополоснуть и насухо протереть изделия.
Винный камень не всегда может оказаться под рукой, поэтому для этих целей подойдет уксус или лимонная кислота. Их нужно брать из расчета 4 ст. л. кислоты на 1 л теплой воды и оставить до полного остывания. В качестве мер предосторожности стоит использовать перчатки, для предотвращения возможных раздражений на руках.
Как осветлить алюминий в домашних условиях — Справочник металлиста
Алюминиевые кастрюли и сковородки по-прежнему очень популярны среди хозяек. У новой посуды есть ряд очевидных достоинств — она очень легкая, достаточно износоустойчивая, а главное, быстро и равномерно прогревается. Если на ней образовался нагар, почистить посуду достаточно легко.
Секреты чистки посуды из этого металла
Разберемся, какие средства можно использовать для очистки, а какие лучше держать подальше от наших любимых алюминиевых кастрюль и сковородок. Ведь, к сожалению, со временем (а особенно от неправильной обработки!) поверхность имеет свойство покрываться неэстетичными темными пятнами и теряет свой блеск. Для начала надо сразу определиться, чего не любят этот металл. Итак!
Приступать к мытью посуды можно, позволив ей немного остыть. Ведь раскаленный мягкий сплав, из которого изготавливается эта посуда, при соприкосновении с водой может довольно сильно деформироваться.
- Забудьте об использовании любых сильнодействующих кислотных или щелочных чистящих средств. В процессе обработки посуды эти средства способны серьезно повредить поверхность.
- Любые чистящие порошки, а тем более абразивные, могут легко поцарапать мягкий металл. Некрасивые царапины оставляют на посуде и разнообразные жесткие мочалки и щетки.
Не следует даже пытаться ковырять утварь, стараясь очистить ее от нагара ножами и другими острыми предметами. Не следует тереть и наждачной бумагой или песком. После такого варварского обращения алюминиевая сковородка будет пригодна только в качестве подставки под цветы. Разумнее пользоваться только деревянными лопатками, неспособными повредить мягкий металл.
Получается, что не так уж просто найти подходящее средство. Ведь от многих привычных средств для мытья кухонной металлической утвари приходится отказаться из-за повышенной «капризности» светлого металла.
Как правильно почистить алюминиевую посуду от нагара
Ответ на вопрос напрямую зависит от того, что именно нужно очищать и насколько серьезно загрязнение. Одно дело — просто помыть кастрюлю после обычного наваристого супа, и совсем другое, если про этот супчик успешно выкипел, оставив на дне кастрюли нагар.
https://www.youtube.com/watch?v=z_gEnBZJTgk
Отмыть нагар возможно следующими способами:
Отмачивание. Для начала можно попробовать этот самый простой, но достаточно эффективный способ. Причем процесс отмачивания можно слегка ускорить, если поставить посуду на огонь. В большинстве случаев после нагревания воды удается очистить поверхности при помощи обычной губки и хорошего средства для мытья посуды.
Для алюминия лучше подходят средства для стекла и фарфора, а не для металлической стальной посуды. Замечено, что средства для стеклянной посуды не только хорошо справляются с загрязнениями, но и помогают восстановить блеск.
Поваренная соль. Если «номер» с замачиванием не полностью удался, и на дне кастрюли или сковородки все же остались остатки пригоревшей пищи, можно попробовать их удалить при помощи обычной поваренной соли.
Прежде, чем приступать к работе с солью, обязательно надо позаботиться о своих руках – надевайте крепкие резиновые перчатки. Иначе соль может разъесть любую мелкую царапину гораздо раньше, чем удастся привести в порядок посуду.
Как убрать тёмные пятна и вернуть блеск
Чем почистить кухонные приборы, уже потерявшие блеск? К счастью, существует несколько способов разной степени трудоемкости, позволяющих вернуть потемневшей посуде ее прежнюю красоту.
Винный камень. Этот кристаллический осадок, образующийся при производстве вина, хорошо убирает темные пятна с алюминиевой посуды.
Очищаемую емкость нужно заполнить горячей водой, а затем растворить в ней 2-4 столовых ложки кристаллического порошка. Дать постоять не менее часа (можно поставить посуду на огонь, и прокипятить раствор в течение примерно 10 минут). Ополоснуть посуду чистой водой и вытереть насухо.
Стойкие темные пятна и мелкие царапины можно дополнительно обработать густой массой из смешанного с водой винного камня.
Уксус или лимонная кислота. Если винный камень достать сложно, то можно воспользоваться более доступными средствами — растворами уксуса или лимонной кислоты.
Огуречный рассол и молочная сыворотка. Эти жидкости, содержащие кислоту, тоже очень неплохо справляются с темными пятнами.
Сода с силикатным клеем. Эти два вещества, растворенные в воде, способны восстановить всего за 20-25 минут приборы почти до состояния новых. 100 грамм силикатного клея (известного еще как «жидкое стекло») и столько же соды разводят в 5 литрах воды и доводят ее до кипения. Затем опускают туда потемневшую посуду. Заканчивают процесс обязательным тщательным ополаскиванием.
При желании кальцинированную соду можно заменить измельченным хозяйственным мылом.
Отмываем ложки, вилки и чайники
Проблема с ложками и вилками из этого материала решается аналогично неприятностям с крупной посудой. Их очень удобно «реанимировать» одновременно с другой алюминиевой посудой. Достаточно их опустить в кастрюлю или сковородку с очищающим раствором, после чего промыть и насухо протереть мягким полотенцем.
Лёгенький чайник, на дне которого образовался толстый слой накипи из-за жесткой воды, хорошо очищается раствором из равных частей уксуса и воды. Опять же вместо уксуса можно взять лимонную кислоту. А любители экспериментов могут попробовать использовать всем известную Coca-Cola.
Материал актуализирован 03.08.2017
Как очистить алюминиевую посуду, чтобы она выглядела как новая?
Алюминиевая посуда до сих пор пользуется большой популярностью у хозяек. Это связано с особенностями материала.
Такие кастрюли и сковородки имеют небольшой вес, быстро нагреваются, имеют длительный срок службы и стоят недорого.
Однако со временем и при интенсивном использовании их внешний вид изменяется не в лучшую сторону: появляются темные пятна, пригар и прочие неприятности. И вот тут у хозяек возникает вопрос: как очистить алюминиевую посуду?
Алюминий – деликатный и чувствительный материал. Грубые способы чистки и мытья могут не только сильно испортить внешний вид посуды, но и сделать невозможным дальнейшее ее использование. Чтобы избежать этого, нужно следовать нескольким простым рекомендациям:
- при резком перепаде температур алюминий деформируется, поэтому посуда перед мытьем должна остыть;
- порошки, абразивные чистящие средства, металлические губки оставляют царапины, что портит внешний вид изделий, а также способствует более быстрому их загрязнению, т. к. неровную поверхность сложно промыть;
- для чистки нужно подбирать специальные средства для алюминия и при использовании обязательно читать инструкцию, т. к. кислоты и щелочи могут повредить металл, привести к коррозии, образованию пятен и т.д.;
- если еда пригорела, то нельзя использовать острые предметы (ножи, вилки и т. д.) для ее удаления, в этом случае велик риск окончательной порчи изделия, и в итоге посуду придется просто выкинуть;
- при постоянном мытье в посудомоечной машине алюминиевые изделия темнеют и теряют блеск, лучше чистить их вручную.
Быстрый способ очистки алюминиевой посуды
Посуда из алюминия при правильном использовании может служить много лет. Но даже она подвержена потемнению, пригоранию, образованию накипи и загрязнению жиром. Ниже приведены методы, как быстро вернуть алюминиевой посуде первозданный вид.
Самый простой способ чистки кастрюли от пригоревшей еды — залить ее водой с добавлением моющего средства и поставить на огонь.
Через 10 минут грязь размякнет, и ее можно будет легко снять губкой. Быстро осветлить алюминиевую кастрюлю и избавиться от нагара в домашних условиях вполне возможно подручными средствами. Нужно взять по 1 ст. л. горчичного порошка, соли и уксуса, натереть полученной смесью грязную поверхность и смыть теплой водой через 15 минут.
Избавиться от темных пятен поможет натирание алюминиевой посуды до блеска уксусом 9%. Можно просто залить им кастрюлю и оставить для размягчения налета на 2-3 часа.
Таким же эффектом обладает винный камень. Его растворяют в горячей воде, заливают в посуду и доводят до кипения.
Эффективно и быстро почистить алюминиевую кастрюлю от накипи можно, смешав соду с водой до кашицеобразной консистенции и потерев ею поверхность. После этого следует промыть посуду водой с нашатырным спиртом.
От въевшегося жира прекрасно избавит горчичный порошок. Нужно лишь насыпать немного вещества на губку, потереть и смыть теплой водой.
Особенности этого способа
Применяемые растворы содержат от четырех до десяти процентов натра. Температура при травлении щелочью составляет примерно 40-90 градусов по Цельсию.
При необходимости, чтобы получить легкое пенистое покрытие на заготовке, применяется увлажняющее средство или специальная добавка.
Средняя температура в разгаре процесса – шестьдесят градусов. Именно при таких тепловых показателях происходит качественная очистка поверхности.
Оптимальные показатели чистоты алюминия — 99.5%, а концентрация раствора едкого натра — 10, 15, или 20% .
Таким образом, во время реакции алюминий растворяется в едком натре, при этом выделяется водород. В результате формируется составной алюминат, и существует он только в растворе щелочи.
Как можно почистить алюминиевые кастрюли: 7 домашних средств
Уход за алюминиевой утварью — сложный процесс. Многие хозяйки не могут представить, как хорошо очистить пригоревшую алюминиевую посуду без жестких губок, металлических скребков и абразивного порошка. Но всего этого нужно избегать, ведь если переусердствовать с чисткой, можно повредить защитный слой посуды, и тогда она станет опасной для здоровья.
Также лучше не прибегать к моющим средствам на основе щелочи и хлора — они приводят к потемнению и порче материала. Следующие методы помогут очистить алюминиевую кастрюлю от нагара, жира, накипи и пригоревшей еды без применения химии и сохранить ее в отличном состоянии надолго.
Пищевые продукты
Темные пятна можно убрать с помощью кислоты натуральных продуктов. Пучки щавеля следует разложить на дне алюминиевой кастрюли, залить водой и кипятить 30 минут на медленном огне, накрыв крышкой. Аналогичным эффектом обладают простокваша, кефир и огуречный рассол. Оставив такую массу в кастрюле на ночь, получится обновить ее без особых усилий.
Можно натереть подгоревшую поверхность половиной яблока, дать кислоте подействовать, затем промыть губкой с жидким мылом. Для очистки кастрюли от пригоревшей еды, нужно варить в ней 2-3 разрезанных луковицы в течение получаса. Следует предварительно очистить лук от шелухи, иначе металл может потемнеть.
Лимонная кислота
С ее помощью можно легко избавиться от нагара на алюминиевой утвари. Очистить кастрюлю внутри можно простым способом: развести 2 ст. л. лимонной кислоты в 1,2 л воды и кипятить 15-25 минут в загрязненной посуде. Эти же простые методы помогут и в борьбе с накипью на изделиях из алюминия. Нужно 15 г лимонной кислоты растворить в 1 л воды, довести до кипения, и сняв крышку и подержать кастрюлю на огне 5-10 минут. Когда раствор немного остынет, добавить 2 ст. л. моющего средства и еще раз прокипятить, после чего удалить остатки накипи мягкой тканью.
Уксус
Чтобы убрать въевшуюся грязь, достаточно залить посуду 1,5 л воды и 1,5 стаканом уксуса, довести до кипения, после чего тщательно промыть и вытереть. Можно просто оставить такую смесь в очищаемой емкости на ночь. Утром останется промыть кастрюлю губкой с моющим средством и 1 ст. л. нашатырного спирта.
Кастрюлю можно почистить от нагара снаружи таким способом: смешать 2 ст. л. крупной соли и 1 ч. л. воды, потереть смесью поверхность с помощью губки. Чтобы очистить сгоревшую кастрюлю внутри, необходимо смешать в ней 900 мл воды с 2 ст. л. соли и кипятить 20 минут. Простейший метод удаления пригоревшей пищи — засыпать мокрую кастрюлю солью, дать постоять 2-3 часа и снять грязь губкой. Так можно избавиться от пригоревшего варенья, не царапая посуду жесткой щеткой.
Каталог
Основные свойства и особенности сварки
Алюминиевые сплавы используют в сварных конструкциях различного назначения. Основными достоинствами их как конструкционных материалов являются малая плотность, высокая удельная прочность, высокая коррозионная стойкость. Чистый алюминий, ввиду низкой прочности, для изготовления конструкций используют в отдельных случаях в химической, пищевой и электротехнической промышленности. Алюминий высокой чистоты применяют в отраслях новой техники, в том числе при производстве полупроводников. В качестве конструкционных материалов в основном используют полуфабрикаты из алюминиевых сплавов. По показателям отношения прочности и текучести к плотности высокопрочные алюминиевые сплавы значительно превосходят чугун, низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана.
Алюминиевые сплавы разделяют на литейные и деформируемые по пределу растворимости элементов в твердом растворе. В сварных конструкциях в основном используют полуфабрикаты (листы, профили, трубы и др.) из деформируемых сплавов. Концентрация легирующих элементов деформируемых сплавов меньше предела растворимости, и при нагреве эти сплавы могут быть переведены в однофазное состояние, при котором обеспечивается их высокая деформационная способность.
Большинство элементов, входящих в состав алюминиевых сплавов, обладает ограниченной растворимостью, изменяющейся с температурой. Это сообщает сплавам способность упрочняться термической обработкой. В связи с этим деформируемые сплавы разделяют на сплавы, не упрочняемые термической обработкой с концентрацией легирующих элементов ниже предела растворимости при 20 0С), и сплавы, упрочняемые термической обработкой (имеющие концентрацию легирующих элементов свыше этого предела). К деформируемым сплавам, не упрочняемым термической обработкой, относятся технический алюминий АД1, АД, алюминиево-марганиевый сплав АМц (Аl + 1,3% Мg) и группа сплавов системы А1—Мg: АМг1, АМг2, АМг3 и АМг6. В сварных соединениях эти сплавы способны сохранять до 95% прочности основного металла при высокой пластичности и высокой коррозионной стойкости.
Термически упрочняемые деформируемые алюминиевые сплавы могут быть разделены на несколько групп.
1. Дуралюмины — сплавы на основе системы А1—Сu—Мg: Д1, Д16, Д19, ВАД1, ВД17, М40, Д18.
2. Авиали — сплавы на основе системы А1— Мg—Si и А1—Сu—Мg—Si АВ, АД31, АД33, АД35, АК6, АК6-1, АК8.
3. Сплавы на основе системы А1—Сu—Мg—Fe—Ni: АК2, АК4, АК4-1.23 (Al—Cu—Mn—Li—Cd)
4. Сплавы на основе системы А1—Сu—Мn: Д20, Д21 и ВАД
5. Сплавы на основе системы Аl—Zn—Mg—Cu^ В93, В95, В96, В94.
6. Сплавы на основе системы А1—Мg—Zn: В92, В92Ц, АЦМ.
Из перечисленных сплавов к свариваемым относятся: АД, АД1, АМц, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д20, ВАД1, В92Ц.
Для сварочных работ используют проволоку из алюминия и алюминиевых сплавов по ГССТ 7871—75;
В сварочной ванне алюминиевые сплавы взаимодействуют с газами и шлаками. Металлургические особенности сварки алюминия и его сплавов определяются взаимодействием их с газами окружающей среды, интенсивностью испарения легирующих элементов, а также особенностями кристаллизации в условиях сварочного процесса.
При 1000 0С реакция окисления алюминия может протекать при рО2 = 44,06*10-46МПа. Образующаяся окись алюминия покрывает поверхность деталей плотней и прочной пленкой. При 20 0С процессы окисления алюминия протекают по параболическому закону. Важной характеристикой окисной пленки алюминия является ее способность адсорбировать газы, в особенности водяной пар. Последний удерживается окисной пленкой до температуры плавления металла.
Коэффициент теплового расширения окисной пленки почти в 3 раза меньше коэффициента расширения алюминия, поэтому при нагреве металла в ней образуются трещины. При наличии в алюминии легирующих добавок состав окисной пленки может существенно меняться. Возникающая сложная окисная пленка в большинстве случаев является более рыхлой, гигроскопичной и обладает худшими защитными свойствами.
Окисная пленка на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая высокой температурой плавления (2050 0С), окисная пленка не расплавляется в процессе сварки и покрывает металл прочной оболочкой, затрудняющей образование общей ванны. Вследствие высокой адсорбционной способности к газам и парам воды окисная пленка является источником газов, растворяющихся в металле, и косвенной причиной возникновения в нем несплошностей различного рода. Частицы окисной пленки, попавшие в ванну, а также часть пленок с поверхности основного металла, не разрушенных в процессе сварки, могут образовывать окисные включения в швах, снижающие свойства соединений и их работоспособность.
Для осуществления сварки должны быть приняты меры по разрушению и удалению пленки и защите металла от повторного окисления. С этой целью используют специальные сварочные флюсы или сварку осуществляют в атмосфере инертных защитных газов. Вследствие большой химической прочности соединения А12О3 восстановление алюминия из окисла в условиях сварки практически невозможно. Не удается также связать А12О3 в прочные соединения сильной кислотой или основанием Поэтому действие флюсов для сварки алюминия основано на процессах растворения и смывания диспергированной окисной пленки расплавленным флюсом. В условиях электродуговой сварки в интертных защитных газах удаление окисной пленки происходит в результате электрических процессов, происходящих у катода (катодное распыление). В этих условиях возникает необходимость повышения требований к качеству предварительной обработки деталей перед сваркой с целью получения тонкой и однородной пленки по всей поверхности свариваемых кромок. Для предупреждения дополнительного окисления и засорения ванны окислами необходимо применять защитный газ высокой чистоты.
Водород, в отличие от других газов, обладает способностью растворяться в алюминии и при определенных условиях образовывать поры в металле швов. Растворимость водорода в алюминии изменяется при различных температурах. Концентрация растворенного в металле водорода [Н] зависит от давления молекулярного водорода, находящегося с ним в равновесии.
В реальных условиях парциальное давление молекулярного водорода в газовой фазе дуги ничтожно мало. Поэтому основным источником водорода, растворяющегося в сварочной ванне, является реакция взаимодействия влаги, содержащейся в окисной пленке с металлом. В результате протекания этой реакции концентрация атомарного водорода в поверхностном слое атмосферы, контактирующей с металлом, может соответствовать большому давлению молекулярного водорода, находящегося в равновесии с металлом. Поэтому при наличии паров воды в зоне ванны концентрация растворенного в металле водорода может оказаться намного больше равновесной. При охлаждении растворенный водород в связи с понижением растворимости стремится выделиться из металла. Пузыри выделяющегося водорода, не успевая всплыть из ванны, остаются в шве, образуя поры. Поэтому основной мерой борьбы с пористостью при сварке алюминия является снижение концентрации растворенного в нем водорода до предела ниже 0,69—0,7 см3/100 г металла. Основным источником водорода, растворяющегося в металле шва при аргонодуговой сварке, является влага, адсорбированная поверхностью металла и входящая в состав окисной пленки в виде гидратированных окислов. Количество ее определяется состоянием поверхности металла и зависит от обработки его перед сваркой.
Предупреждению пористости при сварке алюминия может способствовать сокращение удельной поверхности присадочной проволоки за счет увеличения ее диаметра и уменьшения доли участия присадочного металла в образовании шва. Рациональную обработку поверхности проволоки и основного металла применяют с целью уменьшения толщины окисной пленки и запаса имеющейся в ней влаги. Магний увеличивает растворимость водорода в алюминии, поэтому повышенная склонность к пористости при сварке алюминиево-магниевых сплавов объясняется другим механизмом образования пор. На поверхности сплавов, содержащих магний, присутствует окисная пленка, состоящая из окислов А12О3 и МgO. Такая пленка имеет большую толщину, меньшую плотность из-за дефектов ее строения и больший запас влаги, чем пленка из А12О3. В процессе сварки при расплавлении основного и присадочного металлов часть влаги, содержащейся во внутренних дефектах пленки, не успевает прореагировать. Попадающие в ванну частицы пленки содержат остатки влаги, которая разлагается с выделением водорода. Образовавшийся водород в дефектах пленки переходит в молекулярную форму и затем выделяется в жидком металле ванны в виде пузырьков, минуя стадию растворения. При таком механизме образования пор в качестве мер уменьшения пористости, кроме обычных, связанных с применением рациональной обработки поверхности проволоки и основного металла, а также сокращения удельной поверхности проволоки, участвующей в образовании шва, эффективной мерой борьбы с пористостью становится ужесточение режимов. Однако при ужесточении режимов возникает опасность увеличения давления водорода в несплошностях, что затрудняет выполнение многослойных швов и подварку.
Кристаллическая структура металла шва определяет его механические свойства. Чистый алюминий при кристаллизации обладает способностью образовывать в металле швов грубую крупнокристаллическую структуру. При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов могут изменяться в зависимости от состава сплава, используемого присадочного металла, способов и режимов сварки. Для всех способов сварки характерно наличие больших скоростей охлаждения и направленного отвода тепла. При кристаллизации в этих условиях часто развивается дендритная ликвация, что приводит к появлению в структуре металла эвтектики. Эвтектика снижает пластичность и прочность металла. В связи с этим в швах возможно возникновение кристаллизационных трещин в процессе кристаллизации. Улучшение кристаллической структуры металла швов при сварке алюминия и некоторых его сплавов может быть достигнуто модифицированием в процессе сварки. Поэтому в качестве присадочного металла при сварке все большее применение находят специальные проволоки с добавками модификаторов. Введение этих элементов в небольших количествах позволяет улучшить кристаллическую структуру металла швов и снизить их склонность к трещинообразованию. Перемешивание металла сварочной ванны в процессе сварки с помощью внешнего магнитного поля также снижает склонность металла швов к трещинообразованию.
При выборе присадочного металла следует также учитывать возможность появления в структуре металла швов различных химических соединений. При сварке сплавов алюминия, содержащих магний, с применением присадочной проволоки, содержащей кремний, в металле швов и особенное зоне сплавления появляются иглообразные выделения Мg2Si, снижающие пластические свойства сварных соединений. Неблагоприятно влияют на свойства соединений из сплавов системы А1—Мg ничтожно малые добавки натрия, которые могут попадать в металл шва через флюсы.
Свойства сварных соединений зависят также от процессов, протекающих в околошовных зонах. При сварке чистого алюминия и сплавов, неупрочняемых термической обработкой, в зоне теплового воздействия наблюдается рост зерна и некоторое их разупрочнение, вызванное снятием нагартовки. Рост зерна и разупрочнение нагартованного металла при сварке изменяется в зависимости от способа сварки, режимов и степени предшествовавшей нагартовки сплава. Свариваемость сплавов А1—Мg осложняется повышенной чувствительностью их к нагреву и склонностью к образованию пористости и вспучиванию в участках основного металла, непосредственно примыкающих к шву. Способность этих сплавов образовывать пористость в зонах термического воздействия связывается с наличием в слитках молекулярного водорода. После обработки таких слитков (прессования или прокатки) в металле образуются несплошности в виде каналов или коллекторов, в которых водород находится под высоким давлением. Для проверки качества металла, предназначенного для сварки, рекомендуется проводить специальную пробу.
При сварке сплавов, упрочняемых термической обработкой, в зонах около шва происходят изменения, ухудшающие свойства свариваемого металла. Измерение твердости и изучение структуры металла в зоне термического воздействия сплавов этой группы позволяют обнаружить в ней участки металла с различной степенью распада твердого раствора и коагуляции упрочнителя. Однако самым опасным изменением, резко ухудшающим свойства металла и способствующим образованию трещин, является оплавление границ зерен. Появление жидких прослоек между зернами снижает механические свойства металла в нагретом состоянии и способствует образованию кристаллизационных трещин.
Независимо от способа сварки и исходного состояния металла в непосредственной близости от шва наблюдается зона оплавления границ зерен. Ширина этой зоны меняется в зависимости от способа и режимов сварки. Наиболее широкая зона появляется при газовой сварке и более узкая — при способах сварки с жестким термическим воздействием. Распределение эвтектики в этой зоне изменяется в зависимости от исходного состояния сплава. В сварных соединениях, полученных при сварке закаленного сплава, эвтектика располагается в виде сплошной прослойки вокруг зерен, в то время как в соединениях из отожженного металла в залегании эвтектики появляются несплошности. Последующей термической обработкой не удается восстановить свойства металла в зоне, прилежащей к шву, что приводит к большому изменению прочности соединений и делает ненадежными эти соединения в эксплуатации.
Сплавы Д20, ВАД1, М40 и др. имеют лучшую свариваемость. Особенно перспективными являются самозакаливающиеся сплавы тройной системы А1—Mg—Zn. При сварке этих сплавов удается получить соединения с прочностью 80—90% прочности основного металла в закаленном и состаренном состоянии. Алюминий и его сплавы отличаются высокой тепло- и электропроводностью, что вызывает необходимость применения больших токов и мощных машин для электроконтактной сварки, особенно при точечной сварке этих материалов. Для повышения эффективности нагрева и плавления целесообразно сваривать эти металлы при малой длительности импульсов тока или на больших скоростях при сварке плавлением.
Сварные конструкции из алюминия и его сплавов склонны к короблению, что объясняется относительно высоким коэффициентом теплового расширения. Снижение деформаций в конструкциях может быть достигнуто за счет использования технологических мероприятий (выбор соответствующего способа сварки, подбор оптимальных режимов, подогрев и др.).
Технология сварки
Подготовка под сварку
При подготовке деталей из алюминиевых сплавов под сварку профилируют свариваемые кромки, удаляют поверхностные загрязнения и окислы. Обезжиривание и удаление поверхностных загрязнений осуществляют с помощью органических растворителей или обработкой в специальных ваннах щелочного состава.
В качестве растворителей для обезжиривания деталей из алюминиевых сплавов применяют уайт-спирит, технический ацетон, растворители РС-1 и РС-2. Обезжиривание алюминиевых сплавов можно проводить в водном растворе следующего состава: 40-50 г/л технического тринатрийфосфата (Na3РО4 * 12Н2О), 40-50 г/л кальцинированной соды (Na2СО3), 25-30 г/л жидкого стекла (Na2SiO3). Температура ванны 60-70 0С, время обработки 4-5 мин. Удаление поверхностной окисной пленки является наиболее ответственной операцией подготовки деталей. При этом в основном удаляют старую пленку окислов, полученную в результате длительного хранения и содержащую значительное количество адсорбированной влаги.
Окисную пленку можно удалять с помощью металлических щеток из проволоки диаметром 0,1-0,2 мм при длине ворса не менее 30 мм или шабрением. После зачистки кромки вновь обезжиривают растворителем. Продолжительность хранения деталей перед сваркой после зачистки 2-3 ч. При более широких масштабах производства поверхности деталей подвергают травлению. Широко применяют травление в щелочных ваннах по следующей технологии:
1) обезжиривание в растворителе;
2) травление в ванне из водного раствора 45-50 г/л НаОН; температура ванны 60-70 0С; время травления 1-2 мин для неплакированных материалов; при необходимости снятия технологической плакировки (например, на сплаве АМг6) время травления выбирают из расчета 0,01 мм за 2,5-3 мин;
3) промывка в проточной горячей воде (60—80 0С), затем в холодной воде;
4) осветление в 30% -ном водном растворе HNO3 при 20 0С в течение 1-2 мин или в 15%-ном водном растворе HNO3 при 60 0С в течение 2 мин;
5) промывка в холодной проточной воде, затем в горячей (60—70 0С);
6) сушка горячим воздухом (80—90 0С).
При сварке деталей из сплавов алюминия, содержащих магний повышенной концентрации (например, сплава АМг6), перед сваркой кромки деталей и особенно их торцовые поверхности необходимо зачищать шабером. Для обработки электродной проволоки из алюминиевых сплавов используют те же ванны. Во многих случаях для обработки присадочной проволоки после травления рекомендуется проводить, электрохимическое полирование, особенно для сплавов, содержащих магний. В качестве электролита используют раствор состава: 700 мл ортофосфорной кислоты, 300 мл серной кислоты окиси хрома. В процессе полирования проволоки температуру электролита поддерживают 95-100 0С. При перегреве электролита свыше 100 0С происходит растравливание поверхности, а при понижении температуры ниже 90 0С процесс полирования прекращается. Качество подготовки проволоки контролируют наплавкой технологических валиков с последующей оценкой пористости металла шва путем взвешивания.
Перед контактной сваркой (точечной и шовной) нахлесточные поверхности в некоторых случаях дополнительно зачищают вращающимися металлическими щетками. При соединении листов толщиной свыше 2,5-3 мм плакированный слой удаляют глубоким травлением для предотвращения образования непроваров. Торцы деталей перед стыковой контактной сваркой подвергают механической обработке резанием, например, на металлорежущих станках.
Поверхности деталей, свариваемых контактной точечной или шовной сваркой, контролируют внешним осмотром или измерением при 20 0С электрического сопротивления образцов-свидетелей или самих деталей. При удовлетворительном состоянии поверхностей электрическое сопротивление не должно превышать 120 мкОм. Более объективное представление о свойствах поверхностей дает сопротивление деталей в процессе сварки, которое можно оценить по скорости нарастания напряжения, снимаемого с электродов, на начальной стадии процесса сварки, например, спустя 0,01-0,02 с после включения тока.
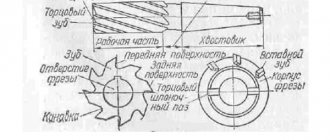
Типы соединений
Основные типы соединений, применяемые при сварке деталей из алюминиевых сплавов, регламентированы ГОСТ 14806-69. При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые, выполнить которые можно любыми способами сварки. Для устранения окисных включений в металле швов применяют подкладки с канавкой рациональной формы или разделку кромок с обратной стороны шва, что в некоторых случаях обеспечивает удаление окисных включений из стыка в формирующую канавку или в разделку.
Применение при аргонодуговой сварке флюсов, наносимых на торцовые поверхности перед сваркой в виде дисперсной взвеси фторидов в спирте, также способствует уменьшению количества окисных включений в металле шва. При разделке кромок угол их раскрытия необходимо ограничивать с целью уменьшения объема наплавленного металла в соединении, а следовательно, и вероятности образования дефектов. Конкретный выбор конструктивных элементов подготовленных кромок свариваемых деталей, их размеров и размеров выполненных швов для основных типов соединений должен производиться согласно ГОСТ 14806-69.
Для точечной и шовной контактной сварки характерны нахлесточные соединения, размеры которых установлены ГССТ 15878—70. При этом соотношение толщин свариваемых деталей, как правило, не превышает 1 : 2. Для стыковой сварки оплавлением используются стыковые соединения. Форма деталей должна обеспечивать надежное закрепление их в зажимах машины и токоподвод вблизи стыка. Площади сечения деталей в зоне соединения должны быть приблизительно одинаковыми. При сварке алюминия и его сплавов используют несколько способов сварки.
Газовая сварка
При сварке алюминиевых сплавов рекомендуется применять пламя газовой смеси О2 : С22
| Толщина металла, мм | 0,5-0,8 | 1,0 | 1,2 | 1,5…2,0 | 3,0…4,0 |
| Мощность пламени ацетилена, л/ч | 50 | 75 | 75…100 | 150…300 | 300…500 |
Для защиты металла от окисления и удаления окислов с кромок свариваемых деталей применяют специальные флюсы. Наиболее распространен флюс АФ-4А состава: 28% NaС1, 50% КС1, 14% ZiСl, 8% NaF. При сварке флюс вводится или с присадочным прутком, или предварительно наносится на кромки в виде пасты, разведенной в воде. Хранить флюс длительное время (более 8-10 ч) в разведенном состоянии нельзя. В качестве присадочного металла применяют сварочную проволоку из алюминия или его сплавов. Диаметр присадочной проволоки зависит от толщины свариваемого металла.
Ручную электродуговую сварку алюминия и его сплавов можно осуществлять угольным или металлическим покрытым электродом. Сварку угольным электродом применяют для заварки брака отливок, сварки алюминиевых шин, иногда для сварки тонкого материала по отбортовке. При этом используют присадочный материал в виде прутков, покрытых флюсом. Сварку угольной дугой ведут на постоянном токе прямой полярности. В качестве электродов можно применять угольные или графитовые стержни разных диаметров. Режимы сварки стыковых соединений из алюминия приведены в таблице 1.
Таблица 1. Режимы сварки стыковых соединений из алюминия угольным и графитовым электродами
| Толщина металла, мм | Ток, А | Диаметр, мм | ||
| присадочного прутка | угольного электрода | графитового электрода | ||
| 2-5 | 120-250 | 4-6 | 12,5 | 10,0 |
| 5-10 | 250-400 | 5-6 | 15 | 12,5 |
| 10-15 | 400-500 | 6-8 | 18 | 15 |
Чаще применяют дуговую сварку покрытыми металлическими электродами, стержни которых изготовляют из сварочной проволоки (ГОСТ 7871-75) с нанесением на них покрытий из смеси хлористых и фтористых солей. В качестве связующего используют раствор хлористого натрия в воде или раствор декстрина, а также предложен водный раствор карбоксилметилцеллюлоза (КМЦ). Толщина слоя покрытия в зависимости от диаметра электродного стержня приведена в таблице 2.
Таблица 2. Толщина покрытия в зависимости от диаметра электродного стержня, мм
| Диаметр электродного стержня | Толщина покрытия на сторону | Диаметр электродного стержня | Толщина покрытия на сторону |
| 3,0 | 0,25-0,3 | 5,0 | 0,5-0,75 |
| 4,0 | 0,3-0,5 | 6 и более | 0,75-1,6 |
Электроды марок ОЗА-1 со стержнем из проволоки СвА1 применяют для сварки алюминия, а электроды ОЗА-2 со стержнем из проволоки марки СвАК5 – для заварки брака отливок
Сварку производят на постоянном токе обратной полярности.
Автоматическая электродуговая сварка по слою флюса
Данный вид сварки производится плавящимся электродом и используется для стыковых соединений металла толщиной от 4 мм и выше. Питание дуги осуществляется постоянным током обратной полярности.
Для соединения алюминия используют процесс автоматической дуговой сварки плавящимся электродом под слоем флюса. Для этого применяют флюсы с пониженной электропроводностью. Например, состав керамического флюса ДА-64 следующий: 30 — 44% криолита, 48—38% хлористого калия, 19—15% хлористого натрия, 3—3,5% кварцевого песка. Флюс замешивают на водном растворе карбоксилметилцеллюлозы (14—10% массы шихты), протирают через сито и прокаливают при 280—320 0С в течение 6 ч. Сварку ведут чаще расщепленным электродом. В конструкциях, работающих в коррозионных средах, после сварки необходимо тщательно удалять остатки флюса.
Дуговую сварку в среде защитных газов широко используют для сварки алюминия и его сплавов. В качестве защитного газа применяют аргон чистотой не менее 99,9% (по ГОСТ 10157-73, сорта: высший, первый и второй) или смеси аргона с гелием. При сварке плавящимся электродом иногда применяют аргон с добавкой до 5% О2.
Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является высокая устойчивость горения дуги. Благодаря этому процесс используется при сварке тонких листов. Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Сварку ведут ручным или автоматическим способом. Для ручной сварки используют вольфрамовые электроды и присадочную проволоку в зависимости от толщины свариваемого металла:
| Толщина свариваемого металла, мм | До 2 | Св.2 до 5 | Св.5 |
| Диаметр присадочной проволоки, мм | 1,0-1,5 | 1,5-3,0 | 3,0-4,0 |
Автоматическую сварку осуществляют без подачи или с подачей присадочной проволоки. При ручной сварке тонких листов неплавящимся электродом без присадки (по отбортовке) или с присадкой в один проход горелку перемещают с наклоном “углом вперед”. Угол наклона горелки к плоской поверхности детали около 600. Присадочная проволока подается под возможно меньшим углом к плоской поверхности детали.
При механизированной или автоматической сварке неплавящимся электродом горелка располагается под прямым углом к поверхности детали, а присадочная проволока подается таким образом, чтобы конец проволоки опирался на край сварочной ванны; скорость подачи меняется от 4-6 до 30-40 м/ч в зависимости от толщины материала.
Для сварки алюминиевых сплавов также используют сварку вольфрамовым электродом импульсной дугой. При этом можно сваривать алюминиевые сплавы толщиной от 0,2 мм и более. Имеются специализированные источники тока для сварки импульсной дугой алюминиевых сплавов на переменном токе. Расширение технологических возможностей при сварке металла больших толщин достигается за счет использования способа дуговой сварки вольфрамовым электродом погруженной дугой. Способ позволяет сваривать за один проход материал толщиной до 20 мм. При этом используют специальные вольфрамовые электроды с добавками иттрия и тантала и сварочные горелки с улучшенной защитой зоны сварки.
Алюминиевые сплавы подвергают трехфазной дуговой сварке вольфрамовыми электродами. Возможности регулирования тепловложения при трехфазной дуговой сварке позволяют использовать ее для металла разных толщин. При трехфазной сварке за один проход успешно сваривают металл толщиной свыше 30мм.
Сварку плавящимся электродом в защитном газе используют для материала толщиной более 3 мм. Для питания дуги при сварке плавящимся электродом применяют источники постоянного тока с жесткой внешней вольт-амперной характеристикой. Сварку ведут на токе обратной полярности, что обеспечивает надежное разрушение окисной пленки за счет катодного распыления и нормальное формирование швов. Сварку можно выполнять в полуавтоматическом или автоматическом режиме на подкладках с формирующей канавкой. Преимуществом процесса сварки плавящимся электродом является высокая производительность, возрастающая с увеличением толщины металла.
Полуавтоматическая сварка плавящимся электродом возможна в различных пространственных положениях и позволяет заменить менее совершенный процесс сварки алюминиевых сплавов покрытыми электродами; при этом рекомендуются полуавтоматы с механизмом подачи тянущего типа. Импульсно-дуговая сварка плавящимся электродом расширяет возможность сварки алюминиевых сплавов при различных пространственных положениях. При этом улучшается формирование швов, регулируется время пребывания металла сварочной ванны в расплавленном состоянии, а значит и протекание металлургических реакций.
При плазменной сварке (сжатой дуге) концентрация энергии в пятне нагрева высокая, что делает этот вид сварки перспективным для соединения алюминиевых сплавов. Преимуществом плазменной сварки является высокая скорость, значительное сокращение зоны термического влияния, стабильность процесса, благодаря чему не требуется контроль и поддержание постоянства длины дуги, что облегчает выполнение ручной сварки. При плазменной сварке, в связи с глубоким проплавлением, резко увеличивается доля основного металла в формировании шва. Однако при этом необходимо соблюдать точность сборки деталей под сварку и ведения горелки по стыку. Для алюминиевых сплавов необходимо применять плазменную сварку с питанием дуги переменным током.
С помощью слаботочной сжатой дуги (микроплазмы) можно сваривать алюминиевые сплавы толщиной 0,2-1,5 мм при силе тока 10-100 А. При микроплазменной сварке применяют аргон чистотой не менее 99,98%; в качестве защитного газа используют гелий чистотой 99,95%. Гелий, защищая сварочную ванну от атмосферы, затрудняет развитие фронта ионизации в радиальном направлении, и дополнительно сжимая дугу, делает ее пространственно устойчивой. Сварочные горелки рассчитаны на применение лантанированных вольфрамовых электродов диаметром 0,8-1,5 мм.
Основные рекомендации по MIG – сварке алюминия
Прежде, чем впервые приступить к работе с алюминием, сварщик должен ознакомиться особенности материала и технологией его сварки. Чистый алюминий проводит электрический ток в четыре раза лучше, чем сталь, поэтому процесс его сварки имеет свои технологические особенности. Способность проводить тепло у алюминия (около 2,2 Вт/см K) также значительно выше, чем у стали (около 0,6 Вт/см K). Например, у таких часто применяемых алюминиевых сплавов как AlMg4,5Mn или AlMg5 теплопроводность составляет от 1,2 до 1,3 Вт/см K, что также выше значения теплопроводности стали. Из-за высокой теплопроводности выполнять высокопроизводительную сварку весьма затруднительно по причине недостаточной глубины проплавления. Кристаллизация сварочной ванны происходит очень быстро и, поэтому возможно неполное выделение газов, приводящее к образованию пор в сварном шве. Чтобы избежать этого, необходимо увеличивать силу сварочного тока, производить предварительный подогрев детали, и использовать в качестве защитного газа, гелий или его смесь с аргоном. На начальном участке сварного соединения также возможна некоторая непрочность шва из-за недостаточного провара по причине “непрогрева” детали. Технически эта проблема решается путем использования функционального 4-тактного режима, реализованного в сварочных аппаратах. В первом такте сварки можно задать импульс сварочного тока большей силы, чем основной сварочный ток, что ускорит нагрев свариваемых деталей.
Материалы и сварочная проволока
Спектр алюминиевых сплавов сегодня весьма широк. Что касается алюминиевой сварочной проволоки, общим требованием является ее своевременное использование. Время хранение при вскрытой упаковке должно быть сведено к минимуму, так как быстрое окисление поверхности ведет к ухудшению качества проволоки. Особенно вредно влияние высокой влажности воздуха. Кромки и зона около сварного шва свариваемых деталей должны быть тщательно очищены от загрязнений. Это должно быть сделано непосредственно перед сваркой. За очень короткое время алюминий покрывается слоем оксида алюминия (Al2O3).
Защитные газы для сварки
Алюминий и алюминиевые сплавы должны свариваться в среде защитных инертных газов. В основном для этого применяется аргон. Но предпочтительнее использовать газовую смесь аргона и гелия. Более высокий показатель теплопроводности гелия определяет соответственно и более высокую температуру сварочной ванны, что оказывается преимуществом при сварке металлических листов большой толщины. Применение смеси защитных газов способствует более полному выделению газа и уменьшению количества пор.
Специальные рекомендации по MIG-сварке
Сварочные аппараты
Стандартные MIG/MAG-аппараты подходят для сварки алюминия весьма условно
Топ 5 средств бытовой химии
Помимо народных методов очищения алюминиевой посуды существуют продукты бытовой химии, подходящие для этого металла. Застарелые загрязнения любого типа легко устраняются следующими средствами:
- Продукция компании Solclean. Средства не содержат агрессивных компонентов и рассчитаны на мягкие металлы. В состав входят белая глина, корунд и олеиновая кислота, эффективно растворяющие жир и подгоревшие частицы.
- Чистящее средство «Санитарный». Жидкость на щавелевой основе, за счет чего легко снимает устойчивые загрязнения с алюминиевых кастрюль. Чернота, жир и пригоревшая пища растворятся уже после первого применения.
- Шуманит израильской марки «Баги».
- «Овен Клинер» от «Амвей».
- «Мистер Чистер» от .
Последние три средства особенно эффективны в чистке алюминиевых сковородок и кастрюль от нагара, даже застарелого. Простота способа заключается в том, что достаточно лишь смазать веществом внутреннюю и внешнюю поверхность посуды, дать ему подействовать 10 минут и промыть под водой губкой.
Использовать данную бытовую химию необходимо с осторожностью:
- натирать посуду нужно в перчатках, чтобы избежать повреждения кожи;
- из-за сильного запаха лучше накрыть обрабатываемую посуду пакетом и открыть окно;
- избегать частой чистки алюминиевых кастрюль этим методом.
Если соблюдать все рекомендации по уходу за алюминиевыми изделиями, они прослужат долго.
Какой из способов, на ваш взгляд, самый действенный? Поделитесь в комментариях, читайте все отзывы.
Осветление алюминия в домашних условиях
Вопросы, как и чем очистить алюминий, актуальны для многих.
Алюминиевые изделия отличаются легкостью, удобством и красивым блеском, однако в результате эксплуатации быстро темнеют, покрываются налетом или окисью, что портит эстетический вид и мешает полноценному использованию предмета. Дабы вернуть блеск и чистоту алюминию, используйте народные средства и специальную бытовую химию, соблюдайте рекомендации по уходу и эксплуатации.
Алюминий используется для изготовления посуды, автомобильных деталей, элементов мебели и др. Он устойчив к ржавчине, но подвержен нагару, известковому налету, потемнению и окислению
Особенности чистки, общие рекомендации
Нагрев алюминиевой посуды идет равномерно и не требует большого количества времени. По истечению некоторого времени на посуде из алюминия начинает появляться нагар и становятся заметны следы окисла. Чаще всего отмыть алюминий пытаются с помощью средства для чистки посуды, но он способен убрать только внешнюю грязь и жир.
Мыть посуду из данного материала требуется только холодной, поскольку в горячем состоянии ее легко испортить. Если металл в горячем состоянии опустить в холодную воду, то он будет деформироваться, а потому стоит постараться избежать такого провала.
Пригоревшую еду не стоит пытаться вычистить сразу же при помощи железных губок и других предметов. Для облегчения задачи требуется просто залить теплой водой и подождать около получаса. За это время еда размокнет и убрать ее можно будет при помощи обычной губки для мытья посуды.
Не рекомендуется мыть алюминиевую посуду в посудомоечной машине, поскольку та в процессе мытья использует горячую воду, способную повредить материал. Чтобы избежать его деформации рекомендуется мыть алюминиевую посуду теплой водой вручную.
Не стоит использовать в процессе сильнодействующие кислоты, поскольку они не смогут вернуть блеск посуде, а навредить ей могут. Также не рекомендуется чистить ее при помощи металлических губок, которые оставляют на посуде царапины.
Проблемы использования дуговых технологий
Связаны они с некоторыми ограничениями использования электрической дуги и особенностями алюминия.Среди них можно отметить:
- низкая производительность при сварке толстого металла;
- высокие требования к подготовке основного и присадочного материала
- повышенная дефектность сварных швов. Образование горячих трещин, включений оксидной пленки.
- характеристики сварочного шва уступают по прочности основному металлу.
- трудоемкость изготовления объемных конструкций, где предполагается сварка в различных пространственных положениях
Рекомендуем! Сварка алюминия аргоном для начинающих
Если какие-либо из этих пунктов вызывают определенные неудобства или недостаточное качество сварочного шва, возможно применение иных технологий, о которых мы поговорим ниже.
Чистка алюминиевой посуды
Основной недостаток алюминия – мягкость. Его очень легко повредить, а также оставить на нем царапины. Даже при частом мытье меламиновой губкой поверхность вскоре начнет становиться матовой, поскольку на ней останется большое количество микроцарапин.
- Для возвращения блеска требуется использовать буру, нашатырный спирт и пасту ГОИ. Последней требуется тщательно натереть алюминий, а затем при помощи ветоши, смоченной в растворителе, тщательно натереть столовый прибор.
- Алюминиевую посуду почистить можно такими средствами, как мыло, нашатырь, столовый уксус и поваренная соль.
- Нагар, окисел и другие загрязнения, которые скапливаются на посуде из алюминия, можно с легкостью убрать при помощи мягкий поролоновых или с полимерной щетиной губок, салфеток из микрофибры или хлопка, а также ветошью. Требуется следить, чтобы в них не присутствовало более грубых и жестких материалов, которые могут оставить царапины.
- Хороший очиститель алюминия – специальное средство, предназначенное для очистки стекла или фарфора. Они отлично справляются с поставленной задачей, мягко устраняя загрязнения и придавая посуде блеск.
Выбор средства
К недостаткам алюминия можно отнести мягкость металла, его неустойчивость к абразивным воздействиям. Если вы планируете подольше сохранять блеск кастрюль, откажитесь от использования проволочных мочалок и щеток, абразивных губок, наждачной бумаги.
Даже применение меламиновой губки, которая способна избавить металл от пленки окисления, скажется на внешнем виде утвари – блестящая поверхность станет матовой из-за многочисленных микроцарапин.
Вернуть ее в идеальное состояние поможет полировка пастой ГОИ – ветошь, смоченную в растворителе, натирают кусочком твердой пасты, а затем полируют металлическую поверхность до зеркального блеска.
Выбирая, чем очистить алюминий, стоит обратить внимание на вещества, которые практически всегда под рукой у любой хозяйки. В их число входят:
- мыло хозяйственное;
- пищевая сода;
- поваренная соль;
- уксус столовый;
- сок лимона или лимонная кислота;
- кисломолочные продукты;
- винный камень;
- канцелярский клей;
- щавелевая кислота и т.д.
В ходе работ по очистке алюминиевой утвари от черноты, пятен и пленки нагара используйте щетки с полужесткой полимерной щетиной, поролоновые губки, салфетки из хлопчатобумажной ткани или микрофибры, ветошь.
Если советы на тему, как очистить пригоревшую кастрюлю или сковородку в домашних условиях, не помогут справиться с задачей, можно попробовать применить спецсредства для очистки фарфора, стекла. Либо прибегнуть к таким средствам, как «Чистер», «Баги Шуманит», «Oven Cleaner” и т.д. Используют спецсредства, действуя по инструкции производителя.
Новенькая утварь из алюминия привлекательно блестит, но через некоторое время регулярного использования тускнеет, покрывается неэстетичными пятнами. Обычно хозяйки для мытья алюминиевой посуды применяют тот же привычный состав, что и для кастрюль и сковородок из других материалов, в первую очередь, нержавеющей стали.
Но это неправильный подход. Обычные моющие средства для посуды способны очищать алюминиевую поверхность от обычных загрязнений, но не спасут от окисления, не смогут полностью защитить от постепенного формирования налета, который под регулярным воздействием высоких температур со временем превращается в нагар.
Удалить нагар
Очистка окислов и нагара производится также достаточно просто. Для этого потребуются средства и продукты, которые имеются в доме у многих. При этом подобная чистка не занимает большого количества времени и не требует серьезных усилий.
- Осветление алюминия происходит при помощи рассола из огурцов, кисломолочных продуктов, наподобие молока и кефира. Требуется залить имеющееся в распоряжении средство в посуду, которую требуется очистить, на половину суток. Чаще всего оставляют на ночь, чтобы утром можно было просто отмыть посуду. Если требуется очистить от нагара какие-то предметы, то их можно сложить на дно той емкости, которая была залита. Очищение происходит благодаря кислотам, находящимся в данных продуктах.
- Очистить нагар и убрать окисление поможет кислое яблоко. Фрукт требуется разрезать надвое и натереть требуемую поверхность до появления блеска. Кислота разъест все загрязнения, а потому после полоскания водой вещь будет блестеть.
- Удалить загрязнения можно при помощи соленого раствора. Требуется взять соль и воду в равных пропорциях, при этом стоит полностью растворить первый ингредиент. При помощи губки требуется нанести раствор на предмет, требующий очищения, ненадолго оставить в таком состоянии, а затем тщательно смыть водой.
Контактная сварка алюминия
Следующий способ получить качественный шов при работе с алюминием – точечная сварка алюминия. Она проходит на высокой плотности тока – 15 тысяч Ампер на квадратный сантиметр. В таких условиях металл плавится за тысячные доли секунды и практически мгновенно застывает. Это позволяет избежать внутренних дефектов и сохранить основные свойства ремонтируемого изделия.
Точечная сварка алюминия
Контактная сварка позволяет работать с изделиями, толщиной до 7 мм.Из недостатков стоит отметить возможность сваривания детали и электрода. Чтобы этого избежать применяются специальные прокладки, которые отводят тепло от электрода. Их толщина может варьироваться в пределах 0.2 – 0.5 мм. В современных сварочных аппаратах для сварки алюминия, для повышения качества работ применяют технологии ускорения импульсного действия тока. Продолжительность сварки снижается, при этом сварочные токи увеличиваются.
Рекомендуем! Как работает полуавтоматическая сварка: устройство, принцип работы, технология
Убрать коррозию и окись
Очистить алюминиевые предметы — флягу, посуду, монеты – достаточно просто, если знать методы, которыми сделать это проще всего. При этом рекомендуется использовать не стандартные средства для мытья посуды, которые не справятся с сильными загрязнениями, а народные методы.
Винный камень
Почистить алюминий от черноты можно при помощи винного камня. Очистка алюминия от окиси и коррозии этим средством достаточно просто: требуется налить в посуду горячую воду, растворить в ней камень и добавить небольшое количество лимонной кислоты. Требуется довести полученный раствор до кипения, дать остыть и протереть при помощи мягкой ткани все стенки.
Винный камень можно развести водой так, чтобы получилась кашица, которой натирают посуду наподобие чистящего порошка. Это поможет вернуть материалу блеск.
Столовый уксус
При помощи 9%-ого столового уксуса запросто может производиться чистка алюминия. Обычно метод используется для монет, но на самом деле очистит не только их. Если речь идет о посуде, то просто требуется налить раствор в нее и довести до кипения. Потом позволить остыть и помыть предмет. Если требуется очистить другие вещи, то их следует прокипятить в этом растворе, а затем помыть.
Мыльный раствор
Мыльный раствор помогает избавиться от легких загрязнений, но не поспособствует возвращению первоначального вида. Требуется растворить в воде небольшое количество мыльной стружки, а затем тщательно вымыть алюминиевый предмет раствором. Чтобы придать блеск стоит смешать аммиак и буру в пропорции 1:3 и натереть поверхность, а затем тщательно промыть водой.
Пищевая сода
Пищевая сода способна с легкостью удалить загрязнения любой сложности. Для этого необходимо сделать из нее кашицу посредством добавления небольшого количества воды, а затем просто аккуратно потереть в течение пары минут в зависимости от сложности загрязнения. После этого остатки природного порошка с легкостью смываются при помощи чистой воды.
Клей и сода
От окисления очистить алюминий можно при помощи самодельного средства. Потребуется на 10 литров горячей воды взять 100 граммов пищевой соды и канцелярского клея. Все это необходимо смешать и требуемые вещи погрузить в данный раствор. В подобном средстве требуется продержать вещь не менее трех часов, а затем хорошо почистить ее губкой.
Очистка алюминия от окислов: 20 лучших народных и химических средств
В каждом доме можно найти изделия, которые изготавливаются из прочного алюминия. Чаще всего из такого металла делаются сковородки, кастрюльки, фурнитура, раковины и оконные рамы. Со временем алюминиевая поверхность окисляется, и поэтому каждый человек должен знать все особенности очистки алюминия от окислов.
Особенности материала
Алюминием называют металл, поверхность которого окрашена в серебристый цвет с легким белым оттенком. Этот материал имеет определенные особенности, с которыми следует заранее ознакомиться. К ним относят следующее:
- Высокий уровень плотности. Изделия, сделанные из такого металла, очень прочные и не подвергаются механическим повреждениям.
- Хорошая теплопроводность. Этот показатель почти такой же, как у серебра, золота или меди.
- Защищенность от коррозийного налета. Алюминиевые конструкции никогда не ржавеют, однако вместо ржавчины на их поверхности может появиться окись.
Как почистить в домашних условиях
Есть несколько эффективных средств, которые помогут в домашних условиях прочистить алюминиевую поверхность от образовавшегося окисла.
Сода
Чтобы устранить окисление, появившееся на алюминиевой поверхности, можно воспользоваться пищевой содой. Главным достоинством такого средства считается его доступность, так как содовый порошок есть практически в каждом доме.
Прежде чем приступить к устранению окислов, необходимо приготовить раствор. Для этого в 300-400 миллилитров водички добавляется 150 грамм соды. Смесь размешивают до образования густоватой кашицы. Приготовленным составом обрабатывают поврежденную поверхность и смывают ее водой.
Кока-кола
Многие считают, что газированные напитки можно использовать только в качестве питья, но это не так. Домохозяйки используют их для удаления ржавчины и окислений с металлических поверхностей.
Среди наиболее эффективных напитков выделяют Кока-колу, которая поможет восстановить алюминиевое изделие. Чтобы устранить окислы, поврежденное покрытие помещают в емкость с шипучей жидкостью и оставляют на 40-60 минут.
Если окислений много, процедуру продлевают до 2-3 часов.
Щавель
Некоторые пользуются только щавелевой кислотой, однако устранить окислы помогут даже свежие листочки щавеля. Для начала надо в небольшую кастрюлю поместить пучок с щавельными листками и залить их холодной водичкой. Затем емкость устанавливают на газовую плиту и кипятят на протяжении получаса. Когда жидкость закипит, в ней отмачивают алюминиевое изделие.
Процедура длится полтора часа, после чего отмоченную поверхность прополаскивают и протирают досуха.
Яблоко
В свежих яблочках есть микроэлементы, которые способствуют удалению окислившихся пятен с любой металлической поверхности. Пользоваться этим способом очень просто. Достаточно разрезать одно яблочко на две равные части, после чего натереть им окисленный след. Через 40-50 минут обработанное покрытие промывают мыльной жидкостью и высушивают. Если пятна остались, процедуру проводят снова.
Кислое молоко, кефир, рассол
Эти средства содержат в своем составе натуральные кислоты, которые эффективно борются с окислениями. Рассол, скисшее молочко и кефир необязательно смешивать, и поэтому эти средства можно использовать по-отдельности. Их заливают в небольшую кастрюлю, после чего в нее помещается алюминиевая деталь. Она вымачивается около трех часов. Этого достаточно, чтобы устранить даже старые окислы.
Сода и клей
Иногда на металле появляются серьезные окисления, которые сложно устранить. В этом случае лучше пользоваться средством, приготовленным из клея и соды. Чтобы его создать, в кастрюлю заливают четыре литра водички, после чего в нее добавляют 80 грамм соды и 2-3 ложки клеевой жидкости. Приготовленный раствор кипятится сорок минут, а затем созданной жидкостью вытирают деталь из алюминия.
Кетчуп
Убрать незначительные окислившиеся следы поможет обычный кетчуп, приготовленный из томатов. Это необычный метод, которым домохозяйки пользуются не так часто. Главным достоинством этого способа считается то, что после его применения алюминиевая поверхность начнет блестеть.
Чтобы устранить загрязнения, кетчуп наносится на поверхность тонким слоем и оставляется там на 10-15 минут. После этого его смывают проточной водичкой, а деталь протирают сухим полотенцем.
Лук
Окисления, появившиеся на металлической поверхности, можно устранить при помощи обыкновенной луковицы. Чтобы сделать это, в кастрюлю наливают водичку и добавляют несколько головок лучка. Затем смесь кипятят 40-50 минут, после чего в луковой перекипяченной жидкости вымачивают деталь. Также можно не кипятить луковицы, а просто разрезать их и протереть ими загрязненную поверхность.
Гаражные рецепты
Есть несколько гаражных рецептов, которые помогут приготовить средства против окислов.
Кипячение соды
Очистить новые следы окисла поможет обыкновенная кипяченная водичка. Жидкость необходимо заранее закипятить в небольшой кастрюльке.
Потом кипяток переливают в тазик, в котором будут отмачиваться все детали, нуждающиеся в очистке. Продолжительность отмачивания длится около 3-4 часов. Затем все изделия промывают и вытирают от остатков водички.
Если окислы не исчезли, придется воспользоваться другими, более эффективными средствами.
Бура
Плотную окисленную пленку можно устранить при помощи специальной аптечной буры. Чтобы восстановить алюминиевое изделие, выполняют следующие действия:
- в стаканчик с водой добавляют 10-15 грамм буры;
- размешивают в смеси 3-4 капельки нашатырного спирта;
- обрабатывают металлические покрытие приготовленной жидкостью;
- через сорок минут остатки состава смывают с поверхности.
Едкий натр
Снять слой въевшихся загрязнений можно едким натром. К достоинствам этой процедуры относят то, что ее легко провести в домашних условиях. Средство в количестве 150-200 грамм добавляют в 7-8 литров водички и тщательно перемешивают. Необходимо использовать подогретую водичку, температура которой составляет 60-80 градусов. Приготовленным натровым раствором следует помыть деталь.
Бытовая химия
Наиболее эффективным способом очистки алюминиевой посуды считают использование бытовой химии. Чаще всего используют препарат «Крот», которым пользуются для борьбы с засорами в стоковых трубах. Несколько ложечек порошка добавляют в пол-литра воды. Окислившиеся детали помещают в созданный раствор на две минуты, а затем прочищают их щеткой и мыльным раствором.
Анодирование как способ защиты
При использовании этой методики придется в пластиковую емкость добавить очищенную водичку, смешанную с серной кислотой. Затем специальный источник питания подсоединяют к ванне с электролитом и к обрабатываемой детали. Через электролитический раствор будет пропущено электричество. Процедура длится 35-45 минут, после чего изделие промывают от отслоившейся грязи.
Правила ухода за алюминиевой посудой
Выделяют несколько рекомендаций, которые помогут правильно ухаживать за посудой из алюминия:
- изделия надо мыть после каждого использования;
- храниться посуда должна в помещениях со средним уровнем влажности воздуха;
- во время мытья нельзя пользоваться абразивными средствами.
Заключение
Со временем изделия, изготовленные из алюминия, начинают окисляться и покрываться темными пятнами. Чтобы избавиться от них, придется ознакомиться с распространенными эффективными методами очистки алюминиевых покрытий.
Рекомендации и советы по уходу
Перед первым использованием алюминиевой посуды рекомендуется тщательно ее прокалить. Для этого на дно кастрюли рекомендуется налить небольшое количество подсолнечного масла и насыпать столовую ложку соли, а затем некоторое время подержать на огне, помешивая соль. После окончания процедуры рекомендуется дождаться остывания посуды, после чего ее требуется тщательно вымыть.
Не рекомендуется использовать при мытье абразивные средства, которые могут снять защитный слой, из-за чего впоследствии посуды начнет темнеть. Если в посуде предварительно находились молочные продукты, яйца или тесто, то предварительно надо помыть посуду при помощи холодной воды, а только затем использовать горячую.
Если кипятить в алюминиевой посуде чистую воду или картофельный отвар, то она может потемнеть. Для того, чтобы посуда приобрела блеск, требуется каждый раз во время полоскания добавлять в нее небольшое количество нашатырного спирта. Также не рекомендуется в посуде из этого материала хранить такие виды продуктов, как соленые огурцы и грибы. И квасить капусту в ней также нельзя.
Требуется предохранять посуду из этого материала от механических повреждений, поскольку алюминий легко гнется и ломается. В особенности этот пункт касается крышек. Если соблюдать это небольшое количество правил по уходу, изделия из данного материала долгое время будут радовать чистотой и блеском.
Разделка кромок под сварку
Алюминий, наряду с высокой теплопроводностью, обладает и большой скрытой теплотой плавления — 96 кал/г (у железа 64 кал/г, у меди 49 кал/г). Следовательно, для образования надежного соединения расплавленного металла сварочной проволоки с основным металлом необходимо непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны. При сварке неплавящимся электродом ванна жидкого металла образуется лишь непосредственно в зоне горения дуги и в основном за счет расплавления основного металла (доля присадочного материала в однопроходном шве не превышает 30%); усиление имеет плавный переход к основному металлу (рис. 1, а). При сварке же плавящимся электродом (рис. 1, б) дуга гораздо более концентрированная и сильно углублена в основной металл, размер сварочной ванны увеличен за счет наплавленного металла (доля которого в шве 50% и более) и в результате периферийная часть ванны не подвергается непосредственному, воздействию дуги; возникает опасность образования несплавления.
Рис. 1. Сечения сварочной ванны при сварке: а — неплавящимся (вольфрамовым) электродом; б — плавящимся электродом при токах более 500 — 550 А.
Поэтому необходимо, чтобы форма разделки кромок позволяла те места, где возможно появление несплавления, повторно переплавлять дугой при наложении последующих валиков. Таким образом, правильная разделка кромок под сварку обусловливает высокое качество сварного соединения и технологичность его выполнения. Во всех случаях предпочтение следует отдавать, двусторонней сварке.
Если двустороннюю сварку применить невозможно или нецелесообразно, то следует уделять особое внимание предотвращению и устранению дефектов в корне шва.
Промывка радиаторов
Алюминиевые радиаторы со временем засоряются твердыми отложениями накипи и начинают работать хуже – толстый слой препятствует теплообмену, требует больше затрат энергии на поддержание нужных параметров. Для промывки необходимо использовать эффективное, но в то же время безопасное для алюминия средство.
Alumi-Brite – мягко растворяет отложения, без вреда для алюминиевой поверхности. Промывку выполняют под напором воды. При большом слое твердых отложений можно оставить состав внутри радиатора для воздействия на несколько часов. После процедуры необходимо проверить наличие крупных частиц накипи внутри радиатора. Если есть фрагменты, не вымываемые водой, обработку следует повторить.
При использовании составов для чистки алюминиевых радиаторов и дисков, механизмов и оборудования необходимо учитывать характер воздействия средства на поверхность. Восстановление вытравленного алюминия – долгая и дорогая процедура. При наличии глубоких рытвин деталь придется заменить полностью.