Пайка — это надежный и популярный способ соединения проводов и деталей. Зная, как правильно паять паяльником и освоив все тонкости процесса, можно проводить самостоятельно несложные работы, не прибегая к помощи мастеров.
Паяльник относится к травмоопасным приборам, поэтому при его эксплуатации следует соблюдать осторожность
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки; 2) Залудить их припоем; 3) Снова нанести флюс на контакты; 4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Выбор мощности паяльника
Мощность паяльника необходимо подбирать исходя из специфики работ:
- От 20 до 50 Вт – для плат, мелкой электроники и тонких проводов;
- 100 Вт – для медных слоёв толщиной до 1 мм;
- От 200 Вт – для крупных деталей и проводов.
Мощность всегда указывается на упаковке устройства. В большинстве моделей она также указана на рукоятке.
С чего начать
Для начала, необходимо определиться с какой целью нужна пайка. Для радиолюбительства это начальный уровень, для пайки проводки и простого уровня нужны более профессиональные инструменты. А для ремонта и пайки SMD, BGA микросхем придется выучить все азы пайки и приобрести специальные инструменты и расходники.
Правильный выбор набора для пайки
Припои бывают разных типов и диаметров.
Большой диаметр припоя удобен по время пайки проводов, а мелкие для точечной пайки SMD компонентов, или разъемов. Так же припои бывают с канифолью или без. С канифолью припой очень удобен. Его проще всего брать на жало паяльника.
Набор для начинающих
Для радиолюбителей магазины продают сразу все в одной пачке. Такие наборы дешевле всего, так как по отдельности все будет стоить дороже. Например, есть наборы с паяльником и жалами, а также пинцетами.
Паяльник или станция
Для пайки радиоконструкторов и проводов достаточно самого простого паяльника с медным жалом. А вот для более продвинутой пайки уже понадобится станция. Паяльная станция состоит в основном как правило из фена и паяльника. С помощью фена можно паять SMD компоненты, и получится лучше прогревать плату.
Лучше всего начать с паяльника и выбрать тот, у которого доступна регулировка температуры и смена жал.
Жала паяльника
Существует арсенал жал для паяльников. Конус, плоское, топорик, волна и т.п. Они все могут быть различной площади и формы.
Выбор паяльного жала
Для начинающих отлично подойдет мини волна. Такое жало проще всего лудится, и способно на большой спектр задач.
Особенности применения
Для пайки проводов это массивные жала, а для планарных контактов это, как правило, конусные и изогнутые жала. Например, чтобы опаять шлейф от платы, лучше всех подойдет топорик. Этот тип обладает широкой рабочей поверхностью, которая позволяет массивно прогреть большую поверхность платы.
Вечные жала и правила их использования
Главное правило использование вечных жал — всегда на жале должен быть припой или флюс. Если игнорировать это правило, на жале начнут появляться черные точки, которые со временем перейдут на всю поверхность.
Это слой нагара, который образуется при окислении воздуха на рабочей поверхности. Припой или флюс выполняют защитную функцию, и во время работы паяльника окисляются они, а не жало паяльника.
Почему паяльник начал плохо паять
Если паяльник плавит припой, однако не берет его на свою рабочую поверхность, то его нужно залудить. Он сильно окислен, но его не стоит выкидывать.
Подготовка к работе
После включения паяльника в сеть, нужно дождаться его нагрева. Вся подготовка сводится к чистке нагара с рабочей поверхности и нанесения припоя. При работе с жалами нельзя использовать режущие инструменты. Нельзя удалять нагар с паяльника лезвиями или другими острыми предметами.
Лужение паяльника
Лужение паяльника происходит поэтапно:
- Разогретое жало нужно почистить. С помощью мокрой губки или медной стружки.
- На чистую поверхность наносился припой.
Черная поверхность жала удаляется с помощью долгого залуживания. Делается это с помощью комка припоя и флюса. Жало топится в припое до тех пор, пока оно не будет чистым. Периодически оно должно обмокать в припое. И затем снова чиститься с помощью губки. В этом случае лучше всего использовать медную стружку, она удаляет окислы и нагар намного лучше. Мокрая губка только удаляет припой, но не нагар. Если вышеперечисленные методы не помогают, то придется использовать активатор жал или паяльную кислоту.
Сопла фена
У паяльного фена тоже существую свои насадки. Они бывают разного диаметра, формы и крепления. Все зависит от того, какие работы проводятся.
Выбор паяльного флюса
Паяльные работы обладают большим спектром. И для разных задач нужны свои материалы. Например, для пайки проводов ни что не сравниться с обычной канифолью. Канифоль дешевая, практичная и удобная в работе. А для микросхем нужен иной подход. Пастообразный флюс и шприц для точечной дозировки флюса к SMD компонентам.
Чем отмывается флюс после пайки
С помощью бензина «Калоша» или спирта. Инструментов и расходники для чистки:
- Вата;
- Ватные диски;
- Палочки из ваты;
- Зубная щетка.
Рабочее место и дополнительные инструменты
Для рабочего места подойдет деревянный стол. Если не хочется портить поверхность стола, то можно воспользоваться деревянной дощечкой. Дерево мало впитывает тепло и не действует как радиатор. А если нет такой дощечки, то можно приобрести силиконовый термостойкий коврик. В таком коврике есть удобная площадка для разборки электроники, различные карманы и места для инструментов. Коврик можно чистить обычным спиртом после работы, если остались какие-либо пятна или следы припоя.
Пинцеты и лопатки
С помощью пинцетов можно двигать детали при пайке, позиционировать и устанавливать детали. Они также изготавливаются из разных материалов, бывают угловыми, прямыми, с фиксацией и т.п.
Оптика и микроскопы
Лупы не очень удобны, поэтому намного удобнее и практичнее использовать микроскопы. Лучше всего начать с бюджетного варианта. Например, простой USB микроскоп позволит оценить результат пайки на экране компьютера.
Конечно, частота кадров не позволяет нормально работать под ним, но он позволяет без вреда для зрения рассматривать мелкие детали платы.
Вентиляция помещения и правила безопасности
Помещение должно быть с хорошей вентиляцией. При паяльных работах нужно держать дистанцию, и не приближаться близко, чтобы припой не попал на лицо. После паяльных работ обязательно проветрить помещение, и помыть руки и лицо с мылом. Нельзя употреблять пищу при пайке, ибо на слизистых поверхностях остаются осадки от дыма.
Меры предосторожности
Это самая важная часть, с которой следовало бы начать. Некоторые пункты действительно упоминались на протяжении статьи – здесь они будут расписаны более подробно. Плюс другие правила.
- Паяльник держать строго за рукоятку.
- Детали брать исключительно плоскогубцами либо пинцетом. Так вы спасёте не только себя, но и детали, потому что на ваших пальцах могут быть кожные выделения (жир или пот) или статическое электричество.
- Не смотрите на плату под прямым углом. Тут дело не только в зрении, но и в парах припоя и флюса. Пары поднимаются вверх, и если вы будете их вдыхать, можете заработать заболевание дыхательных путей. Можете купить или сделать самодельную вытяжку – достаточно взять кулер от компьютера на 12 вольт и источник питания.
- Проветривайте помещение, в котором паяете. Пары могут въедаться в мебель или одежду. Поэтому лучше не паять в спальне, детской или кухне. Если места в квартире нет, выделите себе уголок у окна.
Это были несколько элементарных правил, которые нужно соблюдать всегда.
Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Ремонт наушников
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки. Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Аксессуары необходимые для пайки и распайки
Паяльник — инструмент, используемый для пайки. Паяльник состоит из ручки и жала, нагревающего припой. Наконечник очень горячий, будьте осторожны чтобы не обжечься и не поджечь случайно окружающие предметы!
Паяльник
Припой чаще всего делается на основе олова и свинца, который плавится при 185 С. Но в последнее время из-за ограничительных бессвинцовых стандартов по защите окружающей среды, используется сплав на основе олова с примесью серебра, меди, висмута или сурьмы, что привело к значительному повышению температуры плавления до 220 C, и поэтому стало труднее паять его «обычным» паяльником. К счастью, оловянные и свинцовые припои все еще есть в продаже.
Припой
Канифоль — это легко плавящаяся смола, благодаря которой легче паять, потому что олово лучше растекается по поверхностям. Канифоль хорошо растворяется в спирте, например в салициловом спирте — можно использовать его и растворить смолу, а затем аккуратно нанести кистью на плату, которую будете паять, и тем самым значительно облегчите работу.
Канифоль
Всасывающее устройство для олова (также известное как оловоотсос или экстрактор) — используется для отсасывания излишков расплавленного припоя. Это простой шприц-инструмент, состоящий из поршня, пружины и приемника для отсасываемого припоя. Он имеет сменный всасывающий наконечник с одной стороны, ручку с другой и кнопку разблокировки сбоку.
Оловоотсос
Оплетка для паяния — это плетеные медные провода, которые при наложении на горячее олово на распаянных элементах убирают на себя излишки.
Оплетка паяльная
Плоскогубцы — ими срезаются ножки спаянных элементов (можно использовать обычные косметические кусачки, но они довольно быстро повреждаются).
Кусачки: а) обычные; b) косметические
Прочие принадлежности для пайки:
Флюс — упрощает пайку за счет удаления примесей с паяемой поверхности, облегчает плавление, увеличивает текучесть олова. Флюс, в отличие от канифоли, не оставляет коричневых следов, но остатки флюса необходимо удалить (например, ацетоном), поскольку они могут вызвать коррозию.
Флюс паяльный
Пинцет — облегчает удержание небольшого припаиваемого элемента, так как если держать рукой, то можно обжечься.
Пинцет
Очиститель — для очистки горячего кончика паяльника от остатков олова и других загрязнений.
Очиститель жала
Далее представлены фото различных видов универсальной монтажной платы — односторонней и двусторонней:
Универсальные платы: а) односторонние — точки пайки только с одной стороны; b) двусторонние — точки пайки с двух сторон
Лужение эмалированной проволоки
Эмалированная медная проволока теплоемкая и трудно поддается лужению. Но ее можно легко залудить с помощью обычной канифоли. Достаточно наждачной бумаги. Удаляем эмалированное покрытие с помощью наждачки, наносим канифоль и проволока успешно задужена и готовка к пайке.
Где научиться паять
Тренироваться можно дома, выполняя пайку обычных электропроводов. Главное при этом — придерживаться инструкций безопасности.
В работе могут понадобиться:
- паяльник (по словам профессионалов, для работы с небольшими проводами в электронике и радиотехнике достаточно будет инструмента мощностью 20-40 Вт);
- плоскогубцы;
- нож;
- ножницы;
- набор надфилей;
- наждачная бумага;
- изоляционная лента;
- канифоль;
- припой.
Вопрос «как научиться паять» будет решен после нескольких тренировок. У новичка появится уверенность и опыт. Помочь в этом ему может пошаговая инструкция для пайки.
Пайка светодиодной ленты
Светодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве. Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.
Далее, берем паяльник от себя ручкой, прислоняем провод к контакту и сверху жалом паяльника. Пайка должна длиться не дольше секунды, пока есть флюс. Это связано с тем, что медная подложка быстро забирает тепло, а сгорающий флюс уже не в состоянии собрать припой в единое целое. Поэтому, если паяльные работы будут длиться больше секунды, то на ленте будут комочки припоя с признаками холодного контакта. Если такое произошло, снова наносим флюс и одним касанием исправляем плохую пайку. Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.
Описание импульсного паяльника.
Импульсный паяльник (рис.1)
В наше время, за данным устройством (рис.1) почему то закрепилось название “Импульсный”, однако более правильно было бы назвать такой паяльник “Трансформаторный”, так как в основе его работы лежит трансформатор. Отличительной чертой такого паяльника является его исполнение в виде пистолета, а также наличие кнопки включения/выключения. Следовательно питание, которое подается на нагревательный элемент можно регулировать. Дополнительно стоит отметить, что такой паяльник отличается быстрым временем нагрева, что значительно повышает удобство работы и скорость.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
- Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Меры безопасности
Важно не только знать, как работать паяльником, но и изучить меры безопасности при его эксплуатации, поскольку их выполнение позволяет:
- защитить кожу от термических ожогов;
- предотвратить возгорание;
- защититься от поражения током.
Перед тем, как приступить к эксплуатации паяльника, мастеру необходимо убедиться в том, что кабель питания находится в исправном состоянии. Жало не должно соприкасаться с предметами и поводками.
В процессе эксплуатации паяльника, брать его разрешено только за ручку — держать включенный инструмент за корпус, опасно для здоровья. В перерывах между работой инструмент следует помещать на подставку.
Важно! Рекомендуется перед самостоятельными действиями пройти обучение у мастеров, чтобы начинающая практика не обернулась рядом ошибок.
Зная, как пользоваться паяльником, мастер сможет выполнить качественно любую работу. Важно, помнить о соблюдении техники безопасности, поскольку при неправильном применении инструмент способен нанести серьезный вред здоровью.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой. В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.
Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.
Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
Шаг около 20 — 30 °C на каждые десятки секунд.
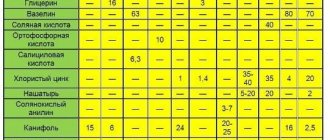
ПЕРЕЧЕНЬ ОСНОВНЫХ И ВСПОМОГАТЕЛЬНЫХ МАТЕРИАЛОВ,
разрешенных для использования при выполнении операций облуживания или пайки
Конкретные материалы для облуживания или пайки указаны для каждого изделия в операционных картах технологического процесса.
- Проволочный припой ПРв КР1 или ПРв КР2 ПОС 61 ГОСТ 21930-76,Ø 1 мм, Ø2 мм.
- Одноканальный трубчатый припой ПОС 61Т1А ГОСТ 21930-76, Ø 1 мм, Ø 2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, SN62 Х39 ф. Multicore Solders (на основе сплава SN 62, серебросодержащий), Ø 0,56.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, SN60 Х39 ф. Multicore Solders (на основе сплава SN 60), Ø 0,7 мм, Ø 1,2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, JM-20 ф. Koki (на основе сплава SN 60), Ø 0,8 мм, Ø 1,0 мм, Ø 1,2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, 60EN Crystal 502 ф. Multicore Solders(на основе сплава SN 60), Ø 1,2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, CW-801 ф. Indium (на основе сплава SN 63), Ø 0,8 мм, Ø 1 мм.
- Флюс спирто-канифольный ФКСп ОСТ 4Г 0.033.200.
- Флюс твердый «канифоль сосновая марки «А»» ГОСТ 19113-84.
- Флюс однокомпонентный, не требующий отмывки, Х33-12i (MF-210) ф. Multicore Solders илиWF-9942 ф. Indium.
- Спирт этиловый ГОСТ 18300-87.
- Нефрас С2 80/120 ТУ 38 401-67-108-92
- Промывочная жидкость VIGON EFM ф. Zestron.
- Серебряная оплетка для удаления припоя (внешний проводник кабеля радиочастотного РК-75-1-22 ТУ 16.505.198-91) илимедная оплетка DESOLDERING WICK или аналогичная.
- Кисть филеночная круглая КФК № 8, № 12 ГОСТ 10597-87.
- Кисть филеночная плоская КФП № 8, № 12 ГОСТ 10597-87.
- Кисть художественная КХЖК № 1, № 3 «белка» ОСТ 17880-80.
- Обрезки х/б арт. 361 ГОСТ 4644-75.
- Перчатки трикотажные с полимерным покрытием типаМультекс код Пер 306 по каталогу ф. Тракт.
- Антистатические перчатки ESD CLOVES 8745 PVCB 6.
- Паста ТТС-LF или аналогичная для очистки и лужения наконечников.
Как понять, что деталь уже выпаивается
На контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.
Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая.
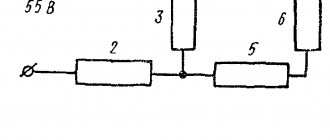
Принцип работы
Паяльник 12 вольт
Разогрев жала происходит за счёт прохождения через него тока низкого напряжения. Токоподводящие шины соединены с вторичной обмоткой индукционной катушки и состоят из 2 витков металлической полосы с поперечным сечением 6-10 мм2. Этот фактор позволяет мощным виткам и шинам во время работы оставаться холодными, тогда как всё тепло сосредотачивается на конце жала.
Жало ИП
Первичная обмотка является приёмником сетевого тока напряжением 220 в. В результате индукции во вторичной обмотке возбуждается ток большой силы и пониженного напряжения. Результатом этого становится преобразование мощного импульса электричества в тепловую энергию.
Универсальный паяльный инструмент имеет свои преимущества и недостатки. Анализируя многочисленные отзывы потребителей в средствах массовой информации, можно их обобщить в двух разделах.
Сплав Розе
Чтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков. Достаточно добавить пару гранул припоя и немного флюса.
После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения.
Получившийся припой в обязательном порядке удаляется с платы. Он очень хрупкий и не подходит для использования.
Недостатки
Паяльник ЭПСН
Наряду с положительными характеристиками, следует отметить недостатки ИП:
- При длительной работе сказывается усталость руки от того, что приходится удерживать тяжёлый паяльный пистолет на весу.
- Импульсный паяльник в современном исполнении с дополнительными опциями стоит довольно дорого.
Важно! Из-за скопления на жале ИП высокочастотного напряжения чувствительные микросхемы во время пайки могут быть разрушены.
Комбинированный метод
Еще одна очень эффективная техника. Если во время пайки деталь плохо паяется или не выпаивается – это следствие низкокачественного припоя, флюса или недостаточного прогрева платы.
Для этого во время работы паяльником, необходимо сверху помогать паяльным феном. Фен следует ставить до 200°C. Так нагрев будет происходить быстрее, и температура на контактах стабилизируется, окружающий воздух будет меньше забирать тепло.
Зачем сушить чипы
Чипами называют микросхемы, заключенные в BGA-корпусах. Название, видимо, пошло еще от аббревиатуры, означавшей «Числовой Интегральный Процессор».
По опыту использования у профессионалов существует устойчивое мнение, что при хранении, транспортировке, пересылке, чипы впитывают в себя влагу и во время пайки она, увеличиваясь в объеме, разрушает деталь.
Действие влаги на чип можно увидеть, если нагреть последний. На поверхности его будут образовываться вздутия и пузыри еще задолго до того, как температура поднимется до значения, достаточного для расплавления припоя. Можно только представить, что же происходит внутри детали.
Чтобы избежать нежелательных последствий наличия влаги в корпусе чипа, при монтаже плат осуществляется сушка чипов перед пайкой. Эта процедура помогает удалить влагу из корпуса.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Это все равно что вскипятить стакан воды с помощью одной спички. Повышать температуру тоже не вариант, это уничтожит как саму деталь, так и плату.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Область применения
Импульсный паяльник (ИП) используют для монтажа и демонтажа компонентов и узлов электронного и электротехнического оборудования. Рабочий орган ИП сделан из медной проволоки в виде вытянутой изогнутой петли. Жалом удобно паять радиодетали, проводные соединения, а также им можно лудить небольшие площадки на платах радиосхем.
Удобная рукоятка и достаточно большой вынос жала позволяют работать в труднодоступных местах пайки. За счёт быстрого набора нагревательным элементом температуры плавления припоя импульсным паяльником выполняют большие объёмы работ за короткое время. Это качество прибора используется при распайке разъёмов на прокладке электрических сетей, монтаже световой арматуры внутри зданий и сооружений.
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах. Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало. На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Дефекты паяных соединений
Дефектами паяного соединения считаются:
- Паяные соединения с трещинами.
- Разрушенные паяные соединения.
- «Холодная» пайка. Термин «холодные соединения» относится к паяным соединениям, образованным с признаками неполного оплавления, такими, как зернистый вид поверхности, неправильная форма соединения или неполное слияние частиц припоя.
- Галтель припоя нарушает минимальный электроизоляционный промежуток между контактными площадками или выводами компонента, или касается корпуса компонента. Галтель припоя — поверхность, образованная припоем в процессе пайки
- Отсутствие смачивания или плохая смачиваемость контакта или контактной площадки — отсутствие (полное или частичное) способности смачивания контактной площадки или металлизированного контакта компонента расплавленным припоем, уменьшение площади контактной площадки или вывода, покрытой припоем.
- Перемычки припоя между соединениями, кроме случаев, когда электрический контакт между этими соединениями предусмотрен конструкцией изделия
Критерии оценки качества паяных соединений выводных компонентов, монтируемых в монтажные отверстия платы
Контактный угол между галтелью припоя и контактной площадкой печатной платы
Признаком хорошего паяного соединения является наличие низких или нулевых контактных углов (Ө) между галтелью припоя и контактной площадкой (угол Ө меньше 90˚). Галтель припоя вогнутая, припой на присоединяемом элементе образует застывший шов.
Признаком некачественного паяного соединения является образование галтели припоя с контактным углом (Ө), равным или более 90˚.
Дефект – для классов 1, 2, 3:
● Непропай – припой образовал шарик на поверхности, похожий на те, которые образует вода на вощеной поверхности. Галтель припоя выпуклая, контактный угол (Ө) больше 90˚,
застывшего шва не видно. (Reject – брак).
Выступание выводов над контактными площадками платы
Выступание выводов не должно привести к нарушению минимального электрического пространства, повреждению паяных соединений вследствие деформации выводов, проникновению выводов через защитную антистатическую упаковку (пленку) при последующих операциях или при эксплуатации изделия.
Выводы выступают над контактной площадкой в пределах от Lmin до Lmaх таблицы 1, если нет специальных требований в КД.
Таблица 1. Выступание выводов
| Класс 1 | Класс 2 | Класс 3 | |
| L min1 | Конец вывода различим в припое 2 | ||
| L max | Отсутствие риска коротких замыканий | 2,3 мм | 1,5 мм |
Примечание:
1 для односторонних плат выступание выводов или проводов (L) составляет по крайней мере 0,5 мм для классов 1 и 2. Для класса 3 должно быть достаточное для различения выступание выводов.
2 для плат толщиной более 2,3 мм с металлизированными монтажными отверстиями выступание выводов компонентов в DIP-корпусах, сокетов, разъемов, имеющих выводы фиксированной длины, может быть не очевидно.
Дефект – для класса 3:
Выступание выводов не отвечает требованиям таблицы 1.
Заполнение припоем металлизированного монтажного отверстия платы и смачивание припоем вывода и стенок отверстия
При монтаже выводных элементов в сквозные металлизированные отверстия припой должен хорошо смачивать все контактные поверхности, смачивание стенок и заполнение отверстия припоем должны соответствовать рисунку и требованиям таблицы 2: .
1 — Высота заполнения отверстия припоем. 2 — Сторона установки компонентов. 3 — Сторона пайки.
Таблица 2. Пайка выводных компонентов в металлизированные отверстия, минимально допустимые критерии качества паяных соединений.
| Параметр1 | Класс 1 | Класс 2 | Класс 3 | |
| A | Круговое смачивание припоем вывода компонента и контактной площадки платы на стороне установки компонента | Не регламентируется | 180˚ | 270˚ |
| B | Высота заполнения отверстия припоем 2 | Не регламентируется | 75% | 75% |
| C | Круговое смачивание припоем вывода компонента и контактной площадки платы на стороне пайки | 270˚ | 270˚ | 330˚ |
| D | Площадь смачивания контактной площадки припоем на стороне установки компонента | 0 | 0 | 0 |
| E | Площадь смачивания контактной площадки припоем на стороне пайки | 75% | 75% | 75% |
Примечание:
(1) Относится к припою, нанесённому в процессе пайки.
(2) Незаполненные 25% высоты отверстия включают в себя незаполненные припоем полости на стороне пайки и на стороне установки компонента, то есть в сумме с обеих сторон платы.
Внимание: для некоторых областей применения изделий может требоваться 100%-ное заполнение монтажного отверстия припоем. Это условие должно быть дополнительно оговорено в технологическом процессе.
Дефект – для классов 1, 2, 3:
паяное соединение не соответствует таблице 2.
Вертикальное заполнение монтажного отверстия припоем:
Эталон – для классов 1, 2, 3:
100%-ное смачивание припоем вывода, контактных площадок и стенок металлизированного монтажного отверстия, полное заполнение припоем монтажного отверстия вокруг вывода:
- вывод компонента;
- припой;
- контактная площадка;
- стенка монтажного отверстия;
- паяльная маска печатной платы;
- базовый материал печатной платы (прессованные слои стеклотекстолита, пропитанные эпоксидной смолой, ламинированные медной фольгой);
- металлизированные проводящие слои многослойной печатной платы.
Допустимо – для классов 1, 2, 3:
не менее 75% полости монтажного отверстия по высоте заполнено припоем, допускается незаполнение припоем отверстия по высоте на 25% (суммарно с обеих сторон платы):
Дефект — для классов 2, 3:
вертикальное заполнение отверстия припоем составляет менее 75%.
Периферийное (круговое) смачивание припоем вывода и стенки монтажного отверстия на стороне пайки
Допустимо – для класса 3:
Минимум на 270˚ (на 3/4) по диаметру отверстия вывод и стенка монтажного отверстия покрыты припоем.
Дефект – для класса 3:
Менее, чем на270˚ (менее, чем на ¾) по диаметру отверстия вывод и стенка монтажного отверстия покрыты припоем.
Смачивание припоем кольцевой контактной площадки металлизированного монтажного отверстия на стороне установки компонента
Допустимо – для классов 1, 2, 3:
Контактная площадка на стороне установки компонента может быть не покрыта припоем.
Смачивание припоем кольцевой контактной площадки металлизированного монтажного отверстия на стороне пайки вывода компонента
Допустимо – для классов 1, 2:
минимум на 270˚ (на ¾) по диаметру монтажного отверстия галтель припоя покрывает кольцевую контактную площадку, стенки отверстия и вывод.
Допустимо – для класса 3:
минимум на 330˚по диаметру монтажного отверстия галтель припоя покрываеткольцевую контактную площадку, стенки отверстия и вывод.
Допустимо – для классов 1, 2, 3:
припой смачивает минимум 75% площади кольцевой контактной площадки монтажного отверстия.
Различимость конца вывода в припое
Допустимо – для классов 2, 3:
галтель выпуклая¸ конец вывода из-за избытка припоя неразличим, но визуально определяется наличие вывода в отверстии на стороне установки компонента.
Дефект – для классов 1, 2, 3:
конец вывода из-за избытка припоя неразличим, со стороны установки компонента вывод деформирован и не очевидно, что конец вывода полностью вошел в монтажное отверстие.
Припой на формованной части (на сгибе, «плече») вывода компонента
Допустимо — для классов 1, 2, 3:
припой затек на сгиб вывода, но не касается корпуса компонента.
Дефект – для классов 1, 2, 3:
припой затек на «плечо» вывода и касается корпуса компонента.
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.
Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты. Подробнее о паяльной кислоте
Итог
Несмотря на обилие теоретических советов, научиться правильно паять поможет только практика. Возьмите неисправную монтажную плату от любой электроники, несколько раз демонтируйте и припаяйте компоненты. То же самое относится к сращиванию проводов. Достаточно пары метров использованной проводки, чтобы получить практический навык. После чего приступайте к реальной работе.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://FB.ru/article/253821/kak-nauchitsya-payat-poshagovaya-instruktsiya-osobennosti-i-rekomendatsii-professionalov
- https://svarka-master.ru/pajka-dlya-nachinayushhih-ot-a-do-ya/
- https://HouseDiz.ru/kak-payat-payalnikom-pravilno-instrukciya-dlya-novichkov/
- https://vopros-remont.ru/elektrika/pajka/
- https://ProFazu.ru/elektrooborudovanie/samodelki-oborud/kak-pravilno-payat.html