Полуавтоматическая сварка позволяет быстрее накладывать швы, благодаря непрерывной подаче проволоки, которая служит присадочным металлом. Так, можно наплавлять большие объемы на истертые поверхности или создавать длинные швы на металлических конструкциях без отвлечения на смену электрода. Качество шва при этом гораздо лучше, чем при работе с покрытыми расходными материалами. Но у полуавтомата есть один недостаток — кроме аппарата на рабочее место необходимо доставить еще и баллон с газом весом в 83 кг. Это значительно усложняет задачу. Длинный газовый шланг не всегда имеется под рукой. Альтернативой является сварка порошковой проволокой, исключающая использование защитного газа. Как это работает, и каковы преимущества и недостатки метода?
Самозащитная проволока
Для создания шва электрической дугой необходимо защитить сварочную ванну от взаимодействия с газами в окружающем воздухе. Для этого используется обмазка покрытых электродов или инертный газ, подающийся вокруг присадочной проволоки из сопла полуавтомата. Но не всегда есть возможность доставить на рабочее место тяжелый баллон, а процесс с покрытыми электродами слишком медленный. Поэтому была разработана сварка полуавтоматом порошковой проволокой без газа.
Структура проволоки полая и имеет несколько вариантов исполнения с одним или двумя ребрами жесткости. Они образуются при производстве этого расходного материала в процессе закладывания порошка и заворота трубчатой конструкции. Ребра предотвращают сминание структуры при легком случайном нажатии. На проволоку подается электрический ток, который возбуждает сварочную дугу. Температура последней плавит металлическую трубку, из которой формируется шов, и находящийся в ней порошок. Смесь образует газовое облако, защищающее расплавленный металл.
Порошок, находящийся внутри проволоки — это флюс. Его состав может отличаться, и этим определяется применение материала. Наличие рутила и концентрата флюорита может достигать 60%. Состав можно прочитать на упаковке в маркировке ГОСТ или ISO, исходя из чего принимается решение о соответствии этого расходного материала для сварки конкретного вида стали.
Какой газ нужен
Чтобы выбрать, каким газом пользоваться при сварке полуавтоматом, необходимо иметь представление о физических и химических свойствах газа. Выделяют три основные категории:
- инертные;
- активные;
- смеси газов.
Рассмотрим их подробнее.
Выбор газа также зависит от характеристик сварочного аппарата и типа поверхности. Например, чистый азот идеально подходит для соединения медных деталей.
Ацетилен
Данное органическое соединение получило наибольшее распространение. Газ легче воздуха, бесцветный, имеет специфический запах, отличается высокой температурой горения, из-за чего используется при газовой резке металлических изделий.
Для промышленного производства ацетилена применяют специальные генераторы, в которых карбид кальция взаимодействует с водой.
Единственный недостаток – сложность в хранении, поскольку карбид углерода легко впитывает влагу из атмосферы, что создает дополнительные неудобства.
Водород
Широко применяется для соединения алюминиевых изделий и плазменной резки нержавейки. Газ не имеет цвета и запаха. Взрывоопасен. При соединении с воздухом или водой образует гремучую смесь. Его получают путем синтеза воды, при разделении кислорода и водорода в специальных генераторах. Согласно нормативно-правовым актам по технике безопасности, водород запрещено хранить в баллонах под давлением, которое превышает 15 МПа.
Коксовый
Побочный продукт коксохимической промышленности, который образуется при производстве кокса. Газ бесцветный с резким запахом. К его хранению не предъявляют таких жестких требований, как к водороду, несмотря на то, что газ относится к категории взрывоопасных. Транспортировку газа выполняют с помощью трубопроводных магистралей. Не получил широкого распространения, ввиду специфики производства. Применяется только в промышленных районах.
Природные
Представители органической группой углеводородных соединений – метан, пропан и бутан. Отвечают всем требованиям, предъявляемым к сварочным газам. К преимуществам относятся распространенность данного вида, а также относительно невысокая стоимость. Требования к условиям хранения не отличаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клетки с навесом. Искусственный синтез невозможен. Добывается только из природных месторождений.
Пиролизный
Данный вид выгодно отличается от своих собратьев – его не нужно генерировать, поскольку пиролизный газ выделяется при распаде нефтепродуктов. Перед использованием его подвергают предварительной очистки, ввиду излишней химической активности, которая может привести к коррозии горелки. Подходит как для сварочных работ, так и для резки металлоконструкций.
Чистые
К данной группе относятся следующие газы:
- Аргон. В чистом виде используется только при аргонодуговой сварке. Входит в состав разнообразных смесей, в качестве одного из компонентов. Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.
- Гелий. Еще один представитель химически инертной группы. По сравнению с аргоном, обладает большей теплопроводностью и потенциалом ионизации.
Данные свойства гелия обеспечивают соединение большим тепловложением, чем аргон, увеличивая ширину сварочного профиля.
- Углекислый газ. Самый дешевый газ, из всех перечисленных. Данное обстоятельство обеспечивает широкую популярность при проведении работ в условиях ограниченности бюджета. К положительным качеством относят глубокие проникающие способности, особенно полезные при соединении толстолистовой стали. Основной недостаток – слабая стабилизация дуги, и как следствие, достаточно большое количество брызг.
Отличительная особенность данного газа в том, что его разрешено применять без добавления инертных газов.
Газы, используемые как компоненты смеси
Наиболее известным добавочным компонентом является кислород. Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Сварочный шов, выполненный с применением данной смеси известен как «шляпка гвоздя», названный за счет внешнего сходства. Известны трехкомпонентные смеси, в состав которых входит кислород, аргон и углекислота, с различными пропорциями, в зависимости от характера работ.
Азот не получил широкого распространения, в качестве защитного газа. В основном его применяют для соединения меди и нержавейки, поскольку он не вступает в реакцию с данными металлами.
Газовые сварочные смеси и рекомендуемая область их применения.
Разновидности и применение
Сварка самозащитной порошковой проволокой востребована в труднодоступных местах. Это могут быть высотные работы или в тоннелях под землей. Небольшой полуавтомат можно повесить на плече, а для выполнения сварки необходима только розетка с 220V. Благодаря такой компактности эта технология широко применяется на строительных площадках и монтажных работах. Сборка и сварка металлических конструкций таким способом производится очень быстро. Но для сварки труб под высокое давление она не годится.
Проволока широко используется благодаря разнообразию диаметров, минимальное значение которого начинается от 0,8 мм и заканчивается на 2,4 мм. Это позволяет сваривать как тонкие листы стали, с толщиной стенки 1,2 мм, так и толстые стороны до 7-10 мм. Этим способом можно работать с углеродистой сталью, оцинкованным железом и нержавейкой. Для этого важно правильно выбирать материал самой проволоки и вид внутреннего наполнителя.
Преимущества и недостатки порошковой проволоки
Сварочный процесс с использованием непрерывной подачи самозащитной проволоки отличается несколькими достоинствами:
- нет необходимости в баллоне с газом;
- легкая транспортировка оборудования на рабочее место;
- возможность производить сварку в труднодоступных местах (на крыше, в тоннеле);
- высокая скорость работ по сравнению с покрытыми электродами;
- малая чувствительность дуги к ветру и сквознякам.
Но этот вид сварки имеет и недостатки. Один из них — высокая стоимость расходных элементов. Покупать ее ради экономии на газе не стоит. Оправдывает себя самозащитная проволока только в труднодоступных местах. Еще одним недостатком является плохое качество швов по сравнению с полуавтоматом, которым варили в среде инертного газа. Не годится этот вид сварки и для соединения труб под давление.
Применяемое оборудование
Для работы применяют автоматы и полуавтоматы, тип сварочного механизированного оборудования зависит от необходимой степени участия человека в сварочном процессе. Механизированный автоматический аппарат осуществляет:
- розжиг дуги;
- механизированную подачу присадки, флюса или газа;
- контроль токовых параметров;
- движение дуги относительно кромок по заданной траектории.
Оператор только следит за работой автоматов, состоящих из трактора (самоходной сварочной головки) и блока управления (процессора).
Механизированные устройства тракторного типа осуществляют подачу проволоки за счет прижимного и подающего роликов. Перемещение дуги по направлению шва осуществляется вручную сварщиком. Основным элементом полуавтоматической механизации является электродержатель. Через это устройство обеспечивается подача электротока в зону сварки. Дуга разжигается при замыкании цепи с помощью пусковой кнопки, расположенной на рукояти держателя.
Оборудование тракторного типа может выполнять работу в полностью автоматическом процессе
Для подачи и уборки оставшегося флюса монтируются бункеры с регуляторами (дозаторами). У механизированных полуавтоматов для сварки в защитных газах имеется специальная газоэлектрическая горелка, из которой одновременно подается газ и токопроводящая присадочная проволока.
Особенности работы
Как можно заметить на видео, работа с порошковой проволокой имеет несколько специфических особенностей, которые необходимо знать сварщику. Для успешного ведения дуги и формирования шва необходимо поставить прямую полярность. На полуавтоматах это делается переключением контактов внутри аппарата. Провод идущий на горелку подсоединяют к кабелю массы, а провод от массы переключают на клемму горелки.
Важно установить ролики, соответствующие диаметру применяемой проволоки. Сбоку на ролике указан диапазон диаметров, к которым они подходят. Прижимной ролик (подвижный) не следует затягивать слишком туго ввиду полой структуры проволоки. Это может ее деформировать и вызвать затор в кабель-канале.
Для беспрепятственной протяжки проволоки от прижимного механизма к выходу из горелки требуется снять наконечник. Его накручивают уже после того как конец расходного элемента появится с этого края канала. Диаметр наконечника тоже подбирается соответствующий проволоке. Слишком большое отверстие создаст трудности в управлении дугой. Поскольку защитный газ не применяется надевать сопло не обязательно. Чтобы предотвратить налипание брызг на наконечник, последний опрыскивается специальным средством.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить
Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.
Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Технология и характеристики шва
Сварка самозащитной проволокой выполняется на минимальном напряжении и скорости подачи. Для металла толщиной 1,2 мм подойдет напряжение в 14V и скорость в 2м/мин. Швы можно накладывать ведя горелку углом вперед или назад. Все это выполняется прерывистой дугой.
На поверхности соединения образуется шлаковая корка. Ее непроходимо отделять молотком, дождавшись остывания металла. При многопроходных швах это действие обязательно для хорошего сцепления следующего слоя.
Швы с применением порошковой проволоки получаются грубыми, с крупной чешуей, и характерными наплывами при работе прерывистой дугой. Распространенным дефектом являются непровары. Брызги расплавленного металла умеренные. После окончания ведения шва и отбития шлака соединение зачищается щеткой по металлу.
Использование порошковой проволоки позволяет производить сварочные работы в труднодоступных местах. Хотя качество шва проигрывает перед сваркой в среде инертного газа, другие положительные стороны этого метода значительно облегчают монтажные и строительные процессы.
Технология сварки
Порошковая проволока марок ПП-АН8, ПП-АН10, ПП-АН4 и ПП-АН9 (Прим.- порошковая проволока для сварки в СО2 нового поколения: ППс-ТМВ-МК5, ППс-ТМВ7, ППс-ТМВ8, ППс-ТМВ29) рекомендуется для сварки конструкций из углеродистых конструкционных сталей, а также низколегированных низкоуглеродистых конструкционных сталей марок 09Г2, 09Г2С, 10Г2С1, 10Г2СД, 10ХСНД, 15ХСНД, 14Г2 и ряда других.
В тех случаях, когда к сварным конструкциям предъявляются специальные требования, возможность применения той или иной марки порошковой проволоки определяется после проведения дополнительных испытаний по соответствующим отраслевым нормалям. При сварке особо ответственных металлоконструкций с тяжелым режимом работы — котлов, резервуаров, воздухонагревателей, несущих узлов вагонов, кранов, экскаваторов, в том числе металлоконструкций, предназначенных для работы в условиях крайнего севера, — предпочтение отдается проволокам ПП-АН4 и ПП-АН9, обеспечивающим более высокие механические свойства металла шва и сварного соединения при отрицательных температурах.
Как показал опыт, потребители более охотно применяют проволоки марок ПП-АН8 и ПП-АН10, обладающие по сравнению с проволоками марок ПП-АН4 и ПП-АН9 более высокими сварочно-технологическими свойствами. Процесс сварки отличается большей устойчивостью горения дуги, особенно на малых токах. Эти проволоки имеют также хорошие гигиенические характеристики.
Сварка порошковой проволокой с дополнительной защитой углекислым газом применяется взамен ручной дуговой сварки электродами с покрытием рутилового, руднокислого и фтористо-кальциевого типов, а также взамен механизированной сварки в углекислом газе проволокой Св-08Г2С.
При сварке используется сварочная или пищевая углекислота, поставляемая в жидком состоянии в баллонах емкостью 40 л. Давление и баллоне 50—60 ати. Вес углекислоты в баллоне составляет 25 кг. После испарения ее при 0° С и 760 рт. ст. мм образуется 12600 л газа.
Жидкая углекислота поставляется также в специальных стальных контейнерах емкостью до 9 т. На предприятиях углекислоту разливают в накопители, которые подключают к централизованной магистрали с разводкой к сварочным постам. Такая система доставки углекислоты экономичнее, чем баллонная. Кроме того, централизованное обеспечение сварочных постов углекислым газом освобождает сварщика от трудоемких операций по замене баллонов и перемещению их в процессе работы, позволяет повысить культуру производства.
Состав углекислоты, используемой для сварки, должен соответствовать данным, приведенным в табл. 63. Однако практически содержание в углекислоте воды в свободном состоянии может достигать 2%.
Таблица 63
Эта вода скапливается на дне баллона. Влажность газа зависит от давления в баллоне. С уменьшением давления, влажность газа повышается. В связи с этим использование баллонов, в которых давление углекислоты менее 10 атм, недопустимо. В баллон с углекислотой при заправке неизбежно попадает воздух, скапливающийся над углекислотой. Поэтому перед использованием баллонов после заправки рекомендуют первые порции углекислоты выпустить в атмосферу.
Уменьшение попадания влаги в зону сварки достигается установкой на пути газа осушителей, заполненных силикагелем или другими поглотителями влаги. Силикагель необходимо периодически подвергать прокалке при температуре 200—250° С.
Выход газа из баллона сопровождается резким охлаждением его, возникающим вследствие затраты тепла на испарение жидкой углекислоты, что приводит к замерзанию содержащейся в углекислоте влаги и закупорке редуктора. Для предотвращения этого перед редуктором рекомендуется ставить подогреватель.
Для снижения давления газа до рабочего применяются понижающие редукторы. Редуктор-расходомер ДЗД-1 снижает давление газа от 50—35 ати до рабочего давления 0,5 ати и обеспечивает оптимальный расход газа. На практике часто применяется для этой цели кислородный редуктор РК-53Б. В качестве расходомера в этом случае служит манометр, установленный на камере низкого давления.
Расход газа контролируется расходомерами поплавкового или дроссельного типа. При использовании дроссельной шайбы, установленной на выходе газа из камеры низкого давления, расход газа зависит от диаметра калибровочного отверстия, не превышающего обычно 0,5—1,0 мм, и давления газа в камере низкого давления. Ниже приведен ориентировочный расход углекислоты в зависимости от показаний манометра низкого давления при диаметре отверстия в дроссельной шайбе 0,8 мм.
| Давление, атм | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| Расход СО2, л/мин | 15 | 16 | 17 | 18 | 20 | 22 |
Порошковой проволокой в углекислом газе свариваются тавровые, угловые, нахлесточные, стыковые и другие соединения из стали толщиной 3 мм и выше. Положение швов в пространстве — нижнее и горизонтальное на вертикальной плоскости для проволоки диаметром 2,0—2,3 мм и нижнее — для проволоки диаметром 2,5— 3,0 мм.
Сварочные работы рекомендуется выполнять в закрытых помещениях. Сварка на открытых площадках и монтаже возможна при соблюдении мер предосторожности, предотвращающих сдувание защитного газа.
Поверхность кромок свариваемых изделий перед сваркой должна быть очищена от грязи, ржавчины, окалины, органических материалов. Сварка изделий после газовой резки допускается только при условии очистки поверхности реза от шлака.
Поставляемая проволока должна иметь сертификат завода-изготовителя, в котором указываются марка проволоки, ее диаметр, коэффициент заполнения, номер партии, химический состав наплавленною металла и результаты испытания механических свойств металла шва. Применение порошковой проволоки без сертификата не допускается. Для проверки качества поставляемой проволоки, особенно при изготовлении ответственных изделий, потребителю необходимо проводить контрольные испытания проволоки в соответствие с требованиями технических условий.
Длительно хранившуюся проволоку перед применением необходимо прокалить при температуре 230—250° С в течение 1—3 ч. Для равномерной прокалки необходимо принять меры, предотвращающие прямое облучение проволоки нагревателями. Признаком качественной прокалки проволоки может служить ее цвет — от желтого до коричневого. Отсутствие пожелтения— признак недостаточной выдержки или низкой температуры в печи; появление синего цвета на поверхности проволоки — признак завышенной температуры.
Полуавтоматы или автоматы должны иметь горелки, обеспечивающие ламинарное истечение газа из сопла. При использовании нестандартных держателей необходимо учитывать, что они должны обеспечивать радиальное по отношению к оси проволоки истечение газа из мундштука.
Перед пропусканием проволоки в шланг конец ее должен быть завальцован, наконечник с мундштука снят, а шланг не должен иметь перегибов. Несоблюдение этих правил может привести к деформации проволоки в роликах, выходу из строя деталей шланга и держателя. После прижима верхними роликами порошковая проволока должна быть на 2/3 диаметра утоплена в паз нижних роликов. Пропускание проволоки в шланг осуществляется нажатием кнопки «пуск» на держателе или подающем механизме.
Перед сваркой необходимо установить рекомендуемый для данных диаметра проволоки, толщины металла и типа сварного соединения режим сварки. По выбранному режиму отрегулировать расход газа; выждать несколько секунд для полного удаления воздуха из шлангов. Установить вылет проволоки 35 40 мм с таким расчетом, чтобы расстояние от конца проволоки до среза сопла было в пределах 15—25 мм.
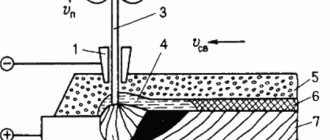
Рис. 120. Положение горелки относительно изделия при сварке непрокаленной проволокой
Возбуждение дуги осуществляется касанием конца проволоки изделия, а подача проволоки — нажатием кнопки «пуск» на держателе.
От положения и перемещения горелки относительно свариваемого изделия зависят в значительной степени устойчивость горения дуги, надежность газовой защиты зоны дуги от воздуха, скорость охлаждения металла, форма шва, интенсивность забрызгивания горелки, возможность наблюдения за зоной сварки.
Приближение горелки к изделию затрудняет наблюдение за процессом сварки и вызывает засорение горелки брызгами, а чрезмерное удаление может привести к дефектам в швах вследствие снижения эффективности защиты металла углекислым газом.
При пользовании непрокаленной проволокой сварку необходимо выполнять на повышенном вылете — до 50 мм (рис. 120).
При этом вследствие нагрева проволоки на вылете влияние влаги в сердечнике и смазки на поверхности проволоки на качество швов уменьшается.
Сварка стыковых соединений или угловых в лодочку может выполняться «углом вперед» пли «углом назад». Угол наклона проволоки относительно вертикальной плоскости, перпендикулярной к оси шва, не должен превышать 15° (рис. 121)
Рис. 121. Положение электродной проволоки относительно изделия при сварке стыковых соединений «углом назад» (1) и «углом вперед» (2).
При сварке «углом назад» увеличивается глубина проплавления, ширина шва уменьшается, обеспечивается более надежная защита металла сварочной ванны и улучшается обзор зоны плавления металла. Сварка «углом вперед» характеризуется малой глубиной проплавления и большой шириной шва. При сварке однослойных швов горелка перемещается поступательно или по вытянутой спирали. В случае сварки многослойных швов первый слой выполняется без поперечных колебаний электрода, а последующие слои — с поперечными колебаниями по вытянутой спирали или «змейкой». Сварка стыковых соединений с глубокой разделкой осуществляется горелкой с удлиненным наконечником, выступающим из сопла на 10—15 мм. При сварке угловых швов горелка должна быть отклонена от вертикальной стенки на 30—45°. Сварка производится «углом назад» или «углом вперед». Сварку «углом назад» рекомендуется производить на токах до 450 а. На более высоких токах лучшее формирование шва обеспечивается при сварке «углом вперед». Перемещение горелки — поступательное или возвратно-поступательное. Сварку угловых швов в нижнем положении катетом более 10 мм не рекомендуется выполнять за один проход.
После прекращения сварки горелку не рекомендуется отводить от сварочной ванны до полной кристаллизации металла. При остановках процесса и необходимости выполнения непрерывных швов кратер предыдущего слоя должен быть переварен.
Изложенные выше правила техники и технологии сварки в равной мере относятся ко всем существующим порошковым проволокам, предназначенным для сварки в углекислом газе. При выполнении тех или иных типов сварных соединений существенное значение имеет правильное назначение режима сварки. В табл. 64 приведены режимы сварки некоторых соединений проволокой ПП-АН4 диаметром 2,2 мм.
Рекомендуемые режимы при сварке стыковых соединений проволокой ПП-АН8 диаметром 2—3 мм приведены в табл. 65.