Сырьем для изготовления шпона и фанеры служат кряжи и их отрезки (чураки), отвечающие определенным размерным и качественным требованиям.
Для клееной фанеры применяются чураки длиной от 0,8 до 3,2 м, а для строганого шпона – от 1,5 м и выше.
Размеры поперечного сечения сырья принципиального значения не имеют. Минимально допустимый размер обуславливается экономической целесообразностью разработки сырья, а максимально допустимый – размерами оборудования. Принято использовать сырье диаметром от 18 см и выше, для строганого шпона – 22…26 см и выше.
Качественные требования сводятся к ограничению как пороков древесины (сучков, ненормальной окраски и гнилей, трещин, червоточин и т.д.), так и дефектов формы (в первую очередь кривизны).
Применяют следующие породы древесины:
- для изготовления клееной фанеры – березу, ольху, бук, липу, осину, сосну, ель, кедр, пихту, лиственницу;
- для изготовления древесных слоистых пластиков – березу;
- для изготовления строганого шпона – дуб, бук, орех, клен, ясень, карагач, каштан, чинар, бархат, яблоню, грушу, тополь, черешню, белую акацию, березу, ольху.
Заготовка, доставка и хранение сырья (кряжей) на фанерных предприятиях производятся способами, аналогичными уже рассмотренным. Подготовка сырья к производству шпона заключается в разделке кряжей на чураки, гидротермической обработке и окорке.
Разделка кряжей на чураки
Существует три способа разделки:
- по наибольшей массе,
- по наибольшему качественному выходу
- комбинированный.
Целью первого способа является получение из каждого кряжа чураков, имеющих наибольшую кубатуру, независимо от их качества. При разделке по второму способу задаются целью получить высокосортные чураки, не считаясь с объемным выходом. Оба эти способа в чистом виде не применяются. Целесообразным является комбинированный способ, в основу которого положено получение максимальной массы при сохранении наибольшего качественного выхода.
Поперечное распиливание сырья состоит из двух, обычно совмещенных на практике операций – разметки кряжей и распиловки их на чураки.
Разметка заключается в определении на кряже линий пропила с учетом вырезки дефектных мест, чтобы получить наибольшее количество лучших по качеству чураков при наименьших потерях древесины.
Распил должен производиться при строгом соблюдении перпендикулярности плоскости реза к оси ствола и правильности длины чурака.
Кряжи в зависимости от размеров распиливают на круглопильных балансирных (ЦПС-710 (Россия) (рис. 1)) и маятниковых станках (ЦМЗ, ЦМЭ-2, ЦМЭ-3К (Россия) (рис. 2)), поперечнопильных станках с возвратнопоступательным движением пил или цепными пилами.
Рис. 1. Комбинированная балансирная циркульная пила ЦПС – 710
Рис. 2. Маятниковый круглопильный станок ЦМЭ-3К
Существует станок «лисий хвост» с возвратнопоступательным движением пилы, применяемый для разделки сырья диаметром от 70 до 150 см.
Общие потери древесины при разделке кряжей на чураки составляют 1-3 % в зависимости от породы древесины.
Производительность круглопильных станков в чураках в смену (А, чур./см) определяется по формуле:
(1)
где Т – продолжительность смены, мин; U – скорость подачи пилы, м/мин; КM – коэффициент использования машинного времени; КД – коэффициент использования рабочего времени; ДЧ – диаметр чурака, м; n – среднее число пропилов на один чурак.
Кряжи разделываются на чураки с припуском по длине на обработку.
Для получения фанеры размером 1525х1525 мм заготавливают чурак длиной 1600 мм, то есть с припуском 75…80 мм.
Гидротермическая обработка древесины
В процессе лущения и строгания шпона в нем возникают растягивающие напряжения поперек волокон, величина которых может определяться по формуле σ , МПа):
(2)
где Е – модуль упругости шпона поперек волокон древесины; S – толщина шпона; R – радиус чурака.
Технология резания рассматривается как процесс получения тонкого слоя древесины, который должен быть плотным и гладким (не иметь трещин).
В процессе резания снимаемый слой изгибается, изменяя первоначальную форму, в результате чего на левой растянутой стороне шпона возможны трещины.
Чтобы избежать трещин, искусственно усиливают деформативность древесины. Для этого чураки и ванчесы подвергают гидротермической обработке (увлажнение и нагрев).
Чем больше влажность древесины, тем больше ее пластичность. Сухая древесина обладает значительной хрупкостью.
Нагревание древесины (до определенного предела) придает волокнам хорошие пластические свойства. Высокие температуры действуют отрицательно на качество шпона, так как вследствие сильного размягчения волокон при резании возникает «ворсистость» поверхности.
Рекомендуемая температура для нагрева древесины перед лущением и строганием:
- Береза, бук, ольха – 20…30 оС,
- Липа, осина – 15…20 оС,
- Красное дерево – 30…40 оС,
- Ель – 20 оС,
- Сосна – 40 оС,
- Лиственница – 50 оС,
- Ясень – 50 оС.
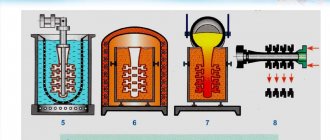
Гидротермическую обработку можно производить нагревом в воде: провариванием или пропариванием.
Проваривание производится в горячей или теплой воде в специальных бассейнах (открытых и закрытых), оборудованных механизмами для загрузки и выгрузки чураков (рис. 3). Этот способ прост и не требует больших затрат на его организацию, применяется главным образом для лущения.
Пропаривание применяется в основном при изготовлении строганого шпона, когда варка недопустима из-за изменения цвета древесины. Пропаривание производят в автоклавах, парильных камерах и ямах.
Гидротермическую обработку перед лущением можно производить по мягкому и жесткому режимам.
Мягкий – температура 35…40 оС, продолжительность нагрева 2…3 суток, жесткий – температур 70…80 оС, продолжительность нагрева 2…15 часов.
Рис. 3. Бассейн с консольно-козловым краном для прогрева чураков: 1 – сбрасыватель; 2 — загрузочный конвейер; 3 – накопитель кряжей; 4 – крышка; 5 — грейферный захват; 6 – разделительная тумба; 7 – стена; 8 – кран; 9 – передвижной перегрузчик; 10 – разгрузочный конвейер
Гидротермическую обработку перед строганием производят в течение более длительного времени: температура насыщенного пара 120…130 оС, продолжительность обработки 4…10 часов.
Продолжительность гидротермической обработки вообще зависит от диаметра чурака, породы древесины, температуры нагревающей среды, начальной и конечной температуры древесины.
Раздел 1 РЕЗАНИЕ ДРЕВЕСИНЫ И ДРЕВЕСНЫХ МАТЕРИАЛОВ
Первая схема характерна для изготовления строганого шпона толщиной 0,6…0,8 мм, вторая — для изготовления дощечек толщиной 5… 15 мм. Нож при срезании шпона и дощечки совершает возвратно-поступательное движение. Кряж (брус, ванчес) совершает периодическое поступательное движение.
Лущение это процесс поперечного резания, при котором от вращающегося материала (чурака) отделяется тонкая лента- стружка (шпон) при прямолинейном радиальном перемещении; ножа. Процесс получения тонкой ленты древесины из чурака при его вращении подобен разматыванию рулона бумаги. Шпон, полученный лущением, применяется для изготовления фанеры — одной из возможных модификаций древесины, широко используемой в качестве конструкционного материала. Чураки перед лущением подвергаются гидротермической обработке для повышения пластичности древесины. Лущение чураков осуществляется на лущильных станках. Главное движение в лущильных станках совершает чурак, который вращается относительно оси шпинделей с определенной скоростью.
Движение подачи совершает лущильный нож, который перемещается непрерывно поступательно в направлении оси вращения чурака.
Лущение толстого шпона сложнее, чем лущение тонкого. Напряжения изгиба в толстом шпоне значительно больше. Кроме того, в толстом шпоне усложнены значительно поля деформаций и напряжений, вызываемых обжимом.
Метод лущения широко применяется для получения шпона. Однако возможности его далеко не исчерпаны. Он может успешно применяться при изготовлении тарной, карандашной и паркетной дощечки и многих других материалов. Использование этого метода при переработке древесины лиственницы, осины, а также других лиственных пород древесины — важное современное направление в фанерном и плитном производствах.
Механическая и химическая переработка древесины
По технологическим и аппаратурным признакам переработку древесины
можно классифицировать таким образом: Распиловка,
строгание
, фрезерование, резание,
лущение
…
Деревообработка. Станки фрезы сверла рубанки стамески
Обработка древесины
включает: пиление,
строгание
, долбление, сверление, фрезерование, обработку на токарном станке,
лущение
и шлифование. При всех видах деревообработки…
Строгание древесины. Древесина. Инструменты для обработки…
Из различных строгальных
инструментов, применяемых для
строганиядревесины
, в кружках юных техников используются шерхебели, рубанки и фуганки.
…слоистых пластиков и облицовки фанерования изделий из древесины
Путем лущения
— срезания слоя
древесины
в виде непрерывной … При этом в зависимости от плоскости
строгания
получают шпон радиальный Р, полурадиальный ПР, тангенциальный Т и…
Древесина. ПОРОКИ ДРЕВЕСИНЫ. Строительные материалы
Кроме того, этот порок затрудняет обработку древесины
(
строгание
и теску) и понижает ее … Этот дефект затрудняет переработку (особенно распиловку и
лущение
)
древесины
и…
›Строительные материалы
ШПОН. Листовые материалы. Лущеный шпон. Тангенциально-торцовый…
Древесный шпон представляет собой тонкие (толщиной от 0,55 до 1,5 мм) листы древесины
, получаемые
лущением
или
строганием
предварительно окоренных и пропаренных заготовок.
Обработка древесины ручными инструментами
…резцом получается стружка в виде непрерывной ленты хорошего качества (лущение
шпона). …
Строгание
— резание
древесины
ножами, при котором траектория резания совпадает с…
Древесина и древесные материалы. Сушка и обработка древесины. Шпон…
…обработки древесины
— особая группа пороков, возникающая при ее распиловке и
лущении
. … По сравнению с размерами деталей в чистоте заготовки имеют припуски на усушку,
строгание
и…
ПИЛОМАТЕРИАЛЫ специальных видов лесоматериалов — лущеного…
3. Лущеные лесоматериалы, получаемые резанием древесины
по спирали (
лущением
). 4.
Строганые
лесоматериалы, изготавливаемые резанием
древесины
ножами…
…на фанерострогальных станках (шпон строганый), либо лущением (шпон…
— тонкий лист заданной толщины, изготовляемый путем лущешгя, строгания
или пиления
древесины
. Шпон, полученный
строганием
, часто называют
строганой
фанерой.
Окаривание
Окаривание – снятие коры с чураков перед лущением предохраняет режущий инструмент от затупления и порчи, уменьшает его износ, а также повышает производительность лущильного станка.
Основными требованиями к процессу окаривания являются чистота и сохранение заболонной части древесины чурака (сниматься должна только кора и луб).
Сырье окаривают на окорочных станках различного типа (ОК63-1Ф, ОК80-1, 2ОК63-1 (Россия), Valon Kone VK-26 (Финляндия)) или на лущильных станках упрощенной конструкции.
Часовая производительность роторных окорочных станков (А, м3/час) определяется по формуле:
, (3)
где V – объем кряжа среднего d, м3; Kз – коэффициент загрузки станка; L – длина кряжа, м.
Для окорки древесины твердых пород и больших размеров наиболее пригоден ручной электрифицированный фрезерный инструмент. Частота вращения его ножевой головки 1500 мин-1. Максимальная толщина снимаемого слоя 15 мм.
Окаривание на лущильных станках осуществляется при отведенной линейке, то есть без обжима. Оно производится на специально выделенном для этой цели лущильном станке, и дальше кряжи передают на другие лущильные станки для переработки.
По такому методу окаривание совмещают с обрезкой до цилиндра. Получаемые неполноформатные листы шпона разделываются на гильотинных ножницах непосредственно у станка. Достоинствами данного способа являются дополнительный отбор сырья в виде кусков, меньшая изнашиваемость (затупление) ножа, повышение производительности лущильных станков. Недостатком – увеличенный выход кусков при вторичной вставке чурака в лущильный станок.
Второй метод заключается в том, что операцию окаривания совмещают непосредственно с лущением на этом же станке, то есть окоренный чурак не вынимают. Для предупреждения быстрого затупления ножа чураки предварительно тщательно промывают.
Раздел 3 ОБОРУДОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩИХ ПРЕДПРИЯТИЙ
Телескопические шпиндели, установленные в опорах качения, получают вращательное движение от главного вала I через ко- созубые зубчатые цилиндрические колеса 4, 5, 6 и 17, 18, 19. Вращение главного вала осуществляется от электродвигателя 1 через клиноременную передачу 3 включением муфты-тормоза 2 главного привода. При поступлении сжатого воздуха в рабочую полость муфты-тормоза происходит сцепление вращающегося шкива со ступицей муфты-тормоза, в результате начинается вращение вала 1. При выпуске воздуха из рабочей полости происходит расцепление шкива со ступицей и под действием пружин сжатия — мгновенное торможение главного движения.
Суппорт 35 состоит из ножедержателя, траверсы прижимной линейки 5 и механизма обжима. Суппорт опирается на ползуны серпообразными опорами 36 ножедержателя, которые в свою очередь опираются на рабочие поверхности наклонных направляющих, прикрепленных к бабке станка. Фактический задний угол а в процессе лущения уменьшается (см. раздел 3.6). С помощью такого -устройства автоматически меняется угол а и создаются наилучшие условия резания. Кроме того, на ножедержателе устанавливается лущильный нож и траверса прижимной линейки. Последняя смонтирована на эксцентриковом валу, который своими цапфами опирается на опоры скольжения, расположенные на боковых ребрах ножедержателя. На суппорте также имеются следующие механизмы дополнительного изменения угла резания 2\ подъема прижимной линейки 6; регулирования заднего угла резания Л; установки прижимной линейки 4, 7.
При наладке и настройке станка регулирование зазора между рабочей кромкой линейки 9 и лезвием ножа 10, определяющего степень обжима шпона, производится вручную вращением маховичка. При этом через шестерни 11, 56, 55, 57 и червячную пару 53, 54 эксцентриковый вал поворачивается на угол, соответствующий горизонтальному перемещению траверсы прижимной линейки на необходимую величину, контролируемую по лимбу. Степень обжима можно регулировать с пульта управления, с помощью гидроцилиндра 34, который чер|;з реечную передачу 33, 52 и постоянно включенную под действием пружины муфту вращает червячный вал 53.
Механизм перемещения суппорта обеспечивает два движения подачи при лущении — обдирочное и рабочее — и два движения холостых ходов — подвода суппорта к чураку перед обдиркой и отвода в исходное положение по окончании лущения. Ускоренный ход суппорта осуществляется при отключенной муфте-тормозе главного привода от электродвигателя 46, смонтированного на левой бабке станка, через клиноременную передачу 45, 42, конические зубчатые передачи 31, 39, 30 и 32, вал ///, ходовые винты 50, 51 и ползуны 24 и 48, сообщающие суппорту поступательное движение. Перед началом врезания ножа в чурак производится переключение суппорта с ускоренного подвода на обдирочную подачу. От левого шпинделя через цепную подачу 7, 47, 44 вращение передается на свободно установленную на валу звездочку 41 с кулачковой полумуфтой сцепления 40. При ее включении с помощью пневмоцилиндра 28, тяги 38 и рычага 58. вращение передается через конические колеса 31, 39, 30 и 32 на ходовые винты 50 и 51, которые сообщают суппорту поступательное движение обдирочной подачи.
После обдирки траверса прижимной линейки переводится в рабочее положение и включается рабочая подача. От правого шпинделя через звездочки 16, 23, 25 и 27 двухконтурной цепной передачи и сменные зубчатые колеса а, б, в, г вращение передается на вал 111, на который на шпонке посажены предохранительная муфта 29 и полумуфта сцепления. При включении с помощью пневмоцилиндра муфты 29 через пары конических колес 31, 39, 30 и 32 вращение передается на ходовые винты, сообщающие суппорту движение рабочей подачи. Скорость рабочей подачи, а следовательно, и толщина шпона регулируются с помощью сменных шестерен а, б, в, г, обеспечивающих различные передаточные отношения. Звездочки 26, 22, 49 и 43 служат для натяжения цепей.
По мере уменьшения диаметра чурака его жесткость уменьшается. При достижении диаметра чурака 150 мм вводится в действие ограничитель прогиба. Его траверса, подвешенная на двух рычагах к бабкам станка, поворачивается вокруг оси от двух гидроцилиндров 10 через систему рычагов и тяг. Прижимные ролики 12 передают усилие давления гидроцилиндров на чурак, предотвращая его прогиб от воздействия сил резания. В это время убираются наружные шпиндели 8 и 15 и чурак продолжает вращаться, удерживаемый внутренними шпинделями меньшего диаметра.
При диаметре разлущиваемого чурака 70 мм автоматически выключается рабочая подача, суппорт отводится в исходное положение, а также отводятся дополнительный прижим и внутренние шпиндели, остаток чурака (карандаш) падает вниз.
Производительность лущильного станка определяется по формуле для цикловых станков.
Ленту шпона, выходящую из лущильного станка, рубят на листы определенной длины. Для этой операции применяются станки, называемые ножницами. На современных предприятиях применяются автоматические ножницы, снабженные укладчиком для укладки листов шпона в стопу. По принципу действия узла резания ножницы классифицируются на гильотинные и роторные.
…сборные фрезы. ножи для фрезерно-строгальных и лущильных станков
Угол заточки у лущильных
ножей 18… … Ножи шпонострогальных
станков
состоят из двух слоев: режущая часть из стали 85ВФ или 8ХНФТ.
Химическая технология. Техника других отраслей промышленности
Производство фанеры было связано с созданием специального лущильного
станка
. Впервые
лущильныйстанок
для среза древесины в тонкую ленту (шпон…
Механическая и химическая переработка древесины
Лущильные
станки
применяются главным образом для производства шпона. Для снятия коры с бревен служат различные типы окорочных
станков
.
›Материалы будущего›
СТРОГАНИЕ И ЛУЩЕНИЕ ДРЕВЕСИНЫ — Лущение толстого шпона…
Чураки перед лущением подвергаются гидротермической обработке для повышения пластичности древесины. Лущение чураков осуществляется на лущильных
станках
.
Лущеный шпон вырабатывается на лущильных станках
Именно в шпоне в полной мере проявляются особенности древесины как декоративного материала, красота и своеобразие ее текстуры. Лущеный шпон вырабатывается на лущильных
…
ШПОН. Из лущеного шпона фанера, столярные и фанерные плиты…
Для изготовления лущеного шпона с пропаренного или вымоченного в горячей воде отрезка бревна, вращающегося вокруг своей осп в специальном (лущильном
)
станке
…
ШПОН. Шпон строганый, лущеный — для изготовления клееной фанеры…
Чураки размером 1,5 — 2 м подвергаются обработке на специальных лущильных
станках
. После выхода из этого
станка
лента шпона до или после сушки разрезается на форматные…
Материалы из древесины. Виды материалов из древесины. Бревна…
Его изготовляют на лущильных
станках
путем срезания слоя древесины в виде непрерывной широкой ленты по касательной с вращающегося, предварительно распаренного кряжа.
›Строительные изделия
Круглый лесоматериал. лес кругляк
Современные лущильные
станки
позволяют получать шпон толщиной от 0,5 до 10 мм практически без отходов.
ДЕРЕВООБРАБОТКА. Оборудование и инструмент…
Ножи для фрезерно-строгальных и лущильных
станков
. …
Станки
фрезы сверла рубанки стамески. 5.3. Деревообработка.
Лущение шпона
Лущение шпона – это процесс резания древесины, когда чураку сообщается вращательное движение, а режущему инструменту – поступательное в направлении оси вращения чурака. Процесс получения тонкой ленты подобен разматыванию рулона бумаги (рис. 4). Скорость резания является величиной переменной, так как число оборотов чурака постоянно, а диаметр чурака в процессе лущения уменьшается. Чурак зажимают между шпинделями станка путем их осевого перемещения. Вращательное движение шпиндели получают от электродвигателя. Нож крепится на суппорте, движение которого осуществляется с помощью механизма подачи. Максимальная длина обрабатываемого чурака (ширина ленты шпона) зависит от расстояния между зажимными кулачками. У современных станков оно в пределах 500…5000 мм. Наибольший диаметр обрабатываемых чураков зависит от высоты центров шпинделей над станиной. В современных станках оно составляет 400…2000 мм.
Рис. 4. Схема лущения чурака
После разлущивания чурака остается отход в виде цилиндра, называемый карандашом, диаметр которого зависит от диаметра зажимных кулачков. Для уменьшения диаметра карандаша кулачки делают телескопическими. В начале процесса лущения чурак зажимают наружными кулачками, имеющими диаметр 100…110 мм, а затем в конце процесса зажим осуществляют внутренними кулачками диаметром 55…65 мм.
Толщина шпона представляет собой величину подачи ножа на один оборот шпинделя. В последних моделях станков диапазон толщины может находиться в пределах 0,05…5 мм.
При свободном резании древесины на левой стороне шпона, обращенной к чураку, возникают трещины и неровности.
Для их ликвидации применяют обжим шпона с помощью прижимной линейки, которая устанавливается так, чтобы создаваемое ей давление было направлено через режущую кромку ножа. При этом зазор между ножом и линейкой должен быть не меньше расчетной толщины шпона. Степень обжима ( Δ , %) можно определить по формуле:
, (4)
где S – расчетная толщина шпона, мм; S0 – расстояние между ножом и прижимной линейкой, мм.
Для обеспечения требуемого качества шпона степень обжима должна быть выдержана в пределах 10…30 % в зависимости от породы древесины, толщины шпона и температуры чурака.
При разлущивании чурака выделяют четыре зоны (рис. 5):
Объем древесины в каждой зоне может быть охарактеризован следующими цифрами: зона рванины – 20…23 %; зона длинных кусков – 4…5 %; зона полноформатного шпона – 57…59 %; зона карандаша – 15…17 %.
Рис. 5. Зоны лущения чурака: 1 – зона рванины, являющаяся следствием неправильной формы чурака; 2 — зона длинных кусков, являющаяся следствием неправильной установки чурака между шпинделями станков;3 – зона полноформатного шпона; 4 – зона карандаша
В случае лущения чурака на станке, оборудованном центровочным устройством, полезный выход (q, м3) может быть определен по формуле:
(5)
где dч – диаметр чурака, м; dк – диаметр карандаша, м; lч – длина чурака, м; Кв – коэффициент выхода сырого шпона из чурака.
Объем чурака, оставшегося после лущения (qч, м3), определяется по формуле:
(6)
Объем рванины из одного чурака (Q, м3) определяется по формуле:
(7)
где qч – объем чурака, м3.
Выход шпона выражается в % от объема чурака:
(8)
Кусковой шпон, образующийся в начальной стадии лущения, используется для изготовления малоформатной фанеры или серединок полноформатной. Минимальная длина отбираемых кусков 0,8 м, минимальная ширина – 0,13 м. Правильная организация отбора кусков увеличивает выход шпона на 4…4,5 %. В настоящее время наиболее широко применяются лущильные станки марок ЛУ 17-4, ЛУ 17-10, СЛ-800, СЛ-1600 (Россия) (рис. 6); SF 2350 (Италия); Токио Плитвуд МК (Япония); MQW2314/35B2 (Китай).
Рис. 6. Лущильный станок СЛ-1600
Шпон, получаемый при разлущивании чурака, имеет вид ленты, ширина которой равна длине чурака, а длина зависит от диаметра чурака и толщины шпона.
На выходе из лущильного станка лента шпона разрезается на отдельные ленты, ширина которых определяется из выражения:
(9)
где Вф – ширина готового листа фанеры, мм; Δ0 – припуск на обрезку (75…80) мм; Δу – припуск на усушку в зависимости от породы древесины и размера листа, мм.
Лущение — это процесс поперечного резания древесины с целью получения шпона заданной толщины, при котором траектория резания представляет собой спираль.
Используемый при лущении плоский лущильный нож должен быть несколько длиннее обрабатываемого чурака (кряжа), а его лезвие должно быть прямолинейным и располагаться в процессе резания параллельно оси вращения чурака.
Чураки предварительно подвергают гидротермической обработке — нагреву и увлажнению водой или паром для придания волокнам древесины пластичности, чтобы лист шпона после лущения не стремился принять прежнюю форму чурака, а оставался плоским.
Для получения шпона высокого качества в процессе резания (лущения) применяют прижимную линейку, кромку которой устанавливают параллельно лезвию ножа. Просвет между кромкой линейки « ножом должен быть меньше толщины шпона. Проходя через суженный просвет, шпон обжимается, препятствует образованию опережающих трещин и свободна скалыванию шпона.
Шлифование поверхности древесины — это процесс обработки деталей абразивными инструментами с целью придания гладкости. Процессом шлифования, как правило, завершается механическая обработка древесины, при этом устраняются ровности предыдущей обработки (кинематические и технологические).
Из кинематических неровностей при шлифовании устраняются риски, волны, вырывы, заусенцы. Шлифованием устраняется ряд технологических неточностей — провесы у рам, склеенных из делянок, неплоскостность и разнотолщинность плит др. При шлифовании достигается класс шероховатости поверхности (ГОСТ 7016). В зависимости от конструкции станка шлифовальный инструмент имеет вид бесконечной ленты, диска или цилиндра.
С появлением шлифовальных шкурок новых типов и специальных станков широкое распространение получило чepновое шлифование крупнозернистыми абразивными инструментам для точной обработки деталей в размер. Такие технологически операции, как снятие провесов у столярно-строительных узлов, калибрование древесностружечных плит, целесообразно выполнять методом чернового шлифования вместо фрезерования на рейсмусовых станках.
Шлифование также широко используется в технологии отделки изделий для облагораживания лаковых покрытий. Для достижения высокой гладкости обработанной поверхности (но не точности!) при чистовом шлифовании шкурка должна иметь более или менее мягкую опору на рабочем органе станка, например постель из фетра или пневматическую подушку.
При черновом шлифовании, если требуется более точная обработка в размер или обеспечение плоскостности, опора шкурки должна быть жесткой.
Измельчение древесины на технологическую щепу и стружку преследует цель получения древесных частиц определенной формы и размеров.
Технологическая щепа — исходное сырье для получения продукции целлюлозно-бумажного производства — используется для выработки древесноволокнистых (ДВП) и древесностружечных плит (ДСП).
Стружка различной формы применяется в производстве древесностружечных плит, для изготовления различного рода прессованных изделий и деталей.
Измельченную древесину (стружку, щепу) получают, как правило, из низкокачественного древесного сырья и кусковых отходов различных производств (чураки, поленья, горбыли, рейки и т. д.), бракованных деталей различной длины и сечения. Размеры частиц и фракционный состав технологической щепы и стружки соответствуют требованиям технологии производств, использующих это сырье и регламентируются стандартами.
Для получения технологической щепы применяют рубильные машины с дисковым и барабанным режущим органом. Процесс измельчения древесины в рубильных машинах основан преимущественно на продольно-торцовом резании древесины. В производстве стружки чаще используется поперечное резание. В стружечных станках резание древесины происходит по схеме фрезерования или строгания. При фрезеровании ножи имеют ступенчатую режущую кромку, что обеспечивает получение частиц заданной длины. Толщина частиц определяется величиной подачи на каждый нож.
Получение стружки на дисковых стружечных станках происходит путем срезания радиально расположенными на диске ножами слоя древесины поперечным резанием (линия режущей кромки параллельна волокнам). Срезаемый слой древесины предварительно надрезается на глубину, несколько превышающую толщину стружки. Расстояние между надрезами равна длине частиц стружки.
Раскрой ленты шпона
Раскрой ленты шпона осуществляется на ножницах различных типов (НФ-18; НФ-1803, СЛ-1700, APL финской ), снабженных устройством для укладки листов шпона в стопу. Как правило, лущильный станок и ножницы встраиваются в полуавтоматическую поточную линию: лущение – рубка – укладка шпона (ЛУР 17-3 состоит из ЛУ 17-4 и НФ 18-3) (рис. 7).
Рис. 7. Схема линии лущения и раскроя шпона
Сушка шпона
При склеивании шпон должен иметь влажность 6…12 %. Поэтому шпон подвергают сушке сразу же после выхода из лущильного отделения.
В связи с малой толщиной шпона, напряжения, возникающие в нем, незначительны. Значит, сушку можно осуществлять по более жестким режимам, чем пиломатериалы.
Существуют следующие способы подвода тепла к высушиваемому шпону: кондуктивный, конвективный, кондуктивно-конвективный и радиационный.
При кондуктивном способе тепло передается высушиваемому материалу в результате его соприкосновения с нагретым телом. Этот способ сушки применяется в так называемых «дыхательных» прессах. Они периодически размыкаются для выхода пара и в настоящее время практически не используются.
При конвективном способе передача тепла осуществляется посредством агента сушки: горячий воздух или топочный газ. Этот способ используется в ленточных сушилках (камера, в которой циркулирует воздух). Шпон перемещается по проволочным лентам специального плетения, которым сообщается движение от специального привода. Температура агента сушки 60…120 оС, скорость движения воздуха 0,9…1,1 м/с, продолжительность сушки 20…90 мин.
При кондуктивно-конвективном способе передача тепла осуществляется сразу двумя способами. По этому принципу работают роликовые сушилки – камеры, внутри которых в несколько рядов по высоте располагаются ролики.
При радиационном способе тепловая энергия распространяется в среде в виде электромагнитных колебаний в инфракрасном диапазоне. ИK-лучи способны нагревать поверхность древесины на 1-2 мм в глубину. На практике используют излучатели с температурой 130-250 С.
Наиболее распространенными сегодня являются агрегаты комбинированной сушки, где основной тип теплопереноса – конвекционный с долей контактного нагрева. Это роликовые сушилки с паровым или газовым обогревом. Это сушилки непрерывного действия, в которых листы шпона перемещаются от сырого к сухому концу системой приводных парных роликов. По принципу циркуляции агента сушки сушилки бывают с продольной, поперечной циркуляцией и с сопловым дутьем перпендикулярно плоскости листов шпона.
Паровые роликовые сушилки типа СУР (СУР-4, СУР-5 (Россия) (рис. 9), «Raute» (Финляндия)) состоят из загрузочной этажерки с приводными роликами, восьми секций сушки, одной секции охлаждения и разгрузочной этажерки из пяти плоских полок. Подачи шпона образована при помощи рядов парных роликов, вращающихся в противоположных направлениях (рис. 8).
Рис. 8. Схема механизма подачи шпона в роликовой паровой сушке типа СУР: 1 – листы шпона; 2 – верхние ведомые ролики; 3 – нижние приводные ролики; 4 – калориферы
Паровые сушилки с сопловым дутьем (СУР-8 (Россия), VMS«Raute» (Финляндия)) являются разновидностью паровых сушилок. Они отличаются тем, что тепло шпону передается не только от внешних калориферов, но и от поверхности труб, вмонтированных в сопловые короба. Интенсивность сушки в таких сушилках при прочих равных условиях возрастает в 2-3 раза по сравнению с интенсивностью сушки в сушилках с продольной и поперечной циркуляцией воздуха.
Рис. 9. Паровая роликовая сушилка СУР-4
Газовые роликовые сушилки (СРГ-25, СРГ-25М, СРГ-50 (Россия), YST- 480 «Raute» (Финляндия)) отличаются от паровых более высокой температурой агента сушки (250…300 оС) благодаря применению смеси топочных газов с воздухом. Для этого сушилки снабжаются топками, где сжигается твердое, жидкое или газовое топливо, а топочные газы в смеси с атмосферным воздухом непосредственно подаются в зону сушки. Поэтому в газовых сушилках отсутствуют калориферы, и при том же каркасе становится возможным сделать вместо пяти восемь этажей.
Ленточные (сетчатые) сушилки (паровая роликовая сушилка СуШЛ) используются в основном для сушки шпона в виде непрерывной ленты и устанавливаются в линии лущения-сушки-рубки-сортировки шпона. Преимущество этого способа в том, что снижаются потери шпона при его рубке и транспортировке в сухом виде на 3…5 %, а трудозатраты сокращаются в 2…2,5 раза.
Контактные сушилки основаны на принципе передачи тепла шпону соприкосновением с нагретыми плитами. К сушилкам такого типа относится, в первую очередь, дыхательный пресс (СУД-4, СУД-7 (Россия)).
Сушилка с шахматным расположением роликов занимает меньшую производственную площадь и позволяет сохранить производительность при меньших трудозатратах.
Продолжительность сушки зависит от температуры агента сушки, скорости циркуляции, толщины шпона, породы древесины, начальной и конечной влажности шпона. Обычно температура агента сушки у паровых сушилок 80…150, у газовых – 160…300 оС; скорость движения воздуха 1,7…2,5 м/с; продолжительность сушки 3…15 мин.
Производительность роликовых и ленточных сушилок (А, м3/смену) определяется по формуле:
(10)
где m – число листов шпона на 1 этаж; n – число этажей; L – полная рабочая длина сушилки, м; b – ширина сухого листа шпона; S – толщина шпона, мм; T – время работы сушилки в мин; Кп – коэффициент, учитывающий переход от сушки шпона одного вида к другому (Кп = 0,9 – 1,0); Кз – коэффициент заполнения сушилки по длине, (Кз = 0,96 – 0,98); Кв – коэффициент использования рабочего времени; Z1 – продолжительность прохождения шпона через сушилку, мин.
После сушки шпон сортируется.
Оборудование для изготовления шпона
Установлено, что качественное лущение шпона возможно при температуре древесины не ниже 20°С. Проварка (выдержка в горячей воде) фанерного сырья пластифицирует древесину и обеспечивает ее качественное лущение, но можно обойтись и без пропарки чураков.
На большинстве фанерных предприятий в России используется следующая технология подготовки сырья к лущению:
- приемка;
- удаление и переработка неделовой древесины (дров);
- укладка сырья на хранение;
- тепловая обработка древесины;
- окорка кряжей, удаление, складирование и переработка коры;
- раскрой кряжей на чураки, их сортировка по диаметру и передача в окорочный и лущильный цех.
Вариант 1: Если переработка древесины методом проварки сырья. Проварка осуществляется в специальном бассейне (открытом или закрытом) в течение 24 часов. Летом температура в бассейне поддерживается на уровне 35÷40 ºС, зимой — 40÷45 ºС. Для повышения качества шпона, из которого впоследствии будет изготовлена фанера, важно, чтобы на этапе проварки соблюдались термический режим и время обработки древесины.
Вариант 2: Без проварки чураков! Самый важный показатель в этом варианте, это температура перерабатываемой древесины! Она должна быть в пределах 20 градусов! Летом, этот показатель соблюдается без всяких проблем, а зимой нагрев чураков, возможен как в пропарочных ваннах, так и в любых помещениях, в которых возможен прогрев чураков до нужной температуры. Нагрев чураков, возможен в камерах с индукционным нагревом.
К основным параметрам режима лущения шпона относятся влажность и температура чурака, угловые показатели лущильного ножа и прижимной линейки, степень обжима шпона. Влажность древесины в период ее тепловой обработки почти не изменяется и в значительной мере зависит от породы древесины и способа доставки сырья. Наименьшей влажностью характеризуется ядровая зона сосны (минимальная 40% при железнодорожной поставке), наибольшей — береза с ложным ядром (до 160%). Оптимальная температура чураков на момент лущения зависит от породы древесины и заданной толщины шпона. Считается, что температура на поверхности карандаша должна быть не ниже 20°С.
Окорка и лущение шпона.
Подготовленная древесина подается в отделение по окорке или распиловке.
Вариант 1: Окорка не распиленного бревна. Осуществляется в специальных окрочных станках. Далее бревно подаётся на линию по распиловки бревна на нужные по длине чураки и далее чураки подаются на лущильный станок.
Вариант 2: Окорка предварительно распиленных чураков, осуществляется следующим образом: специальные ножи окорочного станка надрезают кору и снимают ее лентами по спирали. Снятая кора используется для отопления.
Производство и обработка шпона
Следующий этап — лущение шпона на специальных станках, где с подготовленного чурака срезается непрерывная тонкая лента шпона. Чем тоньше шпон, тем больше слоев будет в фанере определенной толщины. Чем больше слоев, тем прочнее фанера. Шпон из березы, по сравнению с другими породами древесины, — самый тонкий: 1,2÷1,5 мм против 1,6÷2,6 мм для тополиного шпона или 2,0÷4,0 мм для хвойного шпона.
На этапе лущения осуществляется контроль качества шпона: ежедневно отбираются образцы для проверки толщины и ряда других параметров, полученные результаты сравниваются с нормативными. С учетом этих данных производится настройка лущильных станков. После лущения шпона длиной 2.6 метров, лента шпона подается на автоматические ножницы, где происходит рубка на форматные листы шпона размером 1,3 × 2,6 м для производства фанеры формата 1220 × 2440 мм. Продольный и поперечный шпон (для последующего склеивания в одном листе фанеры) производится на отдельных лущильных линиях. На лущильных станках, для производства шпона длиной 1.6 метров, рубка шпона по ширине, происходит непосредственно в лущильном станке.
Разрезанный на форматные листы шпон поступает в стопоукладчик, оттуда в сушилку шпона.
При комплектации линии для производства шпона, возможна установка рубильных станков для измельчения отходов от окорочных станков, металодетекторами, фотодатчиками для контроля неформатного шпона.
Сортировка шпона
Сортировка шпона может осуществляться непосредственно у сушилок, на транспортерах, перемещающих шпон к подстопным местам, а также на специально отведенных площадках. Для механизации операции рассортировки стоп шпона, поступающих из сушилок, разработан сортировщик сухого шпона СШ – 3. Применяются линии сортирования с автоматической оценкой качества шпона с использованием фотодатчиков и встроенной ЭВМ. Система улавливает темные места на листе шпона, определяет их количество, размеры, площадь и сравнивает результат с эталонами, имеющимися в ее памяти, на основании чего выносит решение о присвоении того или иного сорта.
Сортность шпона может быть повышена за счет починки. Операция выполняется на шпонопочиночных станках марки ПШ, ПШ – 2А, ПШ-2АМ (рис. 10) и др. Починка заключается в вырубке из листа дефектов и вставки на их место заплаток из здоровой древесины. Заплатка должна входить с натягом в 0,1…0,2 мм.
Рис. 10. Шпонопочиночный станок ПШ-2АМ
Образующиеся в начале лущения куски шпона целесообразно соединять в полноформатные листы методом сращивания (гуммированной лентой, клеевой нитью). Для соединения полос шпона используются ребросклеивающие станки РС-5, РС-7, РС-9, РСП-2 (Россия) и др.
252