Виды строгальных станков
Конструкция прижимного механизма напрямую зависит от модели оборудования. Поэтому предварительно необходимо тщательно изучить техническую документацию, особенности элементов станка, их характеристики.
Наиболее распространенный вариант представляет собой силовую установку (электродвигатель), которая приводит в движение цилиндрическую ножевую головку. Ее верхняя часть находится выше уровня опорного стола. Последний может смещаться относительно режущей части в вертикальном направлении. Таким образом регулируется глубина обработки деревянной заготовки. Подобную модель можно сделать своими руками.
Кроме вышеописанного деревообрабатывающего станка для массового производства применяют следующие виды оборудования:
- рейсмусовые с одной режущей головкой;
- циклевальные. Устанавливаются на линиях по сборке мебели, дверных и оконных конструкций;
- двух, трех и четырехгранные. Обработка происходит сразу в нескольких плоскостях, что повышает производительность;
- модели с несколькими ножами.
Практически все современное оборудование имеет прижимы. Исключение составляют станки, сделанные своими руками или старые модели.
При выборе конструкции фиксатора следует обращать внимание на конфигурацию оборудования. После ее монтажа эксплуатационные и технические качества не должны ухудшиться.
Назначение прижимного устройства для станка
На первый взгляд модификация деревообрабатывающего станка необходима только для фиксации заготовки. Однако при правильном выборе схемы изготовления установленная часть может выполнять ряд других, не менее важных функций.
Во время обработки деревянных изделий можно отрегулировать их фиксацию вручную. В итоге это сказывается на качестве поверхности. В особенности это касается тонких планок, толщина которых не превышает 2-3 см. Поэтому фиксирующее устройство, сделанное своими руками, после установки на станок должно иметь следующие функции:
- плавная регулировка уровня фиксации. Осуществляется путем равномерного давления на деталь;
- качество обработки не должно зависеть от длины изделия;
- во время работы элементы оборудования не повреждают деревянную поверхность;
- безопасность. Эксплуатационные качества механизма должны отвечать современным требованиям безопасности труда.
Перед началом проектирования рекомендуется ознакомиться с аналогичными заводскими моделями. Для изготовления прижимного механизма своими руками будут применяться подручные материалы. Поэтому при выборе оптимальной конструкции необходимо руководствоваться принципом целесообразности.
Для фуговального станка специалисты не рекомендуют устанавливать устройство для фиксации. Это может отразиться на качестве изделий.
Самодельный прижим: вариант №1
Чаще всего для изготовления вышеописанной конструкции за основу берут деталь от старой стиральной машины, а в частности — валики для выжимания влаги. В некоторых случаях после небольшой модификации дополнение можно установить на оборудование.
Рама состоит из четырех опорных лап, которые соединяются между собой П-образным профилем. На нем устанавливаются фиксирующиеся валы. Профили не фиксируются на основании, а свободно передвигаются по ним. В верхней части конструкции находится фиксирующая планка, соединенная с регулировочной ручкой червячной передачей. Для амортизации можно установить пружины, которые будут частично компенсировать сильное давление при обработке неровных поверхностей.
В составе конструкции следующие компоненты.
- Винт.
- Пластина для соединения.
- Пластина, обеспечивающая надежную фиксацию.
- Опорная стойка. Для комплектации потребуется 4 штуки.
- Два валика.
- Две боковых опоры для валиков.
- Компенсационные пружины — 2 шт.
- Гайка.
- Фиксирующие оси для валиков.
С помощью верхней ручки происходит регулирование степени прижима. Недостатком подобной модели является большая массивность. Она может подойти не для всех типов станков.
Для уменьшения трудоемкости изготовления механизма для строгального станка можно использовать валики стиральной машины. Предварительно их нужно обрезать.
Струбцина с автоматической фиксацией: как сделать
Польза такого инструмента, как струбцина известна всем мастерам. Не заменимая вещь для столярных и слесарных работ. Также струбцинами часто пользуются сварщики, строителе, автослесаря и домашние мастера. Конструкций и размеров струбцин различное множество, но в основном все они схожи тем, что их надо затягивать руками – закручивать затяжной винт, после чего предметы, на которые установлена струбцина, надежно фиксируются.Надо заметить, что муторное это дело, каждый раз закручивать и выкручивать винт струбцины, чтобы зафиксировать или освободить предмет.В интернете отыскал вариант струбцины с автоматической фиксацией. Такую струбцину не надо затягивать руками на фиксируемом предмете. Достаточно одного нажатия на верхний подвижный упор струбцины и предмет надежно притянут к краю верстака, допустим, деревянный брусок.
Освободить брусок тоже не составит труда, для этого надо снова нажать на верхний упор и “хватка” струбцины тут же ослабнет, брусок будет освобожден от струбцины.
Как сделать такую струбцину?
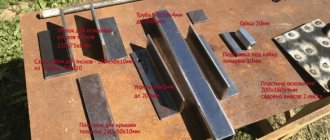
Сделать не сложно. Понадобится металлическая полоса и профильная труба 20 размера.
Струбцина состоит из двух упоров, нижнего неподвижного и верхнего подвижного.
Нижний упор
К отрезку металлической полосы с одного края вертикально привариваем профильную трубу. На полосу привариваем накладку сделанную из старого плоского напильника. На этом с изготовлением нижнего упора покончено.
Верхний упор
С его изготовлением будет немного сложнее. Отрезаем полосу такой же длины, что у нижнего упора. Мини дрелью с одного края отрезка полосы пропиливаем отверстие квадратной формы. Размер отверстия должен быть немного больше размера профильной трубы, по которой будет перемещаться это отрезок (верхний упор).
Отрезок с квадратной прорезью надо зажать в тиски и немного согнуть со стороны квадратного отверстия. В этом и заключается конструктивная особенность струбцины, благодаря которой верхний подвижный упор фиксируется на вертикальной профильной трубе.
Далее по размеру накладки (накладка из старого напильника приваренная к нижнему упору), отрезаем пластину и еще одну накладку из напильника (для верхнего упора).
Пластину поперек привариваем к отрезку с квадратным отверстием, по краям пластины сверлим обычные круглые отверстия под болты.
Накладку из напильника прикладываем к пластине с круглыми отверстиями. На накладке по отверстиям пластины делаем метки.
К меткам привариваем болты (шляпки у болтов следует отрезать, чтобы осталась только резьба).
Заготовки верхнего упора сделаны, соединяем их между собой. На приваренные болты устанавливаем пружины, болты вставляем в отверстия пластины, накручиваем барашковые гайки.
Верхний упор собран.
Соединяем нижний и верхний упор – вставляем профильную трубу в квадратное отверстие верхнего упора.
Самоделка готова к использованию!
Как пользоваться, описано в начале статьи. Так упор выглядит на зажатом бруске. Держится довольно крепко, руками не расшатать.
Пружины отжимают с одного края верхнюю пластину с квадратным отверстием, пластина становится на перекос, и стопорится на вертикальной профильной трубе. При повторном нажатии, пластина становится прямо и её снова можно перемещать по трубе.
Самодельный прижим: вариант №2
Альтернативным вариантом изготовления прижима для станка своими руками является небольшая модификация оборудования. Она заключается в монтаже по бокам станины двух реек. В основной рабочий вал устанавливаются два подшипника, которые проходит фиксирующая ось.
Читать также: Вискозиметр оствальда принцип работы
Сложность может заключаться в конфигурации станины. Все модели имеют ровные края, обеспечивающие монтаж проушин. Регулировка степени зажима осуществляется с помощью пружины. Она смещается по рейкам, тем самым изменяя давление на заготовку.
- Основной рабочий вал.
- Подшипники.
- Ось с резьбой.
- Гайка.
- Пластины.
- Тяга.
- Пружины.
- Фиксация для пружин.
- Ось эллипса.
- Две пластины.
- Стопор.
- Эллипс.
- Рукоятка.
- Ось.
- Две проушины.
- Уголок.
- Болт для крепления.
Преимуществом этой системы является увеличение производительности труда. При подаче заготовки ее торцевая часть будет упираться в вал, приподнимая его. Это позволит обрабатывать несколько деталей без предварительной регулировки самодельного прижима.
В видеоролике показан пример еще одной конструкции фиксирующего механизма:
Нужна фота или чертеж конструкции прижима заготовки на фуговальном станке
А может попробовать использовать принцип отжима белья в старых «советских» стиральных машинах. Помните, были такие два ролика и ручкой крутили.
Так я и намерен детали из этого узла использовать, а именно сам валик а над конструкцией прижима нада подумать , вместе с форумом.
А может попробовать использовать принцип отжима белья в старых «советских» стиральных машинах. Помните, были такие два ролика и ручкой крутили. __________________
А что у вас за фуганок?
Да обыкновенный самопальный фуганок с тремя ножами. А какая разница?
Так даже лучше.Ибо крепить к заводской конструкции сложней!Мысли та уже есть?
Да мысли то есть но как-то немогу их в одну кучу сложить, может с понедельника начну делать то постараюсь сфоткать чего получилось
А можно уточнить фуганок ручной или станок фуговальный ?? Если станок то не советую ставить прижим, если хотите получить ровную поверхность. По собственному опыту знаю, когда начинал работать на фуговальном станке старался сильнее прижать заготовку к столам да побольше снять за проход, думал меньше «гонять» нужно, а после рейсмуса посмотриш иль горб или яма. Поставил потом на 1-1.5 мм, на заготовку не давиш а лиш держиш чтоб не «гуляла». После рейсмуса одно загляденье все ровное и гладкое, особенно хорошо если 3 ножа на валу, меньше заготовка прыгает.
[email protected] написал : сильнее прижать заготовку к столам да побольше снять за проход, думал меньше «гонять» нужно, а после рейсмуса посмотриш иль горб или яма. Поставил потом на 1-1.5 мм, на заготовку не давиш а лиш держиш чтоб не «гуляла»гладкое, ос. После рейсмуса одно загляденье все Пожаловаться на это сообщение
Да дело не в усилии, допустим плоскости у заготовки с обеих сторон выпуклые (по форме элипса). Ну и как тут прижимом ровно фугануть ? А тут рукой чуть приподнял а потом чутка нажал глядиш плоскость получится.
Если Вы хотите получить ровную поверхность при фуговке – напрочь забудьте о всяких прижимах, от них только один вред, пользы ноль. Примите к сведению, что любая доска это пружина : если при фуговке её даже слегка прижать к поверхности стола а после фуговки отпустить (т.е. удалить вертикальную нагрузку) доска примет первоначальную форму (т.е. первоначальную кривизну), вот только станет тоньше на величину снятого при строжке материала. Таким образом её можно «выравнивать» до толщины газетного листа. Для получения идеально ровной поверхности доски важны два других момента: -очень острые ножи (в одной из мастерских, где мне довелось работать, ножи на фуганке менялись не реже одного раза в день – шло очень много дуба, бука и берёзы); -максимально точное выставление режущих ножей по приёмной поверхности фуганка – не выше и не ниже. Всё остальное . от лукавого. Начинать фуговку надо всегда «пузом к верху» – выравнивать нижнюю сторону, «пузо» убирается в рейсмусе. «Пузо» с двух сторон = жуткая редкость, но и в этом случае – б о льшим вверх.
Строгание древесины – непременная стадия деревообработки. Строгать можно как ручным рубанком, так и электрическим, но для более профессиональной работы лучше подойдёт фуговальный станок. Промышленный образец стоит больших денег, поэтому тут попробуем разобраться, как изготовить фуговальный станок своими руками, используя бытовой электробубанок.
Читать также: Поделки из профильной трубы своими руками фото
Как собрать строгально-рейсмусовый станок своими руками?
При обработке деревянных исходников многие сталкиваются с задачей получения деталей одинакового размера. Эта задача решается посредством использования рейсмусового станка. Такие станки относятся к строгальному оборудованию. Но в них еще присутствует механизм прижима и подачи, и эти установки способны подвергать обработке несколько заготовок.
Классификация
Существуют различные виды этих установок в зависимости от разнообразных факторов. По виду привода выделяют:
- Станки ручного привода.
- Станки с электрическим приводом.
Большинство таких станков комплектуются электрическим двигателем, чтобы облегчить работу. У бытовых разновидностей двигатель рассчитан на 220 В, а у профессионального оборудования – 380 В.
В зависимости от подачи на установках существует одна или две пары подающих роликов. Если присутствует одна пара, то прижим обрабатываемой детали должен быть очень прочным. При этом возможно появление вибрационных явлений при обрезке. Станки, обладающие двумя парами подающих роликов, считаются наиболее удобными и приспособленными.
Количество ножевых валов способствует разделению на:
- Односторонние – обладают верхним ножевым валом.
- Двусторонние – кроме верхнего ножевого элемента в рабочей зоне расположен еще один, который принимает заготовку первым.
По выполняющим функциям рейсмусовые станки могут применяться не только для обработки заготовки, но и для последующего процесса калибровки. В этом случае исключается возникновение диаметральных скалываний и других недостатков на обрабатываемой детали.
На основании технических свойств установки подразделяются на станки разной мощности, частоты вращения вала, ширины строгания и толщины исходного элемента. Еще возможно разделение в зависимости от скорости процесса.
Известны модели с различным методом регулирования просветов и схемой подшипникового модуля основного привода.
По виду строгания различают две категории оборудования:
- Станки для продольной нарезки.
- Станки для поперечной нарезки.
Правила работы станка
Строгально-рейсмусовый станок предполагает получение сглаженной поверхности деревянной детали, и дальнейшую калибровку до нужного размера. Станки, употребляемые для бытовых нужд, складываются в основном из таких составляющих:
- главная режущая деталь (ножевой вал);
- рабочая поверхность;
- двигатель;
- вальцы.
Рабочая поверхность образована двумя частями: подающей и принимающей. Ножевой вал находится между двумя этими частями, обеспечивая нарезку. Вальцы выполняют задачу поддержки заготовки для более гладкой и безопасной нарезки.
Передний валец представляет собой рифленый элемент для наилучшего сцепления с деревянной основой. А задний валец имеет ровную основу. Модели с двусторонней подачей обладают дополнительно узлом для выдвигания ножевого вала. В данной ситуации замена инструмента для изменения типоразмера значительно облегчается.
Работа станка начинается с передачи сигнала от двигателя к ножевому валу. Заготовка поступает сначала в нижним вальцам, а потом – к верхним. Далее, инструмент начинает врезку. Когда обрабатываемая деталь сходит с заднего направляющего вальца, на передний поступает другая деталь. И так, циклично, идет процесс обработки.
Многие задумываются над покупкой рейсмусного станка. Если есть, к примеру, строгально-фуговальный станок, то зачем тогда рейсмусовый. Строгальный станок выполняет лишь выравнивание поверхность доски, а рейсмусовая установка делает доску одинаковой на всей площади. Таким образом, если совместить оба станка в одном, то можно получать правильные детали для точнейшего производства мебели или ровных реек для обшивания.
На рынке представлено множество моделей строгально-рейсмусовых станков. В последнее время увеличилось число китайских моделей, которые считаются ненадежными. Тем более многое продаваемое оборудование имеет большие размеры, и может не уместиться в сарае или другом подсобном помещении. Тогда есть выход – сделать такую установку своими руками.
Прежде всего, следует приобрести основные детали и узлы в магазине, так как сделанные своими руками элементы могут различаться в верности сопряжения, что приведет к перегреву при большой нагрузке. Своя установка предполагает наличие и фуганка, и рейсмуса. С одной стороны, будет производиться строгание детали, а с другой – процесс доведения до необходимых параметров.
Еще стоит изначально выбрать размер ножевого вала. Диаметр и посадочные размеры должны соответствовать получению на станке плинтусных или других декоративных деталей. При выборе большой длины вала могут образоваться волны на поверхности заготовки вследствие потери жесткости при работе с твердой основой.
При монтаже станка следует основываться на безопасных условиях труда. Рабочая поверхность станины должна быть сконструирована таким образом, чтобы исключить возможность обратного движения заготовки. Еще следует обезопаситься от разрушения доски в ходе обработки.
Одним из обычных строгальных станков известна установка со столом из листа металла с отверстием для ножевого вала. Для такой установки предусмотрена возможность регулирования толщины убираемого слоя. В зависимости от длины заготовки и силы прижимания ее к столу начинается процесс движения доски к ножевому валу, при этом убираемый слой становится больше.
В итоге заготовка находится не в горизонтальном положении, а под неким углом к столешнице, что искажает точность обработки. Если, конечно, стол имеет длинную столешницу, а убираемый слой очень мал, то такой недостаток будет незаметен, но все-таки он существует. Из-за этого рейсмусовый станок не делается из описанного строгального оборудования.
Наиболее подходящим для переделки своими руками будет станок со столом, который имеет 2 части столешницы. Детали столешницы располагаются на разных уровнях, исключая зависимость между собой. Задняя часть располагается в положении верхней точки круга, который получается при вращении ножевой части.
Нижняя часть способствует получению требуемой толщины убираемого слоя. Таким образом, обрабатываемая деталь движется в поступательном режиме, и описанный выше недостаток не наблюдается.
Чтобы регулировать уровень соотношения деталей стола, следует использовать прокладочный материал либо регулировочный болт. Очень удобно осуществлять регулировку, употребляя клиновые направляющие.
В целях использования этого станка в качестве рейсмуса, на данном оборудовании нужно расположить прижимной и несущий механизм. Прижимная деталь будет обеспечивать строгание. На основе того, что прижимной механизм гораздо устойчивее несущего, полнота удаляемого слоя будет преимущественным фактором в отношении калибрования.
Если нужно сделать заготовку меньшего размера, то рама ролика прижимного элемента будет упираться в ограничитель. В итоге начнет работать несущий механизм. Наличие ограничителя в несущем механизме предназначено для ролика рамы при поднимании на высоту, что мешает ему соприкасаться с кромками окна в ближней зоне стола.
На данном самодельном рейсмусовом станке лучше работать вдвоем. Один оператор будет поставлять древесину, а второй – вынимать доски из устройства.
Видео: как сделать рейсмус из бытового строгального станка?
Приспособления для монтажа
При изготовлении станка своими руками предлагаются некоторые советы для улучшения монтажа:
- В качестве материала станины лучше всего применять трубчатый стальной прокат с диаметральным разрезом 0,6*0,4 см. Из-за хорошей жесткости и момента сопротивления такая труба повлияет на увеличение точности обработки.
- Конструкция собирается посредством сварки, но возможно применение сборки при помощи уголков и соединительных шпилек. В данном случае нужно чаще делать проверку затяжки в местах крепления к станине.
- В качестве подающих роликов можно употребить валки от стиральной машины. При этом вальцы делают под размер имеющихся подшипников, соблюдая необходимый диапазон регулировки.
- При изготовлении стола лучше использовать шлифованную доску большой площади из прочных деревьев (дуб, лиственница). Материал, пропитанный огнестойкими растворами или креозотом, будет обладать повышенными антикоррозийными свойствами и пожаростойкостью.
- Мощность двигателя должна соответствовать целям обработки. Двигатели с мощностью 5-6 кВт и скоростью 3500-4000 оборотов/ мин. будут приемлемыми для домашнего хозяйства.
- Наличие съемного кожуха увеличит безопасность при работе.
После приобретения всех комплектующих можно производить сборку оборудования. Для этого необходимо:
- Достичь наиболее ровной площади стола.
- Привести к балансу крутящиеся детали в неподвижном и подвижном режиме.
- Рассчитать способ удобной регулировки положения стола.
- Проконтролировать механизм заграждения ходовых деталей на надежность.
Установка проверяется на холостом ходу. При нормальной работе всех модулей происходит окрашивание неподвижных частей.
Строгально-рейсмусовая установка, произведенная своими руками, позволит осуществлять обработку дерева для разных целей. Полученное качество повысит применяемость изготовленных деталей для многочисленных областей использования в домашнем хозяйстве.
metmastanki.ru
Различные конструкции фуговальных станков
Конструктивно фуговальное оборудование, изготовленное в промышленных условиях, сильно отличается от станков, изготовленных самостоятельно. Отличаются они используемыми материалами, технологиями, вспомогательным оборудованием и пр. Но, это не значит, что не будет востребован для домашнего применения самодельный фуговальный станок из простого электрорубанка. Для обработки небольших деталей в малом количестве он вполне подойдёт.
Строгальные станки по дереву бывают двух основных типов:
- Односторонние станки (именно об изготовлении такого варианта пойдёт речь). На таком оборудовании за один проход можно обработать только одну поверхность. Конструктивно – это наиболее простые устройства;
- Двусторонние или двух шпиндельные. Такое устройство, одновременно, может обработать две смежные поверхности детали. Такое оборудование довольно сложно изготовить самостоятельно.
Кроме вышеперечисленных видов можно ещё добавить, что станки могу быть как стационарные, так и мобильные.
Основная идея
Да, такой самодельный фуговальный станок в отличие от серьезных промышленных образцов обладает рядом недостатков, а именно:
- Не может похвастаться высокой точностью обработки;
- Ширина обрабатываемой детали очень маленькая – всего 110 мм;
- Легкий – это недостаток, так как тяжелое массивное основание всегда придает устройству устойчивость и как следствие удобство в работе, что в итоге повышает качество результата.
- Небольшая мощность, ограниченная мощностью бытового электрорубанка;
- Материал корпуса – дерево, то есть не долговечный;
Тем не менее, у него есть и неоспоримые преимущества, которые делают его весьма полезным для достижения определенных целей и выполнения ряда задач, так как он обладает следующими достоинствами:
- Невысокая стоимость – серьезные фуговальные станки стоят десятки и сотни тысяч рублей, а этот стоимость этого самодельного фуговального станка складывается из стоимости рубанка и материалов;
- Компактность и мобильность – он с легкостью может храниться в любом месте в мастерской и быть развернут для работы в считанные минуты.
- Простота конструкции влияет на его надежность и ремонтопригодность.
- Возможность сделать необходимые размеры станка «под себя», например, можно увеличить длину рабочего стола или изменить высоту.
Особенности конструкции
Струбцина может быстро выйти из строя, поэтому так важно знать, как смастерить самодельный инструмент. Составными частями данной металлической конструкции являются рычажная часть, рама, губы зажима и подвижная деталь
В чем преимущества зажимных инструментов:
- Надежность и качество. Детали ручных тисков и крепежные элементы, сделанные из металла отличаются прочностью и долговечностью. Таким образом, есть возможность производить плотную стяжку деталей разного коэффициента упругости.
- Легкий вес. Данный агрегат в отличие от обыкновенных тисков мобилен и транспортабелен. Конструкцию можно сделать при желании и стационарной.
- Надежный захват. Металлические детали инструмента позволяют производить максимально плотный захват, исключающий любой проворот, скольжение или выпадение элементов.
- Многофункциональность. Современные металлические струбцины универсальны, их используют для работы с различными материалами: детали из металла, древесины или пластика. Кроме того, формы предметов могут быть объемными, гладкими и даже трубчатыми, а размеры могут варьироваться от нескольких сантиметров до десятков сантиметров.
Струбцину можно сделать и из древесины, однако металлическая конструкция практичней и надежней. Ее изготовление не потребует особых знаний и навыков, понадобится лишь применение сварочного оборудования, ножовки и горелки. Весь процесс с пошаговой инструкцией показан на видео.
Модели зажимных инструментов делятся на следующие классы по работе механизмов и структурным особенностям:
- Трубный. Используется для фиксации крупногабаритных предметов, длину трубы при этом можно менять. Отличается сложным принципом работы.
- Угловой. Самый распространенный вид зажимных механизмов, используется для того, чтобы свести бруски из древесины строго под углом 90 градусов.
- Ленточный. Чаще используется в столярном деле, составной частью является плавающий гибкий элемент, натяжение которого можно регулировать.
- Пружинный. Такая струбцина скорее напоминает прищепку для фиксации, усилие создается за счет работы пружины внутри конструкции. С пружинным механизмом можно работать и одной рукой, используется при малых усилиях сжатия.
- Автоматический. Этот тип можно отнести к быстрозажимным конструкциям, отличается простым и понятным принципом работы. Иногда встречаются модели со слабой фиксацией, однако чаще всего этот недостаток касается только недорогостоящих инструментов.
- Торцевой. Эти модели имеют С-образную форму и три винта, чаще применяются для фиксации накладок на столешницы и другую мебель.
- G-образной формы или быстрозажимный. Один из самых распространенных типов струбцин, часто является бюджетным вариантом тисков. В процессе работы предмет закрепляется на край столешницы или другой плоскости. Такой инструмент позволяет производить простую сводку элементов для склейки или фиксацию деталей для шлифовки или заточки.
- F-образной формы или винтовой. Отличается большими возможностями регулировки за счет расположения направляющей шины, в работе с таким инструментом участвуют, как правило, обе руки. Есть возможность изменять ширину захвата, соединяя предметы различной толщины. Такой агрегат изображен на фото.
Подготовка необходимых аксессуаров к работе
Для изготовления своими руками фуговального станка потребуются материалы, приспособления и инструмент, а именно:
- Ручной электрорубанок. Будет использован в качестве обрабатывающего древесину инструмента. Лучше всего использовать качественный, брендовый электроинструмент Makita, или Bosh – это дополнительная гарантия производительной, долголетней работы;
- Электролобзик с пилками. Как вариант можно использовать и обычный ручной лобзик, так как он нам понадобится лишь один раз для изготовления одной детали;
- Сверлильный станок со сверлами или дрель;
- Циркулярная пила или любой другой распиловочный станок. Как вариант можно использовать простую ручную пилу;
- Электрический шуруповерт;
- Саморезы по дереву (3,5х40 или 3,5х45);
- Фанера 10-15мм, для столов и прочих мелких деталей, 18-20мм – для боковой стенки станины. Как вариант можно использовать ДСП или OSB, но это крайне не желательный вариант;
- Массив дерева, для изготовления бокового упора, толщиной примерно 15-20мм.
Это ориентировочный набор того, что может понадобиться, чтобы изготовить самодельный фуговальный станок.
Разновидности и модификации
Вот еще несколько разновидностей столярных струбцин. Все эти зажимы несложно собрать своими руками.
Вопрос в другом – насколько целесообразно использование в качестве исходного материала древесины? Есть аргументы и «за», и «против». Но если для основы столярной струбцины выбирается дерево, то оно должно соответствовать определенным критериям.
- Порода – только твердая (груша, дуб, орех и аналогичные). В противном случае о какой-либо силе прижима говорить не приходится. Да и долговечность струбцины их «мягкого» дерева вызывает определенные сомнения.
- Влажность – минимальная. Только после качественной просушки материала его можно использовать для изготовления деталей зажимного приспособления.
Основные рекомендации и идеи даны. Хорошему хозяину этой «информации к размышлению» достаточно, чтобы принять решение, какая модель столярной струбцины ему более подойдет. А как именно ее сделать – понять несложно.
Удачи вам, читатель, в изготовлении своей собственной струбцины. Не бойтесь фантазировать, и все у вас получится!
Часто в процессе выполнения какой-либо работы возникает необходимость быстрого сжатия или фиксации деталей. Для решения такой задачи служит струбцина — вид вспомогательного инструмента, с помощью которого производят, например, склеивание деталей, выполнение сварочных работ и другие работы.
Самодельные струбцины обычно изготавливают или из дерева, или из металла. Этот инструмент имеет много разновидностей, а также они различаются по механизмам зажимов. Сейчас этот инструмент можно без проблем приобрести в любом специализированном магазине или выписать через интернет, но можно также сделать нужную струбцину своими руками, причём по своим свойствам этот самодельный инструмент не будет уступать заводским моделям.
Части конструкции станка
Разберем основные конструктивные элементы:
| Наименование | Описание и назначение |
| Основание станка | Нижняя часть станка, на которой все устанавливается. |
| Боковая стенка | Несущая конструкция станка, которая служит для крепления электрорубанка и обоих столов. |
| Стол задний (неподвижный) | Совместно с передним столом образует плоскость движения заготовки. Крепится к боковой стенке. |
| Стол передний (с изменяемой высотой) | Совместно с задним столом образует плоскость движения заготовки. Крепится к боковой стенке. |
| Боковой упор | Устанавливается неподвижно на заднем столе. Используется для придания направления движения обрабатываемой детали. |
| Распорные уголки (рёбра жёсткости) | Служат для общего укрепления конструкции, а также, для поддержки заданного угла 90 градусов. |
| Электрорубанок | Основной элемент обработки заготовки. |
Способы изготовления своими руками
Конструкция из фанеры
Независимо от конструкции основное предназначение приспособлений – жесткий зажим заготовок для их последующего сваривания либо наплавления поверхности. Угловые фиксаторы, изготовленные из фанеры, позволяют соединять как металлические детали, так и заготовки из дерева.
- пара брусков из твердых сортов древесины толщиной 25 мм;
- лист фанеры толщиной не менее 12 мм;
- крепежные элементы: шпильки, саморезы;
- ножовка либо лобзик;
- дрель.
Из фанерного листа вырезается квадрат размером сторон 250 или 300 мм, к которому под прямым углом прикрепляются бруски.
Сначала бруски следует приклеить, дождаться схватывания клея и прозенковать дрелью. В полученные отверстия вкручиваются саморезы или иные крепежные детали. От центра колодок необходимо провести перпендикулярные линии, вдоль которых будут перемещаться винтовые шпильки.
Также требуется подготовить подвижные бруски, которые соединяются со шпилькой. При вкручивании ее деталь будет придвигаться к угловой колодке.
При изготовлении угловой струбцины из массивного материала, например ДСП, для брусков следует подобрать материал большей толщины.
Конструкция из металла
Для изготовления основания потребуется листовой материал толщиной 8–10 мм. Для закрепления можно применить уголок соответствующего размера. Соединение элементов удобно выполнять электросваркой.
- Для винтового зажимного механизма между собой свариваются две гайки. Кронштейн с находящимся в центральной части резьбовым отверстием изготавливается высотой 30–40 мм. Для крепления рекомендуется использовать болтовое соединение, которое можно легко заменить при срыве резьбы.
- Особого внимания требует взаимное размещение прижимных губок. Необходимо идеально выставить прямой угол, так как при выполнении сварочных работ добиться их приемлемого качества будет невозможно. Сначала к зажиму приваривается один уголок, на него накладывается другой. Полученная конструкция плотно сжимается и приваривается на скобу.
- К боковым плоскостям фиксатора крепятся направляющие, обеспечивающие перемещение основания. По линии биссектрисы прижимного приспособления прорезается паз размером 8–10 мм.
- В верхнее основание струбцины закручивается болт. Резьба его не должна доходить до головки, что обеспечит свободное передвижение оснований относительно друг друга.
Изготовление самодельного фуговального станка
Боковая стенка
Прежде всего, изготовим боковую стенку, для этого используем фанеру толщиной 18-20мм размерами 150х480мм. Вырезав в заготовке место, в котором будет закреплён электрорубанок. Делать это следует при помощи электрического, или ручного лобзика, так как форма выборки имеет сложную конфигурацию.
Читать также: Технология кислородной резки металла
На сверлильном станке в боковой панели следует сделать два паза на расстоянии 70 мм, с их помощью, в дальнейшем, будет крепиться основание переднего стола.
Основание станка
Изготавливаем основание. Это простой прямоугольник, который нужно вырезать на циркулярке или ином распиловочном станке из той же фанеры толщиной 18-20мм размерами 180х480мм. Тут все просто — соединяем основание и боковую стенку под углом 90 градусов саморезами в торец стенки.
В дальнейшем рубанок будет устанавливаться следующим образом.
Задний стол
Задний стол также изготавливается из фанеры 18-20мм размерами 150х600мм; выпиливается технологический проем, чтобы получилась вот такая форма.
Торцевую кромку проема нужно спилить под углом. Сделать это можно на циркулярной пиле или электролобзиком.
Далее, открутив 4 винта, снимаем неподвижную «подошву» с электрорубанка и размечаем стол будущего станка.
Просверлив необходимые технологические отверстия, их нужно их немножко раззенковать, чтобы штатные винты были утоплена «заподлицо» и не препятствовали движению заготовки.
Устанавливаем наш самодельный задний стол на место снятой подошвы электрорубанка штатными винтами. После этого нужно зафиксировать этот стол на боковой стенке саморезами в торец этой стенки.
Передний подвижный стол
Передний стол, который должен регулироваться по высоте, делается из двух прямоугольных деталей, скрепленных под углом 90 градусов. Для большей прочности конструкции нужно между ними сделать треугольные упоры. В данном примере все крепится на саморезы, тем не менее, рекомендуется для большей прочности еще места стыков промазать столярным клеем. В итоге должна получиться вот такая конструкция.
На расстоянии 70 мм друг от друга нужно сделать два сквозных отверстия диаметром 8-10 мм и в них забить мебельные забивные гайки. Лучше это сделать до сборки основания.
Установка подвижного стола делается с помощью двух винтов с обратной стороны боковой стенки. Для удобства можно использовать бинты с барашковой головкой или сделать самодельные крепления-держатели. Установка должно производиться так, чтобы плоскость подвижной части «подошвы» электрорубанка была в одной плоскости с подвижным столом фуговального станка.
Боковой упор
Боковой упор нужен, чтобы обеспечить ровное и параллельной движение заготовки, а также для выведения точного угла 90 градусов между рабочим столом и плоскостью упора. Изготавливается упор просто – из двух деталей, которые можно выполнить как из фанеры, так и из массива дерева. В данном случае использован массив.
Две прямоугольных заготовки скрепляются под углом 90 градусов, образуя «уголок». После чего его жестко крепят к неподвижной части стола.
Фуговальный станок своими руками из электрорубанка готов к работе.
Настройка пружинного блока
Поворачивает пакет гибких прижимных элементов вокруг основной оси второй стержень — ось зажима. Он параллелен оси вращения, закреплён концами в опорах, но высоту его положения можно изменять (по дуге).
Перемещение оси зажима осуществляет мастер, вручную, перед строганием. Тем самым он регулирует силу прижатия материала пружинным блоком (в зависимости от толщины заготовки). Фиксируется заданное положение подвижного стержня ручкой (винтом-барашком).
Важно! Режущая кромка лезвий в верхнем положении должна быть вровень с рабочей поверхностью принимающего стола. Зазор между кромкой принимающей части стола и окружностью, которую описывают лезвия ножей, допустим не шире 3 мм.
Чертежи фуговального станка
Приведем чертежи предлагаемого устройства.
Боковая стенка. Вид №1
Боковая стенка. Вид №2
Стол передний. Вид 1
Стол передний. Вид 2
Безопасность при работе с самодельным оборудованием
При работе с любым инструментом нужно соблюдать технику безопасности, так как игнорирование ее может стать причиной разных травм. Коротко перечислим рекомендуемые меры по обеспечению безопасности работы мастера на данном станке.
- Всем изготовленным деталям рекомендуется снять острые фаски и ошкурить для исключения возможности травмирования рук (занозы и пр.)
- При работе необходимо использовать стружкоотсос или специальный пылесос, например, циклонного типа для удаления из зоны пиления опилок и пыли, которая может нанести следующий вред:
| Мастеру | Попадание в дыхательные органы и глаза |
| Инструменту | Попадание внутрь инструмента и: |
- ухудшение свойств смазки, как следствие перегрев
- затруднение движения частей инструмента, как следствие перегрев
- засор воздушных путей для охлаждения инструмента, как следствие перегрев
- При работе необходимо использовать толкатели, так как при работе с мелкими деталями не исключено попадание рук мастера в зону резания, что приведет к травме.