Электрододержатель входит в комплект к сварочному аппарату. Его функция заключается в удержании электрода в нужном положении в процессе сварки и обеспечении токоподвода в рабочую зону. От качества аксессуара будет зависеть надежность сварного соединения, образование дефектов, производительность и безопасность работ.
Конструкции постепенно совершенствовались, изменялись внешний вид и принцип фиксации, но всегда ценилось удобство и надежность крепления. Сварщики используют как старые, так и новые модели зажимов. Их можно подбирать на свое усмотрение и использовать с любым сварочным аппаратом. К тому же они периодически выходят из строя, потому что контактируют с плавящимся стержнем. Сварочный держак легко заменяется и переставляется благодаря своей универсальности.
Виды сварочных держателей
Для сварочных аппаратов могут применяться следующие конструкции.
Прищепка
Держак электродов этой конструкции (пружинный или рычажный) является самым распространённым и простым изделием.
Цена держателя-прищепки является самой низкой в сравнении с деталями других конструкций. Применение данного вида удерживающего устройства позволяет быстро и безопасно выполнить сварочные работы, при этом качество сварочного шва будет всегда на высоком уровне.
Вилка-трезубец
Простое устройство, с помощью которого легко зафиксировать электрод любого диаметра.
При использовании трезубца следует проявлять большую осторожность, по причине значительной неизолированной площади изделия.
Основным преимуществом держателя такой конструкции является возможность самостоятельного изготовления.
Цанга
Применяется исключительно при сваривании металла в среде защитного газа.
Устройство имеет большой эксплуатационный ресурс и при правильном использовании позволяет выполнить работы наивысшего качества.
Безогарковый держатель
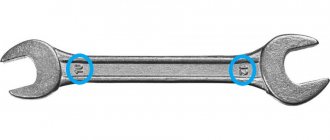
Разновидность устройства позволяет выполнять работы практически с 100% использованием длины сварочного электрода. Безогарковый держатель состоит из цилиндрической рукоятки (2), в которую с одной стороны вмонтирован металлический штырь (1).
Фиксация электрода осуществляется методом приваривания его торцевой части к контактному штырю.
Винтовой
Винтовые электродержатели хорошо закрепляют расходники, имеют хороший контакт и бесперебойную подачу тока.
Контактные поверхности имеют антикорозийное покрытие. При правильной эксплуатации девайс прослужит многие годы.
Как правильно подобрать электродержак
При подборе держателя следует обратить внимание на следующие характеристики:
- Размер и масса устройства. Вес и габариты держака очень важны. При многочасовой работе, лишние 50 грамм устройства будут ощущаться. В таком случае лучше приобрести компактную и легкую конструкцию. При наличии выбора, предпочтение отдайте лёгким и небольшим деталям, при условии одинаковых характеристик.
- Технические характеристики. Держатель должен соответствовать силе тока. Несоблюдение требования приведёт к прогоранию контактной части. При обгорании контактов дальнейшее использование устройства будет невозможно. Определить принадлежность устройства к категории по силе тока можно по маркировке, которая наносится на несменяемую часть изделия.
- Качество изолирующего материала. Для обеспечения безопасного выполнения работ следует подобрать держак с качественно изолированной рукоятью. В качестве диэлектрика, практически во всех деталях, используется пластик достаточной толщины, чтобы надёжно защитить оператора сварочного аппарата от воздействия электрического тока.
- Стоимость. Приобрести держатель для сварочного аппарата можно от 100 рублей, но качеством дешёвая модель, отличаться не будет. Брендовые экземпляры продаются за несколько сотен долларов, но для повседневной работы нет необходимости приобретать держаки по такой цене. Достаточно приобрести изделие в средней ценовой категории, чтобы обеспечить себя на длительное время качественным инструментом для сваривания металлов.
Недорогой девайс можно купить в качестве запасной детали. В случае выхода из строя основного устройства, при наличии дополнительного держака можно продолжить работу без серьёзной задержки по времени.
Лучшие модели держаков
Чтобы приобрести держатель электродов для сварочного аппарата и не разочароваться в его качестве, следует выбирать модели, которые применяются сварщиками на протяжении длительного времени и не вызывают у них негативных эмоций.
Негативные отзывы чаще всего бывают о продукции китайского производства, но некачественная продукция может поступать на отечественный рынок и из других стран.
Чтобы не ошибиться при выборе держака рекомендуется приобретать следующие модели:
1. ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.
Деталь имеет высокие эксплуатационные характеристики, которые не снижаются в течение всего рекомендованного производителем срока. Произведено изделие в Швеции, поэтому можно рассчитывать на европейское качество.
Вес Handy 200 составляет 550 грамм, но учитывая хорошее изоляционное покрытие и качественный зажим, небольшое увеличение массы держака по сравнению с другими моделями вполне оправдано. Handy 200 представляет собой винтовой держатель, что позволяет выполнять сварочные работы качественно и безопасно.
При использовании устройства можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость изделия на российском рынке около 500 рублей.
2. Сибртех 500А — недорогой, но качественный инструмент отечественного производства, который можно использовать до 500 А.
Держатель 500А Сибртех 91455 представляет собой устройство клещевого типа, в котором замена рабочего электрода может быть выполнена быстро.
Изделие имеет надёжную изоляцию из пластика, которая способна защитить оператора от воздействия электрического тока. Приобрести можно за 300 рублей.
3. ESAB 500 — держак известной шведской фирмы, которая занимается выпуском высококачественной продукции уже более 100 лет. Держатель электродов esab можно применять для сварочных работ с током до 500 А.
Основным преимуществом изделий ESAB 500 является сверхмалый вес, который составляет всего 200 грамм. Стоимость изделия на российском рынке — около 3000 рублей.
4. Germany type 300 A — идеально подходит для выполнения сварки с током до 300 А и диаметром электрода 2 — 4 мм. Благодаря особой рифлёной конструкции ручки устройства, удаётся добиться надёжного удержания в руке. Модель отличается качественным пластиком изоляции и относительно небольшим весом.
Читать также: Диск для резки кирпича для болгарки
Токоведущая часть обладает низким коэффициентом сопротивления и высокой устойчивостью к коррозии, благодаря использованию латуни в качестве основного материала. Зафиксировать электрод в устройстве можно в четырёх положениях, что делает выполнение сложной работы более комфортным и точным. Приобрести Germany 300 A можно всего за 300 рублей.
Какие держатели электродов получили наибольшее распространение среди профессиональных сварщиков, сказать сложно! Можно с уверенностью утверждать, что любой из описанных выше образцов можно использовать при выполнении сложных сварочных работ.
Для профессионального сварщика, да и для любителя, хороший держатель для электродов – залог комфортной и удобной работы сварочного процесса. Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании.
Особенности
Держак сварочного агрегата является приспособлением, управляющим электродом в ходе сварочных работ. Он должен на совесть удерживать электрод какого угодно сечения и подавать к нему электроток, предоставляя контролируемое управление процессом без дополнительных усилий.
Многообразие конструкций определяет и разброс в технических и эксплуатационных характеристиках держателей, однако имеются и конечные значения, утвержденные ГОСТом. К примеру, длина защищенной части рукояти должна быть не меньше 110 миллиметров, а поперечное сечение усредненно находится в диапазоне 36-40 миллиметров. Размер фиксатора также оказывает влияние на возможность работы с электродами, предназначенными для различных уровней силы электротока.
Начальный уровень 200-300 А, с подобными параметрами функционируют держаки диаметром 36 миллиметров, а образцы для 400-500 А, следовательно, обязаны иметь сечение ориентировочно 40 миллиметров.
Необходимо принимать во внимание и материалы изготовления устройства. Они же обусловливают и возможность работы с различными границами силы электротока, и устойчивость перед неблагоприятными условиями внешней среды.
Сочетание окалиностойкой стали и высокопрочного пластика с рифлями на поверхности даст возможность защитить рабочую основу электрододержателя и от воздействий высоких температур, и от холода, если работа происходит на открытом воздухе зимой.
Устройство
Рассмотрим вкратце устройство держателя электродов. От конструкции прибора зависит несколько важных факторов:
- качество сварных соединений;
- производительность труда мастера;
- удобство и безопасность работ.
недорогой держатель электродов
Держак стандартного типа представляет собой инструмент, состоящий из нескольких частей: корпус, зажим, рукоятка, подвижные части. Но различные виды могут иметь некоторые особенности в строении. Подробнее далее.
Рассмотрим вкратце, какие виды держателей для электрода существуют. Электрододержатели разделяют на универсальные и специализированные. Производство обеих группы регламентировано стандартами ГОСТ. О самодельных смотрите отдельный подзаголовок ниже.
Держатель электродов универсальный является наиболее популярным, так как позволяет проводить сварку в различных пространственных положениях.
Также существует более подробная классификация:
1. Зажимной держатель-прищепка (пружинный или рычажный) характеризуется простой конструкцией и невысокой ценой. Основной недостаток — слабая фиксация электрода.
Данный тип может быть выполнен в двух модификациях:
- простая отличается совместимостью с большинством типов сварочных аппаратов и полным отсутствием неизолированных зон;
- автоматизированная обеспечивает высокое качество шва, значительное энергосбережение и автоматический поджог дуги.
2. Винтовые электрододержатели позволяют крепко закреплять катод. Основной недостаток — потребность постоянного откручивания и закручивания винта в зажимном устройстве при смене материала для сварки.
Предлагаем посмотреть ролик, где пользователь сравнивает два держателя, винтовой и прищепку и делает выбор в пользу винтового.
3. Конструкция инструментов безогаркового вида устроена таким образом: электрод не фиксируется зажимом, а приваривается к концу стержня с изолированной поверхностью и полностью расплавляется в процессе соединения. Затем берется следующий пруток.
4. Довольно востребованной среди сварщиков любого уровня является вилка-трезубец. Однако, выполненный в простой модификации такой тип представляет собой серьезную угрозу здоровью мастера из-за большого количества незащищенных частей.
Держатель «вилка» самодельный
5. Зажимной держатель-цанга применяется в сварочных горелках для аргоновой дуговой сварки.
6. Электрододержатель электрода с зажимом поворотного типа позволяет быстро и надежно производить фиксацию стержня только под одним углом.
Кроме вышеперечисленных видов также выделяют агрегаты специального назначения, которые применяются для создания определенного вида шва.
Виды электрододержателей
Держатели электродов бывают двух видов: универсальные, специализированные; выделяют иногда группу самодельных держателей, хотя кустарным способом можно изготовить и те, и другие. Производство электрододержателей, требования к ним регламентируют государственные стандарты.
Универсальные держатели наиболее популярны, они одинаково хорошо удерживают электроды различной толщины, позволяют соединять детали в различной пространственной ориентации. В большинстве случаев электрод устанавливают перпендикулярно оси зажима.
По способу удержания электрода универсальные держатели бывают:
- Зажимные (прищепка, клещи) — пружинные, рычажные;
- Винтовые;
- Цанговые фиксаторы;
- В виде вилки (трезубца);
- Безогарковые.
Держатели с зажимом в виде прищепки, рычага имеют простую конструкцию, невысокую стоимость. Их недостаток в том, что электрод фиксируется слабо; исправить его можно установкой более жесткой пружины. Зажимные устройства выпускают в двух модификациях: простой, автоматизированной.
Простая модель зажимного устройства совместима с большинством видов аппаратов для сварки, в ней отсутствуют неизолированные участки. Автоматизированные модели автоматически поджигают дугу, более экономны, позволяют получать швы высокого качества.
В винтовом зажиме электрод вставляется в отверстие сбоку, зажимается винтом с торца. Такой способ крепления обеспечивает высокую прочность соединения, хороший электрический контакт. Статистика показывает, что доля винтовых электрододержателей близка к 100%.
Цанговый держатель устроен в виде трубки. С одного конца она имеет резьбу, а с другого — конусное утолщение. Утолщенная часть имеет три тонкие продольные прорези. При вращении гайки сектора трубки склоняются к центру, надежно фиксируют электрод. Чаще всего держатель применяют в горелках для сварки в среде аргона.
Среди мастеров сварочного дела востребованным остается вилочный держатель. Зачастую его изготавливают самостоятельно из подручных материалов.
Популярность приспособления обусловлена крайней простотой конструкции, в которой нет движущихся частей, надежностью, долговечностью. Эти преимущества с лихвой перекрывают непрезентабельный внешний вид, слабую изоляцию.
В безогарковом держателе электрод приваривают к торцевой поверхности изолированного корпуса. Когда стержень электрода в процессе сварки расплавится, на его место таким же способом крепят новый электрод.
Хороший держатель электродов должен:
Держатель электродный должен соответствовать следующим обязательным требованиям:
- Надежность и уверенность фиксации электрического проводника любых диаметров в необходимом положении.
- Возможность быстрого изменения угла выхода электрода.
- Хороший и полноценный контакт.
- Обеспечение быстрой замены электрода.
- Долговечность использования.
- Легкость прибора.
- Изоляция токоведущих частей.
- Возможность проведения сварки в труднодоступных местах.
Требования к электрододержателям
Требования к этому аксессуару сварщика сформулированы ка результат обобщения длительного опыта соединения металлов. От соответствия требованиям напрямую зависит удобство работы, производительность, качество соединений.
Электрододержатель должен обеспечивать:
- Надежную фиксацию сварочных стержней всех диаметров в любой пространственной ориентации относительно оси держателя;
- Быструю смену угла крепления электрода;
- Хороший электрический контакт с большой площадью соприкосновения;
- Быстрое удаление недогарка, установку нового стержня;
- Длительный период эксплуатации;
- Изоляцию токопроводящих частей конструкции;
Возможность создания соединений в местах с ограниченным доступом; приспособление должно иметь небольшую массу: чем оно легче, тем меньше устает рука сварщика.
Как не купить некачественный держак для сварочного аппарата
Токоведущие части качественного прибора должны быть произведены из меди и защищены изоляционным материалом. Некоторые недобросовестные компании производят токоведущие части из стали, а затем покрывают их медью. Таким образом, части сильно нагреваются и быстро сгорают.
Выглядят они как медные и визуально отличить их непрофессионалу от «цельномедных» деталей сложно. Есть один безошибочный способ, для которого понадобится магнит. Необходимо поднести магнит к проверяемой детали, если части магнитятся, то они выполнены из стали.
Медные губки держака
Популярные производители
Перейдем к популярным производителям держателей для электродов.
Telwin — мировой лидер по изготовлению сварочных аппаратов, систем резки и зарядных устройств. Итальянская компания предлагает держатели под одноименной торговой маркой.
Пружинные электрододержатели для сварочных работ немецкой компании ABICOR BINZEL отличаются следующими характеристиками: высокопрочная и теплоизолирующая рукоятка; жесткая фиксация динода в четырех положениях; эргономичность; прочность; универсальность использования.
Компания Trafimet основана в 1974 году в итальянском городе Винченца. Производитель предлагает инструменты пружинного типа, обладающие следующими техническими параметрами: небольшой вес агрегата; надежность; неприхотливость в эксплуатации.
Российская выпускает инверторное оборудование. Держатели от данного производителя изготовлены с соблюдением всех государственных стандартов; позволяют проводить сварку во всех положениях, а также в труднодоступных местах.
Шведский концерн
ESAB является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Головной офис и производство предприятия EWM расположены в немецком городе Мюндерсбах. Компания специализируется на изготовлении и реализации широкого ассортимента оборудования, в том числе и электрододержателей различного типа.
Российская торговая марка BRIMA занимает одну из ведущих позиций на рынке оборудования, комплектующих и материалов для сваривания. Электрододержатели рассчитаны на три группы потребителей: бытовые, профессиональные и промышленные.
Читать также: Удельное электрическое сопротивление константана
Компания SANTOOL — надежный производитель и поставщик качественной продукции для сварки. Оборудование выпускается под несколькими торговыми марками. Приборы обладают надежной фиксацией, электропроводящие части изолированы от случайного прикосновения.
Российское предприятие Skrab реализует продукцию под собственным одноименным брендом, а также поставляет профессиональное оборудование от ведущих производителей. Оснащение применяется во многих сферах деятельности.
СИБРТЕХ — отечественный производитель высококачественного инструмента и оборудования. Компания предлагает электрододержатели клещевого типа. При работе с агрегатами важно, чтобы электроведущие части не соприкасались со свариваемым изделием или руками человека. По продукции данного производителя были замечания, смотрите видео выше и ниже.
Итальянское предприятие Quattro Elementi занимается изготовлением и реализацией оборудования, материалов и аксессуаров. Продукция выпускается под торговой маркой Ergus.
Компания Корд — крупнейший российский изготовитель инновационного оборудования и аксессуаров для сварки. Представленные в ассортименте зажимы созданы в соответствии с нормами ГОСТа и имеют различный тип конструкции.
В 2014 московская открыла собственное производство электрододержателей и клемм заземления под торговой маркой «Сатурн«. Зажимы просты в использовании, идеально подходят для сварочных инверторов как бытового, так и профессионального уровня.
Обзор популярных моделей
Среди большого разнообразия моделей электрододержателей и брендов наибольшей популярностью у сварщиков пользуются следующие производители и марки.
Электрододержатель ЭД-40 «Корд» (Россия) работает по принципу клещей. Отличается возможностью установки электрода под несколькими углами и регулировкой усилия пружинного прижима. Работает с электродами диаметром до 6 мм в быту и на производстве.
Электрододержатель DE 2500 пружинного типа от компании ABICOR BINZE (Германия) эргономичен и надежен. Обеспечивает жесткую фиксацию электрода в четырех позициях. Варит током до 500 А. Современные изоляционные материалы ручки выдерживают большие нагрузки и надежно защищают от электротока.
Электрододержатель Esab от лидера на рынке сварочного оборудования обеспечивает идеальный подвод тока и прочное закрепление электрода.
Преимущества устройства:
- эргономичное исполнение и современный дизайн;
- небольшие габариты без выступающих частей;
- им просто работать;
- максимальный контакт токопроводящих частей;
- благодаря конструкции рукоятки можно использовать длительное время;
- работает во всех пространственных положениях;
- для установки электродов предусмотрено два отверстия: под 45 и 90°;
- электробезопасность.
На рынке представлены следующие модели электрододержателей Esab:
- Esab 200, 400 и 500;
- Optimus;
- Eco Handy;
- Eco Confort;
- Prima.
ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.
Деталь имеет высокие эксплуатационные характеристики, которые не снижаются в течение всего рекомендованного производителем срока. Произведено изделие в Швеции, поэтому можно рассчитывать на европейское качество.
Вес Handy 200 составляет 550 грамм, но учитывая хорошее изоляционное покрытие и качественный зажим, небольшое увеличение массы держака по сравнению с другими моделями вполне оправдано. Handy 200 представляет собой винтовой держатель, что позволяет выполнять сварочные работы качественно и безопасно.
При использовании устройства можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость изделия на российском рынке около 500 рублей.
Электрододержатели Eco Handy 300 ЭСАБ предназначены для использования со всеми видами сварочного тока при выполнении наплавки и ручной дуговой сварки. Номинальный ток нагрузки – 300 А.
Мощный резьбовой стержень составляет основу зажима. Он изготавливается из латуни для наилучшей токопередачи. Контактные участки с антикоррозионным покрытием. Конструктивное исполнение и подбор материалов исключают подгорание контактов. Ручка из высокопрочного изолирующего материала обеспечивает безопасность. Для подключения сварочного кабеля сечением 50 мм² используется винтовое соединение.
Электрододержатель Esab Handy 300 отличается удобной и надежной эксплуатацией. Незаменим при сварке в труднодоступных местах, где пружинная фиксация неприемлема.
Электрододержатель зажимного типа Esab PRIMA 300 – это надежная установка электрода в любом положении, исключающая изгиб. Аксессуар применяется для режима ММА. Номинальная нагрузка по току – 300 А. Диаметр используемых расходников – 2,5–6 мм.
Головка держателя имеет литую, закрытую форму. Головка и рукоятка полностью изолированы. Для установки и замены стержня достаточно нажать ручку. Электрод оголенным концом вставить в отверстие и отпустить рукоятку. Может быть левое, правое или прямое положение стержня. Для подсоединения кабеля рукоятка свинчивается. Через нее пропускается шнур и заводится в держатель. Положение фиксируется винтом и медной пластиной.
ESAB 500 — держак известной шведской фирмы, которая занимается выпуском высококачественной продукции уже более 100 лет. Держатель электродов esab можно применять для сварочных работ с током до 500 А.
Основным преимуществом изделий ESAB 500 является сверхмалый вес, который составляет всего 200 грамм. Стоимость изделия на российском рынке — около 3000 рублей.
Электрододержатель СИБРТЕХ ЭД-500 А предназначен для сварочных операций всех степеней сложности. Он прост в применении и крепко держит электрод. Устройство отличается прочностью и надежностью в работе.
Электрододержатель СИБРТЕХ ЭД – универсальный вариант для начинающих и профессионалов.
В держателе использован принцип прищепки. Установка и замена электрода происходит быстро, без дополнительных усилий. Корпус и рукоятка выполнены из ударопрочного пластика с изоляционными свойствами.
Держатель рассчитан на использование с электродами сечением 2–6 мм. Максимальный ток – 500 А. Жила подсоединяемого сварочного кабеля – 50–70 мм².
Электрододержатель «Кедр» type 200A универсальный, прочный и удобный. Держатель жестко фиксирует и удерживает электрод в 4 положениях. Изоляционный материал овальной ручки выдерживает высокие нагрузки.
Номинальный ток сварки – 200 А.
Помимо универсальных устройств производятся специальные электрододержатели. Они позволяют варить сразу несколькими стержнями или трехфазной дугой.
Germany type 300 A — идеально подходит для выполнения сварки с током до 300 А и диаметром электрода 2 — 4 мм. Благодаря особой рифлёной конструкции ручки устройства, удаётся добиться надёжного удержания в руке. Модель отличается качественным пластиком изоляции и относительно небольшим весом.
Токоведущая часть обладает низким коэффициентом сопротивления и высокой устойчивостью к коррозии, благодаря использованию латуни в качестве основного материала. Зафиксировать электрод в устройстве можно в четырёх положениях, что делает выполнение сложной работы более комфортным и точным. Приобрести Germany 300 A можно всего за 300 рублей.
Какие держатели электродов получили наибольшее распространение среди профессиональных сварщиков, сказать сложно! Можно с уверенностью утверждать, что любой из описанных выше образцов можно использовать при выполнении сложных сварочных работ.
P.S. Если сварочные держаки для ручной дуговой сварки будут подобраны правильно, то соединение металлических конструкций будет комфортным.
Источники
- https://stroy-podskazka.ru/svarka/svarochnyj-derzhak/
- https://WeldElec.com/svarka/post/osnastka/derzhatel/
- https://plavitmetall.ru/oborudovanie/derzhak-dlya-svarochnogo-apparata.html
- https://WikiMetall.ru/oborudovanie/elektrododerzhatel.html
Зачем покупать отдельно держатель сварочный, если он уже есть в комплекте со сварочником
Начинающие сварщики часто задаются вопросом: «Зачем отдельно приобретать держатели для сварочного аппарата, если инвертор уже укомплектован зажимом?»
Штатный держатель от инвертора, поломался
Ответ на данный вопрос достаточно прост: такой электрододержатель обладает низким качеством, соответственно проработает он недолго. Кроме этого, недобросовестные производители часто используют дешевые материалы для изготовления комплектующих для инвертора. Это положительно сказывается на цене и отрицательно на качестве. Чаще всего выходят из строя прижимные губки, они подгорают и перестают обеспечивать фиксацию стержня.
Как выбрать
Выбор инструмента — ответственное занятие, призванное сделать дальнейшую работу безопасной и эффективной и сварочный держатель электродов не исключение. Рассмотрим, что стоит учесть при выборе, какие параметры.
1.Ампераж. Держатель для электродов должен соответствовать силе тока применяемого сварочного оборудования. Так при использовании сварочного инвертора с силой тока в 300А, подключать к нему держатель, рассчитанный не 150А – идея не очень хорошая. Держатель электродов в таком режиме прослужит не более двух дней, так как зажим электрода обгорит и выйдет со строя. Кроме того, использовать держатель с меньшей силой тока просто не безопасно.
При обратной ситуации, когда приобретаются держатели «с запасом», то есть на аппарат в 160А устанавливают держатель на 300А, решение безопасно, но для работы не очень удобно. При большем ампераже, больше габариты и масса держателя (что повлияет на уставаемость сварщика и возможность подлезть в труднодоступные места, см. следующее требование), так как толще изоляция, массивнее литые части, зажим электрода. Поэтому подбирать держатель необходимо исходя из силы сварочного тока.
2. Габариты и вес. Для удобства прибор должен обладать небольшой массой и небольшими габаритами. Лишние граммы никоим образом не скажутся на проведении краткосрочных работ, а вот при длительных процессах, которые требуют внимания и аккуратности, тяжелый агрегат может вызывать дискомфорт и мышечное напряжение. Поэтому выбирая из нескольких моделей с аналогичными техническими характеристиками, следует отдать предпочтение более легкому и компактному.
Габариты и вес сварочных держаков — почувствуйте разницу
3. Часто выполнение работ проводится при неблагоприятных условиях: пыль, грязь, влажность, слишком высокие или низкие температуры. Компенсацией для этих факторов должна выступать высокая надежность электрододержателя. Корпус прибора, чаще всего, производится из пластика с высокими изолирующими свойствами. Что касается зажима, то профессионалы предпочитают литой, поскольку пластинчатые наборные губки более подвержены выходу из строя. Самым надежным вариантом является винтовой прибор, его резьбовая фиксация гарантирует однозначное положение прутка.
4. Известные производители поддерживают свою репутацию, тщательно контролируют качество выпускаемой продукции. Поэтому проверенные бренды пользуются высоким спросом у потребителя. Здесь стоит придерживаться принципа достаточности – недорогой держатель неизвестного производителя не проживет, скорее всего, и месяца на судоверфи при эксплуатации его в две смены, а сварщику любителю его хватит на два-три сезона, а то и на дольше.
5. Напрямую от предыдущего фактора зависит следующий, наиболее важный — стоимость. Цена варьируется в значительных пределах. Дешевые модели по определению не могут отличаться высоким уровнем качества и надежности, продуманностью конструкции, а также они в редких случаях рассчитаны на длительную эксплуатацию. Но недорогой инструмент неплохо подойдет для сварщика-любителя с целью выполнения разовых работ. С другой стороны, для проведения бытовой сварки незачем покупать дорогой аппарат, который необходим для профессиональных и промышленных масштабов.
6. Наибольшим спросом у клиентов пользуются агрегаты, способные фиксировать электроды любых диаметров. Так как подобные приборы являются универсальными и могут применяться при проведении разнообразных работ.
Приобретение добротного сварочного аппарата еще не гарантирует высокое качество сварных работ. Для получения качественного шва нужен удобный держатель электродов для сварочного аппарата, с которым можно без усилий выдерживать правильное положение электрода при сварке.
На что обратить внимание при выборе
Прежде всего следует учитывать, что у качественных держателей электродов для сварочных аппаратов токоведущие детали сделаны из меди. У подделок они из стали, покрытой тонким слоем меди, которая быстро выгорает. По внешнему виду они неотличимы от оригиналов, поэтому для проверки потребуется магнит.
Держак для сварки выбирают по следующим критериям с учетом особенностей работы:
- Вес и габариты. Для периодической сварки на дому эти параметры не критичны. Однако для длительной работы лучше выбрать легкую модель, так как лишние граммы долго удерживать на весу будет утомительно.
- Эксплуатационные характеристики. Максимальный ток держака должен быть на 10% больше чем у сварочного аппарата. При меньшем значении быстро выгорят места контакта с электродом. Однако не стоит увлекаться повышением запаса по току, так как габариты и вес увеличатся, а срок службы не изменится.
- Надежность. У сварочного держака для работы на улице материал рукояти должен быть стойким к низкой температуре и высокой влажности. Модели с литыми губками прослужит дольше, чем с наборными. Самыми надежными по способу крепления расходников считаются винтовые сварочные держатели с резьбовым зажимом.
- Способ соединения со сварочным кабелем. Лучшим вариантом будет болтовое. На держаки, сделанные в Китае, с обжимным способом подключения, не стоит тратить деньги.
- Диаметр электродов. При выборе необходимо обращать внимание, на какие по диаметру сварочные стержни рассчитан понравившийся держак. Иначе может случиться так, что купленная модель предназначена для работы с расходниками от 5 мм, поэтому «четверку» и меньше не зажимает.
- Стоимость. Производители предлагают сварочные держаки по цене от 100 до 10000 рублей. При этом по конструкции дешевые модели не отличаются от дорогих. Разница в цене объясняется качеством материалов и сборки. Для начинающего сварщика, выполняющего разовые работы, вполне достаточно недорогой модели. Дешевый держак полезно иметь в качестве запасного, если основной сломается во время сварки.
Для продления срока службы держателя зажим регулярно очищают от грязи и окалины, чтобы не было подгорания из-за плохого контакта. Подвижные детали смазывают, аккуратно переносят, хранят в чистом месте. Не допускают расплавления электродов вплотную к зажиму.
Качественный и удобный держак не отвлекает от процесса сварки.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.
Читать также: Брошюровка дерева что это такое
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.
Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.
Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
- Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.
Электрод крепится между губками при нажатии на рукоятку
- Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.
Вилку-трезубец можно изготовить самостоятельно
- Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.
Винтовой электродержатель обеспечивает надежный контакт
- Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.
Цанговый держатель используется при аргонодуговой сварке
- Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
Безогарковый держатель: 1. Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питания
Кроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.
Основные технические данные электрододержателей
При покупке электрододержателей следует исходить из того, какие работы будут производиться сварочным аппаратом, какова мощность последнего, какие электроды будут использоваться при сварке. Основные технические характеристики, на которые следует обращать внимание при покупке держака:
- тип крепления;
- угол фиксации;
- диаметр электрода;
- ток сварки;
- сечение кабеля;
- вес устройства.
Чем больше сечение кабеля, тем больший ток сварки, тем больше может быть диаметр электрода. Но такие держаки и весят больше. Например, фиксатор винтового типа с фиксированным углом «Superior 6» рассчитан на электроды диаметром от 4.0 мм до 6.3 мм, кабель сечением до 70 мм 2 и ток до 400 ампер. Вес устройства составляет 690 грамм.
Держак пружинного типа «Parva 2» рассчитан на установку электродов диаметром от 2.0 мм до 3.2 мм под любым углом, к нему подведен кабель сечением до 25 мм 2 , пропускающий ток до 200 ампер. Устройство весит всего 325 грамм.
Сварочный держак своими руками
Конструкция некоторых моделей держаков настолько проста, что многие мастера предпочитают их не покупать, а сделать эти устройства самостоятельно. Речь идет о держаках типа «вилка». Такие держаки считаются классикой сварочного дела, и их изготовление занимает буквально считанные минуты.
Чтобы изготовить такой держак, потребуется один прут рифленой арматуры длинной в один метр, кусок толстого резинового шланга (как вариант – ручка от велосипедного руля), болт М10 с двумя шайбами и гайками. Прут арматуры разрезается на три мерных куска, причем, один должен кусок должен быть чуть длиннее двух других. К нему приваривается болт, резьбой наружу, а затем — два оставшихся куска, так, чтобы образовался трезубец.
Со стороны болта на конструкцию натягивается резиновый шланг. На болт надевается шайба, подсоединяется кабель, затем надевается вторая шайба, закрепляется гайкой и законтривается второй гайкой. Зубцы «вилки» зачищаются напильником для обеспечения лучшего контакта с электродом. Держатель готов к работе. Его недостатком будет слабая защищенность сварщика от токонесущих частей, затрудненность освобождения от огарка, окисление арматуры.
Некоторые мастера вместо арматуры используют стальной уголок, а в качестве прижимного элемента самостоятельно изготавливают пружину в два витка, которая обеспечивает надежную фиксацию стержня. На ребрах уголка можно сделать небольшие пропилы для установки электродов под разными углами.
Устройство держателя
Конструкция держателя электродов стандартного типа состоит из нескольких деталей: корпуса, рукоятки, зажима, подвижных частей. В устройстве некоторых моделей имеются отличия. Корпус держателя — металлическая пластина.
С одной стороны к ней крепится полая рукоятка из изолирующего материала, с другой — подвижная часть зажима.
- Поверхности прижимных плоскостей рифленые, на них имеются канавки для выбора пространственной ориентации электрода.
- Толстый сварочный кабель проходит сквозь рукоятку, крепится к пластине винтом с гайкой. Конструкция обеспечивает практически мгновенную замену электрода нажатием на рычажный зажим.
- Пружина достаточно упругая, обеспечивает надежную фиксацию стержня в выбранном положении.
Держатели любого типа не рассчитаны на длительную эксплуатацию; под воздействием высокой температуры вокруг зоны плавления, больших токов они постепенно теряют первоначальные качества.
Разрушается изоляционное покрытие, подгорает контакт между медным кабелем, стальным корпусом, пружина теряет упругость. Старые держатели периодически заменяют на новые.