Травление – это процесс очистки и обработки металлической заготовки. Химическое, кислотное, щелочное, электрохимическое – есть много способов выполнения этой технологической операции. Где применяют травление металла, зачем его используют в промышленности, какие бывают способы обработки с применением этой технологии, всё эти вопросы подробно разобраны в представленной ниже статье.
Что такое травление
Это технология удаления верхнего слоя с поверхности металлической детали. Технология применяется для очистки заготовок от окалины, ржавчины, окислов и снятия верхнего слоя металла. Используя этот способ, снимают верхний слой для поиска внутренних дефектов и изучения макроструктуры материала.
С помощью травления зачищают деталь и увеличивают адгезию поверхности. Это делают для последующего соединения металлической поверхности с другой заготовкой, перед нанесением краски, эмали, гальванического покрытия и других защитных покрытий.
Метод позволяет не только быстро очистить деталь, но и создать на металлической поверхности нужный рисунок. Этим методом вырезают на металлической поверхности тончайшие каналы и сложные изображения. Можно выполнять очистку габаритных деталей или проката. Глубина обработки регулируется с точностью до несколько микрон, что позволяет изготавливать сложные детали с небольшими пазами и другими сложными элементами.
Материалы для ванн
Правильный выбор материала для изготовления травильных ванн сложная задача для химиков и материаловедов.
- покрытые керамикой
- покрытого стеклом кирпича
- дерево, бетон с покрытием из свинца
- вещества, производные от резины
- определенные марки нержавеющей стали для кислотных ванн.
Содержание азотистой с примесями плавиковой или соляной кислоты позволяет применять такие же материалы. Исключение составляют лишь свинец, как покрытие, керамику с повышенным содержанием кремния, из-за их взаимодействия. Применение стали вполне возможно для использования в ваннах со щелочью, отслеживая протекание и интенсивность электролиза в непосредственной близости к материалу. При определенных условиях и содержании кислоты, ее температуры, характера есть возможность применять для травильных емкостей нержавеющие марки стали. Такие, например, как 8Х18Н8М или 10Х20Н25М4.
Из приведенной в этом обзоре информации можно сделать вывод, что режим обработки, химический состав ванны, необходимость дополнительной механической обработки, применение электролиза должны определяться исходя из конкретных начальных условий (марка стали, состояние оксидной пленки, технологические возможности) и регулироваться в контексте ожидаемого конечного результата.
Источник
Применение травления в промышленности
- Для очистки от оксидной плёнки деталей из углеродистой, низколегированной и высоколегированной стали, титана и алюминия.
- Для улучшения адгезии перед нанесением гальванических и других видов защитных покрытий.
- Для подготовки стальной поверхности к горячему цинкованию.
- Чтобы провести макроанализ для выявления образования межкристаллитной коррозии у нержавеющих сталей.
- С помощью этой технологии обрабатываются мелкие металлические детали, такие как шестерёнки наручных часов.
- Обработка меди применяется для изготовления полупроводниковых микросхем и печатных плат в электронике. Этим методом выполняется нанесение токопроводящего рисунка на микросхему.
- Для быстрой очистки изделий горячего металлопроката, термообработанных деталей, от окислов.
- В авиастроении с помощью этой технологии уменьшают толщину алюминиевых листов для снижения массы самолёта.
- При изготовлении металлических надписей и рисунков. Травлением получают рельефные изображения, нарисованные путём удаления слоя металла по определённому трафарету.
Глянцевая бумага
Кроме глянцевой бумаги (ее можно купить в магазинах товаров для творчества, а можно просто вырезать лист из журнала), потребуется лазерный принтер, приложение для работы с изображениями и утюг. Изображение рисунка следует сделать зеркальным и распечатать в натуральную величину. Изображение прикладывают к поверхности и проглаживают несколько раз. После остывания заготовки бумагу смывают теплой водой, а тонер остается на поверхности детали. Тыльную и боковые поверхности, не подлежащие протравке, нужно защитить лаком или пластилином.
Читать также: Обозначение узо и дифференциального автомата на корпусе
Глянцевая бумага для травления
Основное достоинство метода — можно точно переносить мельчайшие детали изображения.
Основной недостаток — работать таким образом можно только с плоскими или цилиндрическими заготовками. Способ весьма популярен при изготовлении печатных плат.
Виды травления
Основные разновидности применяемой в промышленности обработки металлов:
- электролитическое – бывает катодное и анодное;
- химическое;
- плазменное.
Электролитическое травление
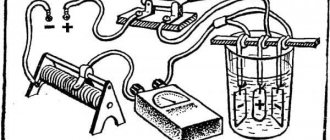
Электролитическая или гальваническая обработка металла применяется для быстрой очистки деталей, нанесения гравировок и получения пазов. Металлические детали погружают в кислотный или солевой электролит. Деталь становится катодом – отрицательным электродом или анодом – положительным электродом. Поэтому классифицируют два типа электролитического травления – катодное и анодное.
- Катодное травление. Метод применяется для снятия окалины с поверхности изделий из углеродистых сталей после горячей прокатки или проведения закалки в масле. При катодном травлении материалом для анода служит свинец, электролитом является раствор соляной, серной кислоты или соли щелочного металла. В процессе электролиза на катоде активно выделяется газообразный водород, который взаимодействует с железом, и отрывает окалину. Металлическая поверхность при катодном методе активно насыщается водородом, что повышает хрупкость заготовки. Поэтому для тонкостенных изделий катодный способ не применяют.
- Анодная электрохимическая очистка. Это самый распространённый в машиностроении способ. Процесс заключается в механическом отрывании на аноде оксидной плёнки кислородом и смешивании с электролитом металлических молекул. Электролит представляет собой раствор кислот или солей обрабатываемого металла. В качестве катода применяют свинец, медь и другие металлы. При анодной обработке поверхность изделий становится чистой, с небольшой шероховатостью, а металл растворяется в электролите. При этом способе существует риск уменьшения толщины заготовки и перетравливания.
Химическое травление
Метод химической обработки используют для очистки поверхности детали от оксидной плёнки, окалины и ржавчины для заготовок из следующих материалов:
- чёрных металлов;
- нержавеющих и жаропрочных сталей;
- титана и его сплавов;
- алюминия.
Для травления применяют серную, соляную или азотную кислоту. Заготовку погружают в кислотный или щелочной раствор, расплав соли и выдерживают на протяжении нужного временного интервала. Необходимое время для очистки может составлять от 1 до 120 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь.
Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии.
Плазменное травление
При ионно-плазменном способе очистка и снятие поверхностного слоя происходит путём бомбардировки детали ионами инертных газов, которые не вступают в химическую реакцию с молекулами обрабатываемого материала. Позволяет делать высокоточные насечки, пазы с точностью до 10 нм. Технология применяется в микроэлектронике.
Плазмохимический метод предусматривает возбуждение плазмы в химически активной среде, что вызывает образование ионов и радикалов. Активные частицы, попадая на металлическую поверхность, вызывают химическую реакцию. При этом образуются лёгкие соединения, которые удаляются из окружающей воздушной среды вакуумными насосами.
Метод основывается на химических реакциях, возникающих при использовании химически активных газов, таких как кислород, обладающих большой реакционной способностью. Эти газы активно взаимодействуют в плазме газового разряда. В отличие от плазменной обработки в инертных газах при этом способе очистки активный газ вступает в реакцию только с определёнными молекулами.
Недостатком этого метода является боковое расширение пазов.
Травители
Травление углеродистых сталей осуществляется в 8-20% растворе серной или 10-20% соляной кислоты. С обязательным добавлением ингибиторов коррозии (КС, ЧМ, УНИКОЛ) для устранения хрупкости материала и уменьшения возможности перетравливания.
Изделия из нержавеющей или жаропрочной стали обрабатываются с применением раствора, состоящего из: 12% соляной, 12% серной, 1% азотной кислоты. Если требуется, обработку делают в несколько ступеней. Первая – в 20% соляной кислоте разрыхляется окалина. Второй этап – это погружение в 20-40% раствор азотной кислоты для полного удаления поверхностных загрязнений.
Толстый слой окалины, который образуется на нержавеющей стали, при её производстве удаляют 75-85% расплавом едкого натра с 20-25% азотнокислого натрия. После чего в 15-20% азотной кислоте производится полное удаление окислов.
Обработку алюминия и сплавов на его основе используют снятия тугоплавкой оксидной плёнки с поверхности заготовки. Для этого применяются щелочные или кислотные растворы. Обычно используют 10-20 % щёлочь, при температуре 50-80 ºС, процедура травления занимает менее 2 минут. Добавка в щелочь хлористого и фтористого натрия делает этот процесс более равномерным.
Очистка титана и его сплавов, проводимая после термической обработки, выполняется в несколько этапов. На первой стадии в концентрированном едком натре разрыхляют окалину. Затем удаляют окалину в растворе из серной, азотной или фтористоводородной кислоты. Для удаления оставшегося травильного шлама используют соляную или азотную кислоту с добавкой небольшого количества фтористоводородной кислоты.
При обработке меди и ее сплавов используют травители из перекиси водорода, хромовой кислоты и следующих солей:
- хлорида меди;
- хлорида железа;
- персульфата аммония.
Этот информационный материал подробно описывает применяемый на металлургических предприятиях процесс травления. Способ позволяет быстро очищать поверхность металла от окислов, окалины, ржавчины и других загрязнений. Благодаря травлению можно наносить на металл различные рисунки, создавать сложные микросхемы и делать микроскопические каналы нужной формы.
Получение цветного рисунка
Для придания полученному узору, рисунку или надписи дополнительного декоративного эффекта предлагаем воспользоваться несложным способом, доступным каждому. Для этого на обработанный участок нанесите небольшое количество любой нитроэмали, добившись полного заполнения углубления. Этот лакокрасочный материал достаточно быстро сохнет, поэтому к дальнейшей работе можно возвратиться уже по истечении часа. Убедившись, что эмаль полностью высохла, удалите лишний материал, попавший на поверхность протравленного изделия с помощью мелкой наждачной бумаги. Применение растворителя в данном случае может испортить всю работу, так как он размазывает краску по поверхности, полностью не удаляя ее, и может придать узору некрасивую матовость.
Окончательно придать окрашенному протравленному рисунку выразительность позволит механическое полирование готового изделия на войлочном круге с пастой ГОИ.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации – нам интересно ваше мнение
Комментарии
Достаточно интересно, и вроде не сложно. Всё это можно сделать и самой, все материалы доступны. Я только одно не поняла, таким способом можно только металл травить, или серебро тоже? У меня есть кучка лома серебра, хочу попробовать браслет сделать, и если серебро тоже травится таким же способом, то было бы замечательно.
Для травления серебра простой солью не обойтись, потребуется соль азотной кислоты: NaNO3, KNO3
какая пропорция при травлении медным купоросом?
Для того, чтобы процесс шел быстрее, нужно получить насыщенный раствор — это значит требуется добавлять медный купорос, размешивая и наблюдая наличие остатка на дне. Добавлять реактив, пока он полностью растворяется. Как только настал момент, что вы не можете размешать осадок, значит раствор «насытился».
Вот такой вопрос, NaNO3 это что натриевая селитра, если да то как её использовать? Хочю вытравить на серебряной ложке.
Да, совершенно верно, так же можно взять нитрат аммония.
Берете ложку, закрываете всю поверхность защитным составом, за исключением мест под травление. Так же оставляете место для контакта с положительным полюсом источника. Ложку погружаете в раствор вместе с металлической полоской, подсоединенной к отрицательному контакту источника.
Только что попробовал, немного изменив технологию. Так, я использовал вместо лака лазерно-утюжную технологию (так радиолюбители делают печатные платы). Заготовку в раствор не помещал, но макал в раствор ватный тампон, подключенным к зарядному устройству для автоаккумуляторов. В итоге — красивый рисунок за 5 минут. Толщина травления порядка 0,2-0,3 мм. Единственный минус — раствор все-таки просочился под тонер и оставил небольшие раковины. Последующая обработка резинокордовым кругом и полировка позволила несколько нивелировать эту досадную неприятность, но не до конца. Полагаю, если бы я не тер ватой поверхность, а все-таки поместил заготовку в раствор все бы вышло замечательно. Но заготовка большая, поэтому такой возможности не было. Лучше наносить трафарет фоторезистивными пленками или лаком.
Для крупных предметов, например, декоративных мечей, кинжалов, копей и т.д., в качестве емкости можно использовать канализационные ПВХ трубы с заглушкой на одном конце. Лучше всего — фиксировать полученную емкость в вертикальном положении, хотя, при надобности, трубу можно разрезать вдоль и придумать заглушку на второй конец. Для травления подобных изделий лучше всего использовать сварочный инвертор, выставляя на 20-40 ампер. При большей силе тока раствор слишком быстро выкипает. Узор наносится по принципу способа с лаком для ногтей, только вместо оного используется акриловая краска.