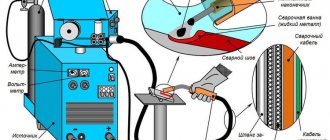
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом. Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону. Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.
Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
От чего зависит расход
Для начала разберемся, от чего вообще зависит расход газа или расход сварочной смеси из нескольких газов. Прежде всего, вы должны учесть металл, с которым будете работать, диаметр присадочной проволоки и силу сварочного тока. От сочетания трех этих компонентов как раз и складывается расход.
Далее мы дадим несколько рекомендаций, какой должен быть расход газа при полуавтоматической сварке, учитывая диаметр присадочной проволоки и силу сварочного тока. Учтите, что это довольно усредненные значения, от них можно отступать.
Итак, если вы используете проволоку диаметром от 0,8 до 1 миллиметра и установили силу тока от 60 до 160 Ампер, то средний расход должен быть около 8 литров в минуту.
Если вы используете проволоку диаметром 1,2 миллиметра и установили силу тока от 100 до 250 Ампер, то средний расход должен быть около 9-12 литров в минуту.
Если вы используете проволоку диаметром 1,4 миллиметра и установили силу тока от 120 до 320 Ампер, то средний расход должен быть около 12-15 литров в минуту.
Если вы используете проволоку диаметром 1,6 миллиметра и установили силу тока от 240 до 380 Ампер, то средний расход должен быть около 15-18 литров в минуту.
Если вы используете проволоку диаметром 2 миллиметра и установили силу тока от 280 до 450 Ампер, то средний расход должен быть около 18-20 литров в минуту.
Это средний расход газа при сварке полуавтоматом. Ведь помимо прямых факторов увеличения расхода (таких как диаметр проволоки и толщина металла), есть еще и косвенные. К примеру, если вы варите на улице или просто не в закрытом боксе, то расход может существенно увеличиться, ведь газ будет быстро улетучиваться. Особенно расход неприятно удивит вас, если на улице дует ветер.
Также важно качество самого газа и то, насколько хорошо он взаимодействует с металлом. Ведь если на производство поставляют некачественный разбавленный газ, вы просто не сможете сохранить показатели расхода в норме. Перерасход будет в любом случае.
Основные сведения о газосварочных горелках
Горелки типа Г2 «Малютка», «Звездочка» являются самыми распространенными и универсальными сварочными горелками, и при покупке горелки для общих целей стоит приобретать именно их. Горелки могут комплектоваться разными наконечниками, и в зависимости от установленного наконечника обладать разными характеристиками:
Наконечник №1 — толщина свариваемого металла 0,5 – 1,5 мм — средний расход ацетилена/кислорода 75/90 л/час Наконечник №2 — толщина свариваемого металла 1 – 3 мм — средний расход ацетилена/кислорода 150/180 л/час Наконечник №3 — толщина свариваемого металла 2 – 4 мм — средний расход ацетилена/кислорода 260/300 л/час
Важно знать и помнить, что ацетиленовые горелки не могут устойчиво работать на пропане, и для сварки, пайки, нагрева деталей пропан-кислородным пламенем необходимо применять горелки типа ГЗУ и прочие, специально предназначенные для работы на пропан-бутане. Необходимо учитывать, что сварка пропан-кислородным пламенем дает худшие характеристики шва, чем сварка на ацетилене или электросварка, и поэтому к ней следует прибегать только в исключительных случаях, а вот пайка или нагрев на пропане могут быть даже более комфортны, чем на ацетилене. Характеристики пропан-кислородных горелок, в зависимости от установленного наконечника, следующие:
Наконечник №1 — средний расход пропан-бутана/кислорода 50/175 л/час Наконечник №2 — средний расход пропан-бутана/кислорода 100/350 л/час Наконечник №3 — средний расход пропан-бутана/кислорода 200/700 л/час
Для правильной и безопасной работы горелки очень важно установить правильное давление газа на входе в неё. Все современные горелки выполняются инжекторными, т.е. подсос горючего газа в них выполняется струей кислорода, проходящей по центральному каналу инжектора, и поэтому давление кислорода должно быть выше давления горючего газа. Обычно устанавливают следующее давление:
Давление кислорода на входе в горелку — 3 кгс/см2 Давление ацетилена или пропана на входе в горелку — 1 кгс/см2
Инжекторные горелки наиболее устойчивы к обратному удару пламени и рекомендуется использовать именно их. В старых, безинжекторных горелках, давление кислорода и горючего газа устанавливается равным, в силу чего развитие обратного удара пламени облегчается, это делает такую горелку более опасной, особенно для начинающих газосварщиков, которые часто умудряются макнуть мундштук горелки в сварочную ванну, что чрезвычайно опасно.
Также следует всегда соблюдать правильную последовательность открывания/закрывания вентилей горелки при её зажигании/гашении. При зажигании первым всегда открывается кислород, потом горючий газ. При гашении сначала закрывается горючий газ, а потом кислород. Учтите, что при гашении горелки в такой последовательности может происходить хлопок – не бойтесь, это нормально.
Обязательно нужно правильно выставлять соотношение газов в пламени горелки. При правильном соотношении горючего газа и кислорода ядро пламени (небольшая яркая светящаяся область прямо у мундштука) жирное, густое, четко очерчено, не имеет вокруг вуали в пламени факела. При избытке горючего газа вокруг ядра будет вуаль. При избытке кислорода ядро станет бледным, острым, колючим. Чтоб правильно выставить состав пламени сначала дайте избыток горючего газа, чтоб появилась вуаль вокруг ядра, и потом плавно добавляйте кислород или убирайте горючий газ до момента, когда вуаль полностью исчезнет, и тут же прекращайте крутить вентили, это и будет оптимальное сварочное пламя. Сварку нужно вести зоной пламени у самого кончика ядра, но не в коем случае не совать само ядро в сварочную ванну, и не относить слишком далеко.
Расход защитного газа
Теперь давайте более подробно разберемся с темой расхода газа на конкретном примере. В качестве примера возьмем стандартный газовый баллон 40 л, который есть на большинстве предприятий. Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы. Этой информации нам уже достаточно, чтобы примерно понимать расход.
Допустим, вы используете присадочную проволоку диаметром 1 миллиметр и установили почти минимальную силу тока. Скажем, 100 Ампер. Судя по справочной литературе, при таком режиме сварки нам хватит одного 40 литрового баллона ровно на сутки, то есть 24 часа. Но вы, естественно, не сидите на работе днями, поэтому поделим это на 6 часов работы. Получим 10 литров газа.
Также можно рассчитать расход исходя из того, сколько килограмм металла мы наплавили. Мы знаем, что на 1 килограмм наплавки мы должны тратить около 1,1 килограмм углекислоты и 1,30 килограмм присадочной проволоки. Зная эти данные несложно рассчитать, сколько газа и проволоки вы потратите. Подскажем: если вы потратили около 1,2 килограмм присадочной проволоки, значит расход газа составил около 1 килограмма.
Теперь, когда мы знаем эти значения, можно посчитать, сколько вообще металла удастся наплавить при использовании 40 литрового баллона с газом. Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.
На сколько хватает баллона углекислоты при сварке
Как и в случае с другими защитными газами, чтобы определить, на сколько хватает баллонов углекислоты, необходимо знать толщину обрабатываемого металла, диаметр проволоки и силу тока. Это основные параметры, влияющие на потребление газа.
Ниже приведены усредненные значения расхода СО2, в зависимости от диаметра проволоки и тока:
- 0,8-1,0 мм (60-160 А) – 8-9 л/мин;
- 1,2 мм (100-250 А) – 9-12 л/мин;
- 1,4 мм (120-320 А) – 12-15 л/мин;
- 1,6 мм (240-380 А) – 15-18 л/мин;
- 2,0 мм (280-450 А) – 18-20 л/мин.
Расход зависит от диаметра проволоки, силы тока и скорости
На показатели расхода большое влияние оказывают внешние факторы. На открытом воздухе потребуется больше защитного газа для обеспечения нормальных условий сварки, особенно, если работа ведется в ветреную погоду. Поэтому, в закрытом помещении одного баллона хватает на больший срок.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Больше об этом читайте в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Расчёт расхода защитных газов при сварке
Существует множество методов расчёта используемого при сварке защитного газа, но необходимо учитывать вид производства – серийное, массовое, единичное, а также номенклатуры. При производстве металлоконструкций на мелкосерийном производстве для составления сертификаций на материалы можно воспользоваться следующей формулой, которая, напомним, применима лишь к мелкосерийному производству:
В данном уравнении Nп представляется собой норму расхода проволоки на изделие, определяемое в килограммах, а Rг – это коэффициент, который учитывает затраты защитного газа на один килограмм проволоки.
Для обобщающих отчётов под величиной данного коэффициента можно использовать значение 1.15.
Но при производстве на предприятиях опытных образцов или выставочных серий изделий нормативы расхода материалов на сварку рекомендуем применять с коэффициентов не более 1.3.
Можно применять метод расчёта защитного газа под величиной Нг в кубометрах и литрах на один метр шва, и данная формула применима в основном для многосерийного производства однотипных конструкций и деталей, либо же для малого производства. Формула представляет собой:
В данном случае Нг представляет собой условное обозначение удельного расхода защитного газа, которое приведено в таблице ниже.
Величина Т – это основное время, которое необходимо для сваривания определённого прохода, измеряется в секундах или минутах.
Ндг – это дополнительное количество расхода защитного газа, который был затрачен на подготовительные, финишные операции прохода. N – это количество проходов, которое может равняться любому числу.
Чтобы определить расчёт расхода углекислого газа на сварку в килограммах, важно учитывать, что при испарении 1 килограмма жидкой углекислоты выделяется около 509 литров углекислого газа. Дополнительный расчет расхода защитного газа при сварке в литрах или кубических метрах производится по следующей формуле:
Читать также: Правила установки кондиционера в квартире
Здесь Тпз представляет собой условное обозначение времени, затраченного на выполнение заключительных – подготовительных операций (продувка горелки до сварки, настройку сварочного аппарата, обдув места сварки по окончанию работ), измеряется в секундах, минутах. Последний метод расчёта для определения, какой расход газа на сварку является наиболее точным и экономичным. Для того чтобы проконтролировать расход газа в баллоны рекомендуем ставить расходомеры и редуктора.
В среде защитных газов, сварка углекислым газом очень распространена. Для общего понимания картины, предлагаю получше изучить данный способ сваривания.
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.
Вот обычный 40 литровый баллон, заполненный углекислотой
Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 литров) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.
Многие начинающие сварщики интересуются, можно ли еще какими-то методами сократить расход со2 при полуавтоматической сварке? Например, просто подавать меньше газа в сварочную зону. Наш ответ: нет. Умышленно уменьшив количество используемого газа вы ухудшите качество шва, поскольку в сварочную зону будет попадать кислород.
Но у этой проблемы все же есть решение. Опытные мастера советуют применять в своей работе многокомпонентные газовые смеси, благодаря им расход уменьшается, при этом качество сварки остается на достойном уровне. Но будьте готовы к тому, что стоимость многокомпонентных смесей куда выше, чем у стандартного газа. Так что убедитесь, что использование таких смесей экономически выгодно.