Несколько лет назад заинтересовался 3D принтерами и захотел приобрести его себе. Недавно накопил нужную сумму и заказал его. После вспомнил, что во время поиска думал о том, чтобы собрать самодельный экструдер для изготовления пластиковой нити, чтобы сэкономить на расходниках. Далее расскажу про два проверенных способа, как сделать экструдер для пластика своими руками.
Источник 3dtoday.ru
Экструдер для 3д-принтера: особенности конструкции
3D-принтер имеет свои особенности, как и любой девайс. Если говорить об экструдере, то его конструкцию можно разделить на два основных компонента:
- Cold-end. Проталкивающий механизм. Он состоит из шестерни и прижимного ролика, которые захватывают и подталкивают филамент вперед. Шестеренка приводится в движение небольшим двигателем, через специальный вал. Прижимной валик подпружинен. Такая компоновка узла позволяет работать с прутками разной толщины.
- Hot-end. Нагревающая часть. Она состоит из: сопла, нагревателя, датчика нагрева и термоизолятора. Последний играет роль отсекающего мостика. Он задерживает излишки тепла, чтобы филамент не начал плавиться в подающей трубке. На нагреватель ставят нихромовую проволоку или специальную пластину с двумя резисторами.
Узел может иметь цельную конструкцию, когда оба компонента установлены друг за другом. Данная компоновка именуется Direct Extruder. Эта схема встречается в большом количестве современных принтеров. Второй вариант экструдера – Bowden Extruder. Здесь cold-end и hot-end разнесены по разным частям принтера. Горячая часть закреплена в каретке оси Z, а подающий узел установлен на раме. Между собой они соединены тефлоновой трубкой. Такая компоновка значительно облегчает саму печатную головку. Она меньше забивается. Но есть и минусы. Пруток может просто запутаться или обломиться, проходя путь от подающего узла до нагревателя.
Схема работы экструдера
Интересно! Существуют более сложные конструкции со спаренными печатными головками. Они позволяют работать сразу с двумя нитями филамента. В рамках данной статьи мы будем говорить о простом экструдере с одним нагревателем и подающим механизмом.
Рекомендации по эксплуатации
Экструдер зерновой устанавливается на ровную плоскую поверхность. Желательно использовать аппарат в помещении с невысокой влажностью и хорошей вентиляцией. Подается зерно равномерно и постоянно, иначе отсек с прессом будет перегружен. Для регулировки размера готовых гранул меняют сито или затягивают болт матрицы.
Завершают работу постепенным сокращением оборотов. После каждого использования аппарат необходимо разобрать и промыть, чтобы избежать забивания рабочих и режущих узлов частичками засохшего корма.
Как выбрать хотэнд?
Стоит отметить, что экструдер – это довольно дорогая деталь. В сборе данная запчасть может обойтись в $80–150. Причем стоимость в розничных российских магазинах не сильно отличается от таковой в Китае. Получается, это один из самых дорогих узлов во всем устройстве печати.
Поэтому многие 3D-мейкеры делают самодельные принтеры. В том числе они самостоятельно собирают экструдер, пользуясь открытыми чертежами в сети. Чтобы собрать узел печати правильно, нужно изначально рассчитать, какие задачи он будет решать. Для этого необходимо оценить несколько параметров будущего принтера:
- Мощность двигателя. Она напрямую зависит от размера сопла. Если 3D-мейкер собирается делать проекты большей детализации, ему потребуется небольшое сопло и мощный двигатель. Иначе пластик может просто застрять.
- Сопло. Как было сказано выше, диаметр отверстия сопла подбирают исходя из поставленных задач.
- Подающий ролик. Это слабое место в принтере. Часто ролик проскальзывает, филамент не поступает. Появляются дефекты печати. Например, ролики для PLA и ABS очень плохо взаимодействуют с нейлоновой нитью.
- Конструкция экструдера. Все компоненты можно скрепить в один узел, напечатав их на 3D-принтере. Или выпилить из фанеры. Оба варианта несложно сделать. Однако монолитная конструкция из пластика будет прочнее, чем коробок из фанеры.
- Тип экструдера. Тут все зависит от опыта печатника и тех задач, которые он будет решать. Считается, что экструдер типа Bowden более точный, но его немного сложнее делать. И в самодельных конструкциях начального уровня его преимущества пропадают. Direct печатает не так точно, но его проще изготовить.
Немного сложнее обстоит дело с hot-end. Здесь можно пойти двумя путями. Первый: купить готовую запчасть в интернете, что также недешево. Второй: сделать его своими руками. Для этого нужно запастись терпением и нужными компонентами. Более подробную инструкцию по сборке хот-энда мы расскажем ближе к концу данного материала.
Внимание! Если вы не хотите делать хот-энд своими руками, можно заказать его на E-bay. Например, модель фирмы E3D. Правда, одна эта деталь обойдется вам в цену нового экструдера в сборке.
Filabot Original
Вы можете сделать пластиковую нить для 3D-принтера, но для этого вам нужно сделать собственный экструдер. Как это сделать, мы расскажем чуть позже. Также проще всего купить готовые портативные и мобильные устройства, например Filabot Original. Эта машина для изготовления нитей для 3D-принтера может изготавливать пластиковую нить диаметром 1,75 мм или 3 мм. Оборудование работает с самыми разными пластиками: ABS, PLA и HIPS.
Устройство работает с пластиковыми гранулами, что позволяет держать температуру под контролем. Есть фильтр для предотвращения попадания загрязнений. Универсальной мощности достаточно для домашнего использования. Для получения разного цвета нити используются красители. Выбор этого оборудования обусловлен его высокой производительностью: на получение одного килограмма пряжи уходит около 5 часов.
Как сделать экструдер для 3d-принтера своими руками?
По сути, нужно отдельно собрать cold-end, затем присоединить к нему hot-end. Полученную конструкцию закрепить на каретке оси Z и подвести питание к полученной конструкции. Но перед этим стоит заранее выписать все компоненты, которые пригодятся в работе.
Механика экструдера
Что нужно?
Для сборки экструдера потребуется изготовить или купить механические компоненты, электрические детали, а также сделать части корпуса, в котором будут находиться все составляющие экструдера. Из инструментов понадобится: наждачная бумага, сверла, отвертки, паяльник и принадлежности для пайки.
Механические компоненты
Интересно! Некоторые продавцы на AliExpress предлагают экструдеры в разборе, по частям. Этот вариант также можно рассмотреть.
Основные механические компоненты для сборки:
- основные детали каркаса экструдера (напечатанные на другом 3D-принтере, сделанные из фанеры);
- металлические направляющие;
- шестеренки для электропривода;
- основная шестерня и прижимной ролик с пружиной;
- крепежные винты и болты;
- рабочая площадка.
Вся механическая часть экструдера – это cold-end. Устройство подачи собирают как конструктор. Здесь мы предлагаем общую схему механики. Она может немного видоизменяться, в зависимости от выбранного чертежа и метода изготовления.
Схема для печати рамы
Электрические компоненты
К электрическим компонентам можно отнести три вещи: провода, моторчик и нагревательный элемент. Про мощность моторчика мы расскажем подробнее чуть позже. Пока что ознакомимся со схемой сборки нагревательного элемента.
На самодельных экструдерах часто используют алюминиевую пластину. Не обязательно брать цельный брусок, можно обойтись пластинкой толщиной не менее 4 мм. Ее продают в магазинах стройматериалов. Схема построения нагревателя:
- Соедините две металлические пластины между собой, просверлите между ними отверстие для hot-end. Закрепите полученный «сендвич» в тиски, зафиксируйте болтом.
- На стыке пластин проделайте отверстия под: два резистора, терморезистор и скрепляющий болт. Разъемы под нагревательные резисторы должны подходить без зазоров. Малейшая воздушная прослойка может привести к неравномерной зоне расплавления филамента.
- Установите все компоненты в пластины, скрепите их между собой болтом.
- Смонтируйте нагревательный элемент на хот-энд. Припаяйте провода.
В качестве нагревательных элементов можно использовать два резистора по 5–10 Ом. Подбирайте нужное сопротивление исходя из показателей блока питания.
Важно! Для контроля нагрева можно использовать NTS-термистор 100 кОм (B57560G104F). Не стоит использовать термисторы с меньшим сопротивлением. На высоких температурах они дают большую погрешность.
Пошаговая инструкция по сборке экструдера 3d-принтера
На данном этапе мы уже имеем собранный каркас для экструдера с установленным роликом, а также с прижимной шестеренкой. Остается только выбрать подходящий моторчик, отрегулировать прижимной ролик и прикрутить хот-энд с установленным нагревательным элементом. Рассмотрим каждый шаг по отдельности.
Выбор двигателя
Для домашних нужд потребуется шаговый двигатель по типу Nema17. Но можно поступить проще: найти рабочий элемент в старом принтере или сканере. Это самый «слабый» вариант двигателя. Для принтера берут биполярный двигатель на 4 вывода.
Интересно! Для прутков диаметром до 1.75 мм можно поискать двигатель от принтера Epson «EM-257». Он выдает крутящий момент на валу до 3.2 кг/см.
Если моторчик не справляется, нужно поставить дополнительный редуктор. Например, от старого шуруповерта. Полученной конструкции хватит для прутков до 3 мм в диаметре.
Регулировка прижимного ролика
Силу зажима можно проверить опытным путем, когда в экструдере уже собран cold-end. Аккуратно вставьте пруток между роликом и шестерней. Подайте напряжение на моторчик. Саму конструкцию cold-end можно аккуратно зафиксировать в тисках.
Если филамент не захватывается или проскальзывает: нужно растянуть или заменить пружину. Нить не проталкивается внутрь, шестеренка скребет по прутку? Прижмите или откусите виток пружины. Пробуйте найти оптимальное соотношение длины и зажима.
Создание хот-энда
Для самостоятельного создания hot-end вам потребуется:
- Ствол хот-энда. Можно сделать запчасть в токарной мастерской. Такое решение будет оптимальным, так как вы получите цельнометаллический hot-end, который нужно будет дорабатывать по минимуму.
- Радиатор. Желательно снабдить его активным охлаждением в виде небольшого кулера. Можно купить дешевый обдув в компьютерном магазине.
- Нагревательный элемент. Сборка расписана выше в статье. Также можно купить готовый вариант на AliExpress.
Схема хот-энда
Схема для выточки ствола представлена на чертеже. На него крепят нагревательный элемент и радиатор. Подводят электрику. К полученному hot-end прикручивают сопло нужного диаметра.
Чертеж ствола
Сборка
Весь процесс сборки можно разделить на несколько этапов:
- Изготовление механической части cold-end. Сборка всех механических частей в единый каркас.
- Выбор подходящего двигателя. Установка моторчика в механическую часть. Сборка нагревательного элемента.
- Калибровка прижимного ролика.
- Сборка хот-энда. Подключение к нему нагревательного элемента.
- Монтаж hot-end к cold-end.
- Установка сопла нужного диаметра.
Провода можно частично припаять в моменте сборки разных узлов или заняться ими в последний момент. Принципиальной разницы нет.
Технические характеристики экструдеров РСЭ-1 и РСЭ-3
| Модель экструдера | Габариты | Масса, кг | Присадочный материал | Толщина соединяемых листов, см | Ширина шва | Емкость загрузочного бункера, кг | Питание | Мощность нагревательного механизма |
| РСЭ-1 | 580\300\200 | 6 | ПЭ,ПП (гранулы, дроблёнка-вторичка) | до 3 | зависит от диаметра сопла | 0.35 кг | 220 В. | 2 000 Вт |
| РСЭ-3 | 520\200\200 | 6.6 | Пруток круглый, сечение — 4 мм | до 2 | Зависит от диаметра сопла, 3—12 мм | — | 220 V, 50 Гц | 2 000 Вт |
Ошибки и способы их избежать
Во время сборки можно допустить ряд ошибок, которые позже отразятся на качестве печати:
- Выбор маломощного моторчика. Отсутствие редуктора. Ошибка в проектировании электрики может привести к частым засорам экструдера, а также к дефектам печати.
- Неверный расчет электрики. Еще на этапе разработки нужно просчитать всю нагрузку по мощности и сопротивлению на бумаге. Иначе некоторые компоненты просто сгорят или будут плохо работать.
- Воздушная прослойка в нагревательном элементе. Делайте аккуратные отверстия в алюминиевых пластинах, чтобы резисторы плотно вставали по месту.
- Отсутствие калибровки прижимного ролика. Стоит заранее решить этот момент, иначе можно испортить большое количество филамента.
Косвенная ошибка, которая может аукнуться в будущем – это некрепкая рама экструдера. Еще раз повторимся, делайте раму из наименьшего количества деталей. Отдавайте предпочтение пластику, а не фанере. Конструкция должна быть крепкой. Иначе могут появиться люфты. Качество печати заметно упадет.
Собрать экструдер несложно, но в некоторых моментах нужно проявить терпение. Например, при изготовлении ствола hot-end. Также стоит держать в голове все ошибки, которые могут возникнуть во время сборки данного узла.
- 28 марта 2021
- 2219
Filabot Wee
Современная линия по производству нитей для 3d-принтеров представлена брендом Filabot. Оборудование с деревянным корпусом намного дешевле, и его можно купить как в готовом виде, так и в виде монтажного комплекта. Как и описанный выше прибор, этот работает на основе популярных видов пластика. Широкая цветовая палитра достигается за счет использования гранулированных красителей. Вы также можете добавить в смесь гранулированное углеродное волокно, которое повысит прочность готового бруса. Модель оснащена двумя сменными насадками, что позволяет производить нить для 3D-принтера диаметром 1075 или 3 мм.
Принцип действия
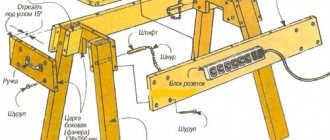
Сварочный экструдер — специализированный аппарат для так называемой экструзионной сварки, которая применяется для соединения полимерных материалов различных классов — полиэтилена высокой (ПВД) и низкой (ПНД) плотности, полипропилена, поливинилхлорида (ПВХ) и других наиболее часто применяемых в быту и промышленности пластиков.
Экструзионная сварка — это процесс соединения полимерных материалов с помощью расплавленной до консистенции густой сметаны массы из материала, однородного со свариваемыми или схожего с ними по физико-химическим свойствам.
В отличие от более известной сварки металлов, соединение деталей из пластмассы экструзией не подразумевает расплавления кромок соединяемых деталей, хотя нагрев до определенной степени все равно происходит.
Шов образуется при отвердевании и схватывании с кромками полурасплавленной экструдированной массы. При этом достигается высокая прочность сварного соединения — до 0,8 от прочности основного материала.
Сварка пластика экструдером наиболее часто применяется в сантехнике — для соединения водопроводных труб, в строительстве, при различных работах, целью которых является изготовление любых пластиковых конструкций — баков, понтонов, теплиц.
Изготовление экструдируемой массы осуществляется либо из полимерных гранул — исходного материала для создания любых пластиков, либо из так называемых присадочных прутков, которые перемалываются до гранулированного состояния внутри самого экструдера.
В роли прутка в некоторых (не во всех) моделях может выступать узкий отрезок того же материала, который планируется сварить. Например, при сварке изделия из полипропиленовых листов можно применять в качестве прутка ненужный отрезок полипропилена, но не другого пластика.
Большинство сварочных экструдеров западного производства предназначены для использования с присадочным материалом от того же производителя. Отечественные разработки менее требовательны к присадке. Ручной сварочный экструдер в обиходе часто называют экструзионным пистолетом. \
Выбор модели
При подборе экструдера для пайки пластика следует обращать внимание на следующие характеристики:
- Производительность устройства;
- Диапазон регулировки рабочих параметров;
- Максимальная толщина соединяемых заготовок;
- Диаметр применяемых прутков.
- Наличие сменных насадок;
Неопытные пользователи не уделяют должного внимания последнему пункты, несмотря на его важность. От грамотного выбора насадки зависит расход присадочного материала.
Следующий шаг: Список материалов
Шаг 1: Список материалов
Все перечисленное здесь, за исключением электроники, можно приобрести в местном хозяйственном магазине.
Материалы:
- 1x двигатель стеклоочистителя
- 1x сверло (диаметр = 16 мм; длина = 460 мм)
- 1x ПИД-регулятор температуры — версия 12 В постоянного тока
- 1x SSR-25DA 3-32VDC / 24-380VAC / 25A твердотельное реле
- 1x термопара типа К
!!! Иногда ПИД-регулятор идет в комплекте с ТТР и термопарой типа К !!!
- 1x 20A контроллер мотора
- 1x 12V, 240W + блок питания
- 1x кольцевой нагреватель Micanite (200 Вт, 25 мм x 30 мм)
- 2x вентилятора (80мм), 12В
- 1x 19 мм (3/4 дюйма) Ниппель — длина 18 см
- 1x удлинитель для водопроводного крана — резьба 19 мм — длина 50 мм, диаметр 27 мм (одна внутренняя резьба и одна внешняя резьба)
- 1x штекер 13 мм
- 1x фильтр для установки на смеситель — диаметр 13 мм
- 3x стальной уголок
- 1x Упорный шарикоподшипник — точно устанавливается на вал шнека.
- 2x резьбовых стержня 10 мм
- 1x изоляция
- Лента из ПТФЭ
- Термостойкая лента
- 3 кулисных переключателя (ранее «ракета
- 1x деревянная доска 100см х 10см х 2см
- Несколько винтов и гаек
- 2 паза (1 для шнека и 1 для гаек коленчатого вала)
- Нитки (двух цветов)
Инструменты:
- Мульти инструмент
- Пила
- Молоток
- Дрель
Шаг 2: опорная плита
Возьмите кусок дерева и отрежьте два куска длиной 15 см. Они будут поддерживать двигатель и цилиндр экструдера.
Шаг 3: Крепление двигателя
Поместите электродвигатель стеклоочистителя на опору электродвигателя и поместите его где-нибудь на конце опорной плиты. См. Технический чертеж для цитаты.
Используйте стальные уголки, чтобы прикрепить его к опорной плите.
Мотор имеет только один резьбовой вал. Для установки муфты на двигатель можно взять шестигранную гайку внешним диаметром 13 мм и надеть ее на вал. Когда вал вращается и муфта подсоединена, гайку можно ослабить. Чтобы этого избежать, просто просверлите отверстие между прикрепленной гайкой и валом двигателя и вставьте стальной болт толщиной 2 мм. Это предотвращает раскрытие гайки. См. Изображение выше.
Шаг 4: Крепление шнека
Просверлите два отверстия в другой деревянной доске, чтобы фланцы можно было прикрепить слева и справа от доски. Просверлите еще одно отверстие диаметром 1/2 дюйма для сверла.
Оба контура требуют, чтобы их центральные отверстия были выровнены друг с другом, чтобы ось шнека / муфты / вала могла свободно вращаться.
Закрепите фланцы двумя кусками стержня с резьбой 10 мм. Штанги должны быть достаточно длинными, чтобы их можно было навинтить на шнек, предотвращающий отдачу. Достаточно 10 см. Позже их можно обрезать до нужного размера.
Шаг 5: Защита от отдачи шнека
Когда шнек вращается и извлекает гранулы, создается большое давление. В худшем случае это может повредить привод шнека внутри двигателя стеклоочистителя. Для решения этой проблемы нам нужна защита от отдачи. Это просто делается с помощью прочного стального уголка и упорного шарикоподшипника. Эти шариковые подшипники могут выдерживать большое усилие, приложенное к ним.
Работает это так: шнек отталкивается за счет «обратного» вращения. Благодаря своей конусности вал винта прижимается к осевому шарикоподшипнику, который, в свою очередь, прижимается к стальному уголку. Муфта между шнеком и двигателем всегда должна иметь небольшой люфт. Следовательно, к валу двигателя не прилагается никакая сила.
Теперь расположите стальной уголок со стержнями, вставленными в сторону от опоры ствола, так, чтобы стержень шнека выступал примерно на 3-4 см.
Размер частей может отличаться от того, к чему у вас есть доступ. Поэтому точное измерение может вам не сильно помочь, но изображения должны дать вам представление о том, как это должно быть связано.
Шаг 6: ствол и шнек
Сундук:
- Разгладьте концы и стыки трубы, чтобы шнек мог свободно вращаться.
- Перед тем, как просверлить отверстие в трубе, плотно навинтите ее на фланец, отметьте верхнюю часть и снова снимите ствол.
- Возьмите мультитул и вырежьте отмеченный участок на конце трубки, куда должны идти гранулы. Оберните этот конец трубки лентой из ПТФЭ. Это необходимо для предотвращения поворота трубы при движении шнеков. Помните, что двигатель очень мощный, и если есть некоторое трение между шнеком и гранулой, трубка легко поворачивается еще на 4-5 мм, даже если она была зафиксирована гаечным ключом.
- Фланцы и фитинги не имеют резьбы для идеального угла 90 °. Следовательно, чок / ствол может стоять под косым углом. Чтобы решить эту проблему, возьмите несколько шайб и при необходимости поместите их под фланец.
- Возьмите кусок дерева квадратного сечения и просверлите продольное отверстие для трубы. Теперь просверлите еще одно отверстие перпендикулярно «каналу трубки», чтобы бутылка плотно прилегала. Теперь просто разрежьте блок пополам для облегчения сборки / разборки.
Жизни:
- Шнек может быть слишком длинным, поэтому вам нужно отрезать биту с помощью угловой шлифовальной машины.
- Сопло шнека должно доходить до нагревателя. См. Изображения выше.
Шаг 7: Соединение шнека с двигателем
Возьмите квадратный кусок стали толщиной 5 см, который входит в торцы розеток (длина края около 12 мм).
Наденьте втулку на шнек и закрепите двигатель на опоре двигателя.
Рукав теперь должен плотно прилегать к центру.
Как вариант, можно использовать свечу вместо двух розеток. Однако для этого необходимо отрегулировать расстояние между опорой двигателя и опорой шнека / цилиндра.
Шаг 8: насадка
Диаметр сопла:
В зависимости от разрезаемого материала диаметр отверстия в сопле будет варьироваться, и поиск подходящего размера является процессом проб и ошибок. По моему опыту, для гранул АБС / ПК с температурой плавления 240-280 ° С подходит отверстие 1,5 мм.
Пластина переключателя:
Возьмите фильтр, установленный на кране, и при необходимости обрежьте его до диаметра 13 мм. Он будет действовать как отбойная пластина. Эти распылительные пластины смешивают расплавленный пластик и улавливают грязь (чего, конечно, не должно быть), и в конечном итоге в процессе плавления могут образовываться маленькие пузырьки, которые помогают сгладить проталкивание пластика через сопло.
Возьмите шайбу, поместите ее в торцевую крышку и поместите пластину переключателя сверху.
Шаг 9: Кольцевой нагреватель и датчик температуры (термопара типа K)
Просверлите отверстие диаметром 2 мм рядом с удлинителем крана термопары.
Зачистите провод термопары до желаемой длины. Должно быть то, что нужно.
Наденьте кольцевой нагреватель на удлинитель смесителя. Он должен быть расположен в конце пристройки.
Затем возьмите ленту из ПТФЭ и оберните ею резьбу удлинителя смесителя. Это предотвращает проталкивание расплавленного пластика через резьбу.
Закрепите термопару термостойкой лентой.
Затем наденьте насадку из предыдущего шага.
Затем возьмите кусок алюминиевой трубки длиной 10 см и диаметром около 1 см и поместите его перед носиком, используя жесткую проволоку. Это придает филаменту красивый скрученный вид при охлаждении.
Теперь оберните изоляцию вокруг обогревателя, чтобы патрубок закрылся.
Шаг 10: охлаждение
Передняя часть инжектора и двигатель нуждаются в некотором охлаждении.
Когда нить выходит из сопла, она все еще остается очень теплой и мягкой. Охлаждение очень важно, чтобы он не растягивался слишком сильно из-за перегрузок, возникающих при падении. Чем холоднее вы получите, тем лучше вы сможете позже проверить диаметр нити.
Шаг 11: Электроника
Теперь, когда большинство механических частей установлено и готово, пришло время установить электронику.
Но сначала возьмите кусок дерева для передней панели, поместите 3 переключателя, PID и потенциометр контроллера мотора и приклейте их горячим клеем.
Подключите кабель питания с помощью тумблера / t к источнику питания (порты L, N и заземление).
Подключите ПИД-регулятор температуры с переключателями к источнику питания.
Подключите порты 12 В твердотельного реле к ПИД-контроллеру (порты 6 и 8). Подключите порт 1 твердотельного реле к порту 220 В (порт L) источника питания. Подключите порт 2 SSR к одному из портов кольцевого нагревателя. Другой свободный порт кольцевого нагревателя миканита подключен к порту N источника питания.
Что на самом деле делает SSR ??
Кольцевой нагреватель рассчитан на 220 В, а ПИД-регулятор работает только от 12 В. Следовательно, SSR подключает ПИД-регулятор 12 В к нагревателю 220 В. ПИД включает и выключает SSR по мере необходимости. При его включении 220 В подключается к ТЭНу суппорта и нагревается. Если реле выключено, резисторы шлейфа не подключены к 220В и, следовательно, отключены. Идея состоит в том, чтобы управлять устройством высокой мощности (нагревателем) с помощью устройства малой мощности (PID).
Контроллер мотора
Подключите контроллер мотора с переключателем к источнику питания. Затем подключите мотор к контроллеру мотора. Используйте распиновку, чтобы установить вторую скорость двигателя. Распиновка различается от модели к модели, и сначала вам нужно выяснить, какие контакты предназначены для какой настройки скорости. Два вентилятора подключаются к одним и тем же портам двигателя к контроллеру двигателя.
Производство
Ручной экструдер для полипропилена своими руками – это один из простых способов приобретения подобного агрегата. Следует отметить, что процесс сборки не так сложен, как может показаться, и вполне по силам любому.
Производство экструдеров довольно интересный процесс, напрямую зависящий от конфигурации и назначения агрегата. Производственные различия:
- количество рабочих камер;
- наличие дополнительных систем;
- конструктивное исполнение элементов.
Единственное что неизменно – цилиндрическая форма. На сегодняшний день она полагается наиболее технологичной, а потому остается собой.
О создании самодельных приборов
Очень часто желающие работать с 3D-принтерами начинают сами создавать устройства для производства нитей, чтобы снизить свои затраты. Действительно, такие устройства своей экономичностью и полезностью все же не так хороши:
- нить может быть некачественной, недостаточной или неправильной толщины, что повлияет на деформацию конечного продукта или даже на невозможность его печати;
- при нагревании пластик может выделять вредные вещества, которыми придется дышать как при печати, так и при обработке сырья;
- переработка цветного пластика будет невозможна, так как вы не будете знать о составе пластика и красителя.
С помощью экструдеров своими руками создать высококачественный пластик сложно. Поэтому лучше покупать портативную технику проверенных брендов.