Ленточные пилы используются в дерево- и металлообработке. Если выбрать полотно для ленточной пилы, которое максимально подходит для решаемой задачи, и установить оптимальный режим резания, стоимость технологического процесса снизится без ущерба качества. В этой статье рассмотрим, на какие моменты обратить внимание при покупке.
Фотография № 1: полотно к ленточной пиле 35х0.96 по дереву
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка. Это влияет на толщину и на аккуратность среза.
Чем больше параметр TPI, тем меньше будет скорость работы и уже пропил. Благодаря этому распил получается более аккуратным
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Притирка ленточного полотна резанием
Так же как новый автомобиль требует обкатки — новое ленточнопильное полотно требует притирки резанием. Она необходима, если стандартный режим движения полотна 30 метров в минуту или выше. Полотно должно отработать около 1000 квадратных сантиметров при более низкой нагрузке, чем при стандартном режиме резания.
Если притирка резанием не произведена или произведена недостаточно, то режущие кромки зубьев ещё не выровнены. В этом случае могут возникнуть такие проблемы как вибрация, скалывание зуба, неравномерный износ. Ресурс полотна и его качество могут быть в значительной степени ухудшены.
Для выполнения правильной притирки резанием необходимо:
1. Установить на ленточнопильном станке скорость движения полотна 30 метров в минуту и рассчитать время резания по нижеприведённому графику. Например, для ширины сечения 200 мм. время резания составит 16 минут. Скорость резания устанавливается таким образом, чтобы было достигнуто необходимое время резания. Установка производится с помощью кнопок «+,-» регулятора скорости кулисы. Усилие резания удерживайте на фиксированном уровне, который установлен при стандартном режиме резания.
2. Шаг за шагом увеличивать скорость движения полотна и скорость резания до тех пор, пока стандартный режим резания не будет достигнут. При этом количество резов, которое потребуется на притирку резанием, находится следующим образом: необходимую площадь приработки нужно разделить на площадь сечения разрезаемого материала.
3. Притирка резанием завершена, когда достигнута область притирки, определённая для полотна и материала.
Указанный режим притирки резания следует принимать во внимание как рекомендацию. Может возникнуть необходимость индивидуально выбирать режим резания, исключающий дребезжание или вибрацию в течение начального периода резания.
Как выбрать полотно по металлу, дереву или мясу
Перед тем как приступить к выбору ленточной пилы для станка, нужно прочитать инструкцию по эксплуатации. В ней производитель указывает параметры изделия, его максимальную и минимальную ширину. Для длины всегда задан диапазон, который нельзя менять, тогда как ширину можно регулировать.
Выбирать изделие следует в соответствии со сферой использования. Например, максимальная ширина подходит, если не предполагается, что заготовку придется распиливать по радиусу.
Подбирая параметры для пилы ленточного типа, нужно определиться со следующими критериями:
- какими будут объемы работ;
- учитывать частоту использования;
- с какими материалами придется работать;
- размеры самого полотна.
Нужно обратить внимание на зубцы. Имеет значение их форма и размер.
Для каждого материала требуются разные виды ленточных пил. Инструменты марки М-51 подойдут, если нужно выполнить резку высокоуглеродистых сталей. Пила марки М-42 требуется для низкоуглеродистых сталей, биметаллического полотна. Она нужна для работы со среднеуглеродистой сталью.
Модели SP предназначены для длительной работы с жаростойкой сталью. Инструменты типа ТСТ требуются для обработки заготовок из титана, они же рассчитаны на работу с никелевыми сплавами.
Если выбор пильного полотна для ленточной пилы сделан правильно, произойдет следующее:
- линия среза будет ровной;
- будет отсутствовать вибрация при распиловке материалов;
- не появится трещин и сколов в месте среза.
Для резки камня, металла, дерева и синтетического полотна применяют разные ленточные пилы. Их стоимость зависит от назначения и вида полотна. Для обработки древесины используют полотно для ленточной пилы «Зубр 350».
Резка пластика, стекла и древесины осуществляется полотнами 1425 мм, стоит приобрести полотно по мясу 1650 мм. Для распиловки дерева можно купить лезвия 2240 мм.
По типу формы зуба и угла заточки.
Каждый производитель имеет много серий полотен, выполненных из одного материала, но предназначенных для распила разных видов металла. Главным отличием таких полотен является форма зуба, основные разновидности которых рассмотрим ниже:
- ФормаS или Стандартная.
Передний угол зуба 0 градусов. Оптимально подходит для материалов с образованием короткой стружки, сталей с высоким содержанием углерода, чугуна, заготовок небольших сечений, тонкостенных профилей, хрупких материалов. - ФормаK или Крючок.
Передний угол зуба10 градусов, положительный. Это форма для универсального применения, т.е. не знаешь какой – бери этот. Как правило применяется для железонесодержащих металлов и сталей с содержанием углерода < 0,8%, конструкционных, улучшенных сталей, для крупных профилей, заготовок сплошного сечения, цветных металлов и сталей. - ФормаL или Длинный.
Передний угол зуба 0 градусов. Увеличенное межзубное пространство. Оптимально подходит для пиления мягких материалов (алюминий и древесина). - ФормаM или Переменный.
Передний угол зуба10 градусов, положительный. Высота зуба переменная. Оптимально подходит для пиления нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения. - ФормаP или Профильный.
Передний угол зуба 5 градусов, положительный. Оптимально подходит для полых профилей и уголков, стальных балок, пиления пакетов заготовок, т.к. уменьшает уровень вибрации при пилении. - ФормаR илиRadial.
Передний угол зуба 16 градусов, положительный. Оптимально подходит для нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения. Имеет длительный срок эксплуатации. - ФормаT или Трапецеидальный.
Обеспечивает высокую производительность и наилучшее качество реза. Перечислим основные.
- TSN.
Отрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома. - TSNENR.
Сверхотрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома. - TNF-A.
Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с низким уровнем вибраций и ручной подачей. - TNF-B.
Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с высокой скоростью подачи. - Есть ещё много разновидностей данного типа, т.к. каждый производитель для решения узкоспециализированных задач имеет в своём ассортименте линейку самых разнообразных полотен со специфическими формами зуба.
Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.
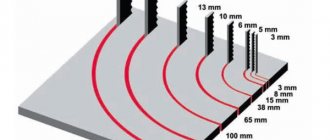
Размер шага пилы для резки сплошного проката
| Постоянный шаг | Переменный шаг | ||
| Диаметр, мм | Зубьев на дюйм | Диаметр, мм | Зубьев на дюйм |
| до 10 | 14 | до 25 | 10/14 |
| 10 -30 | 10 | 15 — 40 | 8/12 |
| 30 – 50 | 8 | 25 — 40 | 6/10 |
| 50 — 80 | 6 | 35 — 70 | 5/8 |
| 80 — 120 | 4 | 40 — 90 | 5/6 |
| 120 — 200 | 3 | 50 — 120 | 4/6 |
| 200 — 400 | 2 | 80 — 150 | 3/4 |
| 300 — 700 | 1,25 | 130 — 350 | 2/3 |
| > 600 | 0,75 | 150 — 450 | 1,5/2 |
| 200 — 600 | 1,1/1,6 | ||
| > 500 | 0,75/1,25 | ||
Лучшие производители
Среди компаний-производителей ленточных пил специалисты рекомендуют следующие, занимающие первые строчки рейтинга:
- Arntz. Немецкая компания, в производственных помещениях которой осуществляется постоянный мониторинг качества выпускаемой продукции, а также ведутся работы по исследованиям с целью модернизации технологий и улучшению показателей характеристик ленточных пил.
- Lenox. Американская компания, особенностью этого производителя является специально разработанное покрытие, оно носит название Armor. Благодаря ему изделия обладают повышенной прочностью и устойчивостью к физическому износу.
- Wikus. Еще один производитель из Германии, на протяжении большого промежутка времени находящийся в лидерах списка лучших производителей ленточных пил. К достоинствам компании можно отнести наличие многолетнего опыта в выпуске инструментов и большого перечня имеющихся моделей.
- Forezienne — французская компания по производству и техническому обслуживанию режущих инструментов. Главной ее особенностью является изготовление полотен для ленточных пил из стали, которая производится из высокопробных горных пород и проходит обработку системой закаливания и отпуска.
- Lennartz — не менее крупный производитель лезвий для ленточных станков, востребованный в Европе. Эта компания специализируется на изготовлении пил на базе композиционных сплавов.
- Doall — американский производитель, его знают на рынке благодаря высокому качеству ленточных пил.
Все изделия отличаются надежностью и длительным сроком службы.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться исходя из черт обрабатываемого материала. Это выражается в форме зуба и расстоянии меж отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Смотрится это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому совсем подходит для фигурной резки;
- NU – кромка режущая с широким шагом зубьев, что обеспечивает высшую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль употребляют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, зависимо от материала. Например, для распиловки твёрдой древесины и металла употребляются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большущим расстоянием меж зубьями, что позволяет ускорить производственный процесс.
Понравилась статья? Подписывайтесь на наш канал Yandex.Дзен
Профиль, зубья и угол заточки
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и черт разрезаемых материалов. Инструмент для древесины а может быть столярным и делительным. Считается 3-ий тип, предназначенный для распилки бруса, бревен. Подобные подвиды имеют свои свойства и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем из суждений нескольких моментов. Главный в числе их – чем материал тверже, тем передний угол должен меньше. Ниже приведена таблица с основными параметрами пил.
Заточка
Это основной шаг правки режущей кромки, который может выполняться 2-мя способами.
Полнопрофильная заточка пил делается эльборовым кругом, установленным в особенном точильном станке.
Это на 100 процентов автоматическая операция, в какой требуется пользуются мастера. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, для правки разных инструментов заточной элемент должен находиться в ассортименте.
Заточка зубьев делается вручную по другому говоря на спец оборудовании.
Сначала естественно возвратить остроту зубьев в самые недлинные сроки, как досадно бы это не звучало работа просит определённых возможностей. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки употребляются алмазные, эльборовые и корундовые круги. Помните, что при выполнении этой процедуры зубьям придаётся только острота, изготовленная после разводки полотна геометрия должна остаться неизменной.
Ремонт полотна
Разрыв режущей части является редким явлением в деревообработке, но металлическую ленту можно отремонтировать и повторно использовать в работе. Процесс восстановления включает в себя следующие этапы:
- измерение длины ленточного полотна;
- выявление недостающих фрагментов;
- обработка кромок;
- сварка электроконтактным способом;
- закалка и обработка сварного шва.
Восстановление полотна для ленточной пилорамы требует квалификации мастера. Стоимость услуги зависит от того, сколько швов нужно сделать и какой ширины должны быть вставки.