В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что это за прибор и как он работает
Главная особенность описанного продукта в том, что он способен преобразовывать ток 220В в колебания высокой частоты, а после в постоянный. Таким образом удается достичь высокого КПД и не переживать из-за огромных расходов электроэнергии.
Практически все преобразователи функционируют от обычной бытовой сети, причем действовать они могут и при пониженном напряжении, что очень удобно. Он идеален для новичков, так как научиться им пользоваться можно довольно быстро. Как именно это сделать, поговорим далее.
Выбираем, покупаем
Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
В сети множество таблиц с данными, которые помогут грамотно подобрать светофильтры. Лучше их выбирать на номер больше или меньше. Самым оптимальным решением будет проверка освещенности помещения для работы и вашего зрения.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка. Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла.
Как правильно варить инверторной сваркой – выбор техники
Прежде чем ответить на этот вопрос, важно понять, действительно ли вам нужен такой агрегат для соединения металлических деталей. Бывают бытовые, полупрофессиональные и профессиональные. Инвертор – машина для использования электродов. Рекомендуем остановиться на устройстве для периодического использования дома, на даче или в гараже. Лучше приобрести недорогой, однако совсем дешевые модели малоизвестных марок брать не рекомендуем.
Поскольку подобная практика является целой наукой, которой учат в колледжах, не стоит сразу делать крупный проект, такой как верстак или беседка. Лучше опробовать себя на обрезках. А потом попробовать соорудить несложную вещь, к примеру — книжную полку.
Как идет процесс приварки, если сваривать инверторной сваркой
При прямом контакте проводника и металлической поверхности образуется разряд. Он имеет высокую температуру, поэтому сам элемент и предмет обработки начинают плавиться.
По завершении манипуляций и охлаждения обмазка стержня становится шлаком, покрывающим получившийся шов. Сбить эти остатки можно молотком.
Во время работы, электрический проводник плавится. Необходимо выдерживать расстояние между элементом. Это еще называют длиной дуги. Добиться желаемого можно путем подачи проводника в зону сварочной ванны с постоянной скоростью.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Электросварка инвертором для начинающих: начнем с азов
Для начала нужно разобраться в том, чем нам вообще придется пользоваться. Сам аппарат выглядит как небольшой ящик, весом до 7 кг. На панели есть тумблер включения, а также основные индикаторы.
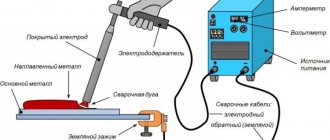
Имеются и два выхода – первый плюс, второй минус. К ним мастер подключает кабели. Один из них заканчивается специальным зажимом, крепящимся к детали. Второй отводится под электрод и снабжен держателем. Такая вот простая конструкция. После остается только разобраться в том, как научиться правильно варить металл инверторной сваркой – рассказываем основы работы с инвертором для начинающих. Ничего сложного тут нет.
Если вы только выбираете устройство, проследите чтобы кабели были достаточной длины. Важна и их гибкость, это упростит работу.
Используемое оборудование, экипировка и правила техники безопасности
Подобная деятельность всегда связана с электрическим напряжением, поэтому так важно позаботиться о собственной безопасности. Первое, что нужно проверить – это кабели. Визуально осмотрите их и, после того как убедились, что все в полном порядке, включаем аппарат. Если видим, что вентилятор охлаждения работает ровно и не шумит, то все в норме.
Учитывайте вес и устойчивость металлической конструкции. Нередки случаи, когда сооружения рушились и придавливали своим весом рабочих. Если мы только учимся сваривать металл инвертором, обязательно помните о технике безопасности.
Процесс сварки тесно связан не только с электричеством, но и высокой температурой. Поэтому позаботьтесь об экипировке:
- специальные холщовые или брезентовые рукавицы;
- маска для защиты глаз и лица;
- рабочий костюм;
- в условиях замкнутого пространства нужен респиратор;
- обувь на резиновой подошве.
Сами электроды стоит подбирать в соответствии с типом сплава, который будет подвергаться обработке.
Внешний вид оборудования
Вот перечень всех датчиков и индикаторов, которые выведены на панель:
- тумблер для включения и выключения устройства;
- ручки для определения требуемой величины напряжения;
- индикаторы, позволяющие понять, когда прибор перегрелся, а также дающие информацию о подаче питания;
- два выхода — плюс и минус.
Подключить технику можно через специальный разъем, расположенный в задней части аппарата.
Опасные факторы
Вне зависимости от того, где эксплуатируется сварочное оборудование – в помещении или под открытым небом – всегда есть опасные факторы, которые воздействуют и на сварщика, и на стоящих рядом людей. Средства защиты нужны не только специалистам, но и помощникам. Стоит учитывать, к примеру, что искры от электродов могут рассыпаться в радиусе до пяти метров. Поймать отблеск сварки (так называемый «зайчик») можно с расстояния в три метра.
Существует множество причин, вызывающих несчастные случаи и травмы:
- искры легко прожигают все виды ткани, кроме специальной, и могут стать причиной ожога;
- расплав легко прожигает современную обувь, изготовленную из искусственных материалов;
- в зоне разлета искр могут воспламеняться горючие материалы;
- от раскаленного металла подымаются горячие пары, которые могут травмировать кожу лица или глаза;
- искры могут попадать на открытые участки кожи и вызывать легкие ожоги;
- плохая изоляция кабеля может привести к поражению электрическим током;
- при взрыве оборудования или дополнительной оснастки возможно возникновения пожаров;
- плохо закрепленные элементы конструкций падают на землю, травмирую людей;
- при выполнении сварочных работ на высоте не исключается падение сварщика.
Химические и физические факторы:
- работающее сварочное оборудование генерирует шумы высокого уровня;
- инфракрасное и ультрафиолетовое излучение;
- при работе электродуговой сварки излучается слепящий глаза свет;
- при работе с металлическими сплавами в воздух испаряются свинец, цинк, хром, кадмий и прочие опасные для дыхательных путей вещества;
- над ванночкой присутствует взвесь высокой температуры с микровключениями;
- высока вероятность теплового воздействия горелки или электрической дуги.
Учимся варить инверторной сваркой – пошаговая инструкция по работе с инвертором для чайников
Подготовительный этап начинается с приобретения защитной экипировки. Одного только сварочного аппарата мало. Чтобы позаботиться о своей безопасности, нужно подготовить место для работы:
- уберите все лишнее, что может помешать;
- установите качественное освещение;
- процесс должен осуществляться на настиле из древесины, это защитит вас от поражения электричеством.
Далее можно приступать. Электроды подбираем в диаметре от 2 до 5 мм. На корпусе указывается, какой должна быть сила тока в соответствии с выбранными материалами. Данный этап можно пропустить, если используются только что купленные элементы, качество которых еще не проверено. Понять, как научиться правильно сваривать металл инвертором может каждый новичок, достаточно углубиться в тему и почитать для этого нужные статьи.
Подсоединяем зажим массы к фрагменту, который будет подвергаться сварке. При этом сам материал нужно должным образом обработать:
- тщательно убрать всю ржавчину при помощи напильника или угловой шлифовальной машинки;
- кромки очистить бензином, чтобы полностью устранить загрязнения.
Основы мы разобрали, теперь детально поговорим о том, как именно варить, соблюдая все необходимые меры.
Контроль дугового промежутка
Длина дуги представляет собой зазор, который формируется во время касания электродом металлической поверхности. Выделяют несколько вариантов данного состояния.
При коротком разряде, не превышающем 1 мм, шов образуется выпуклый, так как слой прогревается на малую зону. Когда же формируется, наоборот, длинный, добиться стабильности очень сложно — соединение получается недостаточно глубоким.
Идеальный вариант — постоянный зазор в 2-3 мм, приводит к тому, что достигается отличный провар. Разбираясь в том, как правильно работать сварочным аппаратом инверторной сварки, нужно углубляться в любые нюансы данного процесса.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.
Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.
Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Какие бывают типы полярности
Плавление происходит под активным воздействием тепла, исходящего от дуги. Процесс может проводиться в двух вариантах, различающихся по типу подключения.
Прямая полярность означает, что электрический проводник подводится к минусу, поверхность для обработки к плюсу. Это позволяет добиться снижения уровня теплоотдачи. Есть и обратная полярность, тут соответственно подключение полностью меняется. Наша статья поможет тем, кто хочет разобраться в вопросе, как самому научиться правильно варить шов аппаратом инверторной сварки новичкам.
Как влияет скорость подачи проводника
Для протекания работы в нормальном режиме, важно поступление нужного количества плавленого металла в сварочную ванну. Если его будет слишком мало, происходит подрез.
Если передвигать электрод очень быстро, дуга не сможет выдать достаточно мощности, чтобы прогреть сплав. Это приводит к тому, что образуется неглубокая спайка. Если же двигать стержень очень медленно, будет перегрев, возрастает риск прожигания поверхности.
Как влияет сила тока
Темп передвижения и установленная сила тока воздействуют на сварной шов одновременно. Чем выше напряжение, тем больше глубина проплавления. Соответственно в таком случае можно повысить скорость движения электродного элемента по материалу. Если совместить оптимальную скорость проводки и силу тока, получается ровное соединение требуемой глубины провара.
Мы поможем каждому понять, как правильно пользоваться инверторной сваркой. От вас требуется только внимательно изучить полученную информацию и закрепить все на практике.
Конструкция и преимущества инверторных сварочных аппаратов
Перед тем как покупать сварочное оборудование инверторного типа, желательно ознакомиться с его устройством и сильными сторонами.
Конструкция инвертора представляет собой 4 ключевых детали:
- Трансформатор. В моделях инверторного типа по размеру этот элемент не более пачки от сигарет. Он предназначен для снижения высокочастотного переменного напряжения.
- Высокочастотный выпрямитель. Этот элемент выравнивает переменный ток, поступающий от общей сети. После него ток попадает в высокочастотный фильтр и выходит постоянным потоком.
- Фильтр. Представляет собой конденсатор и дроссель. Предназначен для сглаживания выпрямленного тока.
- Выпрямитель. Диод, в который поступает начальный поток тока из общей сети.
Все элементы помещаются в металлический или пластиковый корпус, на котором расположена система управления аппаратом.
Преимущества инвертора:
- КПД у таких аппаратов может достигать 90%. Практически вся энергия, которую потребляет оборудование, уходит на создание и поддержку дуги.
- Потребляемая мощность ниже, чем у моделей с большим трансформатором.
- Небольшие габариты. Малая масса. Благодаря этому использовать сварочный аппарат можно в труднодоступных местах.
- Минимальное количество брызг расплавленного металла в процессе работы.
- Минимальный уровень нагрузки на общую электросистему.
- Возможность подбирать электроды нужной характеристики.
Работать с инвертором просто. Человеку без опыта достаточно попробовать 2–3 раза сварить между собой детали, чтобы понимать, как правильно делать шов.
Инверторный сварочный аппарат
Обработка тонких материалов
При работе в домашних условиях предпочтение отдается небольшим деталям. В таком случае нельзя допускать даже незначительные ошибки, так как они моментально приведут к прожогу поверхности. Чтобы добиться идеально ровного шва, сначала нужно потренироваться на более толстом металле.
- Сварочные действия следует проводить с установленной величиной силы тока близкой к минимальной.
- Шов создавайте углом вперед.
- Одной из главных проблем при соединении тонких деталей является их деформация. Следите, чтобы полотно не перегревалось.
Сварка тонкой оцинковки и ее особенность
Чтобы сварить сталь из оцинковки, сначала следует убрать слой цинка по кромке соединяемых металлов. Этот слой удаляется вручную или посредством использования машинки, которая выполняет шлифовку.
Кромку металла еще выжигают сваркой, но это делается очень осторожно. Цинк имеет свойство выделять очень ядовитые пары при сваривании, и если их вдыхать можно сильно навредить организму. Все работы рекомендуют выполнять при наличии вытяжки, или сваривать поверхности на свежем воздухе.
Пошаговая инструкция по сварке инвертором
Рабочий процесс начинается с розжига дуги. Сделать это можно двумя способами:
- Чирканье – чем-то данный метод напоминает поджигание спички. Создавая касательные движения, провоцируется запуск. Принцип в том, чтобы прикоснуться стержнем к сплаву, плавно провести по поверхности и поднять на небольшое расстояние.
- Постукивание – тут принцип схож, но разница в том, что элемент не ведется по плоскости, а только касается материала и отводится на исходную позицию.
Азы сварки инвертором – как варить сварочным аппаратом видео уроки для начинающих
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Схемы выполнения швов в зависимости от длины
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Частые ошибки новичков
Всегда следите за тем, чтобы расходники были полностью просушены, а если возможно, то и прокалены. Дело в том, что неопытному человеку будет крайне сложно разжечь дугу с использованием не прокаленных электрических проводников. Для начала подробно почитайте о том, как правильно варить и работать сварочным инвертором — для начинающих рекомендуется пользоваться при обучении аппаратом инверторной сварки типа Ресанта. Сначала теория, потом практика.
Еще одна частая ошибка – это выбор агрегата, с которым не так просто обращаться. Существуют такие приборы, система управления которых требует углубленных знаний. Начинающему мастеру стоит начинать с самых простых моделей.
Новичку следует пользоваться только масками, в которых светофильтр регулируется в автоматическом режиме. Проблема в том, что изделия без данной функции необходимо каждый раз настраивать заново, а без должного опыта можно допустить ошибки и получить ожог глаз.
Правило М. Гладуэлл «10 000 часов»
Конечно, у Вас не всё будет получаться сразу. Воспринимайте это спокойно. При обучении сварке металла рекомендуется руководствоваться правилом, разработанным Малкольмом Гладуэллом о 10 000 часах. Чтобы достичь уровня непревзойдённого мастерства, требуется посвятить своему делу именно столько времени. Да, для большинства из нас это очень далеко. А вот промежуточные этапы:
- тысяча часов до уровня мастера;
- сто часов до уровня профессионала;
- и хотя бы десять часов на то, чтобы освоить азы – выглядят вполне реалистично!
Вы в самом начале пути. Тренируйтесь, учитесь, и с каждым потраченным на учёбу часом ваши навыки в сварке металла будут крепнуть. В добрый путь!
Подведем итоги
Преобразователь представляет собой довольно простой по своему устройству аппарат для сварки, использоваться может и дома. Это оптимальный вариант. Разобраться в том, как правильно варить инверторной сваркой металл помогут видео для начинающих и правила работы с инвертором.
Добиться желаемого результата можно в сжатые сроки. Не забудьте подготовить рабочую зону, почитать о технике безопасность и немного попрактиковаться, следуя описанным в статье методикам.Если требуется дополнительная консультация от профессионалов – обращайтесь в , мы реализуем ленточнопильные станки и готовы оказать помощь в подборе оборудования, свяжитесь с нами по контактному телефону.
Подготовка рабочего места
Продумайте перед началом работы, что, как и в каком порядке делать, чтобы это было безопасно для вас, а также окружающих. Перед тем как приступить к работе необходимо подготовить себе рабочее место:
- Проверить комплектность оборудования: сварочные кабели, состояние изоляции проводов, кабелей электропитания от сети к инвертору, сам аппарат;
- убрать посторонние предметы;
При обнаружении нарушения целостности изоляции проводов, кабелей электропитания, а также нарушении целостности разъёмов для их подключения в сеть приступать к работам нельзя, до устранения неисправностей!
- Приготовить свариваемые детали;
- проверить достаточна ли обеспечена вентиляция рабочего места;
- проверить достаточно ли освещена рабочая зона, в случае когда недостаточно естественного освещения через оконные проёмы, предусмотреть дополнительное освещения за счёт установки светильников;
- приготовить место, где будете сидеть при проведении работ;
- подготовить осмотреть необходимый вспомогательный инструмент;
- проверить шлифовальную электрическую машинку (требования электробезопасности такие же, как указаны выше);
- подготовить необходимые абразивные круги (шлифовальные, отрезные), круги должны быть промаркированы, на них не должно быть трещин, сколов;
- проверить наличие на рабочем месте средств пожаротушения (огнетушитель, песок).
После выполнения этих рутинных, но обязательных мероприятий можно приступать к подготовке свариваемых деталей.