Общие сведения и классификация калибров
Следует сразу сказать, что калибры не позволяют в полной точности определить геометрический размер изделия, инструмент предназначается для установки соответствия параметров детали указанным в чертеже размерам. Иными словами, калибры используются для определения допусков при изготовлении детали.
Многие автопроизводители и строители используют данный инструмент для сортировки деталей. Несмотря на простоту конструкции калибра, с его помощью можно быстро и легко осуществить контроль изделия даже самой сложной конфигурации. Правда имеются у инструмента и некоторые минусы – недостаточная универсальность и отсутствие возможности выявлять значительные отклонения в размерах.
В зависимости от типа и назначения калибры подразделяют на:
- калибр-пробку;
- калибр-кольцо;
- калибр-скобу.
Также инструмент обычно делят на предельный и нормальный. Предельные калибры имеют два основных параметра, один из которых соответствует максимальному (проходному) размеру детали, второй – минимальному (непроходному). Нормальный калибры включают необходимый для конкретной детали размер.
Чаще применяют инструменты предельного типа, нормальные калибры обычно используют в качестве контрольных. К тому же, предельными калибрами легко пользоваться без особых навыков, а эксплуатация нормального инструмента предполагает наличие высокого уровня профессионализма.
Используемые для проведения контрольных замеров и определения форм детали на начальной стадии калибры называют рабочими, а те, которые применяются для контроля резьбы – контркалиберными. Существуют также приемные калибры, используемые для определения качества изготавливаемой продукции.
В зависимости от предназначения также существует несколько вариантов инструмента. Для наружной резьбы применяют резьбовые калибры-кольца, контркалибры-пробки используются для конусных колец, для гладких колец подходят конусные гладкие калибры-пробки или контркалибры-пробки конусные. Внутренняя резьба измеряется с помощью гладких или резьбовых конусных калибров-пробок.
Технологический процесс изготовления резьбовых пробок
В зависимости от величины шага резьбы пробок существуют три основные схемы технологического процесса образования резьбы пробки:
- для шага от 0,2 до 0,4 мм — нарезание и доводка (полировка);
- для шага от 0,45 до 1,75 мм — шлифование и доводка (полировка);
- для шага от 2,00 до 6,00 мм — нарезание, шлифование и доводка.
В первом случае образование резьбы калибра осуществляется путем нарезания на прецизионном токарно-винторезном станке, а после термической обработки производится только доводка резьбы.
Во втором случае после токарной обработки необходимо производить шлифование резьбы, причем более рентабельным является шлифование по целой заготовке без предварительного нарезания резьбы металлорежущим инструментом. Количество металла, которое удаляют, сравнительно небольшое, и его можно сразу снять на резьбошлифовальном станке. Окончательная отделка резьбы производится доводкой.
В третьем случае необходим полный комплекс основных технологических операций образования резьбы, т. е. нарезание, шлифование и доводка. Вместо предварительного нарезания на токарном станке в условиях серийного производства может быть применено фрезерование резьбы.
На ряде предприятий резьба на калибрах с величиной шага в интервале 0,4-6 мм после шлифования не доводится, а подвергается только полированию. Кроме того, расширяется интервал шагов резьб, вышлифованных на целой заготовке калибра, до пределов 0,35-3 мм. Износоустойчивость резьбовых пробок, полученных такими способами, подробно еше не изучена.
Технологический процесс изготовления резьбовых калибров-пробок для метрических резьб средних размеров (d0 = 14÷33 мм и шаг S= 2,0÷3,5 мм) является наиболее типовым и состоит из следующих основных операций:
- предварительного обтачивания;
- подрезания второго торца;
- центрования;
- окончательного обтачивания;
- нарезания резцом или фрезерования резьбы;
- прорезания канавки у впадин (по внутреннему диаметру резьбы);
- термической обработки-закалки и отпуска;
- шлифования центровых отверстий;
- шлифования хвостовой части калибра;
- шлифования рабочей части;
- полирования торца;
- гравирования маркировки;
- снятия фасок путем шлифования;
- шлифования резьбы;
- снятия неполных витков;
- старения;
- притупления неполных витков;
- доводки резьбы калибра;
- шлифования по наружному диаметру;
- полировки калибра.
Предварительные операции и нарезание резьбы
Предварительное обтачивание и отрезание заготовок для резьбовых калибров-пробок во многом сходно с предварительной обработкой гладких калибров-пробок.
Окончательное обтачивание калибров-пробок обычно начинается с хвостовой части, причем образуется конус и снимается фаска у торца. Затем калибр поворачивают, переставляя хомутик на хвостовую часть, и производят обточку рабочей части со снятием фаски у торца. В случае токарной обработки непроходной пробки окончательно обтачивается также цилиндрический поясок (цапфа) и протачивается кольцевая канавка (Рис. 1). Непроходные резьбовые вставки и насадки могут изготовляться с цилиндрическими поясками с обеих сторон резьбы. Это позволяет для значительной части резьбовых пробок общую длину заготовок их принимать одинаковой как для проходной, так и для непроходной пробок.
Рисунок 1. Окончательное обтачивание рабочей части непроходной резьбовой пробки
Нарезание прецизионных резьб осуществляется на специальных станках, отличающихся от обычных токарно-винторезных станков тем, что они снабжены коррекционной линейкой. При помощи коррекционной линейки устраняется влияние ошибок ходового винта и механизма подачи; нарезаемое изделие в результате получает более точный шаг резьбы.
Нарезание резьбы выполняется с помощью призматического или дискового резца. Для получения правильного профиля резьбы весьма существенное значение имеет точная заточка и установка резьбонарезного инструмента. При нарезании резьбы гребенкой могут иметь место два случая: а) гребенка имеет шаг, равный шагу резьбы калибра, или б) гребенка имеет шаг, кратный шагу резьбы нарезаемого калибра.
Последний случай имеет большее преимущество при обработке калибров с мелкими резьбами, так как гребенки с крупным шагом могут быть более точно изготовлены и проверены.
Нарезание резьбы иногда разделяют на предварительное и окончательное (мелкие резьбы). В связи с широким применением в на- стоящее время прецизионных резьбошлифовальных станков в большинстве случаев производят нарезание резьбы за одну операцию.
При серийном производстве также применяется более производительный метод — фрезерование резьбы с шагом S = 2,0 мм и выше (Рис. 2). Эта операция применяется как предварительная, так как точность профиля резьбы при этом получается невысокой.
Рисунок 2. Фрезерование резьбы калибра-пробки
Прорезание канавки у впадин — по внутреннему диаметру резьбы («провал резьбы») выполняется на токарном станке с помощью призматического или дискового резца. Необходимо, чтобы при последующей механической обработке (шлифовании, доводке) режущий инструмент обрабатывал боковые стороны профиля резьбы, так как в этих условиях более длительно сохраняется форма обрабатывающего инструмента.
Для улучшения обрабатываемости при нарезании резьбы применяется специальная термическая обработка. Для заготовок из хромистой стали (марок X и ХГ): а) нагрев до 820-850°; б) закалка в масле; в) отпуск при 700-720° с последующей выдержкой 3-4 часа при температуре 680°.
После предварительной механической обработки производится закалка и отпуск калибров.
Калибры из хромистой стали (марок X и ХГ) нагреваются под закалку до температуры 820-850°. Длительность нагрева малых калибров диаметром до 7 мм — 15-25 мин., средних размеров диаметров 8-30 мм — 25-40 мин. И диаметром до 100 мм — до 80 мин. Закалка производится путем охлаждения калибров в масле с температурой 25-40°. Твердость должна быть в пределах Rc = 58÷64. Отпуск осуществляется в масляной ванне при температуре 150° в течение 1,5-3 час.
Окончательные операции, шлифование и доводка резьбы
Первой операцией после термообработки является шлифование центровых отверстий (гнезд) на торцах калибра.
Следующими операциями являются шлифование конического хвоста (рис. 3), а затем шлифование рабочей цилиндрической части калибра. Эти операции выполняются на круглошлифовальном станке с применением (для средних условий) шлифовального круга из электрокорунда зернистостью 46-60 и твердостью СМ1-СМ2 с керамической связкой.
Рисунок 3. Шлифование хвостовой части резьбового калибра
Полировка переднего торца (у рабочей части) производится на медном круге пробки. полировальной головки с применением абразивного микропорошка М7-М10.
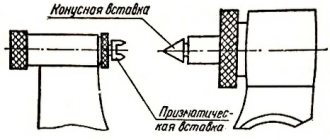
Операция гравирования знаков маркировки выполняется на гравировальном станке с помощью специальной иглы по лаковому слою (с последующим травлением). Для калибров диаметром d0 = 1÷14 мм в качестве приспособления применяется бабка с наклонными центрами (рис. 4), а для калибров диаметром d0 = 16÷100 мм — специальная коническая подставка (рис. 5).
Рисунок 4. Гравирование резьбовых пробок диаметром до 14 мм
Рисунок 5. Гравирование резьбовых пробок диаметром от 16 до 100 мм
В первом случае знаки маркировки наносятся на конической части калибра, В связи с требованиями расположения знаков маркировки установка калибра в наклонных центрах дает возможность расположить верхнюю образующую конуса параллельно плоскости основания. Во втором случае знаки наносятся на торце калибра.
После нанесения знаков на поверхность, покрытую лаком, наносится травящий состав и, таким образом, осуществляется травление с последующей нейтрализацией, снятием лака и окончательной антикоррозионной промывкой калибра.
Нанесение знаков маркировки можно производить также с помощью электрографа, что часто применяется при индивидуальном производстве калибров.
Снятие фасок у торцов пробки обычно выполняется на резьбошлифовальном станке кругом, заправленным под углом.
Следующей операцией является шлифование резьбы калибра . Калибр устанавливается в центрах (рис. 6), а шлифовальный круг — по углу подъема резьбы. Для правки шлифовального круга по заданному профилю применяется специальное приспособление.
Рисунок 6. Схема шлифования резьбы калибра-пробки
Шлифование резьбы обычно производится в два приема — предварительное и окончательное (это не относится к калибрам с малым шагом резьбы). Снятие неполных витков у торцов выполняют путем сошлифовывания их. Неполные витки резьбы калибров с шагом менее 1,5 мм притупляются вручную с помощью абразивного бруска (оселка).
Процесс старения калибров обычно осуществляется в масляной ванне при температуре 150-170° в течение 2-10 час. Длительность выдержки при старении зависит от точности калибра и его размера. Чем больше диаметр и выше точность, тем больше длительность выдержки, и наоборот. Операция доводки резьбы производится на доводочной головке, (бабке) с помощью регулируемого чугунного притирочного кольца (рис. 7), помещенного в обойме. Шпиндель головки вместе с закрепленным калибром совершает попеременное вращение в двух направлениях и, таким образом, доводочное кольцо, попеременно перемещаясь в осевом направлении, доводит резьбу.
Рисунок 7. Схема доводки резьбового калибра-пробки
По мере износа регулируемое доводочное кольцо подтягивается. В качестве доводочных абразивов применяются микропорошки М28-М14 и паста ГОИ (для окончательной доводки).
Для шлифования рабочей части калибра по наружному диаметру применяется (для средних условий) шлифовальный круг из электрокорунда зернистостью 60, твердостью СМ2 с керамической связкой. Эта операция имеет целью устранить завалы и наплывы у вершин профиля резьбы. Завершающей технологической операцией является полировка фасок, цилиндрической цапфы, торца и резьбы калибра. Операция выполняется на доводочной головке с применением окиси хрома и окиси алюминия.
Пооперационные припуски, допуски и размеры
Пооперационные припуски и допуски разработаны НИБВ МСС для наружного и среднего диаметров резьбовых калибров-пробок. Схемы расположения припусков и допусков показаны на рис. 8 и 9.
Рисунок 8. Схема расположения припусков и допусков по наружному диаметру резьбовых калибров-пробок
Рисунок 9. Схема расположения припусков и допусков по среднему диаметру резьбовых калибров-пробок
Подробные таблицы значений припусков и допусков содержатся в работе НИБВ МСС «Межоперационные припуски и допуски на резьбовые калибры». Для общей характеристики ниже приводятся сводные таблицы интервалов минимальных припусков и допусков на операционные размеры по наружному (табл. 1) и среднему (табл. 2) диаметрам резьбовых калибров-пробок.
Минимальные припуски приведены от номинальных размеров.
Данные о пределах значений минимальных припусков и о величинах допусков по наружному диаметру резьбовых калибров-пробок (рис.
| № п/п | Наименование операции | Интервал номинальных диаметров резьбы в мм | Минимальные припуски | Операционные допуски | ||
| Условное обозначение | Интервал числовых значений в мм | Условное обозначение | Величина допуска | |||
| 1 | Черновое обтачивание | 6-30 | Zобщ. min | 2,0-4,0 | δ1 | A4 |
| 30-100 | 5,0-8,0 | |||||
| 2 | Чистовое обтачивание | 6-30 | Z1 min | 0,75-1,15 | δ2 | A3a |
| 30-100 | 1,25-1,60 | |||||
| 3 | Предварительное шлифование | 6-30 | Z2 min | 0,20-0,39 | δ3 | A2-2a |
| 30-100 | 0,30-0,46 | |||||
| 4 | Окончательное шлифование | 6-30 | Z3 min | 0,04-0,055 | δ4 | 0,016 |
| 30-100 | 0,055-0,065 | 0,020 | ||||
Данные о пределах значений минимальных припусков и о величинах допусков по среднему диаметру резьбовых калибров-пробок (рис. 9)
Метрическая резьба: М, 1М, 2М, ЗМ
| № п/п | Наименование операции | Интервал номинальных диаметров резьбы в мм | Минимальные припуски после операции | Операционные допуски | ||
| Условное обозначение | Интервал числовых значений в мм | Условное обозначение | Интервал числовых значений в мм | |||
| 1 | Нарезание резьбы | 6-30 | Z1 min | 0,27-0,45 | δ1 | 0,09-0,15 |
| 30-100 | 0,50-0,75 | 0,16-0,22 | ||||
| 2 | Предварительное шлифование | 6-30 | Z2 min | 0,10-0,12 | δ2 | 0,017-0,030 |
| 30-100 | 0,12-0,15 | 0,04-0,05 | ||||
| 3 | Окончательное шлифование | 6-30 | Z3 min | 0,008-0,010 | δ3 | 0,010 |
| 30-100 | 0,010-0,012 | 0,012-0,016 | ||||
| 4 | Доводка резьбы | 6-30 | — | — | δ4 | 0,010 |
| 30-100 | 0,012-0,016 | |||||
Допуски на шлифование и доводку по среднему диаметру резьбы назначаются соответственно допускам на изготовление по ГОСТ 1623-89 и ГОСТ 24997-2004 (взамен ГОСТ 1623-46), по которым также регламентированы допускаемые отклонения шага и половины угла профиля резьбы.
Калибры-кольца, калибры-пробки и калибры-скобы – их особенности и предназначение
Резьбовые калибры-пробки имеют цельную конструкцию, дополненную вставками на хвостовике конического типа. Инструмент состоит из проходной резьбовой части, которая длинная, и непроходной части, которая короткая. Проходной калибр отличается полным профилем, непроходной калибр имеет от 3 до 5,5 витков в длину. Кроме того, на конце непроходной части располагается цилиндрическая направляющая. Основная задача этих инструментов состоит в измерении размеров у изделий с наименьшим средним диаметром.
Во время работы калибр-пробку нужно ввинчивать в контролируемые кольца. Если процесс происходит легко и свободно, значит проверяемый средний диаметр не меньше установленного определенного размера.
Калибры-кольца представлены двумя видам: они бывают жесткими (нерегулируемыми) и регулируемые. Нерегулируемые калибры отличаются наличием резьбы по всей ширине, в то время как у регулируемых калибров резьба имеет ограниченный профиль. Кроме того, регулируемые кольца оснащены роликами, позволяющими регулировать степень износа. Одним из преимуществ регулируемых калибров состоит в том, что их можно неоднократно регулировать, за счет чего повышается износостойкость и долговечность инструмента.
Нерегулируемые калибры-кольца используются для контроля больших диаметров изделия и внутренних диаметров наружной резьбы. Наружный диаметр таким образом измерить не получится. Для проверки степени износа колец можно использовать калибры-пробки.
Самыми производительными видами калибров считаются скобы, которые чаще всего используются для измерения наружной резьбы. Такие калибры легко фиксируются непосредственно на измеряемое изделие, довольно просто поддаются контролю и регулировке при износе. К сожалению, имеются у подобного инструмента и свои недостатки: они легко деформируются, приводя к существенным измерительным погрешностям.
ДОПУСКИ ГЛАДКИХ КАЛИБРОВ
5.1. Расположение полей допусков гладких калибров, а также допуски и величины, определяющие положение полей допусков и предел износа калибров для контроля наружного диаметра наружной резьбы должны соответствовать указанным на черт.10 и в табл.7, для контроля внутреннего диаметра внутренней резьбы — указанным на черт.11 и в табл.8.
Черт.10
Таблица 7
мкм
| Td по ГОСТ 6357 | H2 | Hp | Z2 |
| Св. 140 до 335 | 16 | 4 | 38 |
| 335 » 850 | 30 | 6 | 54 |
Черт.11
Таблица 8
мкм
| TD1 по ГОСТ 6357 | H1 | Z1 |
| Св. 180 до 375 | 16 | 38 |
| 375 «710 | 26 | 52 |
Особенности расчета резьбовых калибров
При проектировании резьбовых калибров учитываются такие показатели:
- шаг;
- поля допусков контролируемой резьбы;
- длина свинчивания;
- наружное номинальное сечение.
Для расчета метрической резьбы учитывают показатель номинального внутреннего и среднего сечения соединения. Для трапецевидной резьбы также принимают в расчет диаметры гайки (внутренний и наружный) и винта (внутренний).
Конкретная форма калибра выбирается в зависимости от типа инструмента.
В современном производстве расчет калибров осуществляется при помощи специальных программ.
Основные требования к калибрам
Независимо от типа и предназначения любой калибр должен отвечать определенным требованиям:
- Точность изготовления – рабочие размеры инструмента должны соответствовать установленным на изготовление допускам.
- Высокая жесткость при малом весе необходима для снижения погрешностей при деформации калибров (особенно скоб больших размеров) во время измерении. Малый вес позволяет повысить чувствительности контроля средних и больших размеров.
- Износоустойчивость – это показатель необходим для обеспечения минимального расхода на изготовление и периодическую проверку калибров. Для этого рабочая поверхность инструмента изготавливается из легированной стали, которая впоследствии закаливается до повышенной твердости и хромируется.
- Оптимальная конструкция калибров обеспечивает высокую производительность при выполнении измерений.
- Включение в производственный этап процесса термообработки позволяет добиться стабильных размеров инструмента.
- Антикоррозийные свойства крайне важны для сохранности калибров.