Один из способов получения на металлических изделиях выпуклого или вдавленного рисунка, появившийся сравнительно недавно, получил название травление. Принцип действия этого метода основан на использовании электрохимических процессов в жидком электролите. При наличии художественных способностей, даже в домашних условиях можно получить узор высокого качества при минимуме требуемых материалов и оборудования.
При самостоятельном выполнении травления в домашних условиях потребуются следующие расходные вещества и приспособления:
- изделие, предназначенное для украшения – различные столовые приборы, охотничьи или походные ножи или простые мыльницы, на которых можно выполнить простейшие узоры;
- емкость достаточного объема и удобной формы из неметаллических материалов, подходящая для помещения в нее всего обрабатываемого изделия или украшаемой его части. Наиболее удобно использовать с этой целью стеклянные емкости, позволяющие визуально контролировать процесс обработки.
- достаточное количество обыкновенной поваренной соли;
- лак для ногтей любого цвета;
- средство для снятия лака, предназначенное для очистки обработанного изделия;
- источник постоянного электрического тока небольшого напряжения. В этом качестве может быть использовано зарядное устройство для зарядки автомобильных или телефонных аккумуляторов.
Нанесение рисунка
Начинаем с подготовки обрабатываемого изделия. Его необходимо качественно очистить от жира и грязи, промыть горячей водой и просушить. После этого с помощью кисточки нанесите лак на обрабатываемую поверхность предмета (в нашем случае это столовые ложки).
Не давая покрытию полностью высохнуть, выполните нанесение узора или надписи.
В зависимости от варианта рисунка, желаемого декоративного эффекта, при травлении металлов может быть получен как вдавленный в материал изделия узор, так и выступающий на его поверхности. Этого можно добиться при удалении защитного лакового слоя. Именно чистый металл без красивой пленки и будет подвержен химическому вытравливанию.
В том случае, если вы хотите получить выпуклое изображение, оставьте лак именно на нем, а с фона удалите.
В противном случае — снимите лаковую пленку именно в виде желаемого узора – он и будет «вдавлен» в материал изделия. Для получения тонкого узора удалять лак с поверхности удобно остро заточенной деревянной палочкой или зубочисткой. Старайтесь получить максимально гладкие линии без подтеков, которые могут значительно испортить всю работу по травлению рисунка на изделии.
| Технологии и ремесла |
| Технологии по работе с металлом |
| Химопластика |
Химопластика
Химические растворы для травления железа и стали
Самые простые эффективные растворы для травления железных и стальных деталей — это разбавленные неорганические кислоты, особенно 20%-ная серная кислота, травление в которой производится при 45-50°С, или 20-25%-ная соляная кислота, в которой детали травят при комнатной температуре. Для травления используется также 10-15%-ная ортофосфорная кислота, нагретая до 60-70°С. В ней травят детали, которые будут затем лакировать или же их поверхность оставят без дальнейшей обработки. Если после травления предусмотрено гальваническое покрытие поверхности, то эта ванна непригодна.
Химическое травление поверхностей цветных металлов
Травление меди и латуни
На латуни раствор образует светло-желтый налет, на меди — светло-розовый. Раствор содержит:
Азотная кислота концентрированная 250 мл Соляная кислота концентрированная 150 мл Этиловый спирт денатурированный 100 мл Вода 500 мл
Детали травят, кратковременно погружая в ванну с раствором, после чего вынимают и сразу же промывают водой.
Матовое травление меди
После травления на меди получатся шероховатая (до матовой) поверхность. Состав ванны:
Азотная кислота 40%-ная 600 г Серная кислота концентрированная 400 г Хлористый натрий 3 г Сернокислый цинк 2 г
Блестящее травление меди и ее сплавов
Серная кислота концентрированная 500 мл Азотная кислота концентрированная 500 мл Соляная кислота концентрированная 10 мл Сажа 5 г
Рабочая температура ванны 18-20°С. Обезжиренные детали погружают в ванну с раствором на 10-30 сек, после чего вынимают, промывают водой и сушат.
Раствор для травления алюминия и его сплавов
Водный раствор содержит:
Фтористый натрий 40 г/л Едкий натр 50 г/л
Рабочая температура ванны 70-80°С, время обработки около 1 мин.
Другой водный раствор содержит:
Окись хрома 30 г/л Серная кислота концентрированная 150 г/л
Рабочая температура ванны 70°С. Время обработки 1-1,5 мин.
Простейший способ декоративного окрашивания стальных изделий
Электрохимическим способом можно окрасить стальные изделия в любой цвет. Если окрасочный слой покрыть лаком, он будет надежно защищать изделие от коррозии. В состав раствора, в котором окрашиваются стальные изделия, входят следующие компоненты:
Медный купорос 60 г Сахар-рафинад 90 г Едкий натр 45 г Вода до 1 л
В 200-300 мл дистиллированной воды растворяют медный купорос, затем в полученный раствор добавляют сахар. Отдельно в 250 мл воды растворяют едкий натр и к нему небольшими порциями (при помешивании) добавляют раствор медного купороса с сахаром. После смешения этих двух растворов доливают дистиллированную воду до 1 л. Деталь зачищают, полируют и обезжиривают в растворе, применяемом при никелировании, а затем тщательно промывают в теплой воде. Из красной меди (желательно марок М0, М1) изготовляют дополнительный электрод. Деталь и электрод подключают к батарейке от карманного фонаря (или другому источнику постоянного тока 4-6 В), причем медный электрод должен быть подключен к плюсу батареи, а деталь — к минусу. В раствор сначала опускают медный электрод, а затем деталь. Через 5-10 сек батарею отключают, и окрашивание продолжается без питания электротоком. Находясь в растворе от 2 до 25 мин, деталь окрашивается в следующие цвета (по порядку их появления): коричневый, фиолетовый, синий, голубой, светло-зеленый, желтый, оранжевый, красно-лиловый, зеленовато-синий, зеленый, розово-красный. Деталь можно вынимать из раствора (проверяя окраску) и снова опускать в раствор — процесс будет идти нормально. При выдержке детали в растворе более 25-30 мин процесс циклически повторяется много раз.
По мере испарения электролита в ванну добавляют дистиллированную воду, так как повышение концентрации электролита ухудшает качество окраски. Для получения более контрастных цветов в готовый электролит надо добавить 20 г углекислого натрия (безводной соды). Если окраска получилась неудачной, пленку можно легко снять, если протереть деталь нашатырным спиртом. Окрашенные детали промывают водой, сушат и покрывают бесцветным лаком.
Простой способ декоративной отделки алюминиевой поверхности под перламутр
Алюминиевую поверхность зачищают металлической щеткой, делая небольшие штрихи в разных направлениях (создавая определенный рисунок). Стружку и грязь удаляют с поверхности чистой ветошью. Чистую алюминиевую поверхность покрывают ровным слоем 10%-ного раствора едкого натра (рабочая температура раствора 90-100°С). После высыхания раствора на алюминиевой поверхности образуется красивая пленка с перламутровым отливом. Для лучшей сохранности пленку покрывают бесцветным лаком. Более красивая пленка получается, если перед нанесением раствора едкого натра изделие или деталь нагреть до 80-90°С.
Химический способ осветления изделий и деталей из силумина (реставрация)
Изделия и детали из силумина (сплав алюминия с кремнием) быстро покрываются окисной пленкой темных тонов. Однако они длительное время могут быть блестящими, если их осветлить. Изделия или детали зачищают и, если надо, полируют, затем обезжиривают, промывают и погружают на 10-20 мин в следующий раствор:
Хромовый ангидрид 100 г Серная кислота концентрированная 10 г Вода до 1 л
Рабочая температура раствора 18-20°С.
После осветления изделия и детали промывают и сушат, а чтобы поверхности изделий и деталей не окислялись длительное время, их покрывают бесцветным лаком.
Что необходимо знать о полировании стали и цветных металлов
Полирование применяется для улучшения чистоты поверхности деталей, приборов, устранения на них следов предыдущей обработки (штрихи, царапины, небольшие вмятины и мельчайшие неровности). Различают два вида полирования — предварительное и окончательное. Предварительное полирование применяют для механического удаления неровностей поверхности незакрепленными абразивами (в свободном состоянии) или зернами, закрепленными на рабочей поверхности полировального круга. Окончательное полирование выполняют мелкими шлифовальными порошками или мягкими эластичными кругами с нанесенными на них тонкими полировальными пастами. Самой тонкой отделки поверхности достигают трением куска войлока или шерстяной ткани, смазанной специальной пастой для полировки металла. После полировки поверхность приобретает зеркальный блеск.
Известковая паста применяется для полирования никеля, латуни, алюминия и других металлов, состав ее (в %) следующий:
Венская известь 71,8 Церезин 1,5 Стеариновая кислота 2,3 Солидол Т 1,5 Скипидар 2,2
Состав пасты (в %) для полировки стали и других металлов:
Парафин 20 Стеарин 10 Сало техническое 3 Микропорошок М50 67
Примечание. Воскообразные и жидкие материалы смешивают и разогревают в водяной бане (или на небольшом огне). Затем в горячую массу замешивают сухие компоненты.
Пасты ГОИ предназначены для полировки стали и других металлов и представляют собой окись хрома, замешанную на воскообразных веществах. Пасты выпускают трех сортов: грубая, средняя и тонкая. При отсутствии хромовой пасты с успехом можно применить масляную краску окись хрома, разведенную керосином. Крокусная паста (окись железа) продается в магазинах в готовом виде (в зубопротезировании применятся под названием «паста для золота»). Применяется крокусная паста для полировки латуни, бронзы, серебра и других металлов. Порошок «Блеск», разведенный машинным маслом, применяется для тонкой полировки металлов.
Рецепты приготовления полировочных паст смотрите в разделе .
Химический способ полирования металлов
Полировать металлы можно химическим способом, т.е. простым погружением детали или предмета в ванну с полировальным раствором без применения электрического тока. Для этой цели можно использовать фарфоровые стаканы или ванночки. Полировальный раствор состоит из следующих веществ:
Фосфорная кислота концентрированная 350 мл Азотная кислота концентрированная 50 мл Серная кислота концентрированная 100 мл Сернокислая или азотнокислая медь 0,5 г
Рабочая температура ванны 100-110°С. Время полирования от 0,5 до 4 мин. При полировании выделяются удушливые пары, поэтому ванна должна находиться в вытяжном шкафу или на открытом воздухе.
Этот раствор хорошо полирует алюминий и его сплавы. Пригоден он и для полирования других металлов, однако рабочие условия (время полирования, температура) должны быть иными.
ХИМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Химическое никелирование изделий из стали, меди, латуни и бронзы
Детали из стали и медных сплавов можно покрыть никелем химическим путем. Такое покрытие не только хорошо защищает детали от коррозии и придает им красивый внешний вид, но и обладает повышенной износоустойчивостью. Достоинство химического никелирования состоит еще и в том, что никель равномерно осаждается на всех, в том числе и внутренних, поверхностях деталей.
Деталь, подлежащую декоративному никелированию, необходимо соответствующим способом подготовить: отшлифовать, отполировать и обезжирить. Стальные детали обезжиривают в растворе, содержащем на 1 л воды 20-30 г едкого калия (или едкого натра), 25-50 г кальцинированной соды и 5-10 г жидкого стекла (силикатного клея); медные- в растворе, содержащем (на то же количество воды) 100 г тринатрийфосфата и 10-20 г жидкого стекла. Перед никелированием медные детали необходимо подержать на железе 0,5-1 мин. Следует также иметь в виду, что сплавы, содержащие более 1-2% свинца или кадмия, химическому никелированию не поддаются.
Обезжиривание стальных и медных деталей при комнатной температуре заканчивается через 40-60 мин, при температуре 75-85°С — через 20-30 мин. Затем деталь тщательно промывают в проточной воде и погружают на 0,5-1 мин в 5%-ный раствор соляной кислоты для снятия пленки окислов, после чего еще раз промывают в воде и сразу переносят в раствор для никелирования. В 1 л воды, нагретой до 60°С, растворяют 30 г хлористого никеля и 10 г уксуснокислого натрия. Затем температуру доводят до 80°С, добавляют 15 г гипофосфата натрия — и раствор готов. В него погружают деталь, повышают температуру до 90-92°С и поддерживают ее на этом уровне до окончания процесса никелирования. При более низкой температуре скорость процесса резко замедляется, а при нагревании выше 95°С раствор может испортиться.
Необходимое количество (объем) раствора зависит от площади никелируемой детали. Отношение этой площади (в квадратных дециметрах) к объему раствора (в литрах) должно быть в пределах 2,5-3,5.
Так, например, при S/V=3 за 1 ч толщина слоя никеля составит 10 мк.
Применяемые химикаты не ядовиты, обезжиривание и никелирование не сопровождаются выделением вредных газов.
Химическое меднение стальных и чугунных деталей
Довольно легко медь химическим способом осаждается на железо, сталь и чугун. Покрытие получается удовлетворительным.
Для покрытия этих металлов составляют раствор из следующих веществ:
Сернокислая медь 8-50 г Серная кислота концентрированная 8-50 г Вода до 1 л
Рабочая температура 18-20°С. После тщательной очистки и обезжиривания детали погружают на несколько секунд в раствор. Детали, покрытые медью, извлекают из раствора, промывают водой и сушат.
Химическое хромирование металлов
Детали из стали, меди и латуни химически хромируют в растворе, содержащем:
Фтористый хром 14 г Гипофосфат натрия 7 г Лимоннокислый натрий 7 г Уксусную кислоту ледяную 10 мл Едкий натрий (20%-ный раствор) 10 мл Вода до 1 л
Рабочая температура около 80°С. Очищенные и обезжиренные детали металлизируются в течение 3-8 ч. При химическом хромировании стальных предметов рекомендуется их сначала химически помеднить. Детали с осажденным слоем хрома промывают в воде и сушат.
Химическое никелирование металлов
Раствор для никелирования состоит из следующих веществ:
Сернокислый никель-аммоний 50 г Хлористый аммоний 40 г Вода до 1 л
В раствор добавляют небольшое количество металлического цинка и непрерывно его перемешивают.
Окрашивание оловянных изделий в бронзовый цвет химическим способом
Оловянные изделия хорошо окрашиваются в бронзовый цвет химическим способом. Изделия погружают в раствор или протирают тканью, смоченной в растворе, состоящем из следующих веществ:
Сернокислая медь 25 г Сернокислое железо закисное 25 г Вода до 500 мл Затем изделие сушат, очищают щеткой, протирают тканью и снова погружают в раствор, состоящий из следующих веществ: Уксуснокислая медь 100 г Уксусная кислота 10%-ная 400 мл
После этого изделие сушат. При желании его можно отполировать и покрыть прозрачным лаком.
«Золочение» латуни
Латунь и изделия из нее на воздухе быстро тускнеют и окисляются. Для предохранения отполированных до блеска изделий от окисления латунные детали часто покрывают особым золотистым лаком. Более простой и доступный способ заключается в следующем: латунную деталь после тщательной очистки и полировки погружают в 10-15%-ный раствор какой-либо щелочи для удаления с ее поверхности жиров. Затем деталь промывают в воде и на 1-2 с опускают в слабый (2-3%-ный) раствор серной или соляной кислоты. Хорошие результаты получаются, если латунь опустить в раствор бисульфита натрия, после чего промыть в воде и опустить в раствор уксуснокислой меди, подогретый до 36-40°С.
В зависимости от времени, в течение которого деталь находится в растворе, латунь окрашивается от светло-золотистого цвета до цвета червонного золота и даже до красновато-фиолетового оттенка. За цветом окраски следят, время от времени вынимая деталь из раствора. После окрашивания деталь промывают водой и сушат на воздухе. Окраска получается стойкой и со временем не изменяется. Уксуснокислая медь имеется в продаже, но ее можно приготовить и самим. Для этого нужно 5 г медного купороса растворить в 0,5 л воды, после чего смешать с раствором уксуснокислого свинца (аптечная свинцовая примочка или свинцовый сахар).
Второй раствор составляется из 8 г уксуснокислого свинца и 0,5 л воды. При смешивании растворов выпадает осадок сернокислого свинца, и в растворе остается уксуснокислая медь. Этот раствор и будет служить рабочим раствором. Осадок можно отфильтровать или оставить на дне сосуда.
Окраска меди под золото
В 100 г воды растворяют 4 г каустической соды и 4 г молочного сахара, кипятят 15 мин, затем при постоянном размешивании прибавляют малыми дозами 4 г раствора насыщенного медного купороса. В горячую смесь погружают хорошо очищенные медные изделия. В зависимости от продолжительности действия они приобретают различную окраску — от золотой, зеленой до полной черноты.
Золотистый лак для латуни (пассивирование латуни)
При пассивировании латуни образуется устойчивая защитная пленка, похожая на позолоту. Эта пленка не боится влаги, поэтому рыболовы пассивируют латунные блесны. Зачищенную, отполированную и обезжиренную деталь опускают на 1 сек в раствор, приготовленный из 1 части азотной и 1 части серной кислоты, и сразу же переносят в крепкий раствор двухромовокислого калия (хромпика) на 10-15 мин.
После этого деталь промывают и сушат.
Химическое окрашивание латуни
Зачищенную, обезжиренную и промытую деталь опускают в одни из следующих растворов.
1-й раствор: Гипосульфит 11 г Свинцовый сахар 39 г Вода до 1 л Температура раствора 70°С.
2-й раствор: В 250 мл кипящей воды растворяют 10 г едкого натра и 10 г молочного сахара. Затем, непрерывно помешивая, подливают к раствору 10 мл концентрированного раствора медного купороса.
В течение 3-10 мин деталь, находящаяся в одном из растворов, окрашивается в золотистый, голубоватый, синий, фиолетовый и, наконец, в радужный цвет.
Когда нужный цвет получен, деталь вынимают, сушат и полируют суконкой.
Синевато-черный цвет латунь приобретает при погружении подготовленной детали на 1-3 мин в следующий раствор:
Аммиак (25%-ный нашатырный спирт) 500 мл Двууглекислая (или углекислая) медь 60 г Латунь (опилки) 0,5 г
После смешивания компонентов раствор энергично взбалтывают 2-3 раза, после чего в него погружают деталь.
В коричневый цвет латунь окрашивается при погружении детали в один из следующих растворов.
1-й раствор: Гипосульфит 50 г Медный купорос 50 г Вода до 1 л Температура раствора 70°С.
2-й раствор: Сернистый натрий 100 г Вода до 1 л Температура раствора 70°С.
3-й раствор: Уксуснокислый свинец 30 г Гипосульфит 90 г Вода до 1 л Температура раствора 80-90°С.
Чтобы приготовить 3-й раствор, нужно оба вещества отдельно растворить в половинном объеме воды, затем слить их вместе и нагреть до 80-90°С. После окрашивания деталь промывают теплой водой, сушат и покрывают бесцветным лаком.
Простой способ серебрения
В качестве серебрящего состава применяют отработанный гипосульфит (фиксаж), уже непригодный больше для закрепления фотопленок или фотобумаги. Способ отличается крайней простотой. Медную деталь зачищают до блеска, кипятят в содовом растворе и тщательно промывают водой. Затем опускают в использованный гипосульфит. Через некоторое время на деталь осядет серебро. После промывки водой деталь сушат и полируют суконкой. Качество серебрения и прочность сцепления серебра с медью зависит от концентрации серебра в растворе гипосульфита.
Серебрение металлических деталей горячим способом
Этим способом можно серебрить любые металлы. Заключается он в следующем: чисто обработанную деталь погружают на цинковой ленте в кипящий раствор, состоящий из следующих компонентов:
Железосинеродистый калий 120 г Поташ 80 г Хлористое серебро 7,5 г Дистиллированная вода до 1 л
Процесс серебрения оканчивается после полного покрытия серебром поверхности детали. Затем деталь вынимают из раствора, промывают и полируют. Следует помнить, что при кипении раствора выделяются вредные вещества, поэтому кипячение следует производить на открытом воздухе или под вытяжкой.
Химическое серебрение
1. Несколько листов матовой фотобумаги «Унибром» разрезают на куски и опускают в раствор фиксажной соли (соль разводят в объеме воды, указанном на упаковке).
Зачищенную и обезжиренную деталь помещают в этот раствор и натирают эмульсионным слоем бумаги до тех пор, пока на поверхности детали не образуется плотный слой серебра. После промывки в теплой воде деталь протирают сухой ветошью.
2. В 300 мл отработанного фиксажа (оставшегося после печатания фотографий) добавляют 1-2 мл нашатырного спирта и 2-3 капли формалина (раствор хранят и работают с ним только в темноте).
Зачищенную и обезжиренную деталь помещают в раствор на 0,5-1,5 ч, затем промывают в теплой воде, высушивают и протирают мягкой ветошью.
Паста для серебрения
Детали из меди, бронзы, латуни, медненого железа можно посеребрить с помощью паст.
1. Пасту для серебрения приготовляют следующим образом: в 300 мл дистиллированной воды или воды, полученной из льда бытовых холодильников, растворяют 2 г азотнокислого серебра (ляписа) и к раствору подливают 10%-ный раствор поваренной соли до тех пор, пока не прекратится выпадение осадка хлористого серебра. Этот осадок 5-6 раз промывают в проточной воде. Отдельно в 100 мл дистиллированной воды растворяют 20 г гипосульфита и 2 г хлористого аммония (нашатырь). Затем в образовавшийся раствор небольшими дозами добавляют хлористое серебро до тех пор, пока оно не прекратит растворяться. Полученный раствор фильтруют и смешивают с мелко размолотым мелом до консистенции густой сметаны. Заранее обезжиренную деталь натирают пастой с помощью ваты или марли до образования на ее поверхности плотного слоя серебра, после чего деталь промывают водой и протирают сухой ветошью.
2. Отполированную и обезжиренную деталь натирают тканью или куском мягкой кожи, на которую нанесена паста такого состава:
Хлористое серебро 6 г Поваренная соль 8 г Кислый виннокислый калий (винный камень) 8 г
Перечисленные вещества растирают в ступке и хранят в темной посуде, перед употреблением смесь разводят дистиллированной водой до получения жидкой пасты. Когда деталь покроется слоем серебра, ее промывают в воде и натирают до блеска мягкой фланелью.
3. Пасту для серебрения приготовляют так: в сосуд насыпают 2 г нашатыря, 4 г винного камня и 1 г азотнокислого серебра (ляписа), добавляют немного дистиллированной воды до получения полужидкой кашицы. Затем тканью с нанесенной на нее пастой отполированную и обезжиренную деталь натирают до серебряного блеска.
Химический способ серебрения неметаллических материалов
Химическим способом можно металлизировать и неметаллические детали, например из пластмасс, стекла, керамики, дерева и т.д. Приводимый ниже раствор для серебрения неметаллических материалов дает очень хорошие результаты, особенно при металлизации стекла (серебрение зеркальных поверхностей, сосудов, колб ламп накаливания, отражателей для проекционной аппаратуры и т.п.).
В состав ванны для серебрения входят следующие вещества:
Состав А Серебро азотнокислое 12 г Аммоний азотнокислый 18 г Вода дистиллированная 500 мл После полного растворения веществ раствор доливают дистиллированной водой до 750 мл.
Состав Б Едкий натр (химически чистый) 19 г Вода дистиллированная 500 мл После полного растворения едкого натра раствор доливают дистиллированной водой до 750 мл.
Состав В Сахароза 12,5 г Винная кислота 1,5 г Вода дистиллированная 125 мл Раствор кипятят в течение 20 мин, а затем доливают дистиллированной водой до 500 мл.
Все растворы хранят отдельно в темных сосудах с притертыми пробками.
Раствор для серебрения получают при смешивании составов А и Б, к которым непосредственно перед серебрением добавляют состав В. Детали, предназначенные для серебрения, тщательно очищают в горячем растворе соды, ополаскивают проточной водой и погружают в ванну со свежеприготовленным раствором. Рабочая температура раствора 18-20°С. Время серебрения — 10 мин. Металлизацию можно проводить два или три раза последовательно, однако каждый раз в свежем растворе. Посеребренные детали сушатся при температуре 50°С в течение 1 ч, а при температуре 18-20°С — в течение 24 ч. Со стекла, фарфора или керамики серебряный слой можно легко снять азотной кислотой.
Окрашивание серебряных предметов в фиолетовый цвет химическим способом
Серебряные или посеребренные предметы приобретают фиолетовый цвет в растворе, состоящем из следующих веществ:
Сернокислый натрий безводный 12,5 г Углекислый натрий 5 г Вода 500 мл
Раствор нагревают до 80°С и погружают в него предмет на несколько секунд. Затем предмету дают просохнуть. Поверхность предмета можно покрыть прозрачным лаком.
Химический раствор для окрашивания серебряных предметов в черный цвет
Серебряные или посеребренные предметы становятся черными после кипячения их в растворе серноватистокислого натрия (100 г на 500 мл воды). После кипячения в этом растворе предметы сушат и покрывают прозрачным лаком.
Золочение металлических изделий горячим способом
В стеклянном сосуде смешивают 20 г азотной и 20 г соляной кислоты. В этой смеси растворяют 1 г золота. Когда золото растворится, в раствор добавляют 1 г хлористой сурьмы и 1 г чистого олова. Сосуд с раствором помещают в горячую воду и кипятят, пока не растворится олово, после чего добавляют 20 г насыщенного раствора борной кислоты. Изделия, предназначенные к золочению, очищают, полируют и кипятят в растворе едкого калия или натра. Раствор на изделие наносят кистью; высушенное изделие нагревают на пламени спиртовки или на костре из древесного угля. После прогревания получается хорошая позолота, не требующая полировки. Хранят раствор в стеклянном сосуде с притертой пробкой в темном месте.
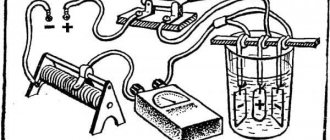
Золочение без внешнего источника тока
Контактное золочение применяется для получения очень плотных и равномерных покрытий, отличающихся высокой прочностью сцепления, и если не требуется большая толщина покрытия. Электролиз этим методом не нуждается в источнике внешнего тока. Разность потенциалов, необходимая для осаждения золота, создается гальваническим элементом, в котором катодом служит покрываемое изделие, погруженное в электролит золочения, а анодом — цинковая пластинка, находящаяся в концентрированном растворе поваренной соли и соединенная с изделием проволокой, как показано на рис. 1.
Для электролиза может применяться любой подогретый электролит золочения из числа указанных в таблице.
Составы растворов и режимы работы при золочении способом погружения
Золочение способом погружения основано на создании разности потенциалов на границе поверхности покрываемого металла и прилегающего к ней слоя электролита. Покрытия хорошего качества образуются лишь на латунных или латунированных деталях. Поэтому детали из других металлов предварительно латунируют (минимальная толщина слоя 1-2 мкм). Процесс золочения автоматически прекращается при получении слоя золота толщиной около 0,1 мкм, но покрытие получается плотным, глянцевым и обладает хорошим сцеплением с поверхностью деталей.
Снятие недоброкачественных золотых покрытий
Для снятия недоброкачественных покрытий позолоченные серебряные изделия подвешивают в качестве анодов в 5%-ный раствор соляной кислоты при температуре 18-20°С. Катодами служат железные или свинцовые пластины. Анодная плотность тока 0,1 — 1 А/дм2. Подвески медные. Кроме того, золотое покрытие можно снять в «царской водке». «Царская водка» представляет собой смесь кислот (50% азотной кислоты, смешанной в 50% соляной кислоты). Применяют смесь для травления меди, латуни, железа, стали, цинка и т.д. Этот раствор действует на металлы почти мгновенно; коррозия и грязь при этом исчезают, и поверхность металла становится блестящей или, чаще, матовой. Ювелиры используют эту смесь для определения чистого золота.
Примечание. Используя активные кислоты, необходимо строго соблюдать правила безопасности. Следует помнить, что, разбавляя кислоту водой (например, серную кислоту), нужно кислоту вливать в воду, а не наоборот, так как в противном случае происходит разбрызгивание кислоты, что может повлечь за собой тяжелые ожоги.
Простые способы извлечения серебра из отработанного гипосульфита (фиксажа)
На построение фотографического изображения расходуется лишь часть серебра, содержащегося в светочувствительном слое фотоматериала. Большая же часть серебра переходит в фиксаж и проявитель, ее можно выделить и собрать.
1-й способ. Позволяет выделить чистое серебро. Состоит в следующем: в сосуд с истощенным фиксажем всыпают железную стружку или мелкие железные гвозди, хорошо отмытые от жира с помощью бензина. Время от времени раствор взбалтывают. Спустя 7-10 дней раствор сливают и гвозди высушивают на воздухе. Серебро, осажденное на гвоздях, осыпается в виде черного порошка, который затем можно сплавить в слитки.
2-й способ. Истощенный фиксаж и равный объем отработанного метолгидрохинонового проявителя сливают в один сосуд. К полученной смеси добавляют 30%-ный раствор едкого натрия из расчета по 100 мл на каждый литр отработанного фиксажа. Серебро при этом осаждается в виде мельчайшего чистого серебряного порошка. Процесс длится не менее 48 ч. Образовавшийся за это время осадок серебра отфильтровывается и сушится. Оставшийся водный раствор тиосульфата натрия, т.е. фиксаж, можно вновь использовать в работе.
3-й способ. В отработанный фиксаж, который находится в стеклянном сосуде, укладывают полированный лист латуни. Через 48 ч на него осядет почти все металлическое серебро из истощенного раствора. После осаждения лист хорошо промывают водой и высушивают. Затем с его поверхности осторожно соскабливают слой серебра.
4-й способ. К 1 л использованного фиксирующего раствора добавляют 5-6 г гидросульфита натрия и 5-6 г безводной соды. Через 19-20 ч образовавшееся в виде черного мелкого порошка металлическое серебро фильтруют, а обессеребренный фиксирующий раствор подкисляют бисульфитом натрия и вновь используют для работы.
5-й способ. Для этого приготовляют 20%-ный раствор сернокислого натрия и вливают его в отработавший фиксаж из расчета 20 мл раствора на каждый литр фиксажа. Тщательно перемешав раствор, ему дают отстояться в течение суток. Затем раствор сливают с осадка, а осадок высушивают на бумаге. Осадок представляет собой сернистое серебро. Осаждение ведется на открытом воздухе или при усиленной вентиляции, для уменьшения выделения сероводорода отработанный фиксирующий раствор предварительно подщелачивают.
Примечание. Более подробно о способах получения серебра из различных отходов смотрите в сборнике: «Домашние технологии получения серебра, золота, платины… – из отходов». Полученное серебро можно использовать в практических советах (рецептах), имеющихся в данной статье.
ОКРАШИВАНИЕ МЕТАЛЛОВ
Покрытие металла лаком «муар»
Перед покрытием лаком «муар» поверхность металлической детали обезжиривают путем прогревания в печи (духовке) в течение 15-20 мин при температуре 80-100°С, затем грунтуют жаростойкой эмалью, шпаклюют лаковой шпаклевкой и сушат. Когда деталь хорошо высохнет, ее обрабатывают пемзой с водой и шкуркой, насухо протирают, с помощью пульверизатора покрывают ровным слоем лака «муар» и помещают на 10-15 мин в печь с температурой около 80°С.
Узор рисунка зависит от толщины покрытия и продолжительности прогрева детали. Когда на детали образуется узор, ее вынимают из печи на короткое время для частичного охлаждения, а затем снова помещают в печь для окончательной сушки лака. При температуре 120-150°С лак окончательно высыхает в течение 30-40 мин, а при более низкой температуре — в течение 2-3 ч.
Чтобы предохранить окрашенную поверхность от запыления, ее покрывают целлулоидным лаком: в ацетоне растворяют целлулоид до консистенции жидкого масляного лака и наносят его на поверхность ровным слоем при помощи тампона. После высыхания ацетона на поверхности остается прочная защитная пленка.
Окраска стальных изделий под алюминий
Чтобы придать стальным изделиям красивый вид и предохранить их от коррозии, металл часто покрывают алюминиевой краской — лаком с алюминиевым порошком. Для этого 15 г порошка всыпают в бесцветный нитролак, разбавленный ацетоном (110 г).
В такой же пропорции краску можно разводить не в нитролаке, а в целлулоидном клее — ацетоне, в котором растворено 5-10 г рентгеновской пленки, очищенной от эмульсии.
Поверхность изделия предварительно тщательно зачищают и затем наносят тонкий слой краски с помощью пульверизатора.
Стойкое покрытие получается, если в алюминиевую краску добавить клей БФ-2. Клей БФ-2 растворяют в спирте до густоты эмалита, затем в полученный раствор высыпают сухой алюминиевый порошок и тщательно перемешивают, после чего снова добавляют спирт до получения нормальной вязкости.
Приготовленная таким образом краска хорошо ложится при окраске кистью или с помощью пульверизатора, она не осыпается и долго сохраняет свой вид.
Что необходимо знать о несовместимости красок и об особенностях восприятия цвета краски
Все компоненты краски — химические вещества. Металлы (медь, цинк, алюминий), входящие в состав красок в виде пудры, влияют на коррозию окрашиваемой металлической поверхности и на связующее. Окислы и соли металлов влияют на связующее, ускоряя образование пленки. Разнородные типы связующего не могут совмещаться друг с другом, а некоторые масляные краски, полученные на одном связующем, но на основе разных пигментов, смешивать нельзя.
Несовместимость пигментов. При смешивании пигментов очень важно учитывать характер их взаимодействия. В случае несовместимости пигментов происходит их разрушение и потеря антикоррозионных свойств.
При смешивании красок с несовместимыми пигментами теряется их цвет.
Несовместимость связующих. Смешивать масляные краски можно только с масляными (на однородной основе), глифталевые — с глифталевыми, пентафталевые — с пентафталевыми, эпоксидные — с эпоксидными, битумные лаки — с асфальтовыми и каменноугольными лаками и т.д. Однако все масляные густотертые краски можно разводить олифами и лаками, изготовленными на основе только светлых естественных и искусственных смол, исключая асфальтовые и битумные смолы.
Несовместимость краски с материалом поверхности. На стальную поверхность можно наносить все без исключения грунты: масляные, фосфатирующие, протекторные, глифталевые, фенолформальдегидные, на сополимерах хлорвинила, этинолевые, акриловые и др.
На алюминиевую поверхность нельзя наносить грунты: свинцовые (свинцовые белила, крон, сурик), железный сурик, ярь-медянку и киноварь, на каком бы связующем они ни были. Можно наносить фосфатирующие грунты ВЛ-02 и ВЛ-08; глифталевые КФ-030, ГФ-031, ГФ-032; акриловые АГ-10С и эпоксидные Э-4021 и ЭП-09Т желтый.
Особенности восприятия цвета краски.
Цвета воспринимаются как «теплые» или как «холодные». Зрительно они могут приближать окрашенный предмет или отдалять его. Восприятие разных цветов приведено в таблице.
Автор-составитель. Патлах В.В. 2004 г.
» » .. 1993-2007 .
Приготовление электролита
Убедившись, что весь необходимый лак удален, приступаем к подготовке рабочего раствора. Защитный слой за это время успеет полностью просохнуть. В качестве вещества, в котором и осуществляется травление стальных изделий, чаще всего в домашних условиях используют раствор поваренной соли. Для его приготовления необходимо растворить в чистой воде кристаллы в соотношении на 0,5 литра жидкости две столовых ложки соли.
Вместо хлорида натрия можно применять и другое вполне доступное химическое вещество, имеющее название медный купорос. Его не сложно приобрести в любом хозяйственном или садовом магазине.
Чернение латуни, один из способов
Рецепт взят вот отсюда
Дополнительный материал по теме: Один из методов чернения латуни
Сразу оговорюсь, что я не химик, и все познания — это только те, которые остались еще со школы. Потому рецепт не был выдержан полностью и были допущены некоторые отклонения.
Синевато-черный цвет
| 25% растворр аммиака (нашатырный спирт) | от 100 г/л до 1 л |
| Карбонат меди (CuCO3) | 40-200 г/л |
Обработка длиться 25-30 мин. при температуре 15-30°С.
Приготовление карбоната меди.
В данном случае, когда в рецептах упоминается карбонат меди, на самом деле, речь, как правило, идет об основном карбонате меди. Для его получения можно использовать сульфат, ацетат или нитрат меди.
К водному раствору одной из этих солей приливается раствор карбоната калия или натрия (поташ, сода).
Выпавший зелено-синий осадок состоит из основного карбоната меди переменного состава, nCuCO3 x mCu(OH)2, где n и m могут меняться в некоторых приделах, что для нас, в данном случае, не очень важно. Осадок отфильтровывается, промывается водой и может использоваться.
Сам процесс.
Для чернения латуни данным методом вам понадобятся:
- медный купорос;
- пищевая сода;
- нашатырный спирт;
- две стеклянные баночки, желательного одинакового объема;
- фильтровальная бумага или что-нибудь аналогичное;
- палочка для помешивания.
Купорос был куплен в ближайшем хозяйственном магазине в отделе, где продаются всякие ядохимикаты для борьбы с садовыми вредителями. Сода — в ближайшем продовольственном магазине, где ее просто предостаточно.
Нашатырный спирт — в ближайшей аптеке. Но только 10%. Как мне объяснили 25% не продается ввиду его опасности.
| Сначала готовим карбонат меди. Для этого нам понадобится медный купорос и обычная сода. |
| Растворяем купорос в теплой водичке. Раствор нужен насыщенный, т.е. добавляем купорос до тех пор, пока он еще растворяется. Раствора надо сделать так, чтоб он занимал всего половину емкости. |
| После чего медленно, по чуть-чуть, добавляем соду в насыщенный купорос. Именно потому, что раствор начинает бурлить как газировка, я и рекомендую делать купороса всего в половину емкости. |
| Помешиваем. Со временем бурление утихает. Я сыпал соды до тех пор, пока бурление не прекратится.Через некоторое время вы увидите, что получилась мелкодисперсная взвесь приятного бирюзового цвета. На поверхности можно заметить, что там все-таки еще малек бурлит. |
| Теперь полученную взвесь надо отфильтровать. Под рукой ничего путного, кроме салфеток не оказалось. По рецепту написано просушить. Но я не стал этого делать. |
| Теперь нам понадобится 25% раствор аммиака. Как я уже писал, доступен только 10% в аптеке. Вот его и будем использовать. |
| Понемногу добавляем бирюзовую кашу в нашатырный спирт. Раствор синеет. |
| Нам нужен также насыщенный раствор. Потому добавляем, не жалея, карбонат меди. В конечном итоге у вас получится иссиня-черная жидкость. Вот она-то нам и нужна. |
Раствор готов, осталось опустить туда необходимые детали. Время чернения, по рецепту, 25-30 минут.
После детали достать, промыть водой и высушить/протереть.
Вот такой получился конечный результат (иссиня-черный, цвет вороненой стали):
Некоторые замечания:
- Купорос для пропитки древесины от грибков не годится;
- Удобно пользовать две емкости, потому как придется раствор фильтровать;
- Купороса надо готовить всего пол-емкости, потому как потом будет бурное бурление;
- Можно использовать и 10% нашатырный спирт;
- Если хорошо промыть карбонат меди, то реакция идет намного быстрее;
- Быстрее чернеют плоские детали, нежели колечки, гвозди, рымы и им подобные;
- Если деталь передержать в растворе, на нее осядет карбонат меди в виде бирюзовых кристаллов, которые, в принципе, потом не составит труда соскрести ногтем, не повреждая чернение;
- Ежели возникают трудности с удалением синего осадка с детали, рекомендую ее просто нагреть в пламени свечи или зажигалки. Осадок тут же отвалится сам.
c www.shipmodeling.ru
Травление изделия из металла
Для активации процесса в раствор электролита необходимо поместить любой стальной предмет и подключить к нему отрицательный провод от источника тока. Положительный провод в этом случае присоединяется к обрабатываемому изделию. Схематично процесс травления выглядит так:
При отсутствии качественного преобразователя (выпрямителя) можно воспользоваться зарядным устройством для телефона, срезав с него контакт для соответствующего гнезда.
Процесс травления под действием электрического тока происходит достаточно бурно.
Это необходимо учитывать при выборе стеклянной емкости. Уровень электролита в ней должен предотвращать его возможное выплескивание в процессе травления.
Контроль углубления рисунка при электрохимической обработке можно осуществлять визуально, периодически доставая обрабатываемое изделие из раствора. При соблюдении всех необходимых параметров процесс может продолжаться до нескольких минут, в зависимости от желаемой глубины травления узора на металлической детали.
Получив желаемый результат, отключите электрический ток. После этого с извлеченного образца тщательно удалите лаковую пленку. Для этого удобно воспользоваться средством для снятия лака и плотной тканью. Промойте готовый рисунок теплой водой с мылом.
Основные растворы-травители металла
1. Углеродистые стали обрабатывают 8–20%-ным раствором серной или 10–20%-ным раствором соляной кислоты. Чтобы избежать дальнейшей хрупкости материала и снизить вероятность перетравливания, в состав вносят ингибиторы коррозии, такие как КС, ЧМ, УНИКОЛ.
2. Нержавеющую или жаропрочную сталь протравливают смесью из 12%-ной соляной, 12%-ной серной, 1%-ной азотной кислоты. При необходимости обработка осуществляется поэтапно. Тогда при помощи 20%-ной соляной кислоты разрыхляется окалина, после чего изделие окунают в 20–40%-ный раствор азотной кислоты, чтобы удалить загрязнения поверхности.
3. С нержавеющей стали толстый слой окалины, сформировавшийся в процессе производства, снимают 75–85%-ным раствором едкого натра в сочетании с 20–25%-ным азотнокислым натрием. Далее окислы удаляют травлением металла 15–20%-ной азотной кислотой.
4. Алюминий и его сплавы очищают от оксидной пленки, находящейся на поверхности заготовки, при помощи щелочных или кислотных растворов. Чаще всего применяют 10–20%-ную щелочь, все воздействие происходит при температуре +50…+80 °C в течение минимум двух минут. Иногда к щелочи добавляют хлористый и фтористый натрий, чтобы добиться большей равномерности травления.
5. Титан и сплавы на его основе очищают в несколько этапов после термической обработки. В первую очередь необходимо разрыхлить окалину в концентрированном едком натре, далее ее снимают в растворе из серной, азотной либо фтористоводородной кислоты. На заключительном этапе избавляются от оставшегося травильного шлама при помощи соляной или азотной кислоты с небольшим добавлением фтористоводородной кислоты.
6. Медь и ее сплавы обрабатывают при помощи перекиси водорода, хромовой кислоты и ряда солей, таких как:
- хлорид меди;
- хлорид железа;
- персульфат аммония.
Получение цветного рисунка
Для придания полученному узору, рисунку или надписи дополнительного декоративного эффекта предлагаем воспользоваться несложным способом, доступным каждому. Для этого на обработанный участок нанесите небольшое количество любой нитроэмали, добившись полного заполнения углубления. Этот лакокрасочный материал достаточно быстро сохнет, поэтому к дальнейшей работе можно возвратиться уже по истечении часа. Убедившись, что эмаль полностью высохла, удалите лишний материал, попавший на поверхность протравленного изделия с помощью мелкой наждачной бумаги. Применение растворителя в данном случае может испортить всю работу, так как он размазывает краску по поверхности, полностью не удаляя ее, и может придать узору некрасивую матовость.
Окончательно придать окрашенному протравленному рисунку выразительность позволит механическое полирование готового изделия на войлочном круге с пастой ГОИ.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
LiveInternetLiveInternet
—Музыка
—Метки
—Рубрики
- рукоделие (5341)
- вязалочка (1796)
- вышивка (1211)
- журналы (813)
- бижутерия (603)
- бисер (514)
- хенд мейд (440)
- игрушки (416)
- Мода (281)
- пластика (272)
- квилт (97)
- гобелен (66)
- макраме (45)
- декупаж (35)
- декупаж (15)
- квилинг (10)
- кулинария (1888)
- Выпечка (620)
- Вегетерианство (524)
- заготовки на зиму (335)
- торт (144)
- искусство (1881)
- музыка (507)
- живопись (351)
- рисунок (220)
- антиквариат (201)
- роспись (184)
- ювелирное искусство (183)
- скульптура (163)
- художник (163)
- музеи ,выставки (39)
- батик (21)
- Мастер-классы (1441)
- Видео (815)
- страны и народы (742)
- индейцы (123)
- Китай (74)
- Индия (50)
- буряты (28)
- эвенки (4)
- саморазвитие (669)
- Психология (475)
- фото (462)
- дом (406)
- интерьер (249)
- Фен-шуй (5)
- садово-огородное (362)
- здоровье (325)
- КРАСОТА СЕВЕРНОГО КРАЯ (311)
- Интересно (302)
- Русь Великая (292)
- Байкал (258)
- юмор (234)
- эзотерика (190)
- домашняя косметика (168)
- Братья наши меньшие (142)
- мысли вслух (121)
- Северобайкальск (95)
- праздники (90)
- кошки (85)
- Йога (80)
- ФАРФОР (77)
- религии (77)
- буддизм (42)
- мой дом (76)
- мое творчество (45)
- Моя семья (18)
- магазин (4)
- хиппи (67)
- самоцветы (44)
- люди (44)
- Тайны Земли (44)
- винтаж (33)
- мандалы,фракталы (31)
- история (22)
- Вселенная (3)
—Видео
—Фотоальбом
—Поиск по дневнику
—Подписка по e-mail
—Друзья
—Постоянные читатели
—Статистика
Глянцевая бумага
Кроме глянцевой бумаги (ее можно купить в магазинах товаров для творчества, а можно просто вырезать лист из журнала), потребуется лазерный принтер, приложение для работы с изображениями и утюг. Изображение рисунка следует сделать зеркальным и распечатать в натуральную величину. Изображение прикладывают к поверхности и проглаживают несколько раз. После остывания заготовки бумагу смывают теплой водой, а тонер остается на поверхности детали. Тыльную и боковые поверхности, не подлежащие протравке, нужно защитить лаком или пластилином.
Основное достоинство метода — можно точно переносить мельчайшие детали изображения.
Основной недостаток — работать таким образом можно только с плоскими или цилиндрическими заготовками. Способ весьма популярен при изготовлении печатных плат.
Электрохимическое травление металов.
Электрохимическое травление металов.
#1 Сообщение ИГОРЬ » Пт фев 05, 2010 8:07
Re: Электрохимическое травление металов.
#2 Сообщение FreeLander » Пт фев 05, 2010 9:17
Re: Электрохимическое травление металов.
#3 Сообщение ИГОРЬ » Пт фев 05, 2010 13:31
Re: Электрохимическое травление металов.
#4 Сообщение FreeLander » Пт фев 05, 2010 15:07
Re: Электрохимическое травление металов.
#5 Сообщение ИГОРЬ » Пт фев 05, 2010 15:22
Re: Электрохимическое травление металов.
#6 Сообщение frog » Пт фев 05, 2010 17:17
Re: Электрохимическое травление металов.
#7 Сообщение Hedgehog » Пт фев 05, 2010 20:19
Тебе можно всё!
Если вкратце, то по электрохимическому способу: — электролит — насыщенный (порошок больше не растворяется) раствор медного купороса; — ток идёт «от избытка (плюса (анода) к недостатку (минусу (катоду). Стало быть плата — анод, электрод — катод. — материал катода — любой (у меня — свинец 3 мм), поскольку он не расходуется. — расстояние от платы до электрода — 30-50 мм. Кстати, расстоянием и ток можно успешно регулировать. — плотность тока (у меня) в диапазоне 1-2 А на кв.дМ. Надо подбирать в каждом конкретном случае. — греется, но не сильно, пластиковая банка выдержит (у меня ванна из оргстекла 8 мм служит третий год) Очень важно (!) электрод(ы) и плата должны быть как можно более плоскими и как можно более параллельными друг другу.
К слову сказать, перечитав старую ветку. За прошедшие 2+ года мои взгляды на жизнь несколько упростились Теперь для несложных разовых работ по тонкой меди и латуни я снова очень активно пользую хлорное железо. Да, качество прихрамывает, но скорость получения результата всё покрывает. Ключевых моментов два — температура раствора (40-60 Ц), активное перемешивание (распылитель аквариумный) и процесс завершается за 10-15 мин. Специально раствор подогревать не надо, достаточно в горячей воде развести хлорное железо, остаточного тепла хватит на полчаса минимум.
Всем успехов. Дмитрий.
Экспертов — как грязи. Моделистов маловато. Не надо мне рассказывать, что я делаю неправильно. Покажите, как это делаете вы. Очная школа классического судомоделизма: Здесь, на форуме, Facebook
Re: Электрохимическое травление металов.
#8 Сообщение ИГОРЬ » Пт фев 05, 2010 20:52