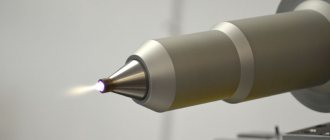
Плазменная резка — технологическая операция разделения материалов, при которой роль режущего инструмента играет струя плазмы. Суть процесса плазменной резки — высокоскоростное прохождение через сужающееся отверстие (сопло) потока ионизированного газа, т. е. плазмы, которая выступает проводником электрического тока между горелкой (плазмотроном) и разрезаемым материалом. Она нагревает, расплавляет изделий. Затем высокоскоростной поток плазмы механически сдувает расплав, разделяя.
Температура плазменного потока варьирует от 5000 °C до 30000 °C, скорость — от 500 м/с до 1500 м/с.
Основное назначение операции — разрезание металлических элементов с толщиной до 25 мм. Максимальная толщина материала при плазменной резке не превышает 200 мм. Величина толщины металла, разрезаемого плазмой, зависит от его теплопроводности. А именно: чем больше теплопроводность металла, тем тоньше изделие, которое возможно разрезать. Для получения струи плазмы используют:
- неактивные газы (азот, водород, пар воды) — плазменная резка цветных металлов;
- для разрезания черных металлов активные газы (кислород, воздух).
Преимущества, недостатки метода плазменной резки
Отметим основные преимущества данной технологической операции:
- плазменная резка используется как для черных (сталь, чугун), так и для цветных (алюминий, медь) металлов. Также можно разрезать неметаллические материалы (бетон);
- высокая скорость, производительность, точность;
- возможность вырезать фигуры сложной конфигурации;
- отличное качество кромочной поверхности. Кромку не надо подвергать дополнительной механической обработке;
- безопасность, экологичность технологического процесса. В нем не используют горючий газ и сжатый кислород, практически отсутствуют вредные выбросы;
- универсальность операции: возможность резать детали большой ширины, трубные заготовки, выполнять рез под определенным углом;
- перед работой заготовку не надо предварительно нагревать. Это существенно экономит время технологической операции.
Но в современном, инновационном процессе плазменной резки присутствуют и отрицательные моменты:
- при раскрое заготовок большой толщины необходимо использовать источники электричества высокой мощности;
- необходимость привлекать для работы обученный квалифицированный персонал;
- ограничение по толщине обрабатываемых деталей;
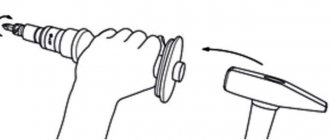
- работа по плазменной резке сопровождается высоким уровнем шума;
- высокая цена оборудования.
Резка труб в трассовых условиях
- Справочник ТПА
- ГОСТ 9702-87 Краны конусные и шаровые. Основные параметры
- Резка труб в трассовых условиях Резка труб в трассовых условиях
Резка труб в трассовых условиях Резка труб в трассовых условиях 4.1. В качестве горючего газа при кислородной резке можно применять ацетилен или его заменители: пропан, пропано-бутановые смеси, природный газ, а также керосин или бензин. 4.2. К работе с аппаратурой для ручной машинной кислородной и плазменной резки и ее ремонту допускают квалифицированных резчиков, знающих устройство, правила обслуживания и ремонта аппаратуры. Независимо от наличия удостоверения резчик должен сдать экзамен по техминимуму квалификационной комиссии монтажного управления. 4.3. Машинная кислородная резка 4.3.1. Механизированную резку следует выполнять газорезательными машинами «Орбита-2» или «Спутник-3». 4.3.2. Перед резкой следует удалить из трубы на участке длиной не менее 0,5-1,0 м снег и грязь, так как наличие влаги ухудшает качество реза и структуру металла кромки. 4.3.3. Разрезаемый участок трубы шириной 50-100 мм по периметру необходимо тщательно зачистить механической или ручной проволочной щеткой. На поверхности трубы не должно быть слоя праймера, следов изоляции, окалины, ржавчины, пыли, масляных и жировых загрязнений. Резка неочищенного металла приводит к значительному снижению производительности процесса, ухудшению качества поверхности реза. 4.3.4. Скорость резки и давление кислорода должны соответствовать табл.43. Таблица 43
| Толщина металла, мм | Режимы машинной резки при применении | |||||
| ацетилена | пропана | |||||
| Скорость резки, мм/мин | Давление кислорода, МПа | Давление горючего газа, МПа | Скорость резки, мм/мин | Давление кислорода, МПа | Расход горючего газа, л/м | |
| 5-10 | 600-400 | 0,35-0,4 | 0,04-0,045 | 500-400 | 0,4-0,45 | 25-35 |
| 10-20 | 500-400 | 0,4 -0,5 | 0,04-0,045 | 400-300 | 0,45-0,55 | 35-45 |
| 20-30 | 400-350 | 0,5-0,7 | 0,045-0,05 | 300-350 | 0,55-0,75 | 45-55 |
4.3.5. Резку начинают прожиганием в теле трубы отверстия следующим образом: резак подводят к месту пробивки отверстия, зажигают горючую смесь резака, разогревают место пробивки до температуры воспламенения в струе кислорода и постоянно включают подачу режущего кислорода. 4.3.6. После пробивки отверстия включают привод перемещения резака по периметру трубы. 4.3.7. Резку труб производят по замкнутому периметру трубы, начиная с нижнего положения. 4.3.8. В процессе резки необходимо следить за соблюдением выбранного режима, т.е. сохранять неизменными состав смеси, расстояние между мундштуком резака и металлом, скорость резки, давление газов. 4.3.9. Шероховатость кромки реза не должна превышать 0,16 и 0,32 мм при толщине разрезаемого металла соответственно 5-15 и 16-30 мм, что соответствует 3-му классу по ГОСТ 14792-80. 4.3.10. Перед сваркой после машинной газокислородной резки необходимо тщательно удалить с кромки реза грат и окалину. 4.3.11. По кромкам после машинной газокислородной резки разрешается выполнять ручную дуговую сварку электродами с основным видом покрытия, автоматическую сварку под флюсом по ручной подварке и двустороннюю. 4.3.12. Сварку электродами с покрытием целлюлозного типа разрешается выполнять только после механической обработки кромок реза или зачистки их шлифмашинками. 4.3.13. Резка труб при отрицательных температурах окружающего воздуха может сопровождаться появлением трещин в кромке реза. 4.3.14. Во избежание образования трещин и получения более пластичного металла у линии реза в зависимости от состава стали, толщины металла, режима резки необходимо применять предварительный подогрев. 4.3.15. Необходимость подогрева, выбор температуры подогрева для машинной кислородной резки определяются в соответствии с табл.44 в зависимости от эквивалента углерода стали и вида используемого газа (ацетилена, пропана).
Таблица 44
| Эквивалент углерода, % | Ацетилен | Пропан | ||||||
| Толщина стенки трубы, мм | ||||||||
| 10 | 15 | 20 | 25 | 10 | 15 | 20 | 25 | |
| 0,3-0,4 | А | А | А | А | А | А | А | А |
| 0,41-0,50 | А | А | Б (-30°С) | Б (0°С) | А | А | А | Б (-40°С) |
| 0,51-0,56 | А | В (-30°С) | В (0°С) | В (+20°С) | А | А | Б (-30°С) | В (0°С) |
Примечания: А — резка без подогрева при температурах воздуха до -50 С; Б — подогрев до +50°С необходим при температуре воздуха ниже температуры, указанной в скобках; В — подогрев до +100°С при температуре ниже температуры, указанной в скобках. 4.3.16. При поступлении новых труб из сталей повышенной прочности с толщиной стенки более 25 мм рекомендуется проверять металл труб на закаливаемость при машинной кислородной резке путем загиба образцов по схеме, приведенной на рис.21.
Рис.21. Схема нагружения образца при испытании на угол загиба
4.3.17. Размеры образца принимают в соответствии с ГОСТ 6996-66: диаметр нагружающей оправки , толщина образца (но не более 16 мм); — толщина стенки трубы, мм. 4.3.18. Угол загиба должен быть не менее 30°. На поверхности реза не допускается появление развивающихся трещин, видимых невооруженным глазом. 4.3.19. Если при загибе образцов до 30° на кромке реза появляются трещины, следует откорректировать режимы резки, применив предварительный подогрев (либо повысив температуру подогрева), или увеличить мощность подогревающего пламени резака. 4.3.20. Предварительный подогрев следует выполнять стационарными кольцевыми подогревателями, применяемыми для подогрева стыков труб перед сваркой. 4.3.21. Сброс подлежащих сварке труб или катушек в снег или в воду до полного их остывания после завершения процесса резки не допускается. 4.3.22. Правку концов труб после кислородной резки металла с нормативным значением временного сопротивления разрыву до 540 МПа при положительных температурах воздуха можно выполнять без подогрева; при отрицательных температурах окружающего воздуха перед правкой необходим подогрев до 150-200°С. 4.3.23. При отрицательных температурах воздуха испарение горючих газов, как правило, прекращается. В этом случае баллон следует поместить в емкость с непрерывно подогреваемой горячей водой. 4.3.24. При замерзании рукавов и редуктора их следует отогревать горячей водой с последующей продувкой воздухом и протиркой с внешней стороны. Вода и воздух не должны иметь примеси жиров и масел. 4.4. Ручная кислородная резка 4.4.1. Ручную кислородную резку труб следует выполнять резаками «Маяк-1-02», «Маяк-2-02», РУА-70, «Факел», РУЗ-70, РК-71, РЗР-62, «Пламя». Резаки «Маяк-2-02», «Пламя», «Факел» и РУА-70 предназначены для ацетилено-кислородной резки; резаки «Маяк-2-02», РУЗ-70 и РЗР-62 — для кислородной резки с использованием газов-заменителей ацетилена, резак РК-71 — для резки керосином. В комплект поставки ручного резака входят внутренние и наружные мундштуки, сменные мундштуки, ключ, уплотнительные кольца. 4.4.2. Новые резаки перед использованием должны быть проверены в мастерской по ремонту газорезательной аппаратуры (а где ее нет — слесарями, имеющими право на ремонт газорезательной аппаратуры) на подсос, герметичность и горение. Проверке подвергают каждый резак, так как завод-изготовитель проводит выборочную проверку партии, а не проверяет все выпускаемые резаки. 4.4.3. Прежде чем начать работу, необходимо проверить правильность присоединения рукавов к резаку (кислородный рукав присоединяют к штуцеру с правой резьбой, рукав горючего газа — к штуцеру с левой резьбой), инжекцию в каналах горючего газа, герметичность всех разъемных соединений. 4.4.4. Утечку газа в резьбовых соединениях устраняют их подтягиванием. 4.4.5. Рабочие давления кислорода и ацетилена устанавливают в соответствии с режимом резки, приведенном в табл.45.
Таблица 45
| Толщина трубы, мм | Номер мундштука | Скорость резки, мм/мин | Давление кислорода, МПа | Давление ацетилена, МПа | |
| наружного | внутреннего | ||||
| 8-10 | 1 | 1 | 400-350 | 0,3 | Не менее 0,01 |
| 10-25 | 1 | 2 | 350-250 | 0,4 | Не менее 0,01 |
4.4.6. При сильном нагреве наконечника его следует охлаждать чистой водой. Чтобы вода не попала в каналы резака, закрывают только вентиль горючего газа, оставляя кислородный вентиль открытым. 4.4.7. При засорении каналов мундштуков их необходимо прочищать медной или алюминиевой иглой. 4.4.8. Все мелкие неисправности: перекос мундштуков, негерметичность соединений, засорение инжекторов и каналов мундштука, нагар и брызги на поверхности мундштука, отсутствие подсоса в канале горючего газа, частые хлопки пламени, неисправность вентилей устраняет резчик. 4.4.9. Ручную кислородную резку труб из низкоуглеродистых и низколегированных сталей, в том числе и при отрицательной температуре окружающего воздуха, можно выполнять без каких-либо технологических ограничений. Основным требованием при этом является получение ровного реза и требуемых параметров разделки. 4.4.10. Правку концов труб после кислородной резки металла с нормативным значением временного сопротивления разрыву до 540 МПа при положительных температурах воздуха можно выполнять без подогрева; при отрицательных температурах окружающего воздуха перед правкой необходим подогрев до 150-200°С. 4.5. Воздушно-плазменная резка 4.5.1. Для механизированной воздушно-плазменной резки труб при строительстве магистральных трубопроводов предназначена установка «Орбита ПЛ-1». 4.5.2. Для выполнения резки контейнер с установкой необходимо расположить на расстоянии не менее 1,5-2 м от разрезаемой трубы. 4.5.3. На обрабатываемую трубу монтируют направляющий пояс, соответствующий ее диаметру. Дли обеспечения точности резки необходимо произвести тщательную выверку установки направляющего пояса. Ходовую часть машины «Орбита» монтируют на направляющий пояс. 4.5.4. Поверхность трубы в месте, где начинается рез и где должно произойти возбуждение основной дуги, очищают от окалины, грязи, масла, ржавчины, краски, а полость трубы — от грязи, снега и др. При резке изолированных труб место начала реза необходимо очистить от изоляции, после чего в этом месте зачистить поверхность трубы до металлического блеска. 4.5.5. Перед началом работы необходимо проверить в источнике питания: состояние электрических проводов и контактов; соответствие напряжения сети напряжению, указанному на маркировке источника питания; подключение источника питания к компрессору. 4.5.6. Плазмотрон соединяют с источником питания, для этого необходимо подключать по порядку: воздухотокоподвод; вилку высоковольтного провода вспомогательной дуги; вставку штепсельного разъема провода управления к колодке. 4.5.7. Один конец кабеля «+» подключают к клемме «+» источника питания, а другой — к обрабатываемой трубе. 4.5.8. Плазмотрон закрепляют в державке суппорта ходовой части машины «Орбита». 4.5.8.1. Расстояние между плазмотроном и поверхностью разрезаемой трубы должно быть 10-15 мм, а его положение не должно изменяться в процессе резки. 4.5.8.2. Угол наклона плазмотрона к образующей трубы должен соответствовать требуемому углу скоса кромок. 4.5.9. Электрический кабель привода ходовой части машины «Орбита» присоединяют к блоку питания через переходную коробку. 4.5.10. Для обеспечения безопасности работы проверяют двойную или усиленную изоляцию кабеля, соединяющего знак «-» выпрямителя с плазмотроном, двойную изоляцию места подключения этого кабеля к выпрямителю и к плазмотрону; корпус выпрямителя должен быть изолирован от всех частей установки. 4.5.11. Выпрямитель подключают к сети переменного тока 3х380+0 через автоматические выключатели. 4.5.12. При отрицательных температурах воздуха перед началом работы ходовую часть машины «Орбита» включают для работы при повышенных скоростях вхолостую в течение 2-3 мин с тем, чтобы разогреть смазку в механическом редукторе. 4.5.13. Шланги, кабель, ведущие от источника питания к плазмотрону, располагают таким образом, чтобы в процессе движения машины вокруг трубы они не мешали работе плазмотрона. 4.5.14. Для подачи напряжения на все устройства установки ручку автоматического выключателя устанавливают в положение «включено». 4.5.15. Включают компрессоры, а на источнике питания УПР-201 с помощью регулятора давления устанавливают давление воздухе 0,4 МПа. 4.5.16. На источнике питания по указателю с помощью резистора регулирования рабочего тока устанавливают требуемую силу тока в соответствии с режимами воздушно-плазменной резки, приведенными в табл.46.
Таблица 46
| Толщина металла, мм | Сила тока, А | Напряжение, В | Скорость резки, м/мин |
| 9-15 | 150-170 | 115-120 | 1,2-0,8 |
| 16-25 | 170-200 | 110-115 | 1,0-0,6 |
4.5.17. Прежде чем приступить непосредственно к резке, необходимо проверить зажигание дежурной дуги. Для этого плазмотрон в державке поднимают на расстояние 150-200 мм от поверхности разрезаемой трубы, нажимают кнопку «пуск» на выносном пульте; при этом из сопла должен показаться видимый прерывистый факел вспомогательной дуги. Вспомогательная дуга может не возбудиться по следующим причинам: неисправен источник питания, давление воздуха выше допустимого, нарушена изоляция пластмассовой втулки в плазмотроне, неправильно собран плазмотрон. 4.5.18. В том случае, если вспомогательная дуга возбуждается, ее отключают, нажав кнопку «стоп», а плазмотрон устанавливают над точкой начала резки на высоте 10-15 мм от поверхности трубы. 4.5.19. Тумблером на выносном пульте включают движение машины «Орбита» в выбранном направлении (направление движения должно быть таким, чтобы поток плазмы сдувал расплавленный металл с кромки, предназначенной для сварки). 4.5.20. Нажимают кнопку «пуск» на выносном пульте. При этом между электродом и соплом плазмотрона с помощью осциллятора зажигается вспомогательная дуга, которая выдувается из сопла в виде плазменного факела длиной 10-15 мм. При касании факела вспомогательной дуги металла трубы между электродом плазмотрона и металлом трубы возникает режущая дуга. Вспомогательная дуга при этом автоматически отключается. 4.5.21. Для того чтобы окончательно отрегулировать скорость движения машины «Орбита», вращают регулятор скорости на выносном пульте; при этом отклонение факела дуги от оси резака должно составлять 20-30°. 4.5.22. При воздушно-плазменной резке следует соблюдать: установленный режим резки (следует обратить внимание на правильную форму и постоянство отклонения факела дуги); стабильность горения дуги; непрерывность процесса резки; постоянное рабочее давление воздуха по манометру; постоянное расстояние между резаком и поверхностью разрезаемой трубы (в пределах 10-15 мм). 4.5.23. После окончания резки обрывают дугу, нажав кнопку «стоп». 4.5.24. При износе пленочного катода в результате испарения материала вставки на глубину более 3,5 мм его следует заменить. 4.5.25. После остывания кромки с поверхности реза проволочной щеткой и зубилом удаляют шлак и грат. Поверхность реза подвергают внешнему осмотру для проверки качества поверхности реза. 4.5.25.1. Несовмещение начала и конца кольцевого реза не должно превышать 2 мм (рис.22). При сварке захлестов (для уменьшения погрешности реза при обрезке торца второй трубы) плазмотрон устанавливают в точке, диаметрально противоположной началу реза первой трубы.
Рис.22. Несовмещение начала и конца реза
4.5.25.2. Шероховатость поверхности измеряют по фактической высоте микронеровностей на поверхности реза. Она определяется на базовой длине не менее 8 мм по 10 точкам в середине толщины разрезаемой трубы. Шероховатость не должна превышать 1,0 мм при толщине металла трубы 5-12 мм и 1,2 мм — при толщине 13-30 мм (ГОСТ 14792-80) (рис.23).
Рис.23. Шероховатость поверхности реза
4.5.25.3. Косина реза (отклонение от перпендикулярности по отношению к продольной оси трубы) не должна превышать 2 мм. 4.5.26. В том случае, если качество поверхности реза не соответствует требованиям п.4.5.25, его следует исправить, зашлифовывая шероховатость и ступеньки на поверхности до заданных значений. 4.5.27. Во избежание образования пор при сварке (возможно насыщение азотом поверхности реза) поверхность реза необходимо зачистить абразивным кругом (шлифовальной машинкой) до металлического блеска (на глубину 0,3-0,5 мм) с образованием в нижней части притупления величиной 1,5-2 мм. 4.5.28. При скорости ветра более 5 м/с и атмосферных осадках выполнять резку без укрытия рабочего места не рекомендуется. 4.6. Ручная и машинная воздушно-дуговая резка (выборка дефектов швов и основного металла) 4.6.1. К воздушно-дуговой резке допускают квалифицированных резчиков или сварщиков, знающих устройство и правило обслуживания оборудования. Независимо от наличия удостоверения резчик (сварщик) должен сдать экзамен по техминимуму квалификационной комиссии монтажного управления. 4.6.2. Механизированную воздушно-дуговую поверхностную резку выполняют на установке воздушно-дуговой резки. 4.6.3. Ручную воздушно-дуговую резку выполняют с помощью резака РВДм — 315. 4.6.4. Для воздушно-дуговой резки следует использовать угольные или графитовые электроды круглого сечения диаметром 6-12 мм. Рекомендуемая плотность тока на электроде 4-6 А/мм . 4.6.5. Перед началом работы электроды необходимо прокалить в печи при температуре 150-200°С в течение 3-4 ч для предупреждения их возможного взрывного разрушения при работе из-за скопившейся в порах влаги. 4.6.6. Установку воздушно-дуговой резки подготавливают к работе в следующем порядке: на обрабатываемую трубу монтируют направляющий пояс, соответствующий ее диаметру; транспортирующее устройство с установленным на нем подающим механизмом с электрододержателем фиксируют на направляющем поясе; к установке воздушно-дуговой резки подключают токоведущие коммуникации от источника питания и газоведущие коммуникации от компрессора; в электрододержатель установки вставляют угольный электрод. Расстояние между электродом и обрабатываемым изделием должно быть не менее 5 мм; по манометру устанавливают рабочее давление сжатого воздуха (0,4-0,6 МПа); на выносном пульте управления устанавливают требуемые скорость резки, скорость подачи электрода; подключают источник питания к сети; устанавливают требуемые параметры тока и напряжения. 4.6.7. Подготовку к ручной воздушно-дуговой резке выполняют в следующем порядке: подсоединяют токоведущие коммуникации резака РВДм-315 к источнику питания, а газоведущие коммуникации — к компрессору; угольный электрод вставляют в резак таким образом, чтобы вылет электрода составил 100-120 мм; по манометру устанавливают рабочее давление сжатого воздуха (0,4-0,6 МПа); подключает источник питания к сети. 4.6.8. Процесс машинной и ручной резки следует выполнять на постоянном токе обратной полярности (плюс на электроде). 4.6.9. Диаметр угольного электрода следует выбирать в зависимости от глубины выплавляемой канавки (глубины залегания дефекта) в сварном соединении (табл.47). 4.6.10. Поверхностную воздушно-дуговую резку, в зависимости от глубины залегания дефектов, следует выполнять на режимах, приведенных в табл.47.
Таблица 47
| Размеры реза, мм | Диаметр электрода, мм | Сила тока, А | Напряжение, В | ||
| глубина | ширина | радиус канавки | |||
| 10,0-12,0 | 12,0-14,0 | 5,0 | 10-12 | 480-500 | 45-50 |
| 8,0 | 11,0 | 4,0 | 8 | 400-420 | 55-60 |
| 7,0 | 10,0 | 3,5 | 6 | 300-330 | 55-60 |
Примечание. Скорость резки 30-35 м/ч; угол наклона электрода 40-45°; давление воздуха 0,4-0,6 МПа. 4.6.11. Направление резки должно быть углом вперед, так как в противном случае не происходит выдувания расплавленного металла. Чем меньше угол между электродом и обрабатываемым металлом, тем меньше глубина канавки и тем больше должна быть скорость резки. 4.6.12. При ручной резке зажигание дуги рекомендуется производить на выводной пластине. При зажигании дуги на шве рекомендуется дугу переместить быстро назад на 5-10 мм и лишь с этого места начинать резку. В этом случае зона зажигания дуги будет полностью удалена в процессе резки. 4.6.13. Вследствие инерционности установления требуемой глубины проплавления начало реза должно находиться на расстоянии не менее 50 мм от места залегания дефекта. 4.6.14. В процессе ручной воздушно-дуговой резки вследствие обгорания электрода его вылет уменьшается, поэтому необходимо периодически перемещать электрод в держателе, восстанавливая вылет электрода до 100-120 мм. 4.6.15. Следует соблюдать равномерность перемещения электрода при резке, так как колебания скорости перемещения приводят к изменению глубины и ширины канавки по ее длине. 4.6.16. Необходимо поддерживать постоянной скорость подачи электрода, так как от этого зависит постоянство длины дуги, стабильность ее горения и качество реза. При малой скорости подачи электрода длина дуги увеличивается и устойчивость процесса резки нарушается. Увеличение скорости подачи электрода при поверхностной воздушно-дуговой резке приводит к тому, что лобовая кромка реза не успевает расплавиться и электрод как бы врезается в металл. Дуга гаснет, процесс резки прерывается. 4.6.17. Необходимо избегать коротких замыканий электрода на обрабатываемый металл, так как этот процесс сопровождается науглероживанием обрабатываемой поверхности. 4.6.18. При частичном или полном разрушении электрода в процессе резки следует остановить процесс и тщательно зачистить рабочую поверхность, удалив частицы электрода. 4.6.19. Поверхность реза следует зачистить от грата абразивными кругами с использованием шлифовальной машинки до металлического блеска (на глубину 0,3-0,5 мм) после завершения удаления дефектов из сварного соединения воздушно-дуговой резкой. При этом можно избежать дефектов при последующей заварке канавки.
Портал трубоводной арматуры Armtorg.ru
г. Барнаул, Заводской 9-й проезд, 5г/8.
+7 (3852) 567-734; +7 (3852) 226-927
Поделиться
Предыдущая статья Следующая статья
← вернуться в раздел ГОСТ 9702-87 Краны конусные и шаровые. Основные параметры ← вернуться в оглавление справочника
Последние зарегистрированные компании(Зарегистрировать
Россия, Санкт-Петербург
НПП ТрубТехАрматура
Россия, Свердловская область
ООО ПК «Мегаполис»
Россия, Свердловская область Облако товаров
.Другое ….2068 Блоки предохранительных клапанов146 Вентили бронзовые137 Вентили стальные949 Вентили чугунные570 Вентили энергетические144 Задвижки нержавеющие370 Задвижки стальные2163 Задвижки стальные — ХЛ371 Задвижки чугунные1102 Задвижки энергетические86 Затворы стальные294 Затворы чугунные335 Испытательное оборудование для ТПА119 Клапана обратные974 Клапана отсечные61 Клапана предохранительные1120 Клапана регулирующие560 Клапана энергетические128 Компенсаторы сильфонные203 Конденсатоотводчики стальные55 Конденсатоотводчики чугунные67 Котельное оборудование220 Краны бронзовые149 Краны нержавеющие179 Краны стальные608 Краны стальные — ХЛ87 Краны чугунные149 Манометры88 Метизы433 Насосы246 Отводы1081 Отопительное оборудование96 Переключающие устройства46 Переходы461 Пожарная арматура48 Радиаторы33 Регулирующая арматура341 Ремонтное оборудование для ТПА53 Счетчики воды159 Термометры47 Тройники492 Трубы702 Указатели уровня71 Уплотнительные материалы67 Фильтры, грязевики410 Фитинги206 Фланцы2400 Шаровые краны1244 Электроприводы251
Оборудование для плазменной резки металла
Для осуществления раскроя с помощью плазмы необходимо получить непосредственно саму плазменную дугу. Для этого используют специальный аппарат — плазмотрон, который состоит из:
- сопла — выходного отверстия для плазмы;
- электрода, изготовленного из металла с высоким показателем температуры плавления (вольфрам, цирконий);
- канала для подачи сжатого газа (воздуха, очищенного кислорода);
- изолирующего элемента, который одновременно играет роль охладителя.
Часть конструкционных элементов плазмотрона, которая работает в зоне высоких температур и значительных динамических нагрузок, может изнашиваться, требовать периодической замены. К таким элементам относят:
— электроды;
— сопло плазмотрона;
— изолирующие узлы;
— диффузор, где происходит закручивание потока рабочего газа.
Кроме того, расходными элементами считаются различные защитные экраны, кожухи, которые делают работу с плазмотроном более комфортной.
Износ расходных деталей может привести к ухудшению качества реза, поломке дорогостоящего оборудования. Поэтому необходимо, вовремя выявлять износ расходных элементов, проводить их замену.
В состав установки для осуществления плазменной резки входит:
- трансформатор либо инвертор, преобразователь тока для создания электрической дуги;
- компрессор для подачи газа под давлением;
- плазмотрон для получения потока;
- трубка для подачи воздуха, соединенная с электрическим кабелем.
Хотя самый важный технологический процесс происходит в плазмотроне, но при отсутствии любого другого элемента оборудования плазменная резка невозможна.
Видео описание
Горынычъ — аппарат плазменной сварки и резки
Итак, газ в плазмотроне нагревается от плазменной дуги, что приводит к его ионизации. Объем горячего газа за счет свойства теплового расширения увеличивается от 50-ти до 100-а раз, что способствует скоростному выбросу из сопла. Получается, что кинетическая и тепловая энергия являются главной причинно появления мощного энергетического потока у плазменной сварки. Следует еще отметить, что в плазмотроне обычно применяются горелки постоянного тока.
Существует несколько разновидностей таких агрегатов:
- дуга находится между плавящимся электродом и сварочной ванной;
- дуга находится между НЕ плавящимся электродом и сварочной ванной, а плазма выбрасывается струей газа.
Примечание: для образования плазмы используются такие газы, как аргон (Ar), азот (N2), кислород (O2) или обычный воздух.
Также все сварки такого типа различаются по величине силы тока:
- малые (микроплазменные) – 0,1-50 А;
- средние – 50-150 А;
- большие от 150 А и выше.
Если микроплазменный вариант позволяет избежать прожогов в свариваемых деталях, то агрегаты, работающие на больших токах, проплавляет металл толщиной до 8 мм за один проход без кромочной разделки, что позволяет без особых затруднений резать заготовки. Вполне естественно, что на средних токах вы сможете как варить, так и резать металл.
Процесс работы плазмотрона
После нажатия кнопки в аппарат поступает электрический ток и внутри загорается, распространяется по всей площади канала первичная электрическая дуга с температурой около 8000 °C.
Компрессор начинает подавать в канал с первичной дугой сжатый воздух, который проходя по каналу, разогревается, приобретает свойства ионизированного газа, проводящего электрический ток. Из-за высоких температур нагрева воздух расширяется в объеме в 50-100 раз. Это значительно увеличивает давления газа.
Затем по каналу раскаленный, расширенный поток газа поступает в сопло, которое сужает его и делает более концентрированным. Поток воздуха, преобразованный в плазму, вылетает из отверстия сопла с огромной скоростью (около 3 км/с). При этом температура ионизированного потока возрастает в разы.
Именно такой ионизированный, раскаленный до огромной температуры газ, и является плазмой, посредством которой осуществляется раскрой.
Станок с числовым программным управлением
Станок для плазменной резки труб с ЧПУ
Станки позволяют осуществлять плазменную резку труб высокой точности с минимальным браком благодаря наличию ЧПУ. Сам станок управляется контроллером или отдельным компьютером. Программа управления создается исходя из объемной модели формы среза. При наличии образца его можно отсканировать специальным сканером, что позволит сформировать 3D изображение в электронном виде.
Важно! Варьируя диаметр плазмотронов, скорость прохода и угол наклона, можно получить качественный срез любой сложности.
Основные узлы, которыми оснащен труборез с ЧПУ:
- плазмотрон;
- контроллер;
- стол для раскроя;
- суппорт для перемещения резака;
- агрегаты для подвода газа, электричества и воды.
Разновидности плазменной резки
Разделение с помощью плазмы классифицируется по ряду признаков.
По способу резания:
- дугой. В этом случае разрезаемый материал выступает частью электрической цепи;
- струей. Материал не является часть цепи. Электрическая дуга образуется между электродами.
По глубине реза различают:
- поверхностную, при которой изделие не разделяется на части;
- разделительную, при которой металл делится на несколько отдельных частей.
Чаще эксплуатируется разделительная плазменная резка.
По свойствам среды, в которой происходит технологический процесс:
- обычный вид раскроя с использованием окружающего воздуха.
- резка с использованием защитного газа.
- раскрой с использованием воды.
В последнем случае вода защищает рез от воздействия окружающей среды, остужает резак (плазмотрон), впитывает вредные испарения.
Преимущества
Плазменные резаки для металла часто используются на строительных площадках и в частных мастерских. Востребованность объясняется преимуществами плазмореза:
- С помощью плазмотрона можно обрабатывать разные виды металлов и сплавов.
- Не нужно подготавливать рабочую поверхность. Высокого качества обработки можно достичь без очистки металла от ржавчины и краски.
- При аккуратном и медленном ведении резака по обрабатываемой поверхности получается высокоточный рез. Не остаётся окалин и наплывов.
- Даже при не большой толщине металлического листа, он не будет повреждён из-за сильного нагревания. Связано это с особенностями используемого оборудования.
- С помощью плазмореза можно делать ровные, фигурные резы.
Во время работы плазмотрона практически не выделяется вредных веществ, что делает процесс обработки безопасным для здоровья.
Плазменная резка металлов — технологический процесс с использованием специального инструмента, который позволяет разрезать металлические листы. Выбор плазмотрона зависит от того, какие материалы будут обрабатываться. Если устройство выбрано неправильно, плазменная дуга не сможет разрезать металлическую заготовку.
Виды систем для резки
Системы различаются в зависимости от вида плазменного газа, предусмотренного технологией.
Обычные системы используют в виде газа окружающий воздух. Сила тока при таком процессе составляет от 12-20 тыс. А/дюйм². Форма потока плазмы зависит от отверстия сопла. Подобные системы используют как для ручного, так и для механизированного раскроя. Допускаются отклонения в размерах разрезаемой детали.
Высокочастотные системы (с высокой плотностью тока) применяют для плазменной резки с повышенной точностью. В качестве плазменного газа применяют очищенный воздух, кислород, смеси водорода, азота. В технологическом процессе эксплуатируют плазмотроны и расходные материалы более сложной конструкции. Сила тока при высокочастотном разделении составляет 40-50 тыс. А/дюйм². Основная цель — добиться повышенной точности при фокусировке дуги, получить высокое качество реза.
Наиболее популярные в России аппараты плазменной сварки
Это генератор электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации и предназначается для металлов Источник севпроект.рф
МППК (многофункциональный портативный плазменный комплекс) Горыныч рассчитан на выработку плазм из жидкости – воды или водно-спиртовой смеси, где пар выполняет защитную функцию. Такие агрегаты производят с силой тока 8,10 и 12 A и при этом они универсальны, то есть, Горыныч может, как резать, так и варить разные детали, но это не все. Задав необходимую мощность, аппарат можно использовать в качестве паяльной лампы, кузнечного горна и даже огнетушителя, если в качестве жидкости используется вода. МППК достаточно легок – масса плазмотрона с кабелем и шлангом не превышает 5,4 кг, а для его питания нужна обычная розетка ≈220±22 V и 50 A. Агрегат создает дугу прямой полярности с КПД не менее 80%.
Являясь аппаратами нового поколения, обладая повышенным качеством, он более чем в 2,5 раза экономичней и в 5 раз легче используемых плазмотронов Источник eduard-romanov.uaprom.net
Если говорить о деньгах, Мультиплаз-15000 является самым выгодным плазменным сварочным аппаратом среди своих аналогов. Кроме того, такой агрегат можно назвать самым легким среди подобных, так, масса источника питания составляет 33 кг а вес плазмотрона вместе с кабелем и шлангом на 9 метров – 5 кг. Потребляемая мощность составляет 15 kW при входном напряжении 380±38 V, с частотой сети 50 A. Сварка функционирует в диапазоне тока от 20 до 100 A, расходует 480 л/мин сжатого воздуха и ее КПД составляет 85% — это позволяет разрезать лист стали толщиной до 50 мм. Безусловно, Мультиплаз-15000 больше подходит для промышленных предприятий и автомастерских, но его также покупают для бытового применения.
Робот
Роботизированная плазменная резка
*
Благодаря развитию программного обеспечения все большее применение находит роботизированная резка. Роботы широко применяются в автомобилестроении, машиностроении и других областях. Раньше для перенастройки оборудования требовались недели, а то и месяцы. Сейчас затрачиваются минуты. Поэтому область применения роботов расширилась от массового производства однотипных деталей до выполнения индивидуальных заказов.
Кроме того, автоматизированные системы обеспечивают непрерывный контроль заданных параметров технологического процесса, что резко снижает процент брака.
Современные роботы позволяют осуществлять разрезы под любым углом в любом месте с помощью роботизированной руки, способной прецизионно перемещаться в любом направлении. Длинная рука позволяет резать трубы большого диаметра.
В качестве дополнительного оборудования роботизированные комплексы могут оснащаться сенсорными системами, системами технического зрения, позволяющими непрерывно контролировать процесс.
Благодаря системе технического зрения практически невозможно «не заметить» бракованное изделие. А также появляется возможность выявить отклонения, затем скорректировать параметры в ходе технологического цикла.
Благодаря этим факторам роботизированная резка осуществляется на недосягаемом для ручного труда уровне. Ограничивает применение высокая стоимость.