Постоянный ток (или просто «постоянка») широко используется в любительской и профессиональной сварке. С его помощью можно получить качественные и прочные сварные соединения, даже если у вас недостаточно навыков. Для этого вам понадобится хороший сварочный аппарат и электроды для постоянного тока.
Особенности
Современные производители предлагают универсальные электроды, способные работать и при переменном, и при постоянном токе. Это неплохой вариант, если к шву не предъявляются повышенные требования по качеству и долговечности. Но, как вы понимаете, чтобы сварить по-настоящему надежный шов вам все же понадобятся специализированные электроды для работы с постоянным током. При их использовании металл практически не разбрызгивается и шов получается ровным.
Приобретаемые вами электроды должны быть качественными и изготовленными в соответствии с ГОСТом. Не экономьте и не покупайте стержни от неизвестных производителей. Ведь некачественными электродами можно испортить не только шов, но и свариваемую поверхность. Внешне электроды для постоянки не отличаются от любых других стержней, их отличия начинают проявляться во время работы. В работе с постоянным током состав электрода не так важен, как качество его изготовления, так что убедитесь, что выбранные вами материалы подходят для сварки нужных деталей и смело приступайте к работе.
Кратко о задачах покрытия
Покрытие служит для защиты ванны и само собой, для стабилизации горения дуги. Покрытие так же определяет степень ионизации и отвечает за протекание физико-химических процессов в сварочной ванне. Из этого следует, что требуемые механические свойства металла шва и в целом соединения, в огромной степени обеспечивает электродная обмазка.
Так для сварки особо ответственных конструкций, работающих при отрицательных температурах и статических нагрузках, где требуются повышенная прочность и пластичность, необходим именно постоянный ток, а значит и сварочные материалы, в частности электроды требуется подбирать с учетом этих требований.
Преимущества и недостатки
У специальных электродов для постоянки есть множество плюсов по сравнению с универсальными стержнями, вот некоторые из них:
- Высочайшее качество шва.
- Металл не разбрызгивается, благодаря чему электроды для сварки постоянным током можно использовать при работе в любом пространственном положении.
- Большой выбор диаметров и покрытий.
- Сварочный процесс под силу даже начинающих сварщикам.
- Сварное соединение получится надежным и ровным даже без применения флюса.
Но есть и недостатки:
- Стоят недешево, при этом позволяют работать только с постоянным током.
- Нужно учитывать все особенности металла, чтобы правильно подобрать электрод и не испортить работу.
Сварочные электроды для переменного тока для РДС
Процесс ручной дуговой сварки с помощью сварочного трансформатора осуществляется на переменном токе. Применяемые при этом электроды должны соответствовать и предназначаться именно для этих целей.
Практика использования этих материалов показывает существенное снижение их популярности ввиду появления современных источников сварочного тока — инверторов. Сварка здесь осуществляется постоянным током.
Минусы при использовании
Можно выделить следующие недостатки использования электродов на переменке, отодвинувших их на второй план:
- сниженная устойчивость и поведение сварочной дуги. Связана с изменчивой полярностью и особенностями переменного тока;
- низкое качество сварного шва;
- значительное разбрызгивание металла с образованием «капель»;
- значительные энергозатраты при сварке ввиду большой потребляемой мощности трансформатора, что не может не сказаться на стоимости конечного изделия.
Обозначение и маркировка
Чтобы определиться с выбором электродов, необходимо разобраться в их маркировке и классификации. Последняя цифра в обозначении и служит указателем для применяемого рода и полярности.
Все варианты представлены в виде таблицы:
Анализируя эти данные, можно сделать вывод об универсальности большинства электродов по отношению к роду тока. Существуют требования по использования определенного напряжения х.х. трансформатора для электродов на переменном токе.
Внимание ! Использование стержней с цифрой «0» на конце в данном случае не рекомендуется — применяется только для постоянки, к примеру «УОНИ».
Марки
Правильный подбор электродов будет зависеть не только от параметров тока, но и от типа свариваемого металла. Если рассматривать стандартные задачи по сварке низкоуглеродистых сталей стоит присмотреться к следующим маркам:
- ОК 46.00;
- МР-3;
- АНО -4, 6, 21;
- ОЗС — 4, 6, 12.
Это электроды с рутиловым покрытием, которые хорошо себя зарекомендовали и прекрасно справляются с поставленными задачами. Поставить какие -то из них в категорию лучшие однозначно нельзя, ведь это все марки, а производитель может быть разным. Соответственно он может применить свои технические условия при производстве и изменить состав обмазки, отличающейся от ГОСТа. При выборе стоит ориентироваться на проверенные бренды — ESAB, ЛЭЗ.
Рекомендуем! Виды электродов по чугуну. Как сделать своими руками
Основные режимы
Добиться хорошего результата при сварке в любом пространственном положении будет возможно при настройке правильных режимов в зависимости от толщины металла.
| Величина диаметра, мм | Диапазон сварочного тока, А | ||
| В нижнем положении | Вертикальный шов | Потолочный шов | |
| 2 | 40 — 80 | 40 — 60 | 50 — 70 |
| 2,5 | 60 — 120 | 60 — 95 | 60 — 100 |
| 3 | 75 — 150 | 75 — 140 | 75 — 170 |
| 4 | 110 — 220 | 110 — 210 | 100 — 190 |
| 5 | 160 — 310 | 150 — 290 | 150 — 280 |
svarkagid.ru
Марки
Мы собрали несколько марок, пользующихся популярностью у начинающих и опытных мастеров. Все они не раз испытаны в работе и показали себя с наилучшей стороны:
- УОНИ 13/45. Это, пожалуй, самая популярная марка. Отлично подходит для сварки низколегированной и углеродистой стали. Обеспечивает высокую герметичность шва, поэтому широко используется при сварке деталей, которые должны в будущем работать под давлением. Подойдет и для сварки сложных металлических конструкций. Такие электроды выпускаются с основным покрытием. Перед поступлением в продажу проходят санитарно-эпидемиологическую проверку. Мы рекомендуем эту марку более опытным мастерам, уже имевшим дело с постоянным током.
- ОЗС 12. Еще одна популярная марка. С ее помощью так же сваривают сложные металлоконструкции, к которым предъявлены повышенные требования по качеству и долговечности. Подойдет для сварки стали с низким содержанием углерода. Можно варить в любом положении, кроме вертикального.
- ОЗС 4. Марка, которая спасет вас в плохих условиях сварки. Такие электроды отлично работают даже на неочищенных поверхностях, покрытых коррозией. Подходят для сварки низколегированных и углеродистых сталей.
- МР 3С. Хороший выбор для начинающего или домашнего сварщика. Наплавка осуществляется легко и быстро, шов получается ровных и красивым. Так же подходит для низколегированных и углеродистых сталей.
Электроды постоянного тока для сварки: марки, какие лучше, маркировка, особенности постоянки
Главная страница » О сварке » Электроды постоянного тока
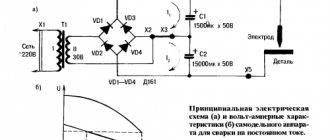
Сварка постоянным током имеет больший спектр применения, нежели соединение с использование переменного напряжения. Это обусловлено несколькими неоспоримыми преимуществами данного вида сваривания. Поэтому электроды для сварки постоянным током являются более востребованными. Именно постоянные материалы мы рассмотрим в статье.
Следует отметить, что не все оборудование имеет возможность давать постоянное напряжение. Если мастер сварочного дела располагает трансформатором без выпрямителя или генератором переменного тока, то необходимо использовать расходники для переменного тока.
Особенности сварки постоянным током
Сварочный процесс с применением постоянного напряжения имеет ряд отличительных свойств. Некоторые характеристики можно рассмотреть как достоинства, другие в качестве недостатков.
Плюсы:
- практически полное отсутствие разбрызгивания металла обеспечивает сокращение издержек электродов;
- постоянка делает работу сварщика проще;
- высокая производительность и эффективность труда;
- устойчивость и стабильность дуги даже при воздействии негативных влияний: порывы ветра, колебания напряжения и другие;
- качественный и аккуратный шов;
- возможность соединения изделий из тонкого металла;
- отсутствие непровариваемых участков.
Минусы:
- сваривание с применением постоянного тока осуществляется при помощи инверторных аппаратов. Данное оснащение отличается высокой стоимостью;
- «магнитное дутье» создает проблемы с нестабильной дугой в сложных местах (напр. углах).
Прямая или обратная полярность
Нужно знать сварщику! Соединение металлов постоянным током можно проводить двумя режимами: с прямой и обратной полярностью. Первый режим: к электроду подключается минус, а к металлическому изделию — плюс. При сваривании обратной полярности наоборот: к электроду- плюс, к заготовке — минус.
Сварочные работы прямой полярностью образуют на кончике электрода катодное пятно, обратной — анодное. В районе анодного пятна температура доходит до 3900°С, в районе катодного — до 3200°С. Во время сваривания на прямой полярности тепло концентрируется на обрабатываемом изделии, из-за этого происходит углубление корня сварочного шва.
Поэтому напряжение прямой полярности лучше применять при сваривании толстостенных изделий и в тех случаях, когда требуется высокая температура.
Ток обратной полярности используется для работы со следующими материалами:
- конструкции из тонколистовой стали;
- легкоплавкие металлы;
- чувствительные к перегреву стали: нержавеющие, легированные и высокоуглеродистые.
Особенности сварки при прямой полярности:
- большое разбрызгивание и высокий коэффициент проплавления обусловлены тем, что металл от материалов переносится в сварочную ванну большими каплями;
- электрическая дуга отличается нестабильностью;
- правильный нагрев изделия;
- некоторые сварочные материалы показывают увеличение коэффициента наплавки;
- сварочный шов имеет нестандартный состав материала: отсутствие углерода, большое количество кремния и марганца.
- меньший нагрев стержня позволяет специалисту использовать токи с более высоким значением.
Особенности соединения при обратной полярности:
- необходимость снижения потенциала тока для уменьшения температуры изделия;
- рекомендуется осуществлять сваривание прерывистым швом;
- очень тонкие детали свариваются с периодическим прерыванием дуги;
Отбортовка (см. особенности сварки тонкого металла) - при соединении внахлест, заготовки должны герметично прижиматься друг к другу. Несоблюдение данного условия может привести к прожиганию верхней детали.
- стыковочное соединение должно проводиться с минимальным зазором или, лучше всего, вообще без зазора;
- при сварки тонких изделий с неровными кромками следует укладывать под стык медную или стальную пластину. Подобный вспомогательный слой будет забирать часть тепла от сварочного процесса;
- можно провести отбортовку соединяемых кромок, угол — 90°.
Полезное видео
Посмотрите ролик, где наглядно разъясняется разница использования полярностей.
Маркировка электродов для постоянного тока
Различные типы сварочных материалов имеют собственную маркировку. Маркировка содержит основную информацию об электроде. Формат данных сведений включает 12 цифровых комбинаций, каждая из которых имеет собственное значение. Основной особенностью маркировок расходников для постоянного тока является цифра «0», расположенная в конце записи. Именно она указывает, что определенная марка рассчитана только на постоянный ток.
Цифра «0» в строке «E 513 B20» обозначает, что данные электроды используются для сварки постоянным током обратной полярности.
Как выбрать
Как выбрать электроды постоянного тока. На рынке сварочных материалов представлено большое количество производителей и поставщиков электродов. Далее мы рассмотрим факторы, с помощью которых можно определить какие электроды лучше для постоянного тока.
При выборе расходников, в первую очередь, необходимо обращать внимание на бренд сварочных материалов. С положительной точки зрения себя зарекомендовали следующие торговые марки: ESAB, ЛЭЗ, Ресанта, Lincoln Electric, Kobelco. Узнать, какие самые популярные, можно, посмотрев результаты опроса в рейтинге.
Следующие составляющие определяются в соответствии с поставленной задачей.
При выборе диаметра электрода следует учитывать какой тип стали предстоит сваривать. Каждая марка материалов имеет определенное назначение.
Также необходимо учесть специфику сварки: бытовая, производственная или промышленная.
Нужно определить следующие параметры:
Важное значение играет покрытие сварочных материалов. Начинающим и неопытным мастерам лучше применять электроды с рутиловой обмазкой. Однако, такой тип покрытия не подойдет для соединения ответственных конструкций.
Ознакомившись с вышеперечисленными характеристиками, без особого труда можно определить какие лучше выбрать электроды для постоянного напряжения.
Лучшие марки
Рассмотрим лучшие марки электродов постоянного тока по мнению сварщиков.
Сварочные электроды «УОНИ-13/55» в упаковке.
1. Электроды УОНИ-13/55 являются одними из самых востребованных сварочных материалов для постоянного напряжения. Применяются для соединения ответственных деталей и конструкций из низколегированных и углеродистых сталей.
Достоинства: сварной шов обладает достаточной пластичностью и ударной вязкостью; покрытие электродов обеспечивает низкое содержание в металле шва газов и различных нежелательных примесей; проволока Св-08 или Св-08А, являющаяся базовым материалом для стержня, гарантирует долговечность шва; легкий поджиг дуги.
2. УОНИ-13/45 предназначены для сварки углеродистых и низколегированных сталей. Преимущества: стойкость сварного шва к образованию горячих и холодных трещин; пластичность и хорошая ударная вязкость соединения; высокая герметичность позволяет заваривать данными электродами емкости, эксплуатирующиеся под давлением; швы менее склонны к старению по сравнению со швами, выполненными материалами других марок. 3. ОЗЛ-6 — электроды, используемые для сварки жаропрочных сталей. Достоинства: шов не подвержен образованию пор и трещин, а также воздействию коррозии; металл шва обладает жаростойкостью; данная марка подходит для работы с металлами разных структур.
4. ОЗС-12 применяются для сварки низколегированных и углеродистых сталей. Плюсы использования данной марки: сварочный процесс можно проводить во всех положениях; возможно сваривание кромок с небольшим содержанием ржавчины; сварной шов характеризуется прочностью и долговечностью; устойчивая дуга; во время работ практическим не выделяются токсичные вещества. 5. ЦЛ-11 предназначены для сваривания коррозионностойких и хромоникелевых сталей. Преимущества: сварное соединение отличается повышенной стойкостью к коррозии; малое разбрызгивание; устойчивая дуга; шлак отделяется на удовлетворительном уровне.
6. АНО-21 используются для работы с углеродистыми и низколегированными сталями. Данная марка пользуется особым спросом у профессионалов и у начинающих мастеров. Обусловлено это несколькими причинами: стабильность, мягкость и легкая зажигаемость дуги; малое разбрызгивание металла; металл шва имеет мелкочешуйчатую структуру.
7. LB-52U используются для сваривания углеродистых и низколегированных сталей. Достоинства: высокая производительность; стабильная дуга; минимальное разбрызгивание; сварка может проводится в любом пространственном положении; высокая стойкость к образованию трещин.
8. МР-3 для работы с ответственными элементами из углеродистых и низколегированных сталей. Преимущества: высокая стойкость шва к образованию горячих трещин и пор; стабильная и мощная сварочная дуга; разбрызгивание металла находится на минимальном уровне; шлаковая корка легко отделяется. 9. ОЗЧ-2 — электроды, предназначенные для сварки и наплавки чугуна. Плюсы: универсальность данной марки; простота использования; устойчивое горение дуги; низкий уровень разбрызгивания; сварной шов характеризуется пластичностью, которая препятствует появлению трещин; легкая отделяемость шлака.
Больше информации:
Марки электродов отобраны по полярностям и дано больше информации по сварочному току на этой странице:
Где купить электроды для постоянного тока.
weldelec.com
Выбор электродов
Многие начинающие сварщики часто спрашивают: «Какие электроды для сварки постоянным током лучше?». В этом вопросе уже кроется ошибка. Не бывает лучших или худших электродов, каждая марка имеет свои особенности и назначение. Мастер сам для себя решает, какие электроды предпочтительнее для выполнения его специфических задач. Но кое-что все же стоит учесть при выборе стержней.
Во-первых, посмотрите, из чего изготовлены выбранные вами электроды и для чего они предназначены. Некоторые марки могут быть рассчитаны на работу только с одним типом металла. Это нужно учитывать. Большинство стержней для постоянки изготавливаются для сварки сталей, так что придется потрудиться, чтобы узнать свойства детали и электрода. Не нужно варить низколегированную деталь электродом для углеродистой стали. Также не лишним будет запрос у продавца сертификатов качества. Некоторые магазины не стесняются торговать поддельной продукцией, качество которой оставляет желать лучшего. Во-вторых, определитесь с диаметром электрода и толщиной металла. Помните золотое правило: чем толще деталь, тем больше диаметр стержня. Если не следовать этой рекомендации, то металл либо не проварится, либо деформируется. Допустимы отклонения не более одного миллиметра.
Обратите внимание! 50% результата — это правильный выбор режима работы. Вы можете выбрать нужный диаметр и состав электрода, но установить ошибочный режим тока, и вся работа пойдет насмарку. Отнеситесь к этому серьезно.
Сварочные стержни: виды и характеристики
Для работы с армированными изделиями, нужны стержни, имеющие кодировку «Э» и коды твердости, указанные цифрами: 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
В том случае, когда нужно соединить стойкие к термическому воздействию виды стальных изделий, пользуются расходниками с кодировкой Э-09 и Э-10. Для сварки высоколегированного металла подходят много видов электродов, их число больше 40. Чаще остальных выбирают: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НМФ.
Для соединения материалов с заранее известными характеристиками используются электроды: Э-10Г2, Э-12Г4, Э-10Г3, Э-16Г2ХМ, Э-15Г5, Э-30Г2ХМ, общее число видов – 38.
Режимы работы
Итак, как правильно выбрать режим, чтобы работа получилась качественной и долговечной? Сначала обратите внимание на пространственное положение. При сварке металл так или иначе стекает вниз, поэтому при вертикальном положении лучше установить минимальную силу тока, чтобы контролировать скорость плавления металла. По такой же логике выбирайте режим тока для других положений. Внизу вы можете видеть таблицу, в которой мы собрали основные режимы работы.
Тип стержней и расшифровка маркировки электродов
На любой таре, в которую упакованы сварочные стержни, присутствует буквенно-цифровая кодировка, например: Э50А-УОНИ – 13/55 – 5,0 – УД / Е514 (4) – Б20
Маркировка стержней Источник bsm21.ru
Электроды, их маркировка
Первые цифры обозначения на нашем показательном примере указывают на вид стержня. Э50А – расходники, которыми можно работать при сварке стальных армированного и неармированного металла. Для облегчения понимания аббревиатуры, рекомендуется разбить ее на составляющие:
- Э – стержень используется для сварки на дуговом аппарате.
- 50 – предельное значение крепости соединения.
В нашем образце этот параметр 50 кгс на 1 кв. мм.
- А – стык имеет нагрузочную вязкостью и хорошую гибкость.
Из данного образца понятно, что разобраться с расшифровкой электродов можно, ее нельзя считать сложной задачей. Если под рукой будет объяснение что означают цифровые и буквенные знаки, разберется любой новичок.