Популярным расходным материалом при паечном ремонте электрооборудования, сварочных аппаратов считается гостированная канифоль для пайки. Вещество органической природы не растворяется в воде, плавится при нагреве. Температура размягчения канифоли в пределах +50…70°C.
Очень хрупкая полупрозрачная субстанция получается различными способами, цветность зависит от способа производства, бывает с ярким светло-желтым оттенком, коричневатым разной насыщенности и темно-красным. Узнается по стекловидному блеску, при разломе крошится с образованием раковин, неровностей.
Впервые смесь природных карбоновых кислот с изомерами научились получать в Древней Греции. В городе Колофон музыканты натирали ей смычки для улучшения звучания струнных инструментов. Впоследствии «колофолонской смоле» нашлось другое применение, ее применяют при производстве лакокрасочных материалов и некоторых видов пластиков, киношных и тепловых «дымовушек».
Что это такое?
Канифоль это природная смола, получаемая при термической обработке древесного сока хвойных пород. После фракционного отделения воды и скипидара образуется густая смесь, которая при высыхании превращается в комок неровной формы. Химический состав канифоли зависит от исходного сырья и степени очистки. В органическую смесь входят смоляные кислоты, эфирные масла и примеси. Чем больше примесей, которые ухудшают электроизоляционные свойства, тем темнее окраска.
Качество материала регламентируется ГОСТ 19113-84, по чистоте классифицируется по сортам. Высший, первый и второй. Два последних желтой окраски применяются в электротехнике. При выборе флюса важна температура плавления канифоли, у некоторых видов она достигает + 130°С. Плотность вещества в пределах от 1,07 до 1,10 г/см3, в основном его делают из сосновой живицы. Разработана технология экстракции древесной муки и обработки отходов производства бумаги. Способ выработки во многом определяет технологические свойства, по стандарту он указывается на упаковке паяльного флюса.
Внешний вид канифоли
Подготовка паяльника к работе
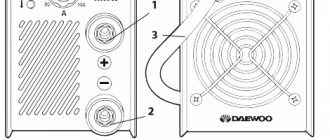
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
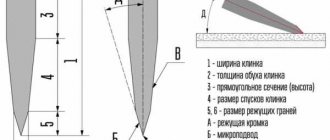
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Зачем нужна?
Основные причины выхода из строя бытовой электротехники, приводного оборудования и инструментов – нерабочие платы, сгоревшие конденсаторы и другие элементы, требующие замены, монтаж которых производится методом пайки. Имея определенные навыки работы с паяльником, каждый умелец сможет отремонтировать электрооборудование самостоятельно.
При расплавлении металла происходит окисление. Цветные металлы намного активнее вступают в реакцию с кислородом в горячем виде, образуются оксиды, ухудшающие соединение. Для устранения оксидной пленки при пайке применяются флюсы, они наносятся на поверхности спаиваемых деталей, необходимы для защиты от воздействия компонентов воздуха, снижают поверхностное натяжение припоя при покрытии деталей.
Для чего, по сути, нужна канифоль при пайке? Только в качестве флюса. Экологичное вещество характеризуется рядом достоинств:
- не образует вредных испарений при нагреве;
- не ухудшает электропроводимость спайки;
- улучшает прочность соединений;
- препятствует растеканию жидкотекучих металлов;
- применяется при соединении легкоплавких контактов.
Старый проверенный прием: упражнение для освоения качества пайки от бывалых
Проверить свое мастерство и усовершенствовать практический навык может любой человек. Для этого потребуется паяльник с подготовленным рабочим местом и кусочек медного провода от электропроводки.
Из него нарезается 12 отрезков одинаковой длины порядка пары сантиметров. Они будут служить ребрами кубика. А его потребуется спаять и проверить на прочность небольшим усилием сжатия в ладони.
Тренируйтесь на этом упражнении и осваивайте правильную, качественную пайку. Надеюсь, что мой материал про канифоль: что это такое поможет вам хорошо развить этот навык. Если же знаете другие способы или имеете отличное от меня мнение, то пишите его в комментариях. А я рекомендую посмотреть видеоролик автора AlexGyver «Как паять паяльником».
В нем много полезной информации.
Какие виды существуют
Разновидности канифольных флюсов по способу производству, составу исходного сырья:
- Живичная канифоль чаще производится из сосновой смолы, реже – из других пород хвойных деревьев. Сырье собирают, подсекая кору живых деревьев. Название флюса появилось по аналогии с исходным продуктом. В сосновой живице содержится до 80% канифоли и 20% скипидара. Живичная канифоль качественная, содержит от 90 до 94 % смоляных кислот, до 1,5 % жирных. Концентрация неомыляемых веществ не более 6…7%. Встречается живичная канифоль редко. Ее часто заменяют экстракционными и талловыми аналогами.
- Экстракционная канифольная смесь производится методом экстрагирования смеси измельченной хвойной древесины (обмола) и бензина, выполняющего функцию растворителя органических кислот. От живичной такая канифоль отличается темным оттенком и температурой размягчения, она ниже на 10–15 градусов, составляет в среднем +55°С. Кислотное число экстракционного паечного флюса в пределах 150 мг КОН/г, массовая доля жирных кислот не выше 12%. Для улучшения эксплуатационных свойств экстракционную канифоль очищают. Процедура называется оставлением. Адсорберы поглощают красящие компоненты. На выходе получается продукт, близкий к живичному по химическому составу и свойствам.
- Талловая паечная канифоль самая светлая. Выпускается из сульфатного мыла путем вакуумной перегонки. Получается смолистое вещество с высокой концентрацией абиетиновой кислоты, ускоряющей кристаллизацию. Исходным сырьем служат отходы целлюлозно-бумажного производства. По техническим характеристикам таловая канифоль сопоставима с живичной.
Несколько слов об особенностях различных видов канифольных флюсов. В живичном тугоплавком практически нет жирных кислот, которые недопустимы при пайке некоторых металлов. В экстракционной их может содержаться до 10%, в таловой еще больше. В розничной торговле флюс продается фасованным видом в металлических круглых коробках. На этикетке указываются технические особенности.
Технология пайки
Для качественной пайки с канифолью, подготовка начинается с зачистки металла в месте соединения. Надо убрать грязь механическим путем, устранить жир с помощью бензина или спирта.
Паяльник будет значительно лучше служить, если ему сделать лужение – покрыть нижнюю часть жала тонким слоем флюса. Для этого инструмент разогревается и окунается в баночку с канифолью или жидкий флюс наносится кисточкой. Покрытие должно быть равномерным, без пропусков.
На место пайки наносится кусочек канифоли и расплавляется. Когда все место будет очищено, окислы растворены, подводится припой. Его расплавляют, распределяют, и он соединяет детали. После охлаждения делается лужение и покрытие лаком.
Концы проводов покрывают сначала флюсом, расплавив его паяльником, затем наносят припой, распределяют его равномерно, чтобы он покрыл провод снаружи и соединил все волокна.
Спиртовой состав
Раньше канифоль для пайки продавалась только в жидком состоянии. В основном использовали спиртовые растворы. С ними удобно работать при любых площадях пайки. Зачем плавить твердые кусочки смолы, разгонять горячую жидкость по плате, если значительно проще нанести кисточкой раствор, который проникнет в самые узкие места, заполняет трещинки.
При большом объеме работ можно покрыть спиртовым составом сразу всю площадь и расплавлять флюс постепенно в местах пайки. Правильный раствор канифоли содержит равное количество компонентов и хорошо держится на поверхности металла.
Трубчатые припои
Трубчатый припой представляет собой тонкую трубку заполненную флюсом. Правильный для работы расходный материал должен максимально соответствовать по своему химическому составу тому, что уже находится на плате. Если не известно, чем паяли раньше, вся плата зачищается.
Современные технологии позволяют заполнить трубку канифолью или другим флюсом без разрывов с одинаковой плотностью по всей длине.
Пайка трубчатыми флюсами регулирует количество материала. После работы не надо протирать плату, освобождая ее от остатков канифоли.
Канифоль – универсальный флюс, применяемый для пайки цветных металлов. Она натуральный продукт, не влияет отрицательно на здоровье. Во многих флюсах из масел и жиров переработанную смолу добавляют для улучшения качеств.
Как пользоваться канифолью
При пайке деталей, контактов рекомендуется учитывать несколько моментов:
- Горячая канифоль способна растворять оксидные пленки. Это свойство актуально при паечном соединении загрязненных поверхностей.
- При выборе температурного режима в расчет принимается температура расплавления, а не расплавления смолы. Рекомендует прогревать флюс и детали до +100…130°С. На холодной поверхности канифоль и припой быстро остывают.
- Применение смолистых флюсов новичками часто заканчивается образованием сажи на жале паяльника. Важно поддерживать температуру нагрева, не допускать повышенного образования дыма, не превращать канифоль в темно-бурую вязкую массу.
Преимущества и недостатки
Канифоль для пайки имеет сильные и слабые стороны. Преимущества:
- Не проводит электричество.
- Является доступным и недорогим материалом для пайки. Связано это с тем, что материалы для изготовления канифоли распространены по всему миру.
- Эффективно счищает с поверхности обрабатываемого материала оксидную плёнку.
- Не растворяется в воде и поэтом жидкость не может смыть смолистый слой.
- Сохраняет свои характеристики при отрицательной температуре.
- Безопасна для человеческого организма. Смолистый материал не выделяет вредных испарений и не требует использования дополнительных средств защиты.
Недостатки:
- Чтобы состав на основе смолы показал свою эффективность, необходимо уметь работать с ним. Рекомендуется потренироваться на нерабочих деталях или механизмах.
- Канифоль не эффективна при работе с большими деталями.
- Хрупкий материал, который требуется аккуратно транспортировать и хранить.
Безопасна для человеческого организма
Использование припоя с канифолью
Производители предлагают оловянно-свинцовые припои, в состав которых входит канифольная смола. Он реализуется прутками, намотанными на катушки. Фактически это тонкие оловянно-свинцовые трубки, полости которых залиты расплавленной канифолью. Это одновременно флюс и присадочный материал, образующий соединение при лужении. Преимущества припоя с канифолью:
- увеличение скорости пайки;
- упрощение паечного процесса.
В процессе пайки важно поддерживать определенный температурный режим. При перегреве появляется канифольный дым, усиливается выделение паров олова и свинца. Не следует пренебрегать техникой безопасности. При попадании горячего флюса и припоя на кожу его необходимо удалять, нужно сразу стряхивать частички расплава с одежды.
Где еще применяется
Всем, кто связан с ремонтом приборов, известна только канифоль паяльная. Но вещество может использоваться и в других сферах:
- Отходы смолы применяются в целлюлозной промышленности для склеивания слоев картонных изделий.
- Применяется в качестве эмульгатора при изготовлении искусственного каучука, резины, эко кожи, мастики и красок.
- Вещество уменьшает скольжение, поэтому им натирают струны музыкальных инструментов, бильярдный кий, пуанты балерин.
- Мелкие частицы канифоли используют для формирования искусственного дыма в кинематографе.
- В спорте «мука» из канифоли используется как смазка рук, чтобы обеспечить крепкий хват без скольжения.
- В устройствах с большой инерцией смазку из смолы используют в качестве вспомогательного покрытия для ремней.
- Некоторые эфиры канифоли используются, как пищевые добавки. Они не только безвредны, но даже полезны.
Вам это будет интересно Особенности свободной энергии
Сферы применения
Вещество настолько многогранно, что может использоваться в разных отраслях пищевой, тяжелой, легкой промышленности. Главным преимуществом данного сырья является его доступность и дешевизна.
Смола
Чтобы сделать качественный и эффективный припой, нужно использовать канифольную смолу, получаемую из живицы хвойных смол. Сырье добавляют в состав лакокрасочных продуктов, смазывают детали производственных станков. В спорте это тоже актуальный вариант для снижения трения и крепкого захвата рук на спортивном инвентаре.