Специфика технологии
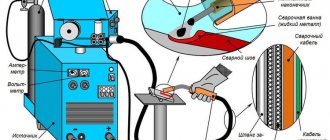
Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварочный материал в виде проволоки подается в рабочую зону отдельно, она не служит проводником. Подача осуществляется с постоянной скоростью подающим механизмом, встроенным в полуавтоматический сварочный аппарат.
Для того, чтобы защитить сварочную ванну от воздействия кислорода и водорода воздуха, а также водяных паров, в рабочую зону подается защитная атмосфера, состоящая из углекислого газа. Его облако вытесняет воздух и предотвращает нежелательные химические реакции
Оборудование и материалы для углекислотной сварки
При углекислотной обработке используются сварочные полуавтоматы инверторного типа с несколькими режимами работ. Мощность таких полуавтоматов определяется сферой их применения: для профессионального использования применяются агрегаты большой или средней мощности, для бытового использования подойдут более слабые модели. Полуавтоматы работают без электродов, вместо них в область сварки поступает специальная проволока.
Сам аппарат поставляется изготовителем в комплекте из следующих элементов:
- блока питания, состоящего из трансформатора и подающего проволоку электрода;
- рукава (шланга);
- горелки, оснащенной внутри проволокой;
- токопроводящего наконечника (сопла);
- узла, откуда подается газ.
Чтобы увеличить производительность и избежать перегрева горелки, дополнительно применяются охлаждающие системы. Качество сварки, ее эффективность зависят от того, какой именно аппарат используется. При покупке сварочного аппарата необходимо обратить внимание на некоторые показатели и характеристики.
Мощность должна быть достаточной. Автоматы с высокой мощностью дают возможность варить более толстые материалы. Желательно выбирать модели со съемным держателем. К комплекту должна прилагаться подробная инструкция, чтобы разобраться в эксплуатации инверторного аппарата было намного проще.
Что такое углекислый газ?
Молекула углекислого газа СО2 состоит из атома углерода и двух атомов кислорода. При нормальных условиях оксид углерода представляет собой газообразное вещество тяжелее воздуха, без цвета и запаха.
Оксид углерода обладает низкой химической активностью, что делает его отличным кандидатом на роль создателя защитной атмосферы вокруг сварочной зоны. Это же свойство используется при работе углекислотных огнетушителей, прекращающих доступ кислорода воздуха к очагу возгорания.
При атмосферном давлении в жидком состоянии находиться не может. При охлаждении до -78оС затвердевает, образуя рыхлую массу, напоминающую снег. Это так называемый «сухой лед», используемых для охлаждения продуктов в пищевой промышленности и торговле.
Вещество выделяется в ходе окисления органических веществ — при сгорании, гниении, дыхании живых организмов.
Технические условия на промышленный СО2 регламентируются ГОСТ 8050-85.
Перевозится вещество в газообразном состоянии, в емкостях под давлением.
Сфера применения
Углекислота в производстве обходится существенно дешевле аргона, гелия и других, но уступает им по своим защитным свойствам. Сварка в атмосфере СО2 используется для рядовых соединений из обычных конструкционных сталей.
Для более ответственных конструкций, специальных сталей, высоконагруженных узлов используют более дорогое, капризные в хранения и применении инертные газы.
При массовом производстве типовых металлоконструкций применение углекислого газа для защиты сварочной зоны дает заметную разницу в себестоимости.
Дешевле обходится и организация хранения СО2.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Запорно-регулирующая аппаратура для баллонов
При работе с оксидом азота используют специальную запорно-распределительную арматуру. Редуктор понижает входное давление со 100 атм. до рабочего значения в 3 атм.
Он снабжен двумя манометрами: на выходе и на входе, по которым сварщик следит за значением давления.
Редуктор снабжен двумя фильтрами, задерживающими примеси.
Установка необходимого рабочего давления осуществляется вращением рукоятки регулятора.
С помощью накидных гаек устройство присоединяется к баллону и к шлангу, снабжающему потребителя.
Предохранительный клапан при возникновении нештатной ситуации сбрасывает избыток давления в атмосферу.
Все устройств, связанные с углекислым газом — баллоны, редукторы, шланги — маркируются черным цветом.
Особенности заправки
Углекислотный баллон для полуавтомата заряжают двумя методами:
- перепусканием из емкости хранилища через редуктор и расходомер в заправляемый баллон;
- закачкой в заправляемый баллон с помощью компрессора.
Независимо от способа наполнения важно точно установить вес пустого баллона. Взвесив баллон после заполнения, можно точно установить количество закачанного СО2.
Заправка баллонов оксидом углерода, в отличие от ацетилена или кислорода, не требует чрезвычайных мер предосторожности. Однако расслабляться при этом нельзя: в случае массовой утечки углекислый газ образует атмосферу, непригодную для дыхания. Поэтому необходимо тщательно проверять состояние баллонов, арматуры и шлангов на отсутствие механических повреждений.
При заправке способом «баллон в баллон» тот баллон, из которого заправляют, рекомендуют перевернуть дном вверх и следить за его температурой.
Расход
Расход углекислоты для выполнения сварки полуавтоматом определяется сочетанием ряда факторов.
- погодные условия (температура, ветер, влажность);
- качество сварочных материалов;
- квалификация и опыт сварщика.
Она может изменяться от 3 до 60 литров в минуту.
При расчете планового расхода учитывают такие характеристики, как диаметр сварочной проволоки и толщину заготовок. К расчетному значению, равному произведению удельного расхода на длину шва, добавляют запас в 10% на подготовительные операции.
Из стандартного баллона, содержащим 25 кг СО2, после понижения давления до рабочего образуется приблизительно 500-510 литров газа. При максимальном расходе этого количества хватит на 8 часов работы сварочного углекислотного полуавтомата. В среднем баллона хватает на 15-20 часов.
Технология сварки CO2
После того как оператор выставил на оборудовании требуемые параметры производится сварка углекислотой:
- Перед сваркой соединяемые детали подготавливают. Снимается фаска с края, зачищается поверхность от грязи, масляных пятен, а также лакокрасочных веществ. Применяются щетки из металла и наждачная бумага.
- Заготовки устанавливают в нужное положение и закрепляют.
- Производят пробный шов. Для этого на оборудовании устанавливают постоянный ток малой величины. Наблюдают за металлом. Если подать ток высоких значений может произойти деформация соединяемых деталей.
- Настраивают показатели для диаметра применяемой проволоки и выполняют сварку заготовок.
Соединение производят двумя способами:
- для металла малой толщины дугу ведут углом вперед;
- для деталей большой толщины дуга ведется углом назад.
После окончания работы, подачу защитного газа не прекращают. В первую очередь останавливается привод присадочной проволоки, отключается питания, далее перекрывают углекислоту. Происходит качественная кристаллизация сварочного шва. Сбивают появившуюся на поверхности шлаковую пленку.
Сварка углекислотой
Плюсы и минусы
Работа в атмосфере СО2 имеет следующие преимущества перед другими видами сварки:
- надежная защита сварной зоны от химически активных веществ;
- дешевизна;
- возможность варить «на весу», без использования подкладочных пластин;
- устойчивая дуга на тонкостенных заготовках;
- рациональное использование тепловой энергии электродуги.
Кроме достоинств, методу присущ и ряд недостатков:
- низкая пригодность для работы с высоколегированными сплавами и цветными металлами;
- сложность проведения многослойной сварки;
- опасность удушья при работе в непроветриваемых объемах.
Длительно время подготовки и запуска процесса делает его малопригодным для небольших объемов сварочных работ, которые нужно выполнить быстро.
Достоинства
Полуавтоматическая сварка с углекислотой отлично зарекомендовала себя при сварке углеродистой стали малых толщин. В таких случаях классическая ручная дуговая сварка или газовая сварка недостаточно эффективны, поскольку эти методы просто деформируют металл, не позволяя сформировать качественный шов.
Также полуавтоматическая сварка с углекислотой широко применяется при ремонте кузовов. В таком случае она имеет сразу несколько преимуществ. Во-первых, проволока подается автоматически с помощью подающего механизма, сварщику не нужно следить за этим. Во-вторых, такая сварка в разы эффективнее и быстрее газовой сварки, например. В-третьих, при работе с тонкой сталью скорость сварочных работ также увеличивается, поскольку проволока быстро плавится.
Не забывайте, что при таком методе сварки металл вокруг практически не нагревается, что благоприятно сказывается на детали. При этом сварочное соединение получается не только качественным, но еще и красивым. Также этим методом можно без проблем заменить газовую ацетиленовую сварку без потери качества, еще и уменьшив себестоимость работ за счет дешевизны углекислоты.
Если сравнивать полуавтоматическую сварку в углекислоте с ручной дуговой сваркой, то и здесь у нее много преимуществ. Прежде всего, сварочная зона хорошо защищена от кислорода, чего нельзя сказать про РДС, там требуется дополнительно использовать флюс. Также можно варить в любых пространственных положениях, что очень удобно при работе в труднодоступных местах. Еще сварочный процесс лучше виден и за ним удобнее наблюдать.
Еще одно преимущество — высокая скорость сварки. Вы никогда не сможете с помощью РДС сварить огромное количество продукции, а вот с помощью углекислоты вполне. Не говоря уже о технологии. Сварка полуавтоматом несложная, а подача проволоки и вовсе автоматизирована. Это не сравнится по сложности со сваркой РДС, где сварщик все делает самостоятельно.
При сварке углекислотой дуга зажигается легко и горит стабильно, не нужно часто менять электроды и зачищать сварное соединение от шлаковой корки. Если сварщику не нужно двигаться на большие расстояния во время сварки, то данный метод просто незаменим, поскольку крайне продуктивен.
Также сварочный полуавтомат в связке с углекислотой будет незаменимым инструментом при сварке различных металлических конструкций, где необходимо сделать множество мелких швов. Например, если нужно сварить ворота, заборы, решетки и прочее. Поэтому в любой ремонтной мастерской вы встретите полуавтомат. При этом цена ремонта будет в два раза меньше, чем если бы вы варили с применением технологии РДС. Поэтому на многих промышленных предприятиях РДС сварка вытеснена полуавтоматической сваркой в среде защитных газов.
Техника безопасности.
Углекислый газ имеет два потенциально опасных фактора воздействия:
- взрыв баллона при нагреве;
- удушье при работе в замкнутом непроветриваемом объеме при превышении уровня концентрации в 5%.
Исходя из этих рисков и формируются требования техники безопасности к проведению работ с СО2.
Во время транспортировки:
- все баллоны должны перевозиться в специальном поддоне, в вертикальном положении;
- на каждом баллоне должны быть резиновые предохранительные кольца.
Во время хранения и заправки:
- все помещения должны быть оборудованы газоанализирующей аппаратурой;
- при заправке баллона необходимо контролировать его температуру;
- не допускается перезаправка баллона свыше нормативного значения;
- не прикасаться к трубопроводам, шлангам и арматуре без защитных перчаток.
Во время работы:
- при работе в замкнутом объеме организовать постоянный контроль содержания СО2 в воздухе;
- обеспечить вентиляцию или снабдить сварщика изолирующей маской с подачей воздуха;
- работать вдвоем, причем один человек должен находиться снаружи объема и следить за состоянием сварщика.
При соблюдении требований безопасности углекислый газ не представляет угрозы для здоровья.
Опасность угарного газа СО.
Угарный газ – сильно ядовитое вещество. При вдыхании ведет к общему угнетению функций организма и тяжелому отравлению. Возможен и летальный исход. Работать в атмосфере угарного газа допускается только в изолирующей дыхательной аппаратуре.
Полярность
Полярность при сварке полуавтоматом в среде углекислого газа обратная, то есть «плюс» подсоединяется к заготовке, а «минус» — к электроду. При работе прямой полярностью в среде СО2 будет трудно обеспечить стабильность электродуги. Нестабильная дуга при такой схеме подключения приводит к возникновению дефектов сварного шва.
Особенности сварки в углекислоте
Сваривание металлов в среде СО2 выполняют постоянным током обратной полярности. Если сварку производить постоянным током прямой полярности, то это отрицательно сказывается на стабильности электрической дуги, в результате появляется дефект формирования формы шва и электродный металл расходуется на угар и разбрызгивание.
Но если выполняется е сварка, а наплавка, то рекомендуется использовать именно прямую полярность тока, т.к коэффициент наплавки у него в 1,6-1,8 раза выше, чем у тока обратной полярности.
Сварку можно выполнять и на переменном токе. В этом случае в сварочную цепь необходимо включить осциллятор. Источниками постоянного сварочного тока являются преобразователи тока с жёсткой характеристикой.