Назначение резьбы и ее элементы
Резь является главным элементом винтовой передачи и резьбового соединения. Она состоит из череды выпуклостей и углублений на телах кручения, что обеспечивает крепление, способное выдерживать высокие нагрузки. Нарезку применяют в качестве метода объединения или уплотнения звеньев конструкции.
Резьба обеспечивает крепление, способное выдерживать высокие нагрузки.
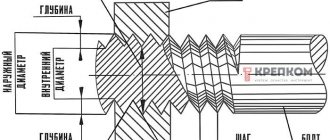
Главными ее элементами являются:
- внутренний, внешний и средний диаметры;
- профиль — это сечение рези плоскостью, проходящей через главную ось рассматриваемой детали;
- угол профиля — угол, образованный боковыми сторонами профиля;
- высота профиля — это длина отрезка между минимальной и максимальной точками нарезки в плоскости сечения оси в направлении, ортогональном направляющей рези;
- шаг — длина промежутка между двумя точками соседних одинаковых витков, измеренное параллельно оси рези.
Краткое описание
Трубная коническая резьба представляет собой особый тип нарезки, что по своей форме похож на конус, то есть, уменьшение диаметра к концу детали. Профиль подобного соединения должен иметь исключительно угол 55 градусов, а сама нарезка имеет впадины и вершины закругленной формы.
В этом случае шаг обозначается соответствующим числом витков на дюйм и нарезаются они под уклоном 1°47′24″, что, в свою очередь, должно отвечать конусности 1:16. Надежность сплочения заключается в том, что чем больше витков, тем выше герметичность.
Кроме этого, есть резьба метрическая коническая в соединениях внешней конусовидной с внутренней цилиндрической с обозначенным профилем, что согласно ГОСТ 9150-2002 должен иметь плоскосрезанные впадины.
Одним из основных преимуществ ее является то, что нарезание конической резьбы можно осуществлять непосредственно на месте, используя резьбонарезные плашки или клупов. Но чтобы сделать правильную нарезку необходимо использовать специальные трубные тески, поскольку вращающий момент вовремя создания пазов достаточно большой.
Само название означает, что ее размеры указываются в дюймах, поскольку относится к английской системе измерения, к примеру, 1/8, 1/4, 1/2 дюйма.
Что такое изображение и обозначение резьбы
Обозначение позволяет на основании комбинации букв и цифр понять, какой вид нарезки представлен для анализа. Оно включает в себя: тип, шаг и ход рези, класс точности и номер соответствующего стандарта. Для лучшего понимания функционирования служит изображение — это чертеж, на котором в соответствии с ГОСТ представлен элемент конструкции с резьбовой поверхностью.
Схема помогает создать визуальное представление о форме и геометрических особенностях резьбы.
Обозначение на чертежах
Во время перемещения контура плоской фигуры (круга, треугольника, трапеции и т.д.) по спиральной линии, на поверхности заданной формы появляется нарезка. Способы ее представления на чертежах регламентированы в специально разработанной международной документации (ГОСТ), которая была создана для однозначной интерпретации обозначения рези.
Изображение наружной резьбы на валах
Внешний калибр нарезки всюду представляется цельной основной линией. На изображении, полученном при проецировании на плоскость, параллельно расположенную к стержневой оси, внутренняя резь указывается тонкой перманентной линией по всей ее длине. На чертеже с проекцией ортогональной направляющей стержня внутренний поперечник резьбы должен изображаться тонкой непрерывной дугой, составляющей 3⁄4 основной окружности. Если необходимо показать резь как непросматриваемую, то она представляется одинаковыми прерывистыми линиями по внутреннему и внешнему поперечнику.
Наружная резьба на валах.
Изображение внутренней резьбы в отверстиях деталей
В отверстиях все обстоит иначе. Внутренний поперечник резьбы обозначается непрерывной основной линией. На изображении, полученном при проецировании на плоскость ортогональной оси стержня, наружная резь показывается тонкой перманентной линией На чертеже с проекцией ортогональной направляющей стержня внешний поперечник нарезки представляют тонкой непрерывной дугой, которая составляет 3⁄4 окружности.
Внутренняя резьба в отверстиях деталей.
ОСНОВНЫЕ ОТКЛОНЕНИЯ
4.1. Числовые значения основных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 7.
Таблица 7
| Шаг P , мм | Наружная резьба | Внутренняя резьба | |||||||
| Диаметр резьбы | |||||||||
| d; d2 | D1 ; | ||||||||
| Основное отклонение, мкм | |||||||||
| es | EI | ||||||||
| d | e | f | g | h | E | F | G | H | |
| 0,2 | — | — | -32 | -17 | 0 | — | +32 | +17 | 0 |
| 0,25 | — | — | -33 | -18 | 0 | — | +33 | +18 | 0 |
| 0,3 | — | — | -33 | -18 | 0 | — | +33 | +18 | 0 |
| 0,35 | — | — | -34 | -19 | 0 | — | +34 | +19 | 0 |
| 0,4 | — | — | -34 | -19 | 0 | — | +34 | +19 | 0 |
| 0,45 | — | — | -35 | -20 | 0 | — | +35 | +20 | 0 |
| 0,5 | — | -50 | -36 | -20 | 0 | +50 | +36 | +20 | 0 |
| 0,6 | — | -53 | -36 | -21 | 0 | +53 | +36 | +21 | 0 |
| 0,7 | — | -56 | -38 | -22 | 0 | +56 | +38 | +22 | 0 |
| 0,75 | — | -56 | -38 | -22 | 0 | +56 | +38 | +22 | 0 |
| 0,8 | — | -60 | -38 | -24 | 0 | +60 | +38 | +24 | 0 |
| 1 | -90 | -60 | -40 | -26 | 0 | +60 | +40 | +26 | 0 |
| 1,25 | -95 | -63 | -42 | -28 | 0 | +63 | +42 | +28 | 0 |
| 1,5 | -95 | -67 | -45 | -32 | 0 | +67 | +45 | +32 | 0 |
| 1,75 | -100 | -71 | -48 | -34 | 0 | +71 | +48 | +34 | 0 |
| 2 | -100 | -71 | -52 | -38 | 0 | +71 | +52 | +38 | 0 |
| 2,5 | -106 | -80 | -58 | -42 | 0 | +80 | — | +42 | 0 |
| 3 | -112 | -85 | -63 | -48 | 0 | +85 | — | +48 | 0 |
| 3,5 | -118 | -90 | — | -53 | 0 | +90 | — | +53 | 0 |
| 4 | -125 | -95 | — | -60 | 0 | +95 | — | +60 | 0 |
| 4,5 | -132 | -100 | — | -63 | 0 | +100 | — | +63 | 0 |
| 5 | -132 | -106 | — | -71 | 0 | +106 | — | +71 | 0 |
| 5,5 | -140 | -112 | — | -75 | 0 | +112 | — | +75 | 0 |
| 6 | -150 | -118 | — | -80 | 0 | +118 | — | +80 | 0 |
Условное обозначение метрической резьбы (ГОСТ 8724-2002)
Определение резьбы включает литеру М (от англ. metric system), размер калибра и шаг рези, разграниченных знаком «х». Пример: M8х1.25. Допускается не указывать большой шаг. Пример: М8. Если резь является левой, то добавляются буквы LH. Пример: М8х1-LH. Определение многозаходной рези состоит из символа М, поперечника, знака «х», сочетания Ph, хода, символа P и шага. Для определенности можно указать число заходов.
Метрическая резьба (ГОСТ 8724-2002).
Условное обозначение трапецеидальной резьбы (ГОСТ 9484-81)
Определение однозаходной трапециевидной нарезки содержит сокращение Tr, значение наружного калибра и шаг. Пример: Tr16x4. Для многозаходной трапециевидной рези в определении фигурируют: сочетание Tr, внешний поперечник, а также шаг и ход. Пример: Tr16x8(P4)LH.
Трапецеидальная резьба (ГОСТ 9484-81).
Обозначение упорной резьбы (ГОСТ 10177-82)
Определение упорной нарезки должно содержать литеру S, шаг и значение поперечника. Пример: S90-10. Для левосторонней рези указывается дополнительно LH. Если рассматривается многозаходная нарезка, то ее определение составляется из символа S, поперечника, хода и в скобках буквы P, значения шага. Пример: S80-20(P20).
Упорная резьба (ГОСТ 10177-82).
Обозначение упорной усиленной резьбы (ГОСТ 13535-87)
Определение упорной усиленной нарезки содержит литеры S, а также угол 45, калибр и шаг. Пример: S45200-13. В случае если резьба левосторонняя, дополнительно указываются буквы LH. Если необходимо определить многозаходную резь, то указывают букву S, величину угла 45, поперечник, ход и символ Р вместе со значением шага, выделенные скобками. Пример: S4520024(P12) — двузаходная, значение хода 24 мм, шаг — 12 мм. Для левосторонней рези указывается дополнительно LH.
Упорная усиленная резьба (ГОСТ 13535-87).
ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 4 — 6.
Таблица 4
Допуски диаметров d
и
D1
| Шаг Р , мм | Наружная резьба | Внутренняя резьба | ||||||
| Степень точности | ||||||||
| 4 | 6 | 8 | 4 | 5 | 6 | 7 | 8 | |
| Допуск, мкм | ||||||||
| Td | TD1 | |||||||
| 0,2 | 36 | 56 | — | 38 | 48 | 60 | — | — |
| 0,25 | 42 | 67 | — | 45 | 56 | 71 | — | — |
| 0,3 | 48 | 75 | — | 53 | 67 | 85 | — | — |
| 0,35 | 53 | 85 | — | 63 | 80 | 100 | — | — |
| 0,4 | 60 | 95 | — | 71 | 90 | 112 | — | — |
| 0,45 | 63 | 100 | — | 80 | 100 | 125 | — | — |
| 0,5 | 67 | 106 | — | 90 | 112 | 140 | 180 | — |
| 0,6 | 80 | 125 | — | 100 | 125 | 160 | 200 | — |
| 0,7 | 90 | 140 | — | 112 | 140 | 180 | 224 | — |
| 0,75 | 90 | 140 | — | 118 | 150 | 190 | 236 | — |
| 0,8 | 95 | 150 | 236 | 125 | 160 | 200 | 250 | 315 |
| 1 | 112 | 180 | 280 | 150 | 190 | 236 | 300 | 375 |
| 1,25 | 132 | 212 | 335 | 170 | 212 | 265 | 335 | 425 |
| 1,5 | 150 | 236 | 375 | 190 | 236 | 300 | 375 | 475 |
| 1,75 | 170 | 265 | 425 | 212 | 265 | 335 | 425 | 530 |
| 2 | 180 | 280 | 450 | 236 | 300 | 375 | 475 | 600 |
| 2,5 | 212 | 335 | 530 | 280 | 355 | 450 | 569 | 710 |
| 3 | 236 | 375 | 600 | 315 | 400 | 500 | 630 | 800 |
| 3,5 | 265 | 425 | 670 | 355 | 450 | 560 | 710 | 900 |
| 4 | 300 | 475 | 750 | 375 | 475 | 600 | 750 | 950 |
| 4,5 | 315 | 500 | 800 | 425 | 530 | 670 | 850 | 1060 |
| 5 | 335 | 530 | 850 | 450 | 560 | 710 | 900 | 1120 |
| 5,5 | 355 | 560 | 900 | 475 | 600 | 750 | 950 | 1180 |
| 6 | 375 | 600 | 950 | 500 | 630 | 800 | 1000 | 1250 |
Таблица 5
Допуски диаметра d2
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Степень точности | |||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| Допуск Тd2 , мкм | |||||||||
| От 1 до 1,4 | 0,2 | 24 | 30 | 38 | 48 | (60) | (75) | — | — |
| 0,25 | 26 | 34 | 42 | 53 | (67) | (85) | — | — | |
| 0,3 | 28 | 36 | 45 | 56 | (71) | (90) | — | — | |
| Св. 1,4 до 2,8 | 0,2 | 25 | 32 | 40 | 50 | (63) | (80) | — | — |
| 0,25 | 28 | 36 | 45 | 56 | (71) | (90) | — | — | |
| 0,35 | 32 | 40 | 50 | 63 | 80 | (100) | — | — | |
| 0,4 | 34 | 42 | 53 | 67 | 85 | (106) | — | — | |
| 0,45 | 36 | 45 | 56 | 71 | 90 | (112) | — | — | |
| Св. 2,8 до 5,6 | 0,25 | 28 | 36 | 45 | 56 | (71) | — | — | — |
| 0,35 | 34 | 42 | 53 | 67 | 85 | (106) | — | — | |
| 0,5 | 38 | 48 | 60 | 75 | 95 | (118) | — | — | |
| 0,6 | 42 | 53 | 67 | 85 | 106 | (132) | — | — | |
| 0,7 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
| 0,75 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
| 0,8 | 48 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | |
| Св. 5,6 до 11,2 | 0,25 | 32 | 40 | 50 | 63 | (80) | — | — | — |
| 0,35 | 36 | 45 | 56 | 71 | 90 | — | — | — | |
| 0,5 | 42 | 53 | 67 | 85 | 106 | (132) | — | — | |
| 0,75 | 50 | 63 | 80 | 100 | 125 | (160) | — | — | |
| 1 | 56 | 71 | 90 | 112 | 140 | 180 | 224 | 280 | |
| 1,25 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | |
| 1,5 | 67 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | |
| Св. 11,2 до 22,4 | 0,35 | 38 | 48 | 60 | 75 | 95 | — | — | — |
| 0,5 | 45 | 56 | 71 | 90 | 112 | (140) | — | — | |
| 0,75 | 53 | 67 | 85 | 106 | 132 | (170) | — | — | |
| 1 | 60 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | |
| 1,25 | 67 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | |
| 1,5 | 71 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | |
| 1,75 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | 375 | |
| 2 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | |
| 2,5 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | |
| Св. 22,4 до 45 | 0,5 | 48 | 60 | 75 | 95 | 118 | — | — | — |
| 0,75 | 56 | 71 | 90 | 112 | 140 | (180) | — | — | |
| 1 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | |
| 1,5 | 75 | 95 | 118 | 150 | 190 | 236 | 300 | 375 | |
| 2 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | |
| 3 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | |
| 3,5 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | |
| 4 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | |
| 4,5 | 118 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | |
| Св. 45 до 90 | 0,5 | 50 | 63 | 80 | 100 | 125 | — | — | — |
| 0,75 | 60 | 75 | 95 | 118 | 150 | — | — | — | |
| 1 | 71 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | |
| 1,5 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | |
| 2 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | |
| 3 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | |
| 4 | 118 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | |
| 5 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | |
| 5,5 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | 670 | |
| 6 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | 710 | |
| Св. 90 до 180 | 0,75 | 63 | 80 | 100 | 125 | 160 | — | — | — |
| 1 | 75 | 95 | 118 | 150 | 190 | — | — | — | |
| 1,5 | 85 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | |
| 2 | 95 | 118 | 150 | 190 | 236 | 300 | 375 | 475 | |
| 3 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | |
| 4 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | |
| 6 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | 750 | |
| Св. 180 до 355 | 1,5 | 90 | 112 | 140 | 180 | 224 | 280 | 355 | — |
| 2 | 106 | 132 | 170 | 212 | 265 | 335 | 425 | 530 | |
| 3 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | |
| 4 | 140 | 180 | 224 | 280 | 355 | 450 | 560 | 710 | |
| 6 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | 800 | |
| Св. 355 до 600 | 2 | 112 | 140 | 180 | 224 | 280 | 355 | 450 | — |
| 4 | 150 | 190 | 236 | 300 | 375 | 475 | 600 | 750 | |
| 6 | 170 | 212 | 265 | 335 | 425 | 530 | 670 | 850 | |
Примечание. Значения, указанные в скобках, по возможности не применять.
Таблица 6
Допуски диаметра D2
| Номинальный диаметр резьбы d , мм | Шаг Р , мм | Степень точности | ||||||
| 4 | 5 | 6 | 7 | 8 | 9 | |||
| Допуск ТD2 , мкм | ||||||||
| От 1 до 1,4 | 0,2 | 40 | 50 | 63 | — | — | — | |
| 0,25 | 45 | 56 | 71 | — | — | — | ||
| 0,3 | 48 | 60 | 75 | — | — | — | ||
| Св. 1,4 до 2,8 | 0,2 | 42 | 53 | 67 | — | — | — | |
| 0,25 | 48 | 60 | 75 | — | — | — | ||
| 0,35 | 53 | 67 | 85 | — | — | — | ||
| 0,4 | 56 | 71 | 90 | — | — | — | ||
| 0,45 | 60 | 75 | 95 | — | — | — | ||
| Св. 2,8 до 5,6 | 0,25 | 48 | 60 | 75 | — | — | — | |
| 0,35 | 56 | 71 | 90 | — | — | — | ||
| 0,5 | 63 | 80 | 100 | 125 | — | — | ||
| 0,6 | 71 | 90 | 112 | 140 | — | — | ||
| 0,7 | 75 | 95 | 118 | 150 | — | — | ||
| 0,75 | 75 | 95 | 118 | 150 | — | — | ||
| 0,8 | 80 | 100 | 125 | 160 | 200 | 250 | ||
| Св. 5,6 до 11,2 | 0,25 | 53 | 67 | 85 | — | — | — | |
| 0,35 | 60 | 75 | 95 | — | — | — | ||
| 0,5 | 71 | 90 | 112 | 140 | — | — | ||
| 0,75 | 85 | 106 | 132 | 170 | — | — | ||
| 1 | 95 | 118 | 150 | 190 | 236 | 300 | ||
| 1,25 | 100 | 125 | 160 | 200 | 250 | 315 | ||
| 1,5 | 112 | 140 | 180 | 224 | 280 | 355 | ||
| Св. 11,2 до 22,4 | 0,35 | 63 | 80 | 100 | — | — | — | |
| 0,5 | 75 | 95 | 118 | 150 | — | — | ||
| 0,75 | 90 | 112 | 140 | 180 | — | — | ||
| 1 | 100 | 125 | 160 | 200 | 250 | 315 | ||
| 1,25 | 112 | 140 | 180 | 224 | 280 | 355 | ||
| 1,5 | 118 | 150 | 190 | 236 | 300 | 375 | ||
| 1,75 | 125 | 160 | 200 | 250 | 315 | 400 | ||
| 2 | 132 | 170 | 212 | 265 | 335 | 425 | ||
| 2,5 | 140 | 180 | 224 | 280 | 355 | 450 | ||
| Св. 22,4 до 45 | 0,5 | 80 | 100 | 125 | — | — | — | |
| 0,75 | 95 | 118 | 150 | 190 | — | — | ||
| 1 | 106 | 13,2 | 170 | 212 | 265 | 335 | ||
| 1,5 | 125 | 160 | 200 | 250 | 315 | 400 | ||
| 2 | 140 | 180 | 224 | 280 | 355 | 450 | ||
| 3 | 170 | 212 | 265 | 335 | 425 | 530 | ||
| 3,5 | 180 | 224 | 280 | 355 | 450 | 560 | ||
| 4 | 190 | 236 | 300 | 375 | 475 | 600 | ||
| 4,5 | 200 | 250 | 315 | 400 | 500 | 630 | ||
| Св. 45 до 90 | 0,5 | 85 | 106 | 132 | — | — | — | |
| 0,75 | 100 | 125 | 160 | — | — | — | ||
| 1 | 118 | 150 | 190 | 236 | 300 | 375 | ||
| 1,5 | 132 | 170 | 212 | 265 | 335 | 425 | ||
| 2 | 150 | 190 | 236 | 300 | 375 | 475 | ||
| 3 | 180 | 224 | 280 | 355 | 450 | 560 | ||
| 4 | 200 | 250 | 315 | 400 | 500 | 630 | ||
| 5 | 212 | 265 | 335 | 425 | 530 | 670 | ||
| 5,5 | 224 | 280 | 355 | 450 | 560 | 710 | ||
| 6 | 236 | 300 | 375 | 475 | 600 | 750 | ||
| Св. 90 до 180 | 0,75 | 106 | 132 | 170 | — | — | — | |
| 1 | 125 | 160 | 200 | 250 | — | — | ||
| 1,5 | 140 | 180 | 224 | 280 | 355 | 450 | ||
| 2 | 160 | 200 | 250 | 315 | 400 | 500 | ||
| 3 | 190 | 236 | 300 | 375 | 475 | 600 | ||
| 4 | 212 | 265 | 335 | 425 | 530 | 670 | ||
| 6 | 250 | 315 | 400 | 500 | 630 | 800 | ||
| Св. 180 до 355 | 1,5 | 150 | 190 | 236 | 300 | 375 | — | |
| 2 | 180 | 224 | 280 | 355 | 450 | 560 | ||
| 3 | 212 | 265 | 335 | 425 | 530 | 670 | ||
| 4 | 236 | 300 | 375 | 475 | 600 | 750 | ||
| 6 | 265 | 335 | 425 | 530 | 670 | 850 | ||
| Св. 355 до 600 | 2 | 190 | 236 | 300 | 375 | 475 | — | |
| 4 | 250 | 315 | 400 | 500 | 630 | 800 | ||
| 6 | 280 | 355 | 450 | 560 | 710 | 900 | ||
Необходимые инструменты для нарезания
Нарезки широко используются в быту и на производстве, поэтому инструменты для изготовления рези широко распространены. Существует несколько видов приспособлений для нарезания:
- Резьбовые фрезы — это многозубчатые инструменты, в которых процесс резьбонарезания по отношению к резцам более производительный. Подразделяются на гребенчатые цилиндрические, дисковые, гребенчатые сборные, головки для скоростного фрезерования.
- Плашки — многолезвийный инструмент для создания наружной рези. Различают круглые, цельные, раздвижные приспособления, разрезные плашки.
- Резьбовые головки — это специальные изделия для нарезания внутренней и внешней рези, имеют ряд преимуществ по сравнению с круглыми плашками. В зависимости от конструкции гребенок головки бывают с круглыми радиальными, плоскими тангенциальными и плоскими радиальными гребенками.
- Метчики — это осевой инструмент, состоящий из нескольких лезвий, предназначенный для нарезания внутренней рези. Различают следующие виды: ручные, станочные, гаечные, машинные, маточные и т.д.
- Резьбовые резцы — это инструмент для точной машинной нарезки внутренней и наружной рези. Они подразделяются на стержневые, однониточные и многониточные фасонные.
Как обозначаются соединения деталей с резьбой
Все характеристики трубной конической резьбы указаны в ГОСТ 6211–81. Отечественные стандарты совместимы с зарубежными аналогами: ISO R7, DIN 2999, BS 21, JIS B 0203. Обозначается этот вид резьбы английскими буквами R (наружная) и Rc (внутренняя). В ГОСТе описывается профиль, размеры и допуски соединения. Детальный чертеж показывает характерные особенности соединения. Дополнительные приложения регламентируют подготовку деталей для работы. Сводная таблица основных параметров трубной резьбы является основанием для контроля качества и размеров изделия.
Особое внимание уделяется тому, как делается обозначение соединения. Если используется два вида резьбы, то записываются они в виде дроби. Числитель — это внутренняя, знаменатель наружная часть соединения. Например, Rp/R 3/4 LH. Это означает, что резьба левая, номиналом три четверти дюйма, внутренняя цилиндрическая, а наружная коническая трубная. Совмещение разных видов часто используется в ремонтной практике. Так восстанавливают работоспособность сантехнических, газовых приборов. Конусная резьба предпочтительнее там, где нужна надежная герметизация.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: stankiexpert.ru