Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.
Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.
Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По расположению шпинделей
- Устройства с вертикальным шпинделем.
- Устройство с горизонтальным шпинделем.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.
История появления многошпиндельного вертикального токарного полуавтомата
Появлению многошпиндельных вертикальных токарных полуавтоматов предшествовала довольно длинная история. Гражданская война в США (1861-1865), породившая нехватку рабочей силы, требовала автоматизации производства Тогда и появился первый станок-автомат. К. Випиль еще в 1842 г. создал автоматический станок для обработки древесины, а в 1876 г. Хр. Спенсер автоматизировал токарный станок. Его однофамилец английский инженер С. Спенсер еще в 1860 г. построил свой автоматический токарный станок. Многошпиндельный станок (на котором изделие автоматически проходит через ряд позиций и на каждой из них подвергается одной или нескольким операциям обработки) появился в 1895 г. Накануне Первой мировой войны появились автоматизированные токарные станки, на которых заготовка проходит последовательно через шесть — восемь позиций, причем на каждой из них заготовка подвергается разным токарным операциям. Этот станок известен как «Мультоматик» Булларда (рис. 1) .
Рис. 1. «Мультоматик» Булларда
Одношпиндельные автоматы
Автоматы одношпиндельные имеют разновидности. Наиболее распространены автоматы одношпиндельные прутковые. К ним относят:
- токарно-револьверные автоматы;
- продольного точения;
- фасонно-отрезные.
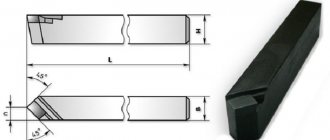
Фасонно-отрезные
Предназначены фасонно-отрезные автоматы для изготовления деталей коротких с малым диаметром, которые имеют простую форму. Материал закрепляется в шпинделе, который вращается при помощи цангового патрона. У станка имеется 2 или 4 суппорта, которые перемещаются только в поперечном направлении и несут отрезные и фасонные резцы. Чтобы получить деталь необходимой длины, в станке есть подвижный упор, который автоматически устанавливается после окончания цикла по оси шпинделя. Подаётся материал при помощи механизма подачи до соприкосновения с упором.
Основным движением таких станков является вращение шпинделя и движене подачи — перемещения суппортов поперечных. У некоторых моделей фасонно-отрезных оборудований имеется продольный суппорт, который перемещается вдоль оси шпинделя и позволяет сверлить отверстия.
Продольного точения
Это оборудование предназначено для изготовления в большом количестве элементов из бунта или прутка малого диаметра, но длинных. Используется такое оборудование на предприятиях точной индустрии (приборостроение, часовое производство и прочие). Высокие требования к чистоте поверхности и точности деталей обусловили ряд конструктивных особенностей таких автоматов. Во вращающемся шпинделе закрепляется заготовка при помощи цангового патрона. По направляющим станины перемещается шпиндельная бабка, сообщая движение подачи заготовке относительно неподвижного резца, который закреплён в суппорте.
Суппорт резцу установочные перемещения при переходе на обработку ступени иного диаметра и движение поперечной подачи при фасонном обтачивании и отрезке. В станке есть суппорт сбалансированного типа и два или три вертикальных суппорта. Суппорт сбалансированного типа несёт два резца и совершает вокруг оси, которая закреплена в кронштейне, качательное движение. Чтобы увеличить жёсткость системы, пруток (заготовка) перемещается в люнетной втулке. Нарезание резьбы, развёртывание, зенкерование, сверление могут осуществляться с помощью специальных приспособлений, которые устанавливаются напротив обрабатываемой заготовки.
Часто шпиндели этих приспособлений имеют независимый привод для поступательного и вращательного движений.
Токарно-револьверные
Эти приспособления представляют собой токарно-револьверные станки, которые предназначаются для производства деталей сложной формы. Эти автоматы в основном рассчитаны на выполнение работ из прутка, но некоторые модели могут выполнять и обработку штучных изделий. Пруток закрепляется во вращательном шпинделе.
Револьверная головка совершает автоматические перемещения, которые связаны с подачей продольной, включая автоматические повороты для замены инструментов. Поперечная подача осуществляется двумя или тремя суппортами. Принцип работы и конструкция такого оборудования изучается в лабораторных условиях.
Полуавтоматы параллельного действия
По аналогичной схеме сконструированы и полуавтоматы параллельного действия, на всех шпинделях которых, в отличие от полуавтоматов последовательного действия, производятся одновременно одинаковые операции и за один цикл работы завершается обработка стольких заготовок, сколько шпинделей имеет станок У такого станка на основании 5 (нижний блок) установлена неподвижная вертикальная колонна 4, вокруг которой непрерывно вращается стол со шпинделями и шестигранная гильза с шестью суппортами 2, представляющие собой единое целое — карусель 1 (рис. 5).
Рис. 5. Схема работы вертикального многошпиндельного полуавтомата: 1 — карусель; 2 — суппорт; 3 — барабан; 4 — колонна; 5 — основание.
При повороте гильзы суппорты перемещаются по ее вертикальным направляющим от неподвижного барабана 3 (верхний блок), с которым они связаны тягами. У полуавтомата каждый шпиндель имеет свой суппорт, с которого ведется обработка детали во время вращения карусели. За один полный оборот карусели на каждом шпинделе, проходящем загрузочную зону, заканчивается обработка детали. В этой зоне сначала автоматически выключается вращение шпинделя и освобождается от зажима деталь, а соответствующий суппорт быстро отходит вверх, снимается готовая деталь и устанавливается новая заготовка Затем она автоматически зажимается, шпинделю сообщается вращение, а суппорт быстро подводится к заготовке. Современные полуавтоматы этого типа имеют от четырех и более рабочих шпинделей.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.
Распределительный вал является характерной деталью в токарных полуавтоматах и автоматах. На нём монтируются кулачки различной формы и конструкции (в зависимости от назначения). Они управляют всеми вспомогательными и рабочими движениями станков через систему механических и иных связей.
Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
- фасонное обтачивание;
- накатывание резьбы;
- отрезка;
- нарезание резьбы;
- развёртывание;
- сверление;
- обтачивание.
Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте происходит полный комплекс движений механизмов устройства, который необходим для производства одного обрабатываемого элемента. Такой комплекс определяет цикл обработки, а время цикла — это период, за который производится один оборот распределительного вала.
В многошпиндельном горизонтальном прутковом устройстве шпиндели располагаются в шпиндельном блоке по окружности. Поперечные суппорты находятся с торца шпиндельного блока, а продольный суппорт может перемещаться на центральной гильзе. Шпиндели устройства получают через зубчатые колёса вращение от центрального вала. После того как готовое изделие отрезается, шпиндельный блок разворачивается на угол, который соответствует количеству шпинделей.
Кинематическая схема вертикального многошпиндельного полуавтомата последовательного действия
Кинематическая схема одной из семи секций привода главного движения и подачи (остальные шесть секций аналогичны), а также привод и механизм поворота стола со шпинделями показана на рис 3 33
При главном движении рабочие шпиндели VIII получают высокие частоты вращения от электродвигателя M1 (N = 10 кВт; n = 1460 мин-1) через передачу 16-39 • 39-118 • 118-31, а низкие — через передачу 16-39 • 22-39 • 22-39 • 39-118 • 118-31 и далее с вала V через сменные колеса a-b, цилиндрические пары колес 35-40 и 37-50 (при скоростном исполнении — через пару колес 37-37) . Зубчатое колесо с z = 35 во время поворота стола выводится из зацепления с колесом с z = 40, а после поворота входит в зацепление с таким же зубчатым колесом другого шпинделя, пришедшего в эту позицию После каждой индексации стола шпиндели приобретают частоту вращения той позиции, в которую они перешли. Частота вращения шпинделей в каждой позиции регулируется своим звеном настройки a — b Синхронизаторы обеспечивают плавное безударное начало вращения шпинделю в каждой позиции Каждый шпиндель, начиная с вала V, имеет индивидуальную, но одинаковую с цепями других шпинделей цепь привода. Этих цепей столько, сколько рабочих позиций (у станка 1К285 их семь) . Тормоз, останавливающий шпиндель загрузочной позиции, имеет механизм, который включается от привода, общего с синхронизаторами, сцепляется с коническими чашками предшпиндельных валов и по конструкции повторяет синхронизатор, но не имеет вращающихся элементов.
Рис. 4. Кинематическая схема вертикального многошпиндельного токарного полуавтомата модели 1К285
Цепи рабочих подач и быстрых перемещений суппорта сосредоточены в коробках подач При помощи встроенных в них электромагнитных фрикционных муфт осуществляется переключение скорости подачи с большой на малую или наоборот (в соотношении 2,63 раза).
Рабочая подача суппортов осуществляется от вала VI через червячную передачу 1-32, гитару сменных зубчатых колес c-d · e—f и далее через зубчатые колеса 35—62 (при включении электромагнитной муфты ЭМ1) или через колеса 58-39 (при включении электромагнитной муфты ЭМ2) на вал XIII. С этого вала через конические зубчатые колеса 27-38 вращение передается на гайку ходового винта суппорта (P = 12 мм). Переключением муфт ЭМ1 и ЭМ2 можно устанавливать автоматически в процессе обработки заготовки две рабочие подачи суппорта (малую и большую).
Ускоренная подача суппорта осуществляется от вала V через конические зубчатые колеса 20-20 и пару цилиндрических колес 70-40 на вал X. Дальше при ускоренном подводе суппорта к обрабатываемой заготовке (включена электромагнитная муфта ЭМ3) вращение передается через передачу 57-39 • 38-59 • 27-38 на гайку ходового винта суппорта. При ускоренном отводе суппорта (включена электромагнитная муфта ЭМ4) вращение на гайку ходового винта передается через зубчатые колеса 58-31 • 31-38 • 38-59 • 27-38. В цепи ускоренных подач возможно реверсирование направления движения за счет включения с помощью двух муфт различных кинематических цепей.
Электромагнитные муфты быстрых ходов суппорта сблокированы с такими же муфтами рабочих подач. Включаются муфты с помощью конечных выключателей, установленных в командоаппарате.
Вращение вала командоаппарата осуществляется от вала XIII через винтовую зубчатую передачу 18-13 и червячную пару 1-66. Командоаппарат управляет рабочими и вспомогательными ходами суппорта в автоматическом и наладочном циклах. В его корпусе, кроме конечных выключателей, размещены кулачковый вал и рычаги. Конечные выключатели не имеют пружин, отчего поданная на них команда запоминается до следующего нажатия.
После окончания рабочих операций во всех позициях и отвода всех суппортов в верхнее положение подается команда на отключение привода электродвигателя М1 и торможение всей системы с последующим поворотом стола.
Поворот стола осуществляется от электродвигателя М2 (N = = 2 кВт; n = 1300 мин-1) через червячную передачу 1-25, зубчатые колеса 14-105 и мальтийский крест. На ступице зубчатого колеса с z = 105 установлена планка с двумя роликами. При повороте колеса с планкой ролики входят в паз на нижней части стола, поворачивая его. При повороте планки на 180° стол поворачивается на одну позицию (1/8 часть оборота), а при повороте на 360° — сразу на две позиции (1/4 часть оборота) . После поворота стола, но до включения вращения шпинделей, происходит его фиксация.
Управление механизмом поворота и фиксации стола осуществляется путем воздействия двух кулачков 2 на конечные выключатели командоаппарата индексации стола. Кулачки установлены на валу XXII, который через передачу 105-15 • 4-28 получает периодическое вращение.
По окончании поворота стола выключается электродвигатель М2 и включается пусковая муфта двигателя главного привода М1.
Станок оборудован автоматизированным гидравлическим устройством для зажима детали, имеет механизированное загрузочное устройство и систему уборки стружки Станки в шестишпиндельном исполнении выпускаются с диаметрами патронов 630 и 800 мм, в восьмишпиндельном исполнении — 250 и 400 мм.
Кроме уже названных суппортов пяти видов, со станком по заказу могут поставляться специальные суппорты, которые являются модификацией универсального и позволяют расширить технологические возможности станка — выполнять:
- обработку продольных фасонных поверхностей по копиру;
- обработку конусов по конусной линейке;
- обработку цилиндрических поверхностей с отскоком в конце рабочего хода;
- обработку торцовой поверхности одновременно с конической;
- растачивание сферических поверхностей
Среди разнообразных устройств, которыми оснащается полуавтомат, наиболее сложна кинематическая цепь привода многошпиндельной сверлильной головки При применении головки к коробке подач соответствующей позиции присоединяется дополнительный редуктор.
Токарный автомат продольного точения
Автомат продольного точения — это один из видов специализированного токарного оборудования, входящий в классификационную группу «Токарные автоматы и полуавтоматы». Такое оборудование применяют при массовом производстве высокоточных малогабаритных деталей типа тел вращения. В каталогах производственного оборудования (особенно зарубежных) для этих автоматов используется другое название — «токарный станок швейцарского типа» (swiss-type lathe).
Это связано с тем, что токарные станки с продольным перемещением шпиндельной бабки и неподвижным суппортом были созданы в конце девятнадцатого века швейцарскими часовщиками. За сто с лишним лет основная компоновка и принцип работы таких станков совсем не изменились, но при этом они получили множеством дополнительных возможностей . В настоящее время одним из самых распространенных видов такого оборудования является токарный автомат продольного точения с ЧПУ, в состав которого помимо традиционных неподвижных суппортов обычно входят противошпиндель и несколько позиционируемых блоков приводного и режущего инструмента.
Разновидности и конструктивные особенности
Станком на самом деле очень много и выполняют они всевозможные операции по обработке металла, но мы наведем самые известные виды
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.
Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.
Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.
Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.
Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.
СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов); класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П;
- число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.
Устройство оборудования
Традиционно в токарных станках формообразующее движение — это вращение главного шпинделя, а движение подачи — перемещение суппорта в поперченном к оси вращения направлении. При такой схеме процесса резания неизбежен ряд конструктивных сложностей по обеспечению жесткости, виброустойчивости и точности позиционирования суппорта, особенно при обработке деталей повышенной точности на больших скоростях. Для разрешения этой проблемы швейцарские конструкторы нашли нестандартное и революционное по тем временам решение. Они создали ручной станок (а затем и токарный автомат), в котором суппорт с инструментом находится в неподвижном состоянии, а движение подачи осуществляется подвижной шпиндельной бабкой по направлению оси вращения (т.е. вращающаяся деталь надвигается на неподвижный резец).
Хотя по своим производственным характеристикам токарный автомат продольного точения с ЧПУ значительно отличается от первых станков этого типа, он имеет ту же традиционную компоновку и состав основных узлов и агрегатов:
- сплошная литая станина с направляющими для передней бабки;
- подвижная бабка с полым шпинделем и цанговым зажимом;
- люнетная втулка;
- блок неподвижных суппортов с резцами;
- приспособление для подачи прутковых заготовок через шпиндель.
Современный токарный автомат представляет собой многофункциональный обрабатывающий центр с числовым программным управлением. Помимо традиционных компонентов такое оборудования может включать в себя:
- противошпиндель;
- блок или револьверную головку с приводным инструментом;
- позиционируемые в разных плоскостях блоки резцов;
- магазин заготовок;
- ловитель деталей и конвейер для готовых деталей;
- систему подачи СОЖ;
- конвейер стружкоудаления.
На станках такого типа можно выполнять независимую обработку резцовым и приводным инструментом одновременно двух деталей, закрепленных в шпинделе и противошпинделе. Кроме того, точная синхронизация вращения шпинделей дает возможность передавать обрабатываемую заготовку из одного шпинделя в другой, что позволяет производить за одну установку обработку обоих торцов детали. А наличие револьверной головки и различных блоков резцового и приводного инструмента дает возможность выполнять на одной установке детали весь спектр необходимых технологических операций: от точения, сверления и нарезания резьбы до плоского и контурного фрезерования.
К специфическим особенностям токарных автоматов продольного точения можно отнести высокие требования к качеству заготовок.
Считается, что точность обрабатываемого прутка, профиля или проволоки должны быть на квалитет вышее, чем получаемая из них деталь. Другая особенность — необходимость использования для повышения точности обработки невращающихся люнетных втулок, которые склонны к износу и нагреву.
Принцип работы
Обработка резанием производится при контакте резца с вращающейся заготовкой. Вращательное движение осуществляет шпиндель или планшайба, необходимое усилие и частоту обеспечивает электродвигатель через ременную передачу и коробку скоростей. Резец крепится в суппорте и может передвигаться в поперечном и продольном направлении. От скорости движения суппорта зависит амплитуда подачи.
Станки могут быть с вертикальной или горизонтальной компоновкой. Это зависит от положения шпинделя, на который устанавливается заготовка. Вертикальная компоновка оптимальна для обработки тяжелых и коротких деталей, горизонтальная – для длинных с небольшим или средним диаметром.
Основные преимущества токарной обработки:
- Высокая сложность изготавливаемых деталей.
- Возможность работы с любыми металлами.
- Высокое качество и точность обработки.
- Большая производительность.
Применение автоматов продольного точения
Автоматы продольного точения применяют для серийного изготовления малогабаритных цилиндрических деталей повышенной точности из калиброванных прутков, фасонного профиля и проволоки. Их производительность может достигать нескольких десятков готовых деталей в минуту. Диапазоны геометрических размеров этих изделий обычно составляют: по диаметру — 1-60 мм, по длине — 5-300 мм, а качественные характеристики — шестой-восьмой квалитет по диаметру и не менее восьмого квалитета по длине. Типичные примеры такой продукции — валы, втулки, оси, ригели, цанги, полые цилиндры и прецизионные резьбовые изделия для точных механизмов.
Классификация токарных автоматов
Токарные автоматы и полуавтоматы — это отдельная группа токарного оборудования, предназначенная для высокоскоростного массового выпуска малоразмерных деталей цилиндрической формы. Одной из их характерных особенностей является то, что в качестве заготовки на многих видах этого оборудования используется калиброванные пруток или проволока, подаваемая в зону обработки через полый шпиндель. Основные виды материалов, обрабатываемых на этих станках — это обычные и легированные сорта сталей, сплавы алюминия, латунь и другие сплавы меди.
Классификация токарных автоматов и полуавтоматов производится по следующим признакам:
- область применения (специализированные, универсальные);
- компоновка (вертикальные, горизонтальные;
- количество шпинделей;
- принцип подачи и фиксации заготовки;
- тип управления (механическое, электромеханическое, электронное с цифровым приводом);
- способ обработки;
Внутри классификационных групп используют дополнительные признаки, связанные с технологическими особенностями, назначением и видами обработки. Поэтому одношпиндельные токарные полуавтоматы, простейшие кулачковые токарные автоматы и обрабатывающие центры с продольным точением имеют идентичные названия, которые отличаются лишь указанием на вид управления и дополнительное оборудование. К примеру, полное название одной из групп современных автоматов продольного точения согласно этой классификации может звучать так: «универсальные горизонтальные одношпиндельные прутковые токарные автоматы продольного точения с ЧПУ, противошпинделем и револьверной головкой».
Дополнительный шпиндель станка продольного точения относят к дополнительному оборудованию, поэтому с учетом наличия револьверной головки его также можно назвать «одношпиндельный токарно-револьверный автомат продольного точения».
А токарный многошпиндельный автомат — это станок со шпиндельным блоком, состоящим из нескольких параллельных шпинделей, который смонтирован в передней бабке. Общее количество шпинделей в таком оборудовании — от двух до шести. Двухшпиндельные станки встречаются нечасто, а наибольшее распространение получил шестишпиндельный токарный автомат.
В таком токарном станке количество расположенных по кругу неподвижных суппортов с резцами соответствует числу одновременно вращающихся шпинделей. При повороте блока каждый шпиндель с зажатой в нем заготовкой перемещается в следующую позицию к очередному суппорту. На каждом суппорте установлены разные резцы, выполняющие точение определенной поверхности заготовки. Таким образом, за шесть фиксированных позиций поворота шпиндельного блока каждая из шести деталей подвергается обработке разными резцами шести суппортов.
Револьверные станки
Отличительной особенностью токарно-револьверных станков (рис. 1.) является наличие специализированной многопозиционной головки. Эта головка называется револьверной и имеет несколько резцедержателей. Смена режущего инструмента в процессе работы производится за счет поворота револьверной головки на определенный угол.
Рисунок 1. Токарно-револьверный станок.
Рисунок 1. Токарно-револьверный станок.
Токарно-револьверный станок конструктивно состоит из следующих основных частей.
- Станина с фундаментной плитой и направляющими. Служит для размещения узлов станка.
- Коробка подач суппортов. Предназначена для задания скорости автоматической подачи.
- Передняя (шпиндельная) бабка. Вмещает в себя электродвигатель, систему шестерен коробки скоростей и привод шпинделя.
- Патрон. В патроне закрепляется обрабатываемая деталь.
- Резцедержатель. Служит для закрепления токарного резца. Стандартное оборудование токарного станка.
- Суппорт. Создает движение подачи резца в зону обработки. Оснащается приводным винтом, который связан с коробкой подач. Коробка подач, в свою очередь, способна работать в паре с коробкой скоростей. Это позволяет настраивать автоматическую скорость подачи, которая зависит от частоты оборотов шпинделя. Используется для нарезки резьб или при точении с точно заданной скоростью подачи.
- Резцедержатель револьверного типа. На представленной модели револьверного станка имеет шесть гнезд, служащих для закрепления осевого режущего инструмента (сверл, зенкеров, разверток). Также в револьверной головке может быть установлен обычный резец.
- Суппорт револьверной головки. Выполняет те же функции, что и стандартный суппорт. Также связан с коробкой подач при помощи ходового винта.
- Барабан револьверного суппорта.
Сегодня токарно-револьверные станки набирают все большую популярность, особенно в сегменте металлорежущего оборудования с ЧПУ. Это объясняется довольно обширными технологическими возможностями токарно-револьверных станков с ЧПУ.
Токарные автоматы и полуавтоматы: назначение и принцип работы
Токарные автоматы и полуавтоматы, в основном используются для точения деталей сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовки, а также загрузка заготовки и выгрузка обработанной детали. Обслуживание автомата сводится к периодической подаче материала-заготовки или прутка — и контролю обработанных деталей.
Полуавтоматом называются токарные станки, в которых автоматизированы все основные и вспомогательные движения, составляющие цикл обработки одной заготовки. По окончании цикла полуавтомат останавливается, для повторения цикла необходимо снять готовую деталь, поставить и закрепить новую заготовку и вновь запустить станок.
Токарные автоматы и полуавтоматы предназначены для изготовления деталей сложной конфигурации путем обработки заготовки несколькими инструментами. Наряду с токарными автоматами и полуавтоматами, получившими наибольшее распространение в машиностроении, существуют автоматы и полуавтоматы фрезерные, шлифовальные, сверлильные и прочие.
Автоматизация цикла работы современных станков осуществляется на основе использования средств механики, гидравлики, электротехники и электроники, пневматики или на комбинированной базе.
Станки с механической базой автоматизации производительны и надежны в эксплуатации. Однако на переналадку таких автоматов затрачивается много времени. Поэтому автоматы с механической базой автоматизации используют, как правило, в условиях массового производства, а полуавтоматы — в условиях серийного и крупносерийного производства. Станки, автоматизированные другими способами, допускают быструю переналадку и поэтому применяются чаще всего в серийном производстве.
Особое место занимают станки с ЧПУ, это оборудование с числовым цифровым программным управлением циклом. Такие станки могут быть эффективно использованы для изготовления деталей мелких и средних серий.
Токарные автоматы и полуавтоматы подразделяют по различным признакам:
- назначению — на универсальные и специализированные;
- виду заготовки — на прутковые и патронные;
- количеству шпинделей — на одно- и многошпиндельные;
- расположению шпинделей — на горизонтальные и вертикальные.
Выпуск станков токарной группы составляет большую часть общего выпуска станков. Диапазон их типоразмеров чрезвычайно широк: от настольных до тяжелых (массой до 1300 т).
Научно-технические достижения в станкостроении, технологии машиностроения, теории резания металлов, радиоэлектронике, электротехнике, а также в области создания систем автоматического управления создали условия для производства нового класса станков по уровню автоматизации — высокопроизводительных металлорежущих станков, оснащенных системой числового программного управления.
Токарные автоматы и полуавтоматы относятся к высокопроизводительным станкам, которые широко применяют в условиях крупносерийного массового производства. Эти станки следует рассматривать как станки с программным управлением на механической основе. Главным органом управления таких станков является распределительный вал, на котором расположены кулачки, управляющие отдельными механизмами станка, обеспечивающие надежную синхронизацию всех движений цикла работы станка. В данном случае кулачки (копиры) являются носителями программы работы автомата или полуавтомата. Поэтому такие станки часто называют кулачковыми автоматами. Необходимо квалифицированно использовать это сложное технологическое оборудование механических цехов машиностроительных заводов, чтобы обеспечить максимальный съем деталей со станка при минимальной затрате времени, при высокой точности изготовляемых деталей.
Устройство вертикального многошпиндельного полуавтомата последовательного действия
Принципиальная схема шестишпиндельного полуавтомата последовательного действия (рис. 3) включает основание 1 с установленной неподвижной шестигранной колонной 5, вокруг которой периодически поворачивается стол 2 с шестью шпинделями 3. Пять суппортов 4 обслуживают одновременно пять шпинделей. Заготовка устанавливается в загрузочной позиции, не имеющей суппорта. После поворота стола на 60° шпиндель начинает вращаться и деталь обрабатывается в позиции I. По окончании первой операции стол снова поворачивается, перемещая заготовку в позицию II, и т. д. Таким образом, в каждой позиции осуществляется определенная операция и по окончании обработки в загрузочную позицию приходит готовая деталь Привод станка состоит из электродвигателя 7 и редуктора 6. В целом станок компонуется из трех блоков: верхнего, среднего и нижнего. В верхнем блоке расположены электродвигатель 7 с редуктором 6 и пять коробок скоростей 8 и подач, командоаппараты 9 и др.
Рис. 3. Принципиальная схема шестишпиндельного полуавтомата последовательного действия
В среднем блоке на пустотелой колонне, вначале имеющей призматическую форму, потом цилиндрическую, переходящую в конус, смонтированы узлы, определяющие точность станка и его жесткость: направляющие, суппорты 4, базируется поворотный шпиндельный стол 2. Через полость колонны проходят валы 10 привода позиций, а также тяга тормоза и синхронизаторов 11. На нижнем чашеобразном блоке-основании установлены синхронизаторы 13, тормоз, редуктор, механизм поворота стола и фиксатор 14, насос СОЖ, электрошкаф 12, резервуар для масла и другие механизмы. На закаленной конической поверхности колонны центрируется поворотный шпиндельный стол.
Командоаппараты рабочих позиций служат для контроля исходного положения суппорта, управления его быстрым подводом и переключением на рабочую подачу и ее изменением во время обработки, быстрого отвода и контроля перегрузки суппорта.
Частоты вращения шпинделей на разных позициях могут быть разными, и после поворота шпиндельного стола на новую позицию шпиндель должен получить частоту вращения, установленную для данной позиции. Для безударного соединения зубчатых колес, вращающих шпиндель, с главным приводом служит синхронизатор Тормоз останавливает продолжающий вращаться по инерции шпиндель после его поворота на загрузочную позицию, потом освобождает его, позволяя вращать при установке заготовки вручную Шпиндельный стол несет на себе шпиндели с патронами или приспособлениями для установки и закрепления обрабатываемых деталей и служит для транспортирования шпинделей из одной позиции в другую. Упорный подшипник шпиндельного стола влияет на точность обработки, надежность работы стола и сохранение положения шпинделей под действием сил резания.
Механизм поворота шпиндельного стола мальтийского типа и цанговый фиксатор обеспечивают плавную индексацию и безударное сопряжение стопора и стола Командоаппарат индексации стола служит для наладки угла поворота стола при одинарной или двойной индексации, определения его положения, при котором допустимы загрузка и обработка, настройки командных точек окончания поворота и включения шпинделей и фиксатора, а также для контроля положения фиксатора.
Суппорты стандартной комплектации позволяют выполнять наиболее распространенные виды обработки. Все основные пять типов суппортов монтируются на направляющих колонны и обеспечивают:
- вертикальный — вертикальное перемещение инструмента, имеет наиболее простую и жесткую конструкцию;
- универсальный — продольное вертикальное, а потом горизонтальное или угловое перемещение;
- параллельного действия — обработку детали двумя группами инструмента, одна из которых имеет вертикальное перемещение, а другая — последовательно вертикальное и горизонтальное. Этот суппорт наименее жесткий и применяется при недостатке рабочих позиций;
- суппорт с приводом сверлильной головки — обработку нецентральных отверстий планетарными головками без остановки шпинделя;
- суппорт с расточной головкой — чистовую обработку центральных отверстий диаметром от 20 до 100 мм.
Токарные многошпиндельные полуавтоматы широко распространены в крупносерийном и массовом производстве, потому что обладают широкими технологическими возможностями при изготовлении разнообразных деталей и обеспечивают высокую степень концентрации обработки. Применение таких станков способствует повышению производительности труда, сокращению станкоемкости, уменьшению производственных площадей, упрощению транспортных связей.
Вертикальные многошпиндельные полуавтоматы служат для обработки в патроне или приспособлении, реже в центрах, деталей сравнительно больших размеров. Большое число рабочих позиций (обычно 6-8) позволяет использовать их в разных сочетаниях. Детали сложной формы проходят обработку на всех позициях станка, перемещаясь в очередном цикле на следующую позицию (одинарная индексация) Для простых деталей, которые можно обработать на малом числе позиций, применяют более производительную параллельно-последовательную обработку Существует несколько вариантов: наиболее часто станок используется как два параллельно работающих станка, поворачивая в каждом цикле стол на две позиции (двойная индексация). Можно обрабатывать две детали с одной стороны или одну, но с двух сторон, можно обрабатывать две разные детали.
Станки выпускаются в силовом и скоростном исполнениях.
Настройка режимов резания — частоты вращения шпинделя и скорости подачи суппорта — выполняется посредством установки сменных зубчатых колес и выполнения соответствующих переключений на коробках подач. Координаты изменения скорости и направления перемещения суппорта с точностью 0,3. . . 0,5 мм настраиваются командоаппаратами позиций с помощью кулачков. Дополнительно применяют жесткие упоры в конце хода. Размер изделия окончательно настраивается регулировкой инструмента.